
Токарка по дереву своими руками видео
Содержание:




На фото: для домашнего использования применяются компактные настольные варианты, они намного дешевле и занимают меньше места
Виды резцов, используемых для работ
Все работы выполняются с помощью специальных приспособлений, которые называются резцами, они имеют самые разнообразные конфигурации, и мы рассмотрим те, которые являются наиболее востребованными и используются чаще всего:
Рейер Это приспособление имеет полукруглую форму лезвия и используется при первоначальной черновой обработке, а также для выборки внутренней полости и точения вогнутых форм. Желобчатая конфигурация позволяет снимать достаточно большой слой древесины. Длина может составлять до 30 сантиметров, а ширина варьируется в пределах от 4 до 30 миллиметров Мейсель Другое название данного элемента – косяк, так как его рабочая поверхность скошена, лезвие заточено с двух сторон, с его помощью проводится чистовая обработка. Также данная конфигурация позволяет обтачивать средней частью выпуклые фрагменты и делать идеально ровными плоские поверхности, острый угол позволяет отрезать детали и поправлять торцы, а тупой — делать закругления Скребок Так называется стамеска с прямым лезвием, заточенным с одной стороны, с помощью которой можно проводить грубую обработку и делать выемки с прямыми углами, а также выравнивать элементы цилиндрической формы Крючок Таким приспособлением очень удобно делать углубления, а также выбирать внутренние полости при их наличии Двухугловый резак Плоское жало имеет два скоса, благодаря чему можно делать очень мелкие выступы, впадины, переходы на углах и многое другое. Также таким инструментом можно отрезать элементы Важно! Если вы часто делаете элементы одинаковой конфигурации, то для вас могут быть полезными специальные фасонные резцы, которые заранее имеют нужный профиль, что и упрощает работы, и повышает их качество.
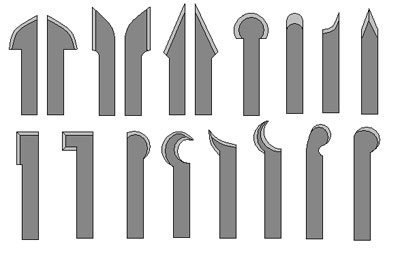
Фасонный токарный резец по дереву может иметь практически любую конфигурацию
Особенности рабочего процесса
Если вы только осваиваете данный вид обработки дерева, то важно выполнять все рекомендации, которые будут изложены ниже. Инструкция по проведению работ не отличается сложностью, но, чтобы получить качественные изделия, требуется определенный опыт, поэтому самый важный фактор – практика, только она даст вам нужные навыки.
Подготовка заготовки и ее крепление
Этот этап важен, так как от него зависит, насколько качественно будет проведена обработка.
Относительно него можно отметить следующее:
- В первую очередь нужно найти элементы требуемого размера, что касается древесины, то для начинающих наилучшим вариантом является липа, так как она очень хорошо поддается обработке. Также неплохими решениями могут стать клен и береза, более твердые породы применять не рекомендуется;

Чаще всего для заготовок берется липовый брусок
- Крепление заготовки производится с помощью патрона, он может быть разных конфигураций, самая простая конструкция — в виде трезубца, который держит древесину. Но этот вариант подходит далеко не всегда, а используются другие типы систем: планшайба, кулачковый патрон, втулочный вариант — все зависит от особенностей изготовления того или иного изделия;
- В первую очередь нужно найти центр заготовки с помощью столярного центроискателя, это приспособление обязательно должно быть в наличии, если вы собираетесь заниматься токарными работами;

Угольники-центроискатели – полезные приспособления для самых разных столярных работ
- Далее с помощью керна делаются углубление по центру заготовки, после чего ее размещают между патроном и задней бабкой, крепление должно быть таким, чтобы элемент без проблем можно было проворачивать рукой;
- Последний этап – подведение подручника к заготовке, элемент должен располагаться так, чтобы при вращении за него не цеплялась деталь, поэтому перед его фиксацией проверьте, свободно ли движется элемент.
Рабочий процесс
Что касается этой части работ, то в нее входят следующие операции:
- Вначале с помощью рейера необходимо провести черновую обработку, лучше всего это делать примерно на 1000-1500 оборотов, чем точнее нужен результат, тем выше должны быть обороты. Рабочая часть должна опираться на подручник и слегка касаться заготовки нижней стороной, далее ручка приподнимается до тех пор, пока лезвие не врежется в поверхность и не начнет снимать хорошо скручивающуюся стружку;

Двигаться нужно от бабки к шпинделю, передвигая опорный элемент по мере необходимости
- После черновой обработки нужно провести разметку заготовки с помощью карандаша, линии отмечают, просто проворачивая элемент, они будут показывать границы различных элементов и выступов и значительно упростят процесс вытачивания изделий своими руками;
- Далее производится обработка с помощью резцов нужной конфигурации, чаще всего используется косой вариант, так как с его помощью можно выводить элементы самых разных конфигураций. При этом обороты должны быть высокими, чем они больше, тем выше качество поверхности;
Важно! При работе соблюдайте технику безопасности: застегивайте рукава, чтобы предотвратить их накручивание, и используйте защитные очки.
- Важно постоянно сверяться с шаблоном, когда отдельный элемент совпадет, то можно двигаться дальше, для удобства можно, обработав одну половину, перевернуть заготовку другой стороной. Когда шаблон полностью совпал, основной этап можно считать почти завершенным;
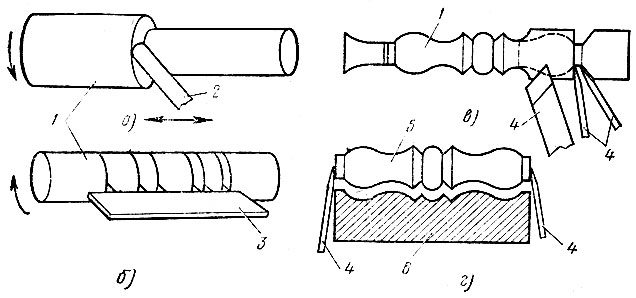
Вот так выглядит последовательность работ на схеме
- С помощью все того же косого резца производится надрезка торцов, до конца это делать ни в коем случае нельзя, оставляйте небольшой участок, на котором будет держаться элемент;
- Затем опорный элемент снимается и шлифуется с помощью наждачной бумаги для дерева, работа проста: складываете наждачку вдвое и аккуратно обрабатываете поверхность на всех участках;
- При желании можно нанести пропитку или лак также прямо на месте, для этого просто приставляете кисть и проворачиваете элемент рукой;
- Последний этап – отрезка оставшихся участков надувкой, остается только снять изделие.
Вывод
Освоить токарные работы с древесиной несложно, вы сможете самостоятельно изготавливать элементы, цена которых в продаже очень велика, то есть вы не только будете заниматься интересным делом, но и сможете получить уникальные изделия почти бесплатно. Видео в этой статье расскажет о процессе еще подробнее, а, если у вас есть вопросы, можете задать их в комментариях ниже.
Наша статья посвящена ностальгии по школьным мастерским трудового обучения. Многие умеют вести токарные работы по дереву, но не каждому по карману покупать и содержать оборудование для этого. Можно ли своими руками собрать станок, отвечающий технологии и требованиям безопасности — разберёмся вместе.

Что говорит ГОСТ
Приятная новость в том, что велосипед изобретать не придётся. Весь процесс сборки и чертежи каждого модуля станка описаны в ТУ3872–477–02077099–2002, и, хотя в открытом доступе этого документа нет, его вполне можно получить по индивидуальному запросу. Хотя и это вряд ли понадобится: устройство станка настолько примитивное, что вы легко сориентируетесь в тонкостях его изготовления даже по изображениям из школьных учебников.
 СТД-120М
СТД-120МДругой положительный факт — СТД-120М, по всей видимости, проектировался с расчётом на изготовление «по месту», поэтому практически все компоненты для сборки вы сможете либо найти в продаже, либо самостоятельно изготовить и доработать. Естественно, если появится возможность недорого приобрести комплектующие для этого станка или его младшего собрата ТД-120 — так и поступайте. Детали фабричного производства надёжнее, легче юстируются, к тому же унифицированная конструкция рамы позволяет собрать один станок из множества доноров.

Обратите также внимание, что стандартизация модулей во многом определяет безопасность эксплуатации оборудования. Основные принципы производственной безопасности оглашены в ГОСТ 12.2.026.0–93, а правила электрозащиты изложены в ГОСТ Р МЭК 60204–1. Согласуйте с этими нормативами любую изготавливаемую вами деталь или модуль станка.
Изготовление станины
Взамен литой чугунной станины мы предлагаем более лёгкую сварную конструкцию. Она состоит из двух отрезков 72-й угловой стали длиной по 1250 мм. Велик соблазн сделать станину покрупнее для обработки более массивных изделий, но помните, что подобные изменения требуют вмешательства и в прочие узлы станка. Возможно, вам следует взять за образец ТТ-10460 под заготовку метровой длины.

Уголки располагаем на ровной горизонтальной плоскости полками друг к другу. Между ними вставляем калиброванные вкладыши, чтобы направляющие станины располагались строго параллельно с дистанцией 45 мм. Для скрепления направляющих используем два уголка, таких же, как на станине, по 190 мм, которые подкладываем с переднего и заднего краёв. Перед свариванием деталей рекомендуется сдавливать их струбцинами, чтобы не повело металл при остывании.
Направляющие скрепляются ещё одной 190 мм перемычкой, в нижней полке которой есть вырезы под каждый уголок. Устанавливается эта деталь с образованием ячейки, размерами в точности соответствующими посадочному шипу передней бабки, в стандартном варианте это 45х165 мм.

Такая станина может крепиться каким угодно образом к верстаку или колоде, но все элементы крепления рекомендуется наваривать, не нарушая при этом целостность основания. Если для станка выделяется отдельный угол, приварите перпендикулярно уголкам станины ножки из трубы и, для большей устойчивости, сделайте им небольшой «раскос» кувалдой. В конечном итоге вес станины, скреплённой с верстаком, не должен быть меньше 60–70 кг.

Подручник
Этот элемент условно состоит из двух частей. Для обеих нужен один тип заготовки — 50 мм уголок, внутрь которого вложен другой, шириной 30 мм. Свариваются они вдоль кромок, в итоге должно получиться два отрезка по 260 и 600 мм.

Короткая деталь — регулируемое основание подручника. Одна из полок срезается, но не полностью, оставляется отрезок 110 мм длиной с наклонным срезом. Другая полка подрезается под прямым углом в 60 мм от заднего края. Из толстой стальной пластины нужно изготовить ответную рамку, которая будет зажимать направляющую стойки подручника.

Для изготовления направляющей с зажимом возьмите обычную трубу на дюйм и сделайте в ней продольный надрез болгаркой. Получившаяся гильза должна быть длиной около 150 мм, её вкладываем в 25 мм уголок, ориентируя прорезью наружу перпендикулярно одной из полок. Стягиваем детали струбциной и провариваем по всей длине, ближайшей к прорези полки. Накрываем заготовку вторым уголком такой же длины и крепим его к трубке с обратной стороны.

Направляющая приваривается плашмя к выступающей полке регулировочной рейки с внутренней её стороны. Для фиксации используется винт с длинной ручкой и приваренная к рейке гайка. С обратной стороны ответная планка скреплена шплинтованным пальцем или даже приваренным прутком.

Подручник крепится на стержне 20 мм гладкой арматуры, который расположен по центру с внешней стороны угловой заготовки. Стержень плотно входит в трубку направляющей системы, а при затягивании винта его надёжно обжимает со всех сторон. Длинная угловая заготовка длиной 600 мм приваривается к прутку с небольшим наклоном на себя и слегка «заточенной» передней кромкой.


Привод и трансмиссия
Стандартный вариант привода — асинхронный трёхфазный двигатель мощностью до 2 кВт (обычно 1,2 кВт), соединённый с валом передней бабки клиноременной передачей на двухручьевых шкивах. Постель для крепления движка может располагаться между ногами станины, либо на дополнительной подмости за передней бабкой, что усложнит сборку, но сделает более удобным переброс ремня.

Далеко не всегда есть возможность использовать двигатель с нужной частотой вращения вала, поэтому выход на итоговые обороты осуществляется регулировкой диаметра шкивов. Например, если в вашем распоряжении АД на 1480 об/мин, то чтобы выйти на заветные 1100 и 2150 об/мин, диаметры ведущих и ведомых ручьёв должны соотноситься как 1:1,5 и 1,3:1.
При размещении двигателя полезно снабдить станину пластиной, закреплённой на воротных навесах. Двигатель, установленный по такой системе, будет всё время находиться в подвешенном состоянии и обеспечит плотное прижатие ремня собственным весом. А если оснастить площадку педалью, скорость можно будет менять даже на ходу.

По электрической части сложностей тоже нет. Коммутация выполняется стандартной пусковой трёхфазной кнопкой с реверсом, для такого маломощного двигателя нет нужды устанавливать пускатель. Единственный момент — включение торможения постоянным током при удержании стоповой кнопки, для чего понадобится мощный диодный мост (на КД203Д) согласно типовой схеме включения.
Частотно-управляемый двигатель может использоваться в качестве прямого привода, что избавит от необходимости конструировать переднюю бабку. Для этого нужно закрепить двигатель на переходной площадке, в нижней части которой есть продольный установочный шип шириной в 45 мм как штатное средство юстировки для станины СТД120.

Передняя бабка
Забегая вперёд, отметим, что и передняя, и задняя бабка включают детали, изготовить которые можно, только имея доступ к токарному станку по металлу. Иначе есть смысл задуматься о приобретении готовых модулей или, по крайней мере, их литых консолей.
В основании передней бабки лежит два подшипниковых корпуса типов S, V или U, стационарно закреплённых на раме из угловой стали. К сожалению, невозможно предугадать, какие типоразмеры будут доступны, однако в общем итоге высота оси шпинделя над станиной должна быть не менее 120 мм. При том, что диаметр шпиндельного вала составляет около 25 мм, будет наиболее интересен типоразмер подшипникового узла с общим габаритом высоты около 70 мм.

Вал вытачивается из кругляка углеродистой стали диаметром 40 мм с допуском не более 0,05 мм. Основных вариаций вала две. Первая — самая простая: в центре остается целик вала, затем выполняются спуски до посадочного диаметра подшипниковых узлов, далее на концах нарезается резьба. Для осевой фиксации на валу протачивают четыре канавки под стопорные кольца.
 1 — посадочные места для подшипников; 2 — канавки под стопорные кольца
1 — посадочные места для подшипников; 2 — канавки под стопорные кольцаВторая вариация имеет расширение в виде юбки сразу за резьбой патрона. Оно предназначено для установки фланцевого упорного подшипника, закреплённого на выступе основания передней бабки. Такой подход позволяет сократить износ подшипников, если на станке обрабатываются массивные детали.
Основание бабки — две пары уголков или два швеллера, развёрнутых навстречу друг другу. Сведением-разведением вертикальных полок можно регулировать высоту основы под осевую высоту имеющихся подшипниковых узлов. Снизу к основанию приварена 45 мм полоса, которая выполняет роль юстировочного паза. Важен порядок сборки: сперва на шпиндель напрессовываются подшипники, затем вал крепится на станине с подложкой регулировочных стальных пластин.

Задняя бабка
Изготовить заднюю бабку не в пример проще. Состоит она из четырёх деталей:
- Основание из угловой стали высотой 100 мм по тому же принципу, что и для передней бабки. Сверху поперёк прикручены на болтах два 50 мм уголка, в их полках по центру вырезы квадраты 40 мм шириной.
- Направляющая (внешняя) толстостенная квадратная трубка шириной 40 мм, длиной 150 мм и внутренним просветом 20х20 мм. В задней части нужно установить пробку толщиной 6–8 мм и с отверстием в центре на 8 мм, крепится она на двух винтах через стенки трубки.
- Внутренняя трубка, она же пиноль, изготавливается из 20 мм профильной трубки, желательно толстостенной и фрезерованной точно под просвет направляющей. В задней части пиноли заварена гайка М14, в переднюю вставлен и заварен металлический прут, уширенный до 5 мм для посадки двухрядного подшипника.
- Приводной винт имеет резьбу под гайку в пиноли (желательно сделать трапециевидную), в задней части выполнен переход на 8 мм резьбу для крепления маховика.

Принцип работы и схема сборки пиноли вполне очевидны, но особое внимание нужно уделить юстировке осей. Направляющая трубка, закреплённая сваркой в вырезах уголков, может подниматься выше или ниже за счёт подкладок из трансформаторной стали. Передняя и задняя бабка должны быть абсолютно соосны, допуск составляет всего пару десятых.

Что касается способа крепления к станине, он одинаков и для бабок, и для подручника. Шпильки М14 или М16 привариваются ко дну бабок, а в прорезь подручника вставляется крупный лемешный болт. Снизу модули подтягиваются гайками с приваренными к ним прутьями наподобие рычагов. Для равномерного плотного прижатия снизу в качестве ответной планки подкладывается 50 мм швеллер.
Для домашней мастерской, в которой планируются работы по дереву, соответствующий токарный станок необходим. Его не обязательно покупать, если на нем нет необходимости работать очень интенсивно. Это как раз тот инструмент, который вполне по силам изготовить своими руками даже ребенку. Разумеется, под руководством взрослых.
Предлагаем Вашему вниманию видео-урок о том, как изготовить самодельный токарный станок по дереву по инструкции, которая была изложена в журнале “Юный техник”. Для работы потребуется минимум деталей. Самая сложная деталь, которая нужна в этом станке – двигатель. Журнал рекомендовал для этого использовать мотор от швейной машины.
Возникла задача – сделать шахматную фигуру и восполнить недостающего слона. Все детали круглого сечения, то есть поперечный разрез которых представляет собой круг, обрабатывается именно по такому принципу. Заготовка вращается, а резец снимает стружку.
Как раз под рукой оказался очень старый, но не утративший свои полезности журнал, в котором была опубликована статья о том, как сделать несложный токарный станок для работы с деревянными заготовками. Этот станок состоит из станины, передней бабки, задней бабки, подручника.
В передней бабке вращается шпиндель с патроном, вращение он получает от электродвигателя. Задняя бабка может перемещаться вдоль станины, закрепляется в нужном месте клином. Подручник имеет свободу перемещения как вдоль, так и поперек станины. Он также фиксируется клином. Заготовка зажимается между патроном передней бабки и конусом задней. На подручник опирается режущий инструмент. О том, как сделать токарную головку, тут.

Так как большинство деталей этого станка деревянные, мастер взялся за ножовку. Детали подверженные при работе наибольшим нагрузкам, укрепил, наклеив фанеру с обеих сторон. Из дощечек и станков собрано основание и станина станка.
Из металлических деталей потребовался конус от велосипедного руля. Чтобы преобразовать его в патрон для токарного станка, пришлось в нём просверлить 2 отверстия и туго забить в них отрезки гвоздей.
Получилась вот такая конструкция.
Второй металлический узел тоже от велосипеда.А именно ось переднего колеса. На нее наворачивается приготовленный заранее патрон и туго заворачивается контргайкой. Вот так была собрана передняя бабка.Кругорез.
Осталось для передачи вращения патрону на противоположном конце оси закрепить шкив для ременной передачи. В журнале предлагалось лобзиком вырезать 3 кружка и лобзиком выпилить в них шкив. Но кружки, выпиленные с помощью лобзика, получается не очень ровным. Поэтому решено было сделать кругорез. Для этого с одной стороны деревянного бруска забивается и остро затачивается гвоздь. А с обратной для удобства работы рукоятка. Дощечка с закрепленным на ней штырем является основанием инструмента. Диаметр штыря равен диаметр велосипедной оси. С помощью такого инструмента вырезаются круги из фанеры.
В одном месте при работе станка создается довольно сильное напряжение.
Поэтому нужно основательно затянуть гайки. Для задней бабки подбирается деревянный брусок, толщина которого позволяет ему передвигаться между рейками станины.Для начала в бруске делается продолговатое отверстие. Чтобы задняя бабка не проваливалась на станине, по бокам бруска были приклеены две дощечки.
Изготовление подручника для мини токарного станка.
Основанием подручника является фанерный прямоугольник двумя продольными пазами. В него входят две металлические пластины, закрепленные по бокам деревянного бруска. Чтобы они обратно не вышли, используется проволочная шпилька. Подручник – это тоже небольшой деревянный брусочек со скошенной верхушкой. Для увеличения прочности он закрывается чехлом из кровельного железа. Использовались ножницы по металлу и деревянная киянка.
Оснащение токарного станка по дереву электроприводом.
Для того чтобы не отступать от инструкции, размещённой в журнале Юный техник, использован мотор от старой швейной машинки.
Прежде чем работать проводкой, нужно обесточить устройство. Электрические контакты должны быть надежными, иначе во время работы проводка будет нагреваться. Это может повлечь большие неприятности. Поэтому провода хорошо защищаются и плотно скручивается, а еще лучше пропаять. Само собой разумеется, места соединений должны быть надежно изолированы.Пригодился резиновый пассик от старого магнитофона.
Результат.
Теперь станок, сделанный своими руками, окончательно готов и можно приступать к токарным работам. Это очень увлекательное дело. Это отмечал еще Петр Первый.
При помощи несложных операций обычно полено превращается в прекрасную шахматную ладью.«>

Отправить ответ