
Бур по бетону гост
ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ СОЮЗА ССР
ИНСТРУМЕНТ ТВЕРДОСПЛАВНЫЙ
ДЛЯ ОБРАЗОВАНИЯ
ОТВЕРСТИЙ В СТРОИТЕЛЬНЫХ
МАТЕРИАЛАХ
БУРЫ ДОЛОТЧАТЫЕ ТВЕРДОСПЛАВНЫЕ
Типы и основные размеры
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
БУРЫ ДОЛОТЧАТЫЕ ТВЕРДОСПЛАВНЫЕ
Типы и основные размеры
Carbide chised bits.
Types and main sizes
Постановлением Государственного комитета стандартов Совета Министров СССР от 3/ VI 1971 г. № 1072 срок введения установлен
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на твердосплавные долотчатые буры для бурения отверстий в бетоне и железобетоне ручными пневматическими и электрическими перфораторами с энергией удара до 35 Дж.
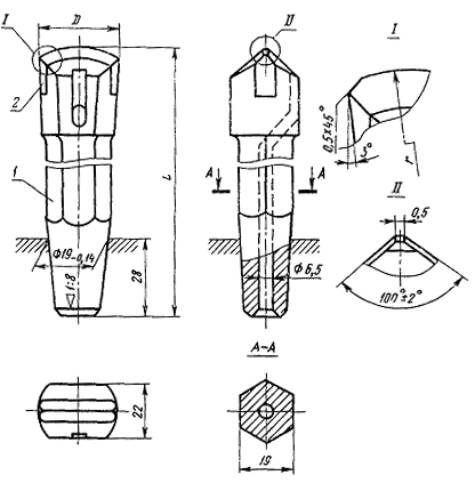
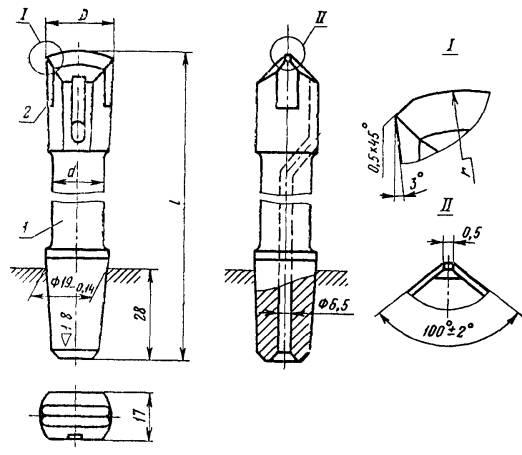
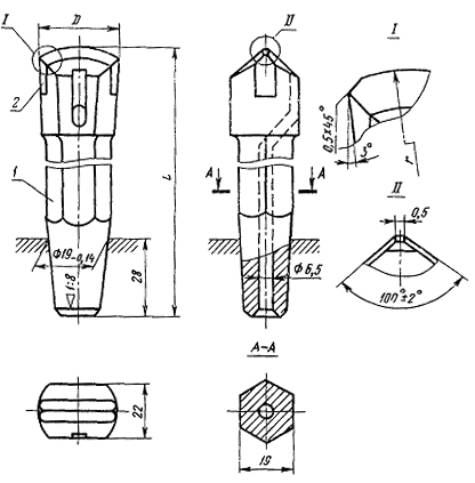
2. Буры должны изготовляться двух типов:
БД1 — для бурения отверстий диаметром 18 — 22 мм;
БД2 — для бурения отверстий диаметром 25 — 30 мм.
3. Основные размеры буров должны соответствовать указанным на черт. 1, 2 и в таблице.
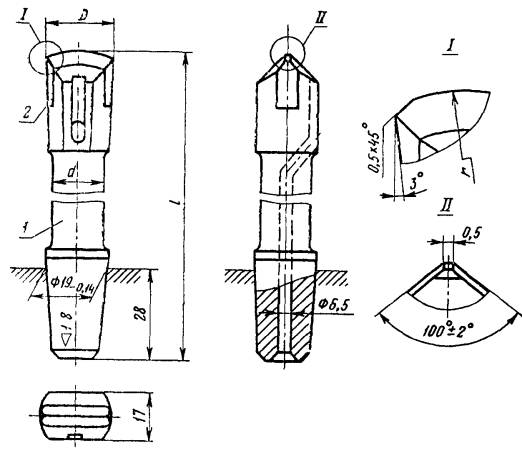
1 — корпус бура; 2 — пластинка твердосплавная по технической документации, утвержденной в установленном порядке
1 — корпус бура; 2 — пластинка твердосплавная по технической документации, утвержденной в установленном порядке
ОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ
«ХХХ»
«УТВЕРЖДАЮ»
Директор ООО «ХХХ»
«____» ________2015 г.
Буры для перфораторов с хвостовиками типа SDS-plus, SDS-top, SDS-max
ТУ 3912-001-ХХХХХХХХ-2015
СОДЕРЖАНИЕ
| Наименование раздела | Введение | 1 | 4 | |||
| Требования безопасности | 3 | 11 | ||||
| Правила приёмки | 5 | 14 | ||||
| Транспортирование и хранение | 7 | 17 | ||||
| Гарантии изготовителя | Приложение А Перечень нормативных документов, на которые даны ссылки в ТУ | 20 | ||||
| 21 | ||||||
| Ra | Ra | Ra | Задние поверхности режущей части | 3,2 | 6,3 | 6,3 |
| — | — | — | Поверхности канавок сверл | 6,3 | 10 | 10 |
| 0,8 | 1,25 | 1,6 | ||||
| А1 | В | |||||
| 0,03 | 0,10 | |||||
| 0,05 | 0,13 | |||||
| 0,07 | 0,18 | |||||
| 0,11 | 0,30 | |||||
| 0,15 | 0,40 | |||||
| — | 0,50 | |||||
| — | 1,0 |
- Предельные отклонения угла при вершине и заднего угла не должны быть более ±3°.
Сверла и буры с напайными пластинами
- Для сверел и буров с напайными пластинами должны применяться пластины твердого сплава типа ВК по ГОСТ 3882. Технические требования на твердые сплавы – по ГОСТ 4872.
- Корпуса сверел должны быть изготовлены из быстрорежущей стали по ГОСТ 19265 или из стали 9ХС по ГОСТ 5950. Допускается изготовление корпусов из других марок стали с содержанием вольфрама не более 6%. Не допускается к изготовлению корпусов сталь, содержащая кобальт.
- Сверла диаметром рабочей части от 6 мм и более с коническим хвостовиком и диаметром рабочей части от 8 мм и более с цилиндрическим хвостовиком, корпуса которых изготовлены из быстрорежущей стали, должны быть сварными. Сверла диаметром до 12 мм с цилиндрическим хвостовиком, корпуса которых изготовлены из светлотянутой шлифованной или полированной стали, могут изготовляться цельными. В зоне сварки не допускаются: непровар, кольцевые трещины, поверхностные раковины.
- Хвостовики сварных сверл должны быть изготовлены из стали марки 45 по ГОСТ 1050 или из стали марки 40Х по ГОСТ 4543.
- Твердость корпусов сверл – 57. 63 HRCэ. Указанная твердость должна быть: а) у цельных корпусов сверл – на длине, уменьшенной на величину не более 1,5 диаметров сверла;
б) у сварных корпусов сверл – на длине, уменьшенной на величину не более 1,5 диаметров сверла от сварочного шва, но не менее 2/3 длины винтовой канавки.
На участке корпуса за пластиной твердого сплава на длине, не превышающей двух длин пластин, допускается понижение твердости на 10 единиц HRCэ.
- Твердость лапок сверл с коническим хвостовиком – 32. 47 HRCэ
- В качестве припоя должен применяться припой марки МНМЦ 68-4-2 или П 102 и другие припои, по прочности паяного соединения не уступающие указанным.
Толщина слоя припоя – не более 0,20 мм.
Разрыв слоя припоя не должен превышать 5 % его общей длины.
- Нешлифованные поверхности сверл после термической обработки должны быть обработаны механическим или термохимическим путем.
- Сверла должны быть остро заточены.
На режущей части сверла не должно быть поверхностных трещин, завалов и выкрошенных мест.
На поверхностях сверл не должно быть следов коррозии. На передней поверхности сверл и поверхности канавок не должно быть остатков припоя, за исключением участка за пластиной на длине не более 3 мм. Для сверл диаметрами 10 мм и выше (для которых применяется пластина типа 14 исполнения 2) допускаются остатки припоя по передней поверхности на пластине в месте перехода ее на утолщенную часть пластины величиною не более 1 мм.
- Не допускается превышение передней поверхности пластины над поверхностью канавки корпуса более чем на 0,3 мм.
- Допуск симметричности (в радиусном выражении) сердцевины сверл (по пластине) класса точности А относительно оси сверла должен быть, мм;
0,15 — для сверл диаметром св. 20 мм.
1.2 Требования к сырью и материалам
1.2.1 Изделия изготавливают из материалов, указанных в конструкторской документации, на которые должны быть выданы соответствующие сертификаты соответствия.
1.2.2 Качество применяемых материалов и заготовок, приведенных в конструкторской документации, должно соответствовать требованиям действующих стандартов.
1.2.3 Допускается замена материалов, указанных в чертежах, другими, свойства которых не ухудшают качество деталей и изделия в целом.
1.2.4 Организация, проведение и оформление результатов входного контроля должны отвечать требованиям ГОСТ 24297.
1.2.5 Изделия изготавливают из быстрорежущей стали по ГОСТ 19265. Допускается изготовление сверл из быстрорежущей стали других марок, обеспечивающих стойкость изделий, не уступающую стойкости изделий, изготовленных из быстрорежущей стали по ГОСТ 19265. Для инструмента с припаянными твердосплавными пластинами марки ВК8 по ГОСТ 3882 используют сталь марок 40Х, 40Х М, 40Х МЮ по ГОСТ 4543
1.2.6 Допускается изготовление продукции из стали других марок, а так же из стали импортного производства.
1.3 Маркировка
1. 3 .1 Информация для потребителя должна быть представлена непосредственно на потребительской упаковке с продукцией, на этикетке, выполненной в виде текстового или графического документа, прикладываемого непосредственно к каждой единице упаковки. Маркировка должна соответствовать требованиям статьи 10 Закона РФ «О защите прав потребителей» от 07.02.1992 г. №2003-1, ГОСТ 18088, с указание следующих данных:
— наименование или товарный знак изготовителя;
— наименование инструмента и обозначение настоящих технических условий;
— марка материала режущей стали;
— штамп технического контроля.
1.3.2 Способ нанесения маркировки должен обеспечивать ее сохранность в условиях нормального применения и после воздействия воды.
1.3.3 Транспортная маркировка и расположение манипуляционных знаков в соответствии с ГОСТ 14192.
1.3.4 Знаки маркировки должны быть ровными, четкими, не нарушающими качество поверхности.
1.4 Упаковка
1.4.1 Упаковка должна производиться в соответствии с требованиями ГОСТ 23170.
1.4.2 Инструмент должен подвергаться временной противокоррозионной защите или защитно-декоративному покрытию.
1.4.3 Инструмент должен быть упакован в индивидуальную или групповую потребительскую тару, предохраняющую его от воздействия климатических факторов внешней среды, нарушений консервации или защитно-декоративного покрытия.
1.4.5 Инструмент или потребительская индивидуальная или групповая тара с ним должны быть плотно уложены в транспортную тару: деревянные ящики по ГОСТ 15623, ящики из гофрированного картона по ГОСТ 22852, универсальные контейнеры по ГОСТ 18477, ящичные поддоны по ГОСТ 9570, другую многооборотную тару по нормативно-технической документации, утвержденной в установленном порядке
1.4.5 Транспортная тара должна быть выложена внутри кровельным толем, рубероидом, упаковочной битумированной или дегтевой бумагой, парафинированной бумагой или другими материалами, обладающими водонепроницаемыми свойствами.
8. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
8.1. Изготовитель гарантирует соответствие изделий требованиям настоящих технических условий при соблюдении условий хранения, транспортирования и эксплуатации.

| Техническая библиотека гостов, стандартов, правил, нормативов. Все для информационного обеспечения технической службы Вашей организации. | ||
Все документы, представленные в каталоге, не являются их официальным изданием и предназначены исключительно для ознакомительных целей. Электронные копии этих документов могут распространяться без всяких ограничений. Вы можете размещать информацию с этого сайта на любом другом сайте.
ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ СОЮЗА ССР
ИНСТРУМЕНТ ТВЕРДОСПЛАВНЫЙ
ДЛЯ ОБРАЗОВАНИЯ
ОТВЕРСТИЙ В СТРОИТЕЛЬНЫХ
МАТЕРИАЛАХ
БУРЫ ДОЛОТЧАТЫЕ ТВЕРДОСПЛАВНЫЕ
Типы и основные размеры
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
БУРЫ ДОЛОТЧАТЫЕ ТВЕРДОСПЛАВНЫЕ
Типы и основные размеры
Carbide chised bits.
Types and main sizes
Постановлением Государственного комитета стандартов Совета Министров СССР от 3/ VI 1971 г. № 1072 срок введения установлен
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на твердосплавные долотчатые буры для бурения отверстий в бетоне и железобетоне ручными пневматическими и электрическими перфораторами с энергией удара до 35 Дж.
2. Буры должны изготовляться двух типов:
БД1 — для бурения отверстий диаметром 18 — 22 мм;
БД2 — для бурения отверстий диаметром 25 — 30 мм.
3. Основные размеры буров должны соответствовать указанным на черт. 1, 2 и в таблице.
1 — корпус бура; 2 — пластинка твердосплавная по технической документации, утвержденной в установленном порядке
1 — корпус бура; 2 — пластинка твердосплавная по технической документации, утвержденной в установленном порядке
«>
Adblock

detector
Отправить ответ