
Бура порошок для пайки
Содержание:
- 1 Как пользоваться бурой при спаивании материалов друг с другом
- 2 Как производится пайка элементов из меди с применением буры
- 3 Инструменты и материалы
- 4 Как производится процесс спаивания
- 5 Сферы применения
- 6 Преимущества использования
- 7 Как выполняется пайка медных труб
- 8 Применение при ковке
- 9 Бура в пайке
- 10 Пайка медных труб с применением буры
- 11 Процедура пайки
- 12 Способы контроля соединяемых изделий
Бура для пайки применяется в качестве флюса при использовании серебряных или латунных припоев. Процесс пайки представляет собой создание неразъемных соединений, при этом применяются твердые припои или мягкие.

Бура предназначена для пайки с использованием латунных и серебряных припоев.
Как пользоваться бурой при спаивании материалов друг с другом
Пайка, где будут использоваться твердые припои, означает, что применяться будут материалы, у которых температура плавления более чем 400°С. У легких припоев температура меньше этого значения. Пайка твердыми припоями обычно предполагает применение смеси, состоящей из борной кислоты и буры.
Состав буры таков, что она легко растворяется в воде. При горении она принимает вид стеклянной массы, ее температура плавления может колебаться в следующих пределах: 700-900°С. При пайке бурой происходит образование солей, которые понадобится удалять, для чего используется механическое очищение.

Таблица состава и применения буры.
Бура представляет собой высокотемпературный флюс, который применяют с целью соединения чугуна и стали, сплавов меди. При этом чаще используют припои среднеплавкие: из меди, латуни, золота и серебра. Расплавив буру, можно растворить окислы металлов, очистить поверхность соединяемых элементов. Завершая пайку, удалите остатки соли.
Бура, смешанная с борной кислотой 1:1, дает борный флюс. Компоненты должны быть хорошо перемешаны, затем их надо перетереть в фарфоровой ступке.
Растворитель нагревают в дистиллированной воде, затем выпаривают до получения твердого остатка. Для большей активности флюса в смесь можно добавить хлористую, фтористую соль. Можно рассмотреть пример с соединением медных элементов.
Как производится пайка элементов из меди с применением буры
Нередко происходит так, что необходимо выполнить в домашних условиях пайку меди, медных труб. Из данного материала выполнены многие системы водоснабжения, установленные в современных домах. При ремонте такой сантехники желательно, чтобы исполнитель был хорошо знаком с необходимыми действиями, свойствами материала.
При соединении медных элементов плюсы пайки бурой состоят в следующем:

Схема пайки твердым припоем.
- соединение можно выполнить вне зависимости от того, какова начальная температура изделия;
- можно соединить при помощи пайки медь, то есть металл, с неметаллами;
- большинство получившихся соединений возможно распаять при необходимости;
- детали и припой отлично взаимодействуют;
- форма и размеры металлического изделия выдерживаются довольно точно, потому что не происходит расплавления основного металла;
- при капиллярной пайке можно обеспечить хорошую прочность и высокую производительность.
У такой пайки особенная технология, что делает возможным получение соединения в несколько шагов:
- поверхности, предназначенные к спайке, подготавливаются к работе;
- с поверхностей элементов отчищаются загрязнения, снимается оксидная пленка, для чего понадобится применение флюса в виде буры;
- соединяемые элементы нагреваются до показателя температуры, равного показателю, при котором плавится металл основного материала;
- в зазор между деталями вводится жидкий припой;
- между деталями и припоем происходит взаимодействие;
- припой кристаллизуется.
Инструменты и материалы
Для выполнения работ понадобится следующее оборудование:
- Резак для медных деталей (при необходимости).
- Кисть для нанесения флюс-пасты из буры.
- Припои оловянные.
- Флюс-паста.
- Горелка.

Материалы и инструменты для пайки.
Горелки могут быть разными. Некоторые снабжены пьезорозжигом, но есть и такие, что выпускаются без него, здесь предусмотрено применение газовых баллончиков. Дорогостоящие горелки без розжига не пользуются особенной популярностью. Чаще вместо них используют польские горелки с пьезорозжигом — они стоят немного и больше отвечают требованиям пользователей.
Порядок действий будет таков:
- поверхность соединения надо зачистить с использованием специальной щетки, а если речь идет о трубах, надо провести и внутреннюю обработку;
- желательно провести чистовую зачистку при помощи наждачной шкурки, чтобы металл был отдраен до блеска;
- кистью наносится флюс — в данном случае бура — и на наружную поверхность соединения, и на внутреннюю;
- обеспечьте прижимание деталей: они вставляются одна в другую или сжимаются вместе.
Последующая работа должна проводиться с особенным вниманием, поскольку исполнитель имеет дело с открытым пламенем. Газовую горелку поджигают, затем нагревают соединение. Его следует нагревать 15-20 секунд.
Теперь надо взять припой и обработать им край соединения. Для процедуры достаточно трех секунд.
Чтобы выполнить пайку медных труб или других элементов, для присадки применяют проволоку из латуни. Буру можно насыпать на место спаивания. Можно рассмотреть процесс более детально.
Как производится процесс спаивания
Выполняя пайку в домашних условиях, надо уяснить одну тонкость. Когда бура сохранялась в порошке в течение долгого времени, ее лучше предварительно переплавить, для чего используют тигилек или шамот. Получившееся в результате вещество следует раздробить до состояния порошка и поместить для хранения в герметичный сосуд.
Герметичность — обязательное условие: порошок гигроскопичен, из-за присутствия влаги во флюсе могут образовываться шлаки с металлом.
Перед тем как наносить флюс, место спаивания разогревают докрасна. Нагревать лучше не сам участок пайки, а рядом с ним, постепенно перенося нагрев на место соединения элементов. Когда детали прогреются, место соединения надо посыпать небольшим количеством буры. При этом следите за температурой, подождите, пока бура хорошо расплавится и растечется по месту пайки в виде пленки.
Припаивать лучше латунью, пруток обмакивают в буру, после чего надо подождать расплавления порошка. Пламя, которое испускает паяльная горелка, должно быть рядом с местом пайки, но долго так держать не надо. Так можно заполучить соединение со шлаками и слоем окалины, удалить которую будет затруднительно. Непосредственно перед тем моментом, когда будет наноситься припой, участок спаивания должен быть красного цвета, а расплавившаяся бура — синеватой. Этот момент можно для внесения припоя считать оптимальным.
Далее пруток припоя, покрытый порошком буры, надо поднести к месту припаивания и разогреть его до той температуры, при которой припой начинает плавиться (в случае с латунью — до свечения оранжевого цвета). Температура плавления у латуни и буры почти одна и та же. Далее начинается непосредственно рабочий процесс.
Бура – это флюс, используемый при соединении металлических деталей методом пайки. Бура, которая выпускается в виде порошка, относится к категории высокотемпературных флюсов, поскольку температура ее плавления находится в интервале 700–900°. Порошок буры, характеристики которого оговариваются в соответствующем нормативном документе (ГОСТ 8429-77), хорошо растворяется в воде и при нагревании превращается в стеклянную массу, которая и обеспечивает защиту зоны пайки.

Кристаллы буры могут быть прозрачными или сероватыми, но всегда блестят характерно «жирно»
Сферы применения
Бура, представляющая собой соль, в состав которой входит слабая борная кислота и сильное основание, имеет и научное название – декагидрат тетрабората натрия. При помощи этого вещества, используемого в качестве флюса, выполняется пайка таких металлов, как сталь, чугун, медь и ее сплавы. При этом для такой пайки используются среднеплавкие припои, основу которых могут составлять медь, латунь, серебро и золото.
При расплавлении буры, что происходит при достаточно высокой температуре, поверхности соединяемых деталей очищаются, а окислы, которые на них присутствуют, растворяются в разогретом флюсе. В процессе выполнении пайки, для которой используется такой тугоплавкий флюс, как бура, соответствующая требованиям ГОСТа 8429-77, образуются соли, кристаллизирующиеся на поверхности формируемого соединения. После завершения технологической операции соляной налет необходимо удалить.
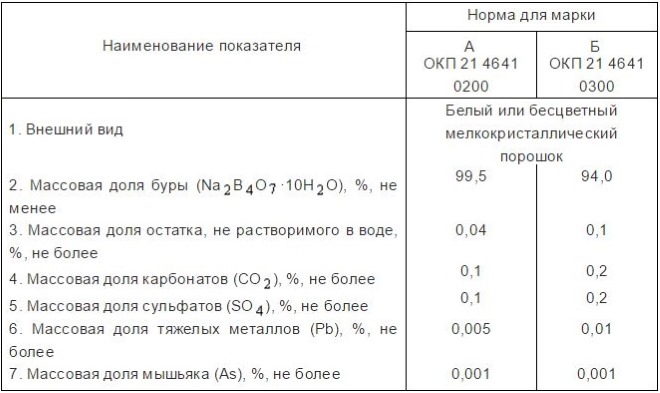
Требования ГОСТа к составу флюса на основе буры
Чтобы получить из буры борный флюс, которым можно пользоваться при пайке деталей из меди, чугуна, стали и других металлов, данное вещество необходимо смешать с борной кислотой в пропорции 1:1. Полученную смесь тщательно перетирают в фарфоровой емкости, а затем выпаривают лишнюю жидкость, чтобы получить сухой остаток, в который добавляют фтористые и хлористые соли. По такой технологии получают активные флюсы, позволяющие выполнять качественную пайку деталей из различных металлов.
Ознакомиться с требованиями ГОСТ к технической буре (тетраборат натрия) можно, скачав документ в формате pdf по ссылке ниже.
Преимущества использования
Медные трубы в качестве составных элементов трубопроводов различного назначения сегодня пользуются большой популярностью. В связи с этим пайка меди твердым припоем, для выполнения которой используется такой флюс, как бура, стала достаточно распространенным технологическим процессом. Использование данного метода соединения изделий из меди позволяет не только выполнять монтаж новых трубопроводов, но и осуществлять качественный ремонт тех, которые уже эксплуатируются на протяжении определенного времени.
Бура удаляет с поверхности оксидную пленку и способствует растеканию жидкого припоя
Применение технической буры в качестве флюса при пайке меди имеет следующие преимущества.
- Качественной пайке могут подвергаться металлические детали в любом сочетании.
- Металлические изделия, которые необходимо соединить при помощи пайки, могут иметь любую начальную температуру.
- При применении буры качественные и надежные соединения можно получать даже между металлическими и неметаллическими деталями.
- Паяные соединения, полученные с использованием такого флюса, можно в любой момент распаять, если в этом возникает необходимость.
- Основной металл при выполнении пайки не плавится, как это происходит при сварке, что позволяет избежать такого нежелательного процесса, как коробление (и, соответственно, изменения геометрической формы соединяемых изделий).
- Применение буры позволяет обеспечить отличную схватываемость припоя и поверхностей соединяемых деталей.
- Техническая бура, используемая в качестве флюса, обеспечивает высокую производительность такого процесса, как капиллярная пайка.
- Полученные при использовании флюса данного типа паяные соединения отличаются высокой прочностью, надежностью и долговечностью.

Спаянные медные трубы с использованием буры в качестве флюса
Чтобы разобраться в том, какие факторы оказывают влияние на качество выполнения пайки, следует знать этапы данного технологического процесса. Алгоритм выполнения пайки выглядит следующим образом.
- Поверхности деталей, которые необходимо соединить при помощи пайки, необходимо тщательно подготовить.
- Загрязнения удаляются при помощи стандартных средств – щеток, ветоши и др. А для удаления с поверхности деталей тугоплавких окисных пленок как раз и используется такой флюс, как техническая бура.
- Поверхности изделий, подлежащих соединению, необходимо нагреть до определенной температуры, для чего применяется паяльная лампа.
- В зазор между соединяемыми деталями вводится жидкий припой, который также разогревается при помощи паяльной лампы или обычной газовой горелки.
- Взаимодействие разогретого основного металла и жидкого припоя обеспечивает получение надежного паяного соединения.
- Процесс пайки можно считать завершенным в тот момент, когда произойдет полная кристаллизация припоя.
Как выполняется пайка медных труб
Прежде чем приступить к пайке, необходимо подготовить следующие инструменты и расходные материалы:
- щетки с металлической щетиной для зачистки соединяемых поверхностей;
- приспособления и инструменты, при помощи которых соединяемые детали будут нарезаться по требуемым размерам;
- газовая горелка или паяльная лампа;
- припой, который выбирается в зависимости от того, из какого материала изготовлены соединяемые детали;
- бура, характеристики которой должны соответствовать требованиям ГОСТа 8429-77;
- кисточки, необходимые для того, чтобы наносить флюс.

Флюс, припой и горелка – основные компоненты для пайки медных сплавов
Особое внимание следует уделить выбору газовых горелок, которые на современном рынке представлены в большом ассортименте. Такое приспособление, предназначенное для обеспечения полноценного разогрева основного металла и припоя, может быть оснащено автоматическим пьезорозжигом или изготовлено в классическом исполнении. Выбирать горелки, для розжига которых используется пьезоэлемент, стоит только в том случае, если такое устройство произведено под известной торговой маркой. В противном случае лучше приобрести обычную качественную горелку, которая обеспечит вам бесперебойную работу на протяжении длительного времени.

Зачистка места соединения перед пайкой
Сам процесс пайки с помощью буры, включая подготовительные процедуры перед его выполнением, удобнее всего рассмотреть на примере соединения двух труб, изготовленных из меди. Выполняется такой процесс в следующей последовательности.
- Внутренние поверхности соединяемых труб тщательно зачищаются, для чего используется щека с металлической щетиной.
- Наружную зачистку медных труб, выполняемую до образования металлического блеска их поверхностей, осуществляют при помощи наждачной шкурки.
- После тщательной зачистки на внутренние и наружные поверхности наносится бура, для чего используется специальная щеточка.
- Покрытые флюсом в месте будущего соединения медные трубы необходимо состыковать между собой. После этого можно приступать к пайке.
- Перед началом процесса поверхности труб необходимо разогреть до требуемой температуры, для чего используется газовая горелка. Воздействовать пламенем на поверхности соединяемых изделий следует не менее 15–20 секунд.
- После того как поверхности труб разогреты до требуемой температуры, в область пайки вводится припой, который расплавляется также под воздействием пламени газовой горелки. Наносить расплавленный припой на поверхности соединяемых деталей следует равномерно, чтобы обеспечить качество и надежность формируемого соединения.

Нанесение флюса на место пайки
После выполнения пайки с помощью буры следует выполнить контроль полученного соединения, для чего могут быть использованы разрушающие и неразрушающие методы. Чаще всего такой контроль выполняется при осмотре полученного соединения на предмет наличия внешних дефектов. Для выполнения такого осмотра, который позволяет выявить многие недостатки соединения, может использоваться увеличительная лупа.
Применение при ковке
Бура в качестве флюса используется и при осуществлении такой технологической операции, как ковка. При выполнении ковки, сопровождающейся значительным нагревом обрабатываемой заготовки, на поверхности последней образуется толстый слой окалины. Нередки также случаи, когда заготовка просто пережигается, что приводит к значительному ухудшению ее характеристик. Чтобы избежать этого, поверхность заготовки в процессе выполнения ковки посыпают тонким слоем буры, выступающей в роли флюса.
В заключение практический урок в формате видео по пайке меди с использованием флюса.
Бура в пайке
Пайка металлов – способ создания неразъемного соединения деталей посредством припоев. Сегодня пайка доступна мягким и твердыми припоями. Пайка бурой подразумевает применение буры в качестве флюса во время пайки по большей части латунными и серебряными припоями. Бура по своему составу достаточно легко растворяется в воде.
Во время горения бура превращается в стеклянную массу, а ее температура плавления колеблется в пределах 700-900 гр. С. В процессе пайки бурой образуются соли, которые следует удалять посредством механической зачистки.

Бура – высокотемпературный флюс, используемый для соединения таких материалов, как сталь, чугун, медь (ее сплавы) при помощи среднеплавких медных, латунных, серебряных и золотых припоев. Расплавленная бура позволяет растворять окислы металлов, очищать поверхность спаиваемых металлических деталей. По окончании применения буры по завершении пайки необходимо удаление остатков соли.
Бура совместно с борной кислотой во время смешивания в пропорции 1:1 образует борный флюс. Таким образом, требуется тщательно смешать составляющие, после чего растереть в фарфоровой ступке. Далее необходимо разогреть растворитель в дистиллированной воде, после чего выпарить до твердого остатка. Чтобы получить более активный флюс для пайки меди или другого металла, нужно добавить в смесь фтористые и хлористые соли.
Пайка медных труб с применением буры
Современные системы водоснабжения в домах нередко выполнены из меди. В связи с этим желательно быть проинформированным о возможных действиях относительно ремонта сантехники, свойствах меди и многом другом, что может быть связано с данным материалом.

Достоинства пайки меди бурой:
- Возможность соединения металлических деталей в любом сочетании;
- Возможность соединения при любой начальной температуре металлического изделия;
- Возможность создания крепкого и качественного соединения металла (меди) с неметаллами;
- Возможность распайки большинства готовых соединений;
- Более точное выдерживание формы, а также размеров металлического изделия, поскольку основной металл не расплавляется;
- Возможность получения отличного взаимодействия между паяемыми деталями и припоем;
- Высокая прочность и достойная производительность во время капиллярной пайки.
Технология пайки дает возможность получить соединение в несколько этапов:
- Подготовка соединений для пайки;
- Удаление загрязнений, а также оксидной пленки с поверхностей металлических деталей, подвергаемых пайке, при помощи флюса в виде буры;
- Нагревание соединяемых металлических деталей до температурного показателя, равного температуре плавления металлов основного материала;
- Введение жидкой полоски припоя в зазор между соединяемыми металлами;
- Взаимодействие между соединяемыми деталями и припоем;
- Кристаллизация формы припоя, которая находится между деталями.
Процедура пайки
Понадобятся материалы и приспособления:
- Стальные щетки для зачистки внутренних стенок медных труб;
- Резак для трубы;
- Кисточка для нанесения буры (флюс-пасты);
- Оловянные припои;
- Флюс-паста (бура);
- Газовая горелка.
Выбор приспособления
Горелки бывают нескольких основных видов: с наличием пьезорозжига и без него, под различные газовые баллончики. Стоит отметить, что горелки дорогих производителей (марок) без пьезорозжига большой популярностью не пользуются. Таким образом, можно воспользоваться недорогими газовыми горелками польских марок, но с наличием пьезорозжига.
Обратите внимание на то, что пьезорозжиг служит на руку мастеру, желающему произвести пайку труб из меди самостоятельно, та как такое устройство позволит экономить время и нервы.
- Для начала следует зачистить щеточкой внутреннюю поверхность соединения;
- Используя шкурку, переходим к зачистке наружной поверхности трубы до красивого блеска меди.
- Наносим при помощи специальной кисточки флюс (в нашем случае флюс — бура) на внутреннюю, а также наружную поверхность соединений, после чего вставляем их один в один.
- Следующий этап требователен к предельной осторожности, вниманию и сосредоточенности мастера, так как работа осуществляться будет с газовой горелкой, то есть с открытым огнем. Таким образом, поджигаем газовую горелку, после чего разогреваем место соединения. Греть место сцепления следует на протяжении 15-20 секунд.
- Далее берем припой оловянно-свинцовый и проводим им по краю соединения двух частей. Стоит отметить, что проводить припоем по всему краю соединения совсем не обязательно, поскольку будет вполне достаточно и половины обработанного периметра. Процедура должна длиться не менее 3 секунд.
Способы контроля соединяемых изделий
Для того чтобы оценить качество получившегося соединения, можно применить контроль с разрушением и без него. Технический осмотр изделия с применением увеличительной линзы (лупы) и невооруженным глазом в сочетании с измерениями дает возможность проверить качество поверхности, полноту галтелей, присутствие трещин, а также других нежелательных дефектов в соединяемой трубе, выполненной из меди.


Отправить ответ