
Цена деления шкалы штангенциркуля
Содержание:
- 1 Измерение штангенциркулем и расчет шкалы нониуса
- 2 Содержание
- 3 Устройство [ править | править код ]
- 4 Снятие показаний [ править | править код ]
- 5 Виды штангенциркулей [ править | править код ]
- 6 Уход [ править | править код ]
- 7 Названия в разных языках [ править | править код ]
- 8 Конструкция штангенциркуля
- 9 Порядок измерений
- 10 Считывание результатов
- 11 Разметка
- 12 Почему возникают ошибки при измерениях
Примеры решения задач по метрологии
Измерение штангенциркулем и расчет шкалы нониуса
Задание:
1. Определить размеры, показанные на двух рисунках штангенциркуля (рис. 1, а и б) .
2. Указать метод (абсолютный или относительный) измерений размера детали штангенциркулем. Дать определение методу.
3. Выполнить расчет нониуса штангенциркуля при точности i = 0,1 мм и модуле φ = 2.
4. Указать пределы измерений всех выпускаемых штангенциркулей.

Решение:
1. Размеры деталей на рисунках, измеренные штангенциркулем:
2. Метод измерений.
В данном случае измерение проводилось штангенциркулем, размер измерялся непосредственно с детали (или изделия), поэтому метод измерений является абсолютным.
Абсолютное измерение основано на прямых измерениях величины и/или использовании значения физической постоянной, например измерение размеров детали штангенциркулем или микрометром.
Относительное измерение основано на сравнении измеряемой величины с известным значением меры, например измерение отношения величины к одноименной величине, играющей роль единицы. Размер в этом случае определяется алгебраической суммой размера установленной меры и показаний прибора.
3. Выполнить расчет нониуса штангенциркуля при точности i = 0,1 мм и модуле φ = 2.
Основной характеристикой при расчете нониуса является величины отсчета или точность нониуса i.
Сначала определяем число делений нониуса:
где c — интервал деления основной шкалы; с = 1 мм.
Интервал деления шкалы нониуса:
b = φc – i = 2×1 – 0,1 = 1,9,
где φ — модуль, натуральное число 1,2,3…, служащее для увеличения интервала деления нониусной шкалы.
Определяем длину шкалы нониуса:
l = bn = (φc – i)n = 1,9×10 = 19 мм.
4. Указать пределы измерений штангенциркулей .
Штангенинструменты предназначены для определения абсолютных значений линейных размеров, а также для воспроизведения размеров деталей при разметке.
К штангенинструментам относятся:
- штангенциркули;
- штангенглубинометры;
- штангенрейсмусы.
ГОСТ 166-73 предусматривается выпуск трех типов штангенциркулей: ШЦ-I с ценой деления 0,1мм; ШЦ-II с ценой деления 0,05мм и ШЦ-III с ценой деления 0,1мм и 0,05мм.
Кроме того, на заводах используются ранее изготовленные штангенциркули с ценой деления 0,02 мм.
Общее устройство штангенинструментов
Основными частями штангенциркуля являются: шкала-линейка (штанга) с ценой деления 1 мм и перемещающаяся по линейке вспомогательная шкала-нониус. По нониусу отсчитывают десятые и сотые доли миллиметра.
 Наибольшее распространение получили нониусы с ценой деления 0,1, 0,05 и 0,02 мм.
Наибольшее распространение получили нониусы с ценой деления 0,1, 0,05 и 0,02 мм.
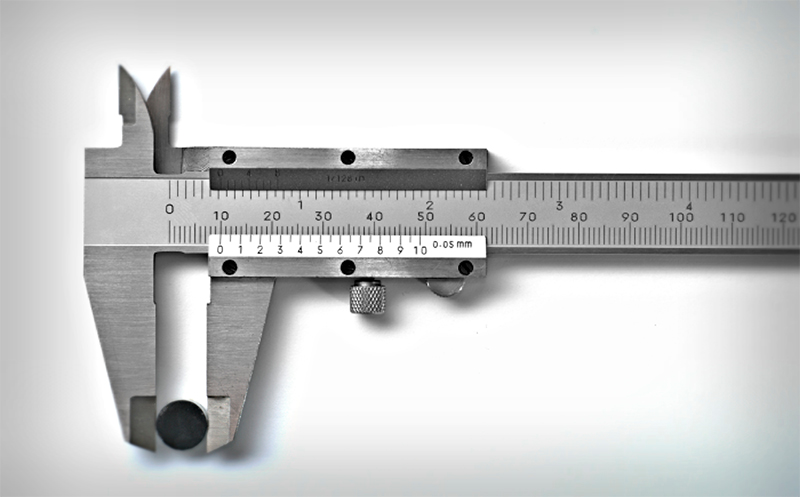
Для отсчета с помощью нониуса сначала определяется по основной шкале целое число миллиметров перед нулевым значением нониуса. Затем добавляют к нему целое значение долей по нониусу в соответствии с тем, какой штрих шкалы нониуса ближе к штриху основной шкалы (см. рисунок 1).
Так, например, на рис. 1, а – измеряемый размер равен 38,8 мм; а на рис. 1, б – 58,6 мм.
Для плавного перемещения рамки по шкале-линейке предусмотрено микрометрическое устройство, состоящее из хомутика, зажима и гайки микрометрической подачи.
На подвижной рамке установлен стопорный винт.
Наружные размеры можно измерять верхними и нижними губками. Для измерения внутренних размеров предназначены нижние губки, для разметки – верхние.
С более подробной информацией о штангенинструментах можно ознакомиться здесь.

Штангенци́ркуль (от нем. Stangenzirkel ) — универсальный инструмент, предназначенный для высокоточных измерений наружных и внутренних размеров, а также глубин отверстий.
Штангенциркуль — один из самых распространённых инструментов измерения благодаря простой конструкции, удобству в обращении и быстроте в работе [1] . Является подвидом штангениструмента, к которому относятся также штангенрейсмас, штангенглубиномер и другие.
Содержание
Устройство [ править | править код ]
Штангенциркуль, как и другие штангенинструменты, имеет измерительную штангу (отсюда и название этой группы) с основной шкалой и нониус — вспомогательную шкалу для отсчёта долей делений. Точность его измерения — десятые/сотые (у разных видов) доли миллиметра. Точность шкалы с нониусом рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса.
На некоторых экземплярах штангенциркуля возможно также присутствие в верхней части подвижной рамки шкалы, измеряющей расстояние в дюймах. Нониус такого штангенциркуля дает отсчет в 128-х долях дюйма.
Снятие показаний [ править | править код ]


По способу снятия показаний штангенциркули делятся на:
- нониусные,
- циферблатные — оснащены циферблатом для удобства и быстроты снятия показаний,
- цифровые — с цифровой индикацией для безошибочного считывания.
Порядок отсчёта показаний штангенциркуля по шкалам штанги и нониуса:
- считают число целых миллиметров, для этого находят на шкале штанги штрих, ближайший слева к нулевому штриху нониуса, и запоминают его числовое значение;
- считают доли миллиметра, для этого на шкале нониуса находят штрих, ближайший к нулевому делению и совпадающий со штрихом шкалы штанги, и прибавляют его порядковый номер и цену деления нониуса (цена деления нониуса рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса), у наиболее распространенных штангенциркулей ШЦ-1 цена деления нониуса — 0.1 мм.
- подсчитывают полную величину показания штангенциркуля, для этого складывают отсчет по основной шкале (число целых миллиметров) и отсчет по шкале нониуса (долей миллиметра).
Виды штангенциркулей [ править | править код ]

- ШЦ-I — штангенциркуль с двусторонним расположением губок для измерения наружных и внутренних размеров и с линейкой для измерения глубин.
- ШЦК — (штангенциркуль с круговой шкалой). В выемке штанги размещена рейка, с которой сцеплена шестерёнка головки, поэтому показания штангенциркуля, отвечающие положению губок, читают по шкале штанги и круговой шкале головки по положению стрелки. Это значительно проще, быстрее и менее утомительно для исполнителя, чем чтение отсчёта по нониусу;
- ШЦТ-I — с односторонним расположением губок, оснащённых твёрдым сплавом для измерения наружных размеров и глубин в условиях повышенного абразивного изнашивания.
- ШЦ-II — с двусторонним расположением губок для измерения наружных и внутренних размеров и для разметки. Для облегчения последней оснащён рамкой микрометрической подачи.
- ШЦ-III — с односторонним расположением губок для измерения наружных и внутренних размеров.
- ШЦЦ — с цифровой индикацией (электронный).
По ТУ выпускается:
В 2014 году запатентовано устройство (Application RU2017120932U events: caliper marker)
Штангенциркуль типа ШЦРТ (приспособление разметочное ШЦРТ).
Уход [ править | править код ]
В условиях активной работы со штангенциркулем рекомендуется протирать его салфеткой, смоченной в водно-щелочном растворе, затем вытирать насухо, а по окончании работ — укладывать в чехол. Желательно не допускать при эксплуатации грубых ударов или падения инструмента во избежание изгибов штанги, а также царапин на измерительных поверхностях или их трения об измеряемую деталь.
Порядок поверки штангенциркулей определён ГОСТ 8.113-85 [2] .
Названия в разных языках [ править | править код ]
В английском языке нет отдельного слова «штангенциркуль», а подвиды оного определяются как разные подвиды штангениструмента:
- обычный штангенциркуль — Vernier caliper (так как нониус по-английски — Vernier scale);
- цифровой штангенциркуль — digital caliper;
- циферблатный штангенциркуль — dial caliper,
- Штангенциркуль типа ШЦРТ- caliper marker.
Штангенциркуль используется для определения наружных и внутренних диаметров, линейных размеров, глубин канавок и отверстий, а также расстояний между уступами. Некоторые модификации позволяют наносить разметку на поверхности заготовок. Инструмент применяется для измерения обрабатываемых деталей на механических и слесарных производственных участках, контроля выработки изнашиваемых поверхностей при проведении ремонта оборудования, благодаря простоте в освоении используется в домашних мастерских.
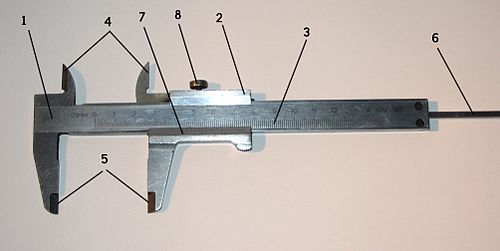
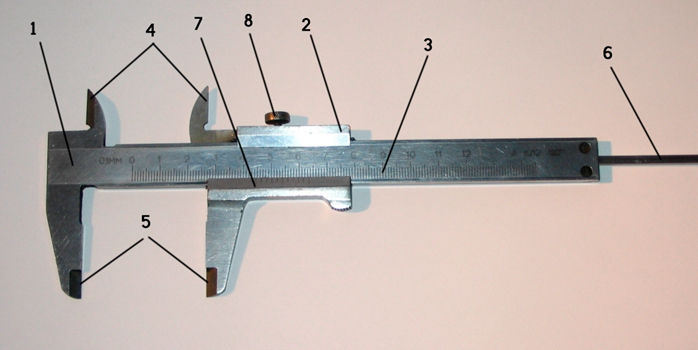
Конструкция штангенциркуля
Представленный на рис. 1 штангенциркуль типа ШЦ-1 состоит из:
- Штанги.
- Рамки.
- Измерительной шкалы.
- Верхних губок.
- Нижних губок.
- Глубиномера.
- Шкалы нониуса.
- Зажимного винта.
Выбор штангенциркуля для конкретной задачи определяется габаритами, конструктивными особенностями детали и требованиями к точности размеров. Инструменты различаются следующими параметрами:
- Диапазоном измерений. Длина шкалы на штанге составляет от 125 до 4000 мм.
- Точностью. Распространенные модификации имеют погрешность 0.1, 0.05, 0.02 и 0.01 мм.
- Функционалом. Существуют штангенциркули с глубиномером и без него.
- Количеством и формой мерительных поверхностей. Губки односторонних и двухсторонних инструментов бывают плоскими, заостренными или закругленными.
- Конструкцией отсчетного устройства. Оно бывает нониусным, механическим часового типа или электронным.
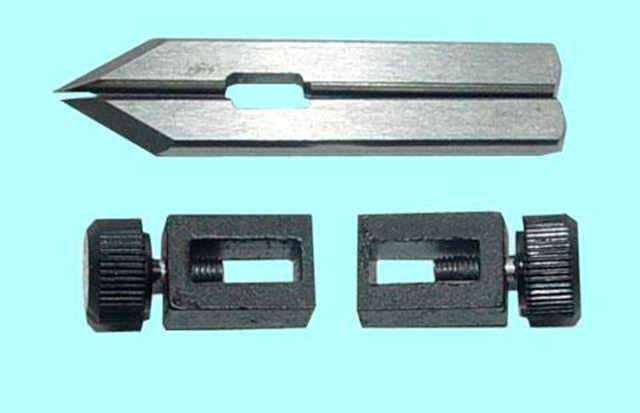
Штангенциркули изготавливаются из износостойких инструментальных сталей, а их мерительные поверхности могут быть усилены твердосплавными напайками. Для разметки деталей на незаостренные губки устанавливают резцы (рис. 2), комплектующиеся державками и зажимными винтами.
Порядок измерений
Инструмент и деталь нужно подготовить к работе: удалить загрязнения, свести губки вплотную и убедиться в том, что показания соответствуют «0». Для измерения наружного диаметра или линейного размера необходимо:
- развести губки путем передвижения рамки;
- сдвинуть до плотного прилегания к контрповерхостям;
- зафиксировать положение рамки стопорным винтом;
- вывести штангенциркуль для оценки полученных результатов.
Чтобы измерить внутренний размер, губки сводят в «0», а затем раздвигают до соприкосновения с контрповерхностями. Если конструктивные особенности детали позволяют увидеть шкалу, то показания считывают без фиксации и выведения.
Для измерения глубины отверстия:
- перемещением рамки выдвигают глубиномер;
- опускают его в отверстие до дна и прижимают к стенке;
- перемещают штангу до упора в торец;
- фиксируют стопорным винтом и выводят.
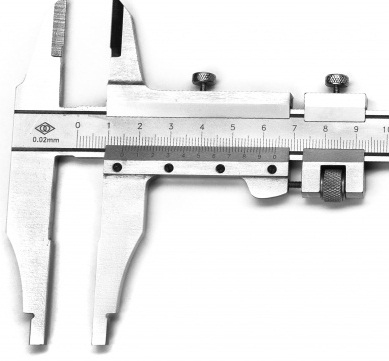
Точность результатов зависит от правильности позиционирования губок относительно детали. Например, при определении диаметра цилиндра штанга должна пересекаться или скрещиваться с его продольной осью под прямым углом, а при измерении длины – располагаться параллельно. В штангенциркулях типа ШЦ-2 и ШЦ-3 есть дополнительная рамка, которая подвижно соединяется с основной микрометрическим регулировочным винтом (рис.3). Такая конструкция упрощает позиционирование инструмента. При проведении замеров дополнительную рамку фиксируют на штанге, а положение основной регулируют вращением микрометрического винта.
Считывание результатов
По нониусной шкале
Количество целых миллиметров отсчитывается от нулевого деления на рейке до нулевого деления нониуса. Если они не совпадают, то размер содержит доли миллиметра, соответствующие точности инструмента. Чтобы определить их, необходимо на нониусе отсчитать от нуля до штриха, совпадающего с риской на штанге, а затем умножить их количество на цену деления.
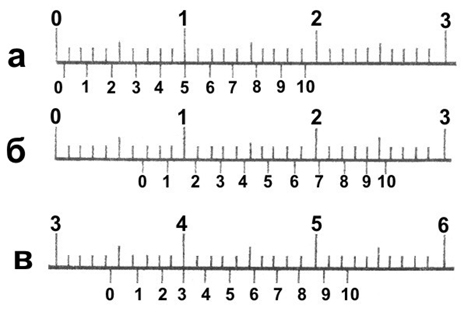
На рисунке 4 показаны размеры: а – 0.4 мм, б – 6.9 мм, в – 34.3 мм. Цена деления нониуса 0.1 мм
По часовому индикатору
Количество целых миллиметров отсчитывают на штанге от нуля до последней риски, не скрытой под рамкой. Доли определяют по индикатору: номер деления, на котором остановилась стрелка, умножают на его цену.
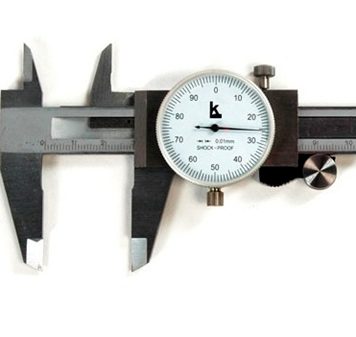
На рисунке 5 показан размер 30.25 мм. Цена деления индикатора 0.01 мм.
По цифровому табло
Здесь считать не нужно, размер отображается на дисплее.

Для определения внутреннего размера, снятого инструментом с радиусными мерительными поверхностями (нижние губки на рис. 3), к показаниям на шкале добавляют их толщину, которая указана на неподвижной губке. Чтобы посчитать наружный размер, снятый штангенциркулем с резцами (рис. 2), их толщину отнимают от показаний на шкале.
Разметка
Обычный штангенциркуль с заостренными мерительными поверхностями справляется с базовыми разметочными операциями. Упирая одну губку в боковину детали, кончиком второй можно нанести черту на перпендикулярную ей поверхность. Линия получается равноудаленной от торца и копирует его форму. Чтобы начертить отверстие, нужно накернить его центр: углубление служит для фиксации одной из губок. Подобным образом можно использовать любой прием начертательной геометрии.
Твердосплавные напайки и резцы оставляют заметные царапины на деталях из сталей твердостью выше 60 HRC. Существуют также узкопрофильные штангенциркули, разработанные исключительно для разметки.
Почему возникают ошибки при измерениях
Наиболее распространенные ошибки, снижающие точность результатов измерений исправным инструментом:
- Чрезмерное давление на рамку вызывает перекос относительно штанги. Такой же эффект получается, если при измерении нижними губками сводить штангенциркуль за верхние.
- Установка губок на галтели, фаски и скругления.
- Перекосы при позиционировании.
- Нарушение калибровки инструмента.
Первые три ошибки чаще всего возникают от недостатка опыта, и уходят с практикой. Последнюю нужно предотвратить на этапе подготовки к измерениям. Проще всего выставить «0» на электронном штангенциркуле: для этого там предусмотрена кнопка (на рис. 6 кнопка «ZERO»). Часовой индикатор обнуляется вращением винта, расположенного в его нижней части. Чтобы откалибровать нониус, отпускают винты крепления к рамке, передвигают его в нужное положение и снова фиксируют.
Деформации элементов штангенциркуля и износ мерительных поверхностей делают инструмент непригодным к использованию. Для снижения количества брака на производстве штангенциркули проходят периодическую поверку в метрологических службах. Для проверки точности инструмента и приобретения навыков в бытовых условиях можно измерять детали, размеры которых заранее известны: например, хвостовики сверл или кольца подшипников.


Отправить ответ