
Чашкорез для оцилиндрованного бревна своими руками
Содержание:
- 1 Разновидности оцилиндровочного оборудования
- 2 Особенности устройства станков для оцилиндровки
- 3 Выбор станка для производства оцилиндрованного бревна
- 4 Самостоятельное изготавливание станка для работы с древесиной
- 5 Преимущества самодельного станка
- 6 Фотографии станков комплекса
- 7 Состав комплекса
- 8 Окупаемость комплекса
Опубликовано 10 Октября 2018
http://pilteh.ru/
Получите бесплатную консультацию — https://goo.gl/Hvr3Le
Кусинский завод деревообрабатывающего оборудования
Чашкорезный станок УЧС-2М для оцилиндрованного бревна
По вопросам приобретения и техническим характеристикам ЧАШКОРЕЗНОГО СТАНКА УЧС-2М, смотрите всю информацию на сайте — https://goo.gl/Hvr3Le
=======================================================
Ответы на вопросы и контакты,здесь — https://pilteh.ru/catalog
Наши ссылки с соц.сетях:
VK — https://vk.com/pilteh
Facebook — https://www.facebook.com/ocilindrovka
Одноклассники — http://ok.ru/group/52283890860169
т. 89080802004
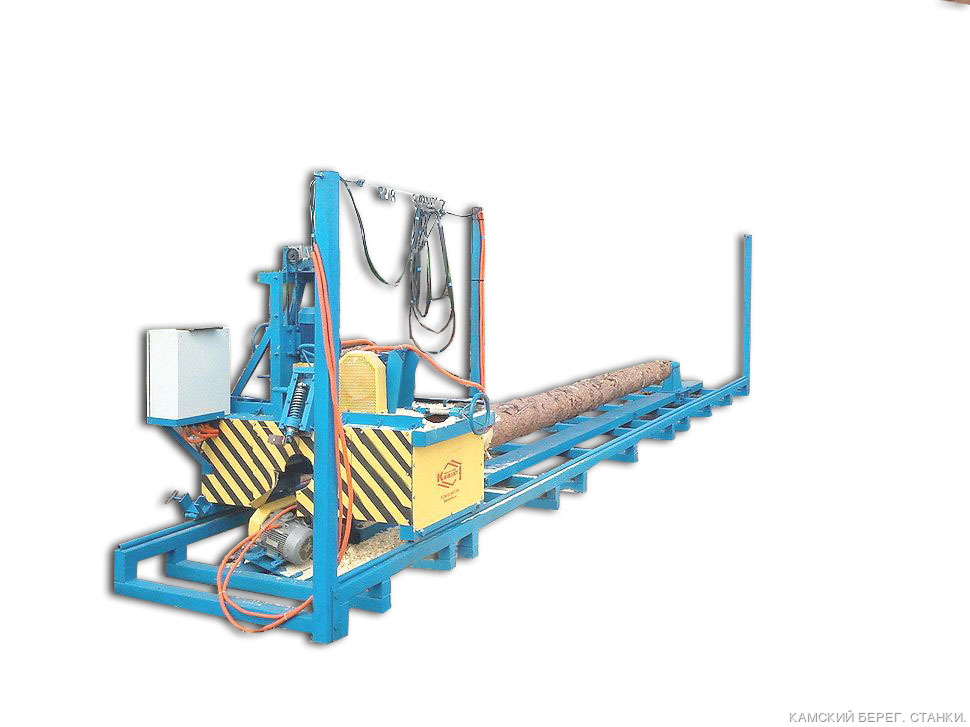
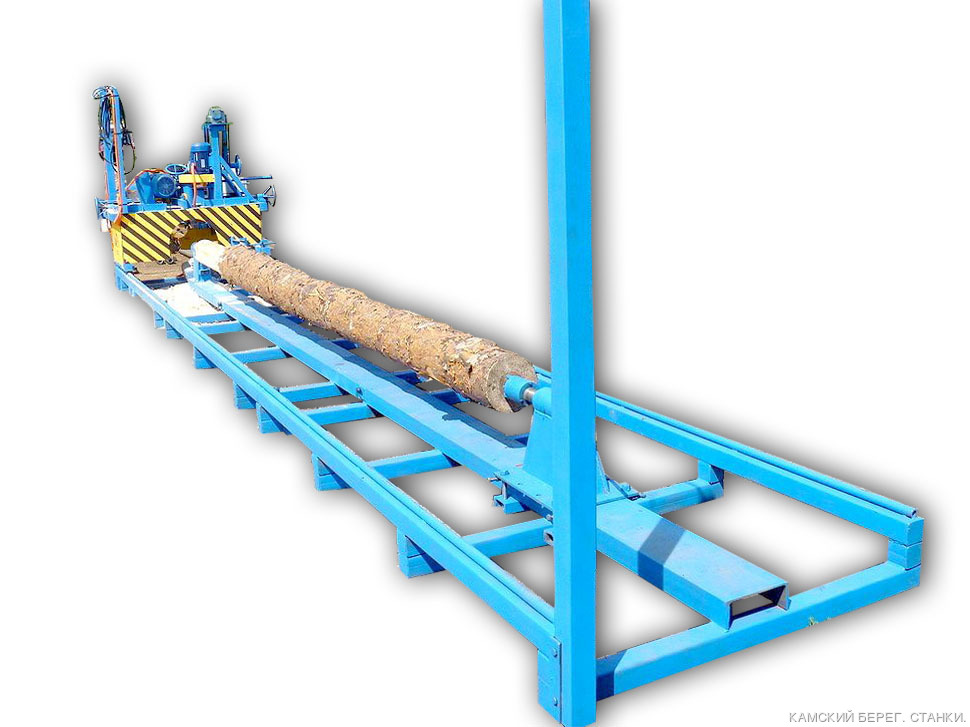
Станок чашкорез основа Линии оптимизации оцилиндровки, которая включает рольганги, упорную линейку, станок чашкорез УЧС-2М, с блоком управления приводом и приводом, торцовочный станок ТЦС-2 с блоком управления приводом и приводом.
Каков порядок работы оператора на лини оптимизации в данной комплектации. Бревно по рольгангам подается на торцовочный станок. Торцуется один край бревна. Далее по рольганм бревно движется до откидного упора на станке чашкорезе и нарезается чаша. Сейчас я проведу все эти операции на конкретном бревне. Двигаем бревно по рольгангу для торцовки.
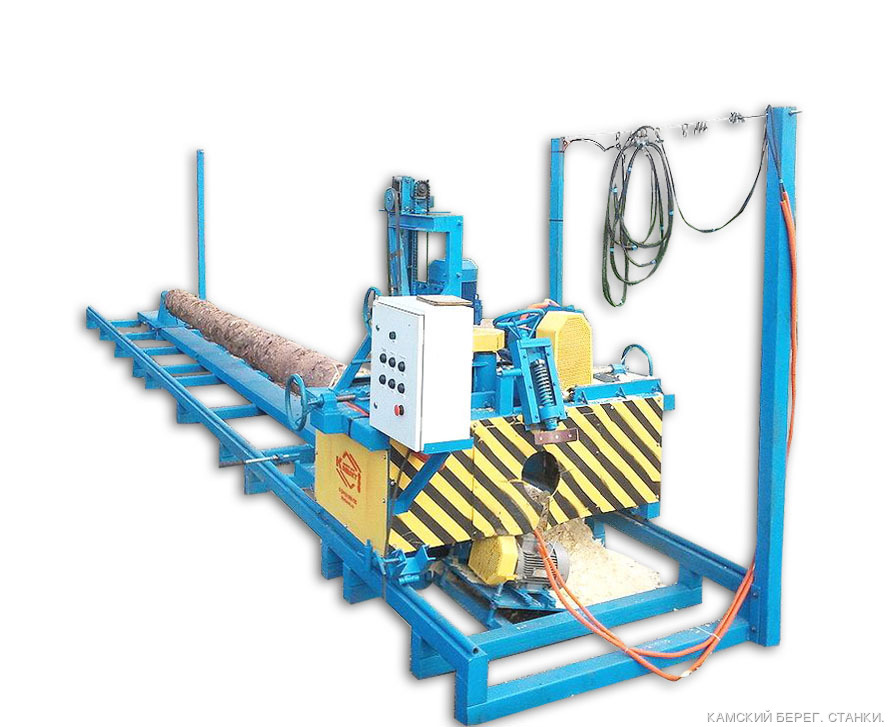
Нажимаем на кнопку ПУСК. Включается привод вращения дисковой пилы. Затем включается привод подачи. Бревно торцуется. Выключается привод вращения. Пила возвращается в исходное положение. Станок выключается. Торцованное с одного края бревно попадает на станок чашкорез УЧС-2М. С обратной стороны чашкореза вы можете видеть два подвижных упора. Первый упор располагается, таким образом, что бы фрезеровать полу чашу. Второй упор для фрезеровки основной чаши венца. Как это происходит. Стоит задача: определенном расстоянии от торца бревна резать чашу под углом для монтажа шестиугольного сруба. Воспользуемся подвижным упором на упорной линейке. Допустим 75 см. Сначала устанавливаем чашкорез на необходимый угол. Далее закрепляем бревно. И запускаем блок управления приводом чашкореза в работу. Теперь нам остается отрезать второй край бревна и деталь сруба у нас готова. Подведем итог: какие преимущества мы получаем используя линию оптимизации оцилиндровки на основе станка чашкореза УЧС-2М? Первое быстро без усилий подаем бревно к станку. Точно, аккуратно торцуем бревно на торцовочном станке. Быстро, точно аккуратно режем чаши под различными углами на станке чашкорезе. В итоге повышаем производительность. Уменьшаем трудовые затраты. И кроме того уменьшаем ошибку на размер между чашами. Ставьте лайк, если это видео Вам нравилось, подписывайтесь на наш канал. С Вами Константин Глазунов компания ПИЛТЕХ. Всем Удачи в делах.
http://www.pilteh.ru/catalog
http://www.pilteh.ru/catalog
Здравствуйте, друзья. С вами компания ПИЛТЕХ. Меня зовут Константин Глазунов. В сегодняшнем видео я расскажу о линии оптимизации оцилндровки.
Линия оптимизации оцилиндровки состоит из рольгангов, упорной линейки, чашкорезного станка УЧС-2М, с блоком управления приводом и приводом, торцовочного станка ТЦС-2 с блоком управления приводом и приводом. Каков порядок работы оператора на лини оптимизации в данной комплектации. Бревно по рольгангам подается на торцовочный станок. Торцуется один край бревна.
Далее по рольганм бревно движется до откидного упора на чашкорезном станке и нарезается чаша. Сейчас я проведу все эти операции на конкретном бревне. Двигаем бревно по рольгангу для торцовки. Нажимаем на кнопку ПУСК.
Включается привод вращения дисковой пилы. Затем включается привод подачи. Бревно торцуется. Выключается привод вращения.
Пила возвращается в исходное положение. Станок выключается. Торцованное с одного края бревно попадает на чашкорезный станок УЧС-2М. С обратной стороны станка вы можете видеть два подвижных упора.
Первый упор располагается, таким образом, что бы фрезеровать полу чашу. Второй упор для фрезеровки основной чаши венца. Как это происходит? Стоит задача: определенном расстоянии от торца бревна сделать чашу под углом для монтажа шестиугольного сруба. Воспользуемся подвижным упором на упорной линейке.
Допустим 75 см. Сначала устанавливаем чашкорез на необходимый угол. Далее закрепляем бревно. И запускаем блок управления приводом в работу.
Теперь нам остается отрезать второй край бревна и деталь сруба у нас готова. Подведем итог: какие преимущества мы получаем используя линию оптимизации оцилиндровки от компании ПИЛТЕХ? Первое. Быстро без усилий подаем бревно к станку. Точно, аккуратно торцуем бревно на торцовочном станке.
Быстр точно аккуратно режем чаши под различными углами на чашкорезе. В итоге повышаем производительность. Уменьшаем трудозатраты. И кроме того уменьшаем ошибку на размер между чашами.
Ставьте лайк, если это видео Вам нравилось, подписывайтесь на наш канал. С Вами Константин Глазунов компания ПИЛТЕХ. Всем Удачи в делах. .
С давних времен человечество использует деревья для строительства жилья. Это материал широко распространен, не требует сложной подготовки и хорошо сохраняет тепло. В настоящее время дерево можно подвергнуть любой обработке, чтобы придать желаемую форму бревну. Для получения ровных бревен с одинаковой площадью сечения применяют станки для оцилиндровки.
Такая установка позволяет осуществлять различные операции обработки древесины:
- Оцилиндровка дерева.
- Изготовление пазов.
- Производство обрезной доски.
- Получение элементов для паркета.
- Обрезка досок.
- Производство бруса.
- Фрезерование гладкого бревна.
- Пиление древесины на лафет.
Оцилиндровочные установки находят применение на пилорамах, больших производствах и в личном хозяйстве. Главной функцией оборудования является снимание верхнего слоя древесины посредством применения фрезы и различными типами ножевых инструментов.
Разновидности оцилиндровочного оборудования
Зависимо от технологии станок для оцилиндровки бревна подразделяется:
- Проходной – осуществляет переработку древесины во время движения, не делая остановки.
- Цикловой – при обработке древесины происходит прерывание перемещения бревна. Схема движений представляет собой цикл операций.
- А также цикловые установки классифицируются на два подвида:
- Цикло-позиционные – обработка материала происходит в процессе продвижения касательно инструмента
- Цикло – проходные – древесина подвергается деревообработке инструментом, который сам делает нужные движения.
По механизму работы станки разделяются на:
- Механические – предполагают наличие оператора, который осуществляет регулировку режимов, настройку, загрузку и разгрузку оборудования.
- Автоматические – вся схема обработки производится станком. Существуют модели, где человеку нужно произвести только загрузку материала.
- Полуавтоматические – установка выполняет автоматически только один цикл операций, а потом человек снова должен запустить механизм.
Станок для оцилиндровки бревен в случае отдельного вида дает разную производительность. Проходное оборудование более производительно, но уступает по правильности обработки и образованию выраженной шероховатости материала.
Особенности устройства станков для оцилиндровки
Установка состоит из основных блоков – металлическая рама, передняя и задняя бабки, фрезы. Обычно в качестве рамы служат квадратные трубы, обладающие направляющими для движения силовой конструкции и каретки. Бабки требуются для закрепления бревна в центральной части и для толчка к вращательным действиям.

Основным ходовым инструментом выступают фрезы. Они обеспечивают легкое вхождение в древесину, уменьшая вибрации и увеличивая точность. Они бывают универсальные и фигурные. Универсальная фреза применяется при классической оцилиндровке, фрезеровки и выборки венцевых чашек. Фигурная фреза употребляется при выборке пазов.
Фрезы оснащены ножами, которые можно снять. При несоответствии получаемых параметров бревна необходимо заменять ножи. Они изготавливаются из прочной стали и применяются продолжительное время.
Выбор станка для производства оцилиндрованного бревна
Для выбора станка не следует ориентироваться на разрекламированные установки. Нужно хорошо оценить предлагаемые образцы. Конечно, полезно побывать на производствах, где используют такие станки. Общение с непосредственными операторами оборудования принесет неплохие плоды при выборе установки.
На российском рынке широко представлены следующие модели: Русь, Шервуд и Термит. Оборудование Шервуд и Русь могут быть отдельными составляющими, или входить в состав деревообрабатывающей системы. Объем бревна, которое проходит через данные установки, составляет 24 см. существуют модели, пропускающие большие диаметры. Такие установки применяемы при обработке различных материалов: береза, дуб, ясень, сосна и другие.
Конечно, приобрести популярные станки можно, но иногда приходится их переделывать под собственные нужды. Поэтому более практичным способом иногда выступает изготовка оцилиндровочного станка своими руками.
Самостоятельное изготавливание станка для работы с древесиной
Самодельный оцилиндровочный станок предпочтительно выполнить с применением пилорамы. Чтобы происходило кручение бревна, применяется электрический мотор, устанавливаемый дополнительно. Заместо переднего конусной конусной части делается упор, подшипником для которого служит бабка, располагающаяся сзади.
Изготовление фрезы происходит путем сбора из составляющих элементов. Для движения фрезы употребляется рельса. Установка напоминает фрезерный станок, так как установка бревна происходит в имеющиеся пазы, потом происходит кручение. В итоге фреза начинает перемещаться вдоль бревна.
Самодельный оцилиндровочный станок крепится на твердую поверхность, предпочтительно бетонную. При изготовке рамы также используются шпалы или толстый брус.
Этапы сбора станка:
- Собирание рамы, используя уровень для размещения в устойчивом горизонтальном положении. Обычно высота рамы достигает 20 см.
- Монтирование силовой конструкции (передних и задних бабок), на которую натягивается трос крепления электрокабеля.
- Оборудование силовых стоек стопором.
- Обеспечение заземления.
- Подключение двигателя, приводящего к кручению бревна. При этом следует ориентироваться на точное подключения фаз. При неправильном подключении направление силовой головки не совпадет с направлением кнопок.
- Проверка направления кручения бревна. При неправильном направлении необходимо заменить фазы на электрическом моторе. Следует помнить, что пока не будет правильно подключены фазы питания, вращательные действия бревна и двигателя запрещены.
А также следует прочно закреплять бабки, устанавливая их одновременно с направляющими. Линии движения осей стоек должны быть похожи. Для этого меряется точная длина между продольным профилем и центральной частью стойки и между ближайшей направляющей и центром бабки. Эти расстояния должны быть равны для обеих бабок.
После всех операций монтажа следует проверить правильность сборки и горизонтальность рамы.
После продолжительного стояния без работы своего станка или нахождения во влажном помещении нужно перед запуском выдержать установку в сухом помещении для удаления лишней влаги.
Видео: самодельный оцилиндровочный станок.
Преимущества самодельного станка
Оцилиндровочный станок, сделанный своими руками, обладает определенными преимуществами:
- Небольшой расход древесины.
- Получение материала для любых собственных нужд.
- Достижение хорошего качества получаемого бревна.
- Наличие станка под рукой.
Конечно, как и любой покупной станок, самодельное оборудование требует приобретение комплектующих частей. Но обработка древесины на своем оборудовании получается более подходящей к личным целям применения получаемого бревна. Достижение определенных технических свойств у изделий происходит при наличии самодельного оцилиндровочного оборудования.
Если Вы только начинаете бизнес в сфере малого домостроения из оцилиндрованного бревна — этот комплекс станков является наилучшим выбором. При освоении нового рынка возникает множество вопросов. Осваивать все технологии, обучать персонал, учиться работать с конечным заказчиком — все это лучше делать имея в руках простые станки с ширким функционалом, позволяющие гибко подстраивать Ваше производство под имеющиеся условия и требования клиентов.
Станки "Практик-2", "Квадрат-400", и "ТДБ-1" отработаны в производстве до малейших деталей, выпускаются нашим предприятием давно, в конструкции учтены множество замечаний и пожеланий конечных пользователей.
При минимальной стартовой стоимости оборудования (порядка 640 т.руб. в наиболее полной и удобной комплектации) Вы получаете универсальный комплекс станков для изготовления срубов из оцилиндрованного бревна. Возможности комплекса позволяют: оцилиндровать бревно, выбрать продольный паз, выбрать венцовую чашку (под различными углами к оси бревна), произвести точную торцовку бревна.
Все конструкции сделаны под требование: максимальная простота и надежность за минимальную цену. В станках отсутствуют дефицитные комплектующие. Все технические элементы станка (шпинделя, подшипники, ролики, ножи, фрезы) сделаны просто и надежно. Вы не будете привязаны к нам, как производителю в процессе эксплуатации и обслуживания станков. При необходимости, любое обслуживание и ремонт можно сделать в минимально оборудованной мастерской, которая есть в любом маленьком городе или в селе. Каких-либро узкоспециальных навыков для обслуживания этих станков не нужно. Достаточно квалификации рядового слесаря.
Некоторые станки из этой серии мы встречаем уже после 7-10 лет эксплуатации по прежнему в работоспособном состоянии. В принципе, их сложно сломать так, чтобы ремонт потребовал существенных вложений. Максимум — поменять подшипники, звездочки — и вперед, в работу.
Номинальная производительность "Простого" комплекса — 6-10 м.куб готового материала в смену. Подробнее о производительности оцилиндровочного оборудования можно прочитать здесь.
Фотографии станков комплекса












Состав комплекса
1. Универсальный оцилиндровочный станок "Практик 2"; Это универсальный оцилиндровочный станок минимальной стоимости, позволяющий делать все необходимые операции с одной установки бревна. Два шпинделя (две фрезы). Первая фреза (универсальная) служит для оцилиндровки бревна и для выборки чашки под прямым углом. Вторая фреза служит для выборки продольного паза. Станок можно эксплуатировать без механического привода движения каретки, но все-же удобнее комплектация с приводом. Рабочие зоны фрез и каретка в целом надежно закрыты, станок соответствует самым строгим требованиям безопасности. Стоимость (июнь 2015) в наиболее популярной комплектации, с приводом подачи каретки — 375 т.р.
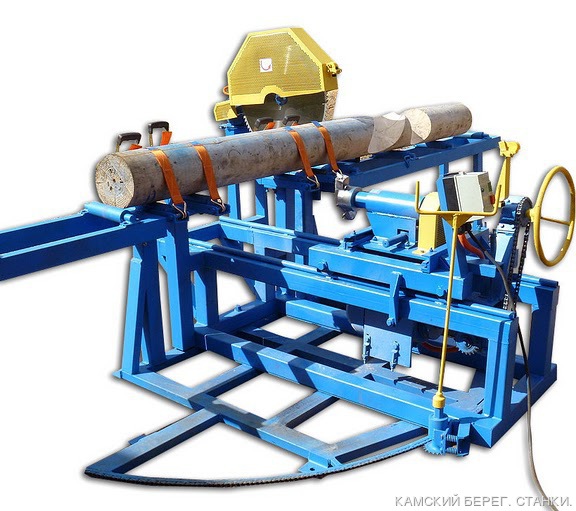
2. Чашкорезный станок "Квадрат 400"; Использование чашкорезного станка серьезно расширяет возможности производства. Появляется возможность делать чашки под произвольным углом к оси бревна (конструкции сруба типа "эркер"). За счет переноса операции выборки чашки на отдельный станок увеличивается общая производительность производства. Стоимость с полным комплектом фрез — 169 т.р.
3. Дисковая торцовка ТДБ-1; Как правило, дисковая торцовка устанавливается в одну линию с чашкорезным станком, что позволяет торцевать бревна быстро и точно. Положение чашки относительно торца бревна выставляется при помощи системы упоров, что снижает риск ошибки. Срез торца бревна получаетя после дисковой пилы очень чистый и красивый. Стоимость дисковой торцовки с пилой диаметром 700 мм (пила с твердосплавными напайками) и приводом 5.5 кВт — 64 т.р.
4. Станок для заточки ножей оцилиндровочного станка "ТЧР 2". Вопрос заточки инструмента очень важен для деревообработчика. Очень удобно, когда заточной станок имеется рядом с местом эксплуатации деревообрабатывающего оборудования. Заточной станок позволяет затачивать как прямые ножи универсальной фрезы, так и радиусные ножи для пазовой фрезы. Стоимость станка в полной комплектации — 30 т.р
Окупаемость комплекса
Таким образом, за сумму в 640 т.р. (меньше стоимости более-менее приличного автомобиля) Вы получаете готовую производственную линию, мини-завод позволяющий успешно заниматься "живым" и позитивным делом, строить красивые и экологичные дома.
Как и в любом другом деле успешность бизнеса по строительству домов из оцилиндрованного бревна определяется множеством не всегда очевидных факторов. Мы постоянно поддерживаем контакты с десятками производственных фирм, которые только начинали заниматься деревообработкой когда приобретали первые наши станки, постепенно развивались и расширялись и активно работают на данном рынке в настоящее время. Мы можем поделиться опытом, накопленным более чем за 10 лет работы в данном сегменте оборудования.
1. Оцилиндрованное бревно, полученное на позиционном станке — очень качественный материал, для требовательного заказчика. Соответственно, стратегия успешного бизнеса в данной сфере не погоня за "кубатурой", а упор на предоставлению заказчику полного комплекса услуг. Т.е. Ваш бизнес должен заключаться не в продаже кубов материала, а в изготовлении готового изделия — дома. Фактически, продавая оцилиндрованное бревно "на сторону" Вы отдаете 9/10 потенциальной прибыли и несете при этом максимум издержек. Для успешных компаний призводство оцилиндрованного бревна как правило, является органической частью строительного бизнеса.
2. Критически важным моментом, влияющим на рентабельность производства оцилиндрованного бревна является доступ к качественному исходному сырью по адекватной цене. Лучше всего, если сортировка леса под производство оцилиндрованного бревна осуществляется в рамках крупного лесопильного комплекса. Тогда основной объем леса идет на распиловку, а подобранный лес идет в оцилиндровочный станок. В таком случае, производительность оцилиндровочного комплекса может увеличиться вдвое, по сравнению с плохо отсортированным сырьем, себестоимость продукции, соответственно, существенно уменьшается.
3. Рассмотрим теперь худший вариант , когда производство оцилиндровки производиться из покупного, не очень хорошо подобранного сырья, и готовый материал продается как погонаж. В более "лесистых" регионах нашей страны стоимость готового оцилиндрованного бревна от 8-9 т.руб, и стоимость сырья ниже. В более "центральных" регионах стоимость оцилиндровки до 11-12 т.р., но и стоимость сырья выше. Ориентировочно, можно принять чистый "выхлоп" с одного куба оцилиндрованного бревна с учетом всех расходов и зарплаты не менее 3 т.руб. Если производство работает в одну смену, (на плохо отсортированном сырье) будет получаться порядка 5 м.куб готового материала за 8 часов. Считая дневной результат — 15 т.р. получаем срок окупаемости оборудования порядка 40-50 смен. Т.е. при самых грубых и заниженных подсчетах, в наихудших условиях, окупаемость оборудования — 3 месяца односменной работы (с двумя выходными).
4. На сруб типового дома 120-150 м.кв. требуется порядка 100 м.куб. оцилиндровки. Это количество материала (при односменной работе, на плохом сырье) ваше производство сделает за месяц не торопясь, без переработок и авралов.
В итоге, получаем, что изготовив за 3 месяца, 2-3 сруба дома площадью 120-150 м.кв. вы полностью окупите оборудование даже при самых худших условиях, на покупном, плохо подобранном сырье, и продавая оцилиндрованное бревно как материал, "на сторону".


Отправить ответ