
Что можно сделать из сварочного трансформатора
Содержание:
- 1 Споттер, его применение и конструкция
- 2 Точечная сварка на основе инвертора
- 3 Технические характеристики
- 4 Как работать споттером с металлом
- 5 Переделка сварочного трансформатора
- 6 Сварочный трансформатор своими руками: что нам понадобится
- 7 Самодельный сварочный трансформатор для дуговой сварки
- 8 Контактная сварка своими руками из сварочного трансформатора
- 9 Рекомендации по эксплуатации
- 10 Выводы
 Споттер — это модификация сварочного аппарата, с помощью которого делается кузовной ремонт автомобилей. Такие работы, как правило, требуют наличия специальных знаний строения автомобиля. Определённые места в нём часто нельзя выровнять изнутри. В этом и помогает такой аппарат. Из-за высокой стоимости заводских моделей мастера часто интересуются, как сделать споттер своими руками из сварочного аппарата.
Споттер — это модификация сварочного аппарата, с помощью которого делается кузовной ремонт автомобилей. Такие работы, как правило, требуют наличия специальных знаний строения автомобиля. Определённые места в нём часто нельзя выровнять изнутри. В этом и помогает такой аппарат. Из-за высокой стоимости заводских моделей мастера часто интересуются, как сделать споттер своими руками из сварочного аппарата.
Споттер, его применение и конструкция
Такой инструмент используется для выравнивания вмятин автомобиля тогда, когда ремонт извне невозможен. Им можно нагреть часть металла, и при этом повреждения кузова будут незначительными.
В частности, он используется в таких целях:
- рихтовка кузова;
- выравнивание поверхности кузова без потребности его разборки.
Колоссальная и незаменимая польза от этого аппарата заключается в его использовании для выравнивания кузовных частей, когда доступ к определённым деталям ограничен из-за специфического строения автомобиля. При рихтовке повреждённых частей кузова специальный крепёж устройства приваривается к деформированной поверхности, а затем вытягивает её наружу. Также следует отметить, что споттер способен при работе нагревать металл, и это способствует быстрому выравниванию, получению жёсткости и нужной формы.
Существует несколько схем, по которым можно собрать устройство. Для таких целей может использоваться не только сварочный аппарат, но и старый аккумулятор, микроволновка, инвертор или трансформатор. Сварочный аппарат из аккумулятора своими руками сделать несложно.
Работа такой конструкции заключается в точечном вытягивании повреждённой детали по принципу действия молотка.
Выглядит это следующим образом:
- обратный молоток аппарата закрепляется на кузове с помощью сварочного импульса;
- ручник устройства необходимо протянуть по направляющей к себе, при этом опорная шайба остаётся на месте.
Самый простой споттер имеет 2 режима:
- временный, когда на поверхности закрепляется кольцо;
- сварочный — применяется лёгкая сварка электрода с поверхностью, когда аппарат крепится к автомобилю.
Точечная сварка на основе инвертора
 Контактная сварка из инвертора, изготовленная своими руками, является наиболее распространённым видом самодельного споттера для рихтовки. Существует множество способов сборки этого прибора.
Контактная сварка из инвертора, изготовленная своими руками, является наиболее распространённым видом самодельного споттера для рихтовки. Существует множество способов сборки этого прибора.
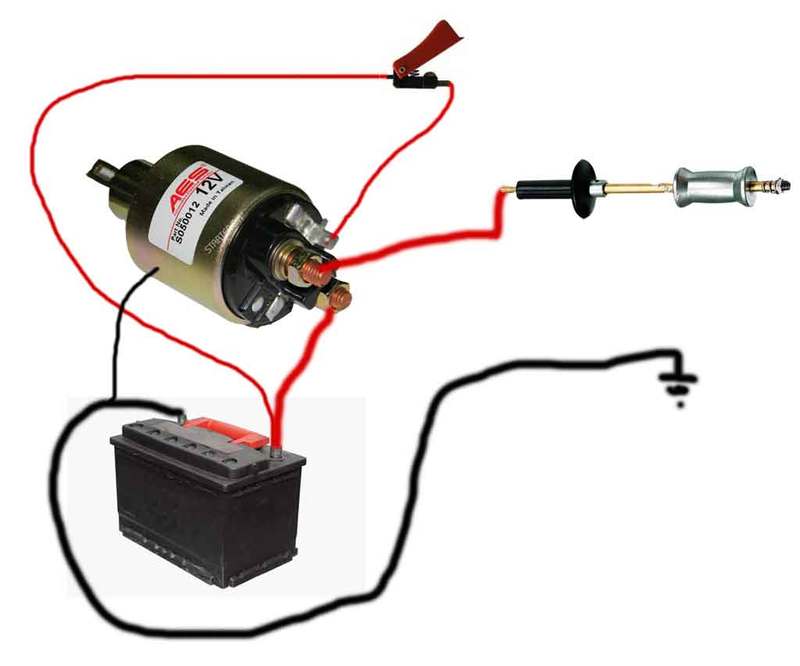
Такой вид споттера очень похож на контактную сварку и является ее модификацией. Но его конструкция имеет отличительную черту — в ней отсутствуют клещи. Именно поэтому его можно считать аналогом электродуговой сварки, в которой ток проходит сквозь корпус автомобиля. Один контакт сварки присоединяется к поверхности, а вторым выступают насадка и шток.
Инверторное устройство
Основной деталью устройства является пистолет, который можно сделать из аналогичного приспособления для строительного клея или от полуавтоматической сварки. Многие интересуются, как собрать пуллер своими руками. Схема довольно простая.
Включает она в себя следующие элементы:
- инверторная сварка;
- реле трёхстороннее.
Для того чтобы собрать его, понадобятся такие детали:
 200 вольтовый тиристор;
200 вольтовый тиристор;- трансформатор, который регулирует напряжение и понижает его до 12 вольт;
- реле (30 ампер);
- диодный мост;
- контактная группа;
- кнопка для управления.
С помощью диодного моста происходит подключение трансформатора к сети, а к мосту подсоединяется тиристор.
Споттер работает по следующему алгоритму:
 нажимается кнопка питания, запускается конденсатор и на незначительное время тиристор и резистор;
нажимается кнопка питания, запускается конденсатор и на незначительное время тиристор и резистор;- в последующем с помощью диодов подаётся напряжение на трансформаторную обмотку;
- дальше электрод (направляющая) сваривается с поверхностью автомобиля;
- при разрядке конденсатора закрывается тиристор, а трансформатор теряет ток;
- работа аппарата завершена, и только конденсатор продолжает заряжаться от трансформатора для дальнейшей работы.
В качестве альтернативы тиристоры и диодный мост заменяются симистрами. Конструкцию самодельного споттера необходимо тщательно рассчитать для его правильной работы. Он должен работать без перебоев даже с минимальными вложениями.
Необходимые материалы для работы
 Для сбора аппарата нужно до 40 кубических сантиметров металла. По периметру тиристора перегревы случаются редко, чаще всего они возникают после кабеля. Шток устройства тоже может сильно нагреваться, поэтому желательно его делать из латуни.
Для сбора аппарата нужно до 40 кубических сантиметров металла. По периметру тиристора перегревы случаются редко, чаще всего они возникают после кабеля. Шток устройства тоже может сильно нагреваться, поэтому желательно его делать из латуни.
Кабель аппарата должен быть с сечением 70 кв. миллиметров, а для длины молотка его достаточно 2 метров. Также необходимо обустроить импульсное управление.
Для начала следует вместе с медной шиной обмотать трансформатор вторичной обмоткой. Она может быть и алюминиевая. После этого нужно ещё два раза намотать слои обмотки. В результате должна получиться обмотка на 250 квадратных миллиметра (5 обмоток с шестью витками).
Также необходимо уделять большое внимание внешней части молотка (электрода). Как правило, в качестве рукоятки используют строительный пистолет для клея, а провод для него требуется термоизоляционный. Следует учитывать и то, что при работе изоляционная обмотка будет стягиваться.
Технические характеристики
Обратный молоток для кузовного ремонта, изготовленный из инвертора, имеет ряд особенностей. Технические характеристики у разных моделей могут отличаться, но функции и назначения у них похожи.
И у самодельного, и заводского устройства, которое имеет промышленное назначение, есть свои важные функции:
 крепление шайб к поверхности с помощью споттера;
крепление шайб к поверхности с помощью споттера;- сварка происходит точечно с помощью электрода, который и вытягивает поверхность автомобиля;
- наличие возможности прогревания деталей, их выравнивание и охлаждение;
- простая конструкция аппарата делает его удобным в использовании;
- два режима работы — один кратковременный с регуляцией времени, а второй постоянный;
- наличие автоматической системы регулировки температуры, которая заключается в отключении прибора и охлаждении детали при высокой температуре, а также включении сварки при необходимости.
Технические характеристики самодельного устройства следующие:
 наличие напряжения в сети 220 вольт для соответствующей работы аппарата;
наличие напряжения в сети 220 вольт для соответствующей работы аппарата;- частота работы 50 Гц.;
- максимальная мощность 10 кВт;
- максимальный ток 1250 А;
- вторичная обмотка должна иметь максимальное напряжение 9 В ;
- установленное время до 1.1 секунды;
- два режима работы: один для точечной сварки с таймером, а второй постоянный, для обычной;
- при точечной сварке максимальная сила тока должна быть не более 15 процентов от максимальной при сварке металла;
- при угольной сварке максимальный процент не должен превышать 75%;
- игла споттера и его шайба должны иметь силу тяги от 100 килограмм для нормальной работы;
- размеры изделия 295х830х375 миллиметров;
- максимальный вес всего устройства — 31 килограмм.
Как работать споттером с металлом
 Есть технология работы таким аппаратом, которая используется мастерами уже длительное время. Она применяется для кузовных работ по автомобилю, устранению деформированных частей в труднодоступных местах. Как правило, подобные работы проводятся с дверьми автомобиля и его крыльями для того, чтобы не снимать такие детали полностью. Технология может применяться везде, где есть деформация поверхности внутрь.
Есть технология работы таким аппаратом, которая используется мастерами уже длительное время. Она применяется для кузовных работ по автомобилю, устранению деформированных частей в труднодоступных местах. Как правило, подобные работы проводятся с дверьми автомобиля и его крыльями для того, чтобы не снимать такие детали полностью. Технология может применяться везде, где есть деформация поверхности внутрь.
Иногда начинающие мастера интересуются тем, как сделать самодельный аккумулятор и споттер. Точечная сварка из аккумулятора выполняется с помощью поступления тока в электрод, сваривания его с поверхностью, выравнивания поверхности пистолетом и простукивания молотком периметра вокруг повреждённого участка для его фиксации на нужном месте. Благодаря такому способу деформированную часть можно быстро выровнять и поставить в исходное положение. Втягивать нужно аккуратно.
После выравнивания деформированная поверхность шлифуется до того момента, когда сварочные точки от крепления будут удалены, а поверхность станет гладкой. Не нужно забывать об обязательном заземлении устройства. Также с аккумулятора должна быть снята минусовая клемма.
Технология работы со споттером выглядит так:
 повреждённую поверхность необходимо зачистить до первого появления «голого» металла;
повреждённую поверхность необходимо зачистить до первого появления «голого» металла;- к деформированной поверхности прикрепляется минусовой контакт;
- электрод сваривается с рабочей поверхностью;
- вытягивание повреждённой поверхности на нужное место;
- приваренный электрод удаляется с поверхности вращательными движениями;
- зачистка поверхности от работы сварки и её подготовка к шпаклёвке.
Для работы с таким устройством, независимо от того, заводское оно или самодельное, необходимо иметь минимальный опыт работы со сваркой. Важным является соблюдение правил работы с подобным прибором. Это позволит рихтовать повреждённую поверхность быстро, качественно и, главное, безопасно. Споттер — это незаменимый инструмент для деформированных поверхностей автомобиля, которые требуют точечного ремонта. Такой аппарат можно собрать самому и не тратить деньги на дорогие заводские модели.
Переделка сварочного трансформатора
 Прочитав инструкцию по сборке, можно узнать, как сделать сварочный аппарат точечного предназначения из трансформатора. Подобные чертежи можно найти в интернете на специализированных форумах.
Прочитав инструкцию по сборке, можно узнать, как сделать сварочный аппарат точечного предназначения из трансформатора. Подобные чертежи можно найти в интернете на специализированных форумах.
Необходимо отметить, что напряжение обычного трансформатора как минимум 70 В, а для точечного применения этот показатель не должен превышать 6−9 В.
Для того чтобы переделать под нужные параметры, в трансформаторе требуется сделать новую обмотку или переделать старую. Если старая обмотка изымается, то её можно потом использовать в низковольтных устройствах.
Сварочные трансформаторы могут быть разных типов:
 Преимущество последних в маленьком весе, но их переделка требует больших трудозатрат. Необходимое сечение обмотки применяется в связи с получаемым током. Споттер должен иметь напряжение не менее тысячи ампер.
Преимущество последних в маленьком весе, но их переделка требует больших трудозатрат. Необходимое сечение обмотки применяется в связи с получаемым током. Споттер должен иметь напряжение не менее тысячи ампер.
Если плотность тока составляет 8 ампер на кубический миллиметр, площадь сечения провода не должна быть меньше 120 мм³. Работать с такими показателями очень сложно, поэтому если не будет длительного использования аппарата, то сечение можно уменьшить не менее чем 80 мм³. Его можно получить, если сложить вместе несколько проводов меньшего сечения. Для удобства использования такие провода следует скрепить между собой изолентой.
Для начала требуется определить количество витков. Для этого нужно сделать пробную обмотку с помощью обычного изолированного провода. После этого включается трансформатор и проверяется напряжение в пробной обмотке. Полученное напряжение необходимо поделить на количество витков. Это число будет показывать количество витков для напряжения в 1 В. Поскольку трансформатор следует переделывать на 6−9 В, требуется это число умножить на нужное напряжение.

В зависимости от полученных габаритов шины определяется возможность её размещения на трансформаторе. Если новая обмотка не помещается, необходимо удалить старую. Монтировать её нужно аккуратно, стараясь не повредить остальные детали трансформатора.
Месторасположение обмотки зависит от вида сердечника. Если использовать тороидальный или броневой трансформатор, вопроса о месте его расположения, как правило, не возникает.
Сделать споттер самостоятельно несложно, главное — терпение и желание. Необходимо также тщательно изучить инструкцию по сборке и эксплуатации. Таких материалов в интернете достаточно много.

Сегодня трудно себе представить возведение и создание различных металлических конструкций без применения сварочных трансформаторов. Высокая надежность соединений конструкций и простота выполнения работ позволила сварочному аппарату прочно занять свое место в арсенале любого строителя. Приобрести такой трансформатор можно в любом строительном магазине. Но не всегда заводская модель может соответствовать определенным запросам и требованиям. Поэтому многие стараются сделать трансформатор для сварки самостоятельно. Изготовление самодельного сварочного трансформатора проходит в несколько этапов, начиная с расчетов и заканчивая монтажом.
Для понимания всего процесса изготовления трансформатора для сварки своими руками необходимо разобраться в принципе его работы, который заключается в преобразовании напряжения 220 Вольт в более низкое напряжение до 80 Вольт. При этом сила тока возрастает с 1,5 Ампер до 160 – 200 Ампер, а в промышленных до 1000 Ампер. Эта зависимость для сварочного трансформатора еще называется понижающей вольтамперной характеристикой и является одной из основополагающих характеристик аппарата. Именно на основании этой зависимости построена вся конструкция сварочного трансформатора и выполняются все необходимые расчеты, а также созданы различные модели сварочных аппаратов.
Виды самодельных трансформаторов для сварки
С момента открытия явления электрической дуги и создания первого сварочного аппарата прошло более двухсот лет. В течение всего этого времени сварочный трансформатор и способы сварки совершенствовались. На сегодняшний день можно увидеть несколько различных конструкций сварочных аппаратов, различной сложности и принципа действия. Среди них наиболее популярными для изготовления своими руками являются сварочный трансформатор для контактной сварки и для дуговой.
Трансформатор для дуговой сварки

Наибольшего распространения среди народных умельцев получили трансформаторы дуговой сварки. Причин такой популярности несколько. Во-первых, простая и надежная конструкция аппарата. Во-вторых, широкий диапазон применения. В-третьих, простота и мобильность. Но кроме описанных выше преимуществ, ручная дуговая сварка имеет ряд недостатков, среди которых основными являются низкий КПД и зависимость качества сварочного шва от навыка сварщика.
Ручная дуговая сварка чаще всего широко применяется для различных ремонтно-строительных работ, изготовления металлических конструкций и частей конструкций, сварки труб. С помощью дуговой сварки возможна как резка, так и сварка металла различной толщины.
![]()
Конструкция таких трансформаторов довольно проста. Аппарат состоит из самого трансформатора, регулятора силы тока, держателя для электродов и зажима массы. Отдельно стоит выделить центральный элемент – трансформатор. Его конструкция может быть нескольких видов, но наиболее популярными являются самодельные сварочные трансформаторы с тороидальным и П-образным магнитопроводом. Вокруг магнитопровода расположены две обмотки медного или алюминиевого провода – первичная и вторичная. В зависимости от рабочих характеристик изменяется толщина провода на обмотках, а также количество витков.
Трансформатор для точечной сварки

Этот вид сварки еще называют контактной, и сварочные трансформаторы контактной сварки несколько отличается от аппаратов дуговой сварки. Ключевое отличие заключается в способе сварки. Так если при дуговой сварке плавление происходит при помощи электрической дуги, возникающей между электродом и свариваемой поверхностью, то в контактной сварке выполняется точечный нагрев места сварки электричеством при помощи двух заточенных медных электродов и воздействием высокого давления для соединения. В результате металл заготовок в точке воздействия расплавляется и сливается.
Точечная сварка нашла широкое применение в автомобильной промышленности, в строительстве при создании каркаса из арматуры для ЖБ конструкций, сварки тонких листов из алюминия, нержавейки, меди и прочих металлов, требующих специальных условий для сварки.
Конструкция трансформаторов для точечной сварки также имеет определенные отличия. Во-первых, это касается отсутствия наплавляемых электродов. Вместо этого используются заостренные медные контакты, между которыми располагаются свариваемые элементы. Во-вторых, трансформаторы в таких аппаратах менее мощные и выполнены с П-образным сердечником. В-третьих, контактные сварочные аппараты имеют в своей конструкции набор конденсаторов, что для дуговой сварки совсем необязательно.
Но в независимости от того, планируете Вы делать трансформатор дуговой сварки или контактной, необходимо знать их рабочие характеристики. И понимать, за что отвечает каждая из них и как можно изменить ту или иную характеристику.
Характеристики сварочных трансформаторов
Работу сварочного трансформатора определяют его рабочие характеристики. Зная и понимая, за что отвечает та или иная характеристика, можно без особых проблем выполнить расчет сварочного трансформатора и собрать аппарат своими руками.
Напряжение сети и количество фаз
Эта характеристика указывает на напряжение сети, от которой будет запитан сварочный трансформатор. Чаще всего самодельные сварочные трансформаторы рассчитаны на напряжение в 220 В, но иногда это может быть и 380 В. При выполнении расчетов и создании схемы этот параметр является одним из основных.
Номинальный сварочный ток трансформатора
Эта характеристика является основной для любого сварочного трансформатора. От величины номинального сварочного тока зависит возможность сварки и резки металлической заготовки. В самодельных и бытовых сварочных трансформаторах значение номинального тока не превышает 200 А. Но этого более чем достаточно, тем более что чем выше этот показатель, тем выше вес самого трансформатора. К примеру в промышленных сварочных трансформаторах сварочный ток может достигать 1000 А, а вес у таких аппаратов будет более 300 кг.
Пределы регулирования сварочного тока
При сварке металла различной толщины необходима определенная сила тока иначе металл не расплавится. Для этого в конструкции сварочных трансформаторов предусмотрен регулятор. Чаще всего пределы регулировки устанавливаются исходя из потребности использования электродов определенного диаметра. Для самодельных сварочных аппаратов дуговой сварки пределы регулировки колеблются от 50 А до 200 А. Для сварочных трансформаторов контактной сварки пределы регулирования начинаются от 800 А до 1000 А и более.
Диаметр электрода
Чтобы сварить металл различной толщины, используя один и тот же аппарат дуговой сварки, приходится регулировать номинальный сварочный ток, а также использовать электроды различного диаметра. Необходимо четко понимать, что для сварки тонкими электродами требуется низкая сила тока, а для более толстых – наоборот, большая. Тоже самое касается и толщины металла. В приведенной ниже таблице указаны сводные данные по диаметрам используемых электродов в зависимости от толщины металла и силы тока трансформатора.
Важно! Для трансформаторов контактной сварки диаметр электродов также важен. Но при этом используются два параметра – диаметр самого электрода и диаметр его конусовидной части.
Номинальное рабочее напряжение
Как мы уже знаем, сварочный трансформатор работает на понижение входящего напряжения до более низкого значения. Напряжения на выходе называется номинальным и не превышает 80 Вольт. Для сварочных трансформаторов дуговой сварки диапазон номинального напряжения находится в пределах 30 – 70 Вольт. Причем эта характеристика не регулируема и задается изначально. Трансформаторы для точечной сварки, в отличие от дуговых, имеют еще более низкое номинальное напряжение порядка 1,5 – 2 Вольта. Такие показатели вполне закономерны, учитывая связь между напряжением и силой тока. Чем выше должна быть сила тока, тем меньше напряжение.
Номинальный режим работы
Эта рабочая характеристика является одной из ключевых. Номинальный режим работы указывает на то, сколько времени можно работать беспрерывно и сколько необходимо давать ему остыть. У самодельных сварочных трансформаторов номинальный режим находится в переделах 30 %. То есть из 10 минут 3 можно варить беспрерывно и 7 минут оставлять на отдых.
Мощность потребляемая и выходная
По сути эти два показателя мало на что влияют. Но зная оба этих показателя, можно рассчитать КПД сварочного трансформатора. Чем меньше разница между потребляемой и выходной мощностью, тем лучше. Необходимо отметить, что при выполнении расчетов значение потребляемой мощности необходимо знать и учитывать.
Напряжение холостого хода
Этот показатель важен для дуговых сварочных трансформаторов. Он отвечает за появление дуги. Чем выше этот показатель, тем легче можно вызвать сварочную дугу. Но напряжение холостого хода ограничено правилами безопасности и не должно превышать 80 Вольт.
Схема сварочного трансформатора
Создавая трансформатор для сварки своими руками, не обойтись без его принципиальной схемы. По сути особых сложностей в этом нет, тем более что устройство самого трансформатора довольно простое. На приведенной ниже схеме изображен самый простой дуговой сварочный трансформатор.
Важно! Тем, кто плохо разбирается или совсем не разбирается в электрических схемах, следует вначале ознакомиться с ГОСТ 21.614 «Изображения условные графические электрооборудования и проводок в оригинале». И лишь затем переходить к созданию схемы для сварочного трансформатора.
С развитием электротехники и технологий схема сварочного трансформатора совершенствовалась. Сегодня в самодельных аппаратах для сварки можно увидеть диодные мосты и различные регуляторы силы сварочного тока. На приведенной ниже схеме дугового сварочного трансформатора видно, как интегрирован в неё диодный мост.
Важно! Наибольшую популярность среди самодельных дуговых сварочных трансформаторов имеет тороидальный. Такой аппарат обладает прекрасными рабочими характеристиками, которые на порядок выше, чем у трансформаторов с П-образным сердечником. Это касается в первую очередь высокого КПД и номинальной силы тока, что выгодно сказывается на общем весе аппарата.
В отличие от описанных выше, схема трансформатора для точечной сварки более сложная и может включать в себя конденсаторы, тиристоры и диоды. Такое наполнение позволяет более тонко регулировать силу тока, а также время контактной сварки. Примерную схему трансформатора для контактной сварки можно увидеть ниже.
Помимо приведенных схем сварочных аппаратов существуют и другие. Найти их не составит особого труда. Они размещены как в сети интернет, так и в различных журналах и книгах об электротехнике. Обзаведясь наиболее понравившейся схемой, можно приступать к расчетам и сборке сварочного трансформатора.
Расчет трансформатора для сварки
Как уже было описано, трансформатор состоит из сердечника и двух обмоток. Именно эти элементы конструкции отвечают за основные рабочие характеристики трансформатора для сварки. Зная заранее, какими должны быть номинальная сила тока, напряжение на первичной и вторичной обмотках, а также другие параметры, выполняется расчет для обмоток, сердечника и сечения провода.
При выполнении расчетов трансформатора для сварки за основу берутся следующие данные:
- напряжение первичной обмотки U1. По сути, это напряжение сети, от которой будет работать трансформатор. Может быть 220 В или 380 В;
- номинальное напряжение вторичной обмотки U2. Напряжение электричества, которое должно быть после понижения входящего и не превышающее 80 В. Требуется для возбуждения дуги;
- номинальная сила тока вторичной обмотки I. Этот параметр выбирается из расчета, какими электродами будет вестись сварка и какой максимальной толщины металл можно будет сварить;
- площадь сечения сердечника Sс. От площади сердечника зависит надежность работы аппарата. Оптимальной считается площадь сечения от 45 до 55 см2;
- площадь окна So. Площадь окна сердечника выбирается из расчета хорошего магнитного рассеяния, отвода избытка тепла и удобства намотки провода. Оптимальными считаются параметры от 80 до 110 см2;
- плотность тока в обмотке (A/мм2). Это довольно важный параметр, отвечающий за электропотери в обмотках трансформатора. Для самодельных сварочных трансформаторов этот показатель составляет 2,5 – 3 А.
В качестве примера расчетов возьмем следующие параметры для сварочного трансформатора: напряжение сети U1=220 В, напряжение вторичной обмотки U2=60 В, номинальная сила тока 180 А, площадь сечения сердечника Sс=45 см2, площадь окна So=100 см2, плотность тока в обмотке 3 А.
Первое, что необходимо рассчитать, это мощность самого трансформатора:
P = 1,5*Sс*So = 1,5*45*100 = 6750 Вт или 6,75 кВт.
Важно! В данной формуле коэффициент 1,5 применим для трансформаторов с сердечником типа П, Ш. Для тороидальных трансформаторов этот коэффициент равен 1,9, а для сердечников типа ПЛ, ШЛ 1,7.
Далее выполняем расчет количества витков для каждой из обмоток. Для этого вначале рассчитываем количество витков на 1 В по формуле K = 50/Sс = 50/45 = 1,11 витка на каждый потребляемый Вольт.
Важно! Также как и в первой формуле, коэффициент 50 использован для трансформаторов с сердечником типа П, Ш. Для тороидальных трансформаторов он будет равен 35, а для сердечников типа ПЛ, ШЛ 40.
Теперь выполняем расчет максимальной силы тока на первичной обмотке по формуле: Imax = P/U = 6750/220 = 30,7 А. Осталось на основании полученных данных выполнить расчет витков.
Для расчета витков используем формулу Wх =Uх*K. Для вторичной обмотки это будет W2 = U2*K = 60*1,11 = 67 витков. Для первичной расчет выполним чуть позже, так как там применяется другая формула. Довольно часто, особенно для тороидальных трансформаторов, выполняется расчет ступеней регулирования силы тока. Это делается для вывода провода на определенном витке. Выполняется расчет по следующей формуле: W1ст = (220*W2)/Uст.
Uст – выходное напряжение вторичной обмотки.
W2 – витки вторичной обмотки.
W1ст – витки первичной обмотки определенной ступени.
Но прежде необходимо рассчитать напряжение каждой ступени Uст. Для этого воспользуемся формулой U=P/I. К примеру нам необходимо сделать четыре ступени с регулировкой на 90 А, 100 А, 130 А и 160 А для нашего трансформатора мощностью 6750 Вт. Подставив данные в формулу, получим U1ст1=75 В, U1ст2=67,5 В, U1ст3=52 В, U1ст4=42,2 В.
Полученные значения подставляем в форму расчета витков для ступеней регулировки и получаем W1ст1=197 витков, W1ст2=219 витков, W1ст3=284 витка, W1ст4=350 витков. Добавив к максимальному значению полученных витков для 4-й ступени еще 5 %, получим реальное количество витков – 385 витков.
Напоследок рассчитываем сечение провода на первичной и вторичной обмотках. Для этого делим максимальный ток для каждой обмотки на плотность тока. В результате получим Sперв = 11 мм2 и Sвтор = 60 мм2.
Важно! Расчет трансформатора контактной сварки выполняется аналогичным образом. Но есть ряд существенных отличий. Дело в том, что номинальная сила тока вторичной обмотки для таких трансформаторов порядка 2000 – 5000 А для маломощных и до 150000 А для мощных. В дополнение для таких трансформаторов регулировка делается до 8 ступеней с использованием конденсаторов и диодного моста.
Монтаж сварочного трансформатора
Имея на руках все расчеты и схему, можно приступать к сборке трансформатора. Все работы будут не столько сложными, сколько кропотливыми, так как придется считать количество витков и не сбиваться со счета. Несмотря на то, что наибольшей популярностью среди самодельных аппаратов пользуется тороидальный трансформатор для сварки, рассмотрим монтаж на примере трансформатора с П-образным сердечником. Этот тип трансформаторов несколько проще в сборке в отличие от тороидального и второй по популярности среди самоделок.

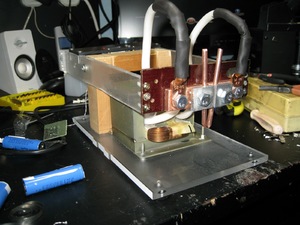
Работы начинаем с создания каркасов для обмоток. Для этого используем текстолитовые пластины. Этот материал применяется для создания штампованных плат. Из пластин вырезаем детали для двух коробов. Каждый короб будет состоять из двух верхних крышек с прорезями для четырех стенок. Площадь внутренних прорезей будет соответствовать площади сечения сердечника с небольшим увеличением для стенок короба. Пример того, как должны выглядеть части короба, можно увидеть на фото.

Собрав каркасы для обмоток, изолируем их термостойкой изоляцией. После чего начинаем мотать обмотки.


Провода для обмоток желательно брать с термостойкой стеклянной изоляцией. Это, конечно, будет несколько дороже в сравнении с обычной проводкой, но в результате не будет головной боли относительно возможного перегрева и пробоя в обмотках. После того как намотали один слой проводки, изолируем его и только после этого начинаем мотать следующий. Не забываем делать отводы на определенном числе мотков. В завершение создания обмоток наматываем слой верхней изоляции. На концах отводов закрепляем медные болты.
Важно! Прежде чем установить и закрепить болты на концах проводов, протягиваем последние сквозь дополнительные отверстия, прорезанные в верхней пластине каркаса из текстолита.


Теперь приступаем к сборке и шихтованию магнитопровода сварочного трансформатора. Для него используется железо, созданное специально для этого. Металл имеет определенные показатели магнитной индукции, и не подходящая марка может все испортить. Металлические пластины для сердечника можно снять со старых трансформаторов или купить по отдельности. Сами пластины имеют толщину около 1 мм, и сборка всего сердечника потребует лишь терпеливого соединения всех пластин в единое целое. По завершению следует проверить все обмотки тестером на предмет ошибок.

По завершению сборки трансформатора делаем диодный мост и устанавливаем регулятор силы тока. Для диодного моста используем диоды типа В200 или KBPC5010. Каждый диод рассчитан на 50 А, поэтому для сварочного трансформатора с номинальной силой тока в 180 А потребуется 4 таких диода. Все диоды закрепляются к алюминиевому радиатору и подключаются параллельно с дросселем отводам из обмоток. Осталось лишь собрать корпус и поместить туда сварочный трансформатор.
![]()
Хороший сварочный трансформатор своими руками может не получиться с первого раза. Причин тому множество, начиная с ошибок в расчетах и заканчивая отсутствием опыта сборки и монтажа электрооборудования. Но все приходит с опытом, и один-два раза перемотав обмотки трансформатора, можно получить желаемый результат.
Главная страница » Сварочное оборудование » Как сделать сварочный трансформатор своими руками. Как рассчитать, намотка. Самодельный аппарат дуговой или контактной сварки
Если у вас есть необходимый слесарный и электромонтажный инструмент (ниже мы о нём подробно расскажем), и вы имеете соответствующие профессиональные навыки, то вполне сможете изготовить сварочный трансформатор своими руками.
Расходы у вас, конечно, будут, но несравненно меньшие по сравнению с затратами на приобретение гаджета заводского изготовления. Зато, сколько вы получите удовольствия в процессе любимой работы по созданию самоделки. А восторг, в момент успешного начала электросварки, вообще, ни с чем ни сравним!
Мы в статье дадим вам массу полезных советов по выбору, расчёту и изготовлению сварочного трансформатора (далее – СТ), чем поможем оптимизировать расходы и сберечь бюджет.
В статье будет рассказано про два типа сварочных трансформаторов. Для сварок:
Сварочный трансформатор своими руками: что нам понадобится
Ассортимент инструмента и оборудования для изготовления и сборки обоих типов СТ идентичен. Нам потребуется следующее:
- индикатор электрического напряжения. Для контроля отсутствия последнего на электрических контактах, и обеспечения, тем самым, безопасности при выполнении электромонтажных работ;
- УШМ (она же «болгарка», «вжик-машинка» и т. п.) с набором дисков (отрезных, шлифовальных и т. п.);
- электродрель с набором свёрл по металлу и керном;
- тестер или вольтметр переменного тока с пределом измерений 400 В;
- любая «чертилка». Применяется при разметке по металлу;
- слесарные струбцины. Для фиксации деталей при разметке «по месту»;
- набор электрослесарного инструмента. Конкретный состав набора зависит от материалов, которые будут применяться при изготовлении СТ. В общем случае он таков:
- укомплектованный электропаяльник. Пайку будем выполнять припоем ПОС-40;
- отвёртки (разного размера с прямым и крестообразным шлицом);
- ключи:
- гаечные;
- накидные;
- торцевые;
Для изготовления СТ необходимы комплектующие и материалы, отличающиеся между собой в зависимости от типа трансформатора. В общем случае необходимо следующее:
- защитный кожух. Должен обеспечивать:
- защиту от поражения электрическим током;
- исключать возможность попадания каких-либо предметов во внутрь гаджета;
Самодельный сварочный трансформатор для дуговой сварки
Прежде чем приступать к дальнейшей работе по изготовлению СТ, следует решить: что именно вы будете создавать. Вам необходимо:
- выбрать конструкцию и электрическую принципиальную схему будущего устройства;
- произвести электрический и, при необходимости, конструктивный расчёт его параметров.
Только после этого следует подбирать необходимую комплектацию, материалы и готовить, при необходимости,специальный инструмент.
Как рассчитать сварочный трансформатор. Схема
Вопрос, как рассчитать сварочный трансформатор самодельный, очень специфичен, так как он не соответствуют типовым схемам и общепринятым правилам. Дело в том, что при изготовлении самоделок параметры их компонентов «подгоняются» под уже имеющиеся в наличии комплектующие (в основном — под магнитопровод). Более того, часто случается, что:
- трансформаторы собираются не из самого лучшего трансформаторного железа;
- обмотки наматываются не самым подходящим проводом и много других отрицательных факторов.
В результате, самоделки греются и «гудят» (пластины сердечника вибрируют с частотой электросети: 50 Гц), но, при этом, «делают своё дело» — сваривают металл.
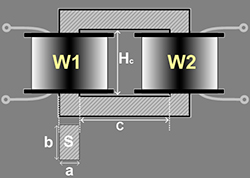
По форме сердечников различают трансформаторы следующих основных типов:
Пояснения к рисунку:
На стержневом сердечнике применяют схемы обмоток, приведённые на рисунке.
![]()
Пояснения к рисунку:
- а – сетевая обмотка на двух сторонах сердечника;
- б – соответствующая ей вторичная (сварочная) обмотка, включённая встречно-параллельно;
- в – сетевая обмотка на одной стороне сердечника;
- г – соответствующая ей вторичная обмотка, включенная последовательно.
Для примера выполним расчёт СТ собранного по схеме «в» — «г». Его вторичная обмотка состоит из двух равных частей (половинок). Они расположены на противоположных плечах магнитопровода, а между собой соединены последовательно. Расчёты заключаются в определении теоретических и выборе действительных размеров магнитопровода.
Определяемся с мощностью СТ (по величине тока во вторичной обмотке) из следующих соображений. Для электросварки в быту чаще всего используются покрытые электроды Ø, мм: 2, 3, 4. Выбираем «золотую середину» для самых ходовых — 120…130 А. Мощность СТ определяется по формуле:
P = Uх.х. × Iсв. × cos(φ) / η, где:
- Uх.х. — напряжение холостого хода;
- Iсв. — ток сварки;
- φ — угол сдвига фаз между напряжением и током. Принимаем: cos(φ) = 0,8;
- η — КПД. Для самодельных СТ: КПД = 0,7.
Для каждого сечения необходимо определить (по справочнику) количество витков первичной обмотки для обеспечения на выходе заданной мощности. Мы лишь заметим, что чем больше площадь сечения магнитопровода (S), тем меньше понадобится витков обеих катушек. Это существенный момент, т. к. большое количество витков может не поместиться в «окно» магнитопровода.
Возможно использование магнитопровода старого трансформатора (например, от микроволновой печки, конечно, после некоторой его реконструкции – замены вторичной обмотки).
![]()
Старый трансформатор. Ист. http://strgid.ru/mozhno-li-sdelat-svarochnyi-apparat-svoimi-rukami-chto-nuzhno-dlya-togo-chtoby-pravilno-sobrat-svaro.
Если у вас нет старого трансформатора, то следует прибрести трансформаторное железо, из которого вы иизготовите сердечник СТ.
![]()
Железо для магнитопровода. Ист. http://strgid.ru/mozhno-li-sdelat-svarochnyi-apparat-svoimi-rukami-chto-nuzhno-dlya-togo-chtoby-pravilno-sobrat-svaro.
Пояснения к рисунку:
- а – пластины Г-образной формы;
- б – пластины П-образной формы;
- в – пластины из полос трансформаторной стали;
- c и d – размеры «окна», см;
- S = a х b – площадь поперечного сечения сердечника (ярма), кв.см.
Расчёт количества витков первичных обмоток при напряжении питания сети 220…240 В, выбранных нами токах сварки и параметрах магнитопровода можно произвести по следующим формулам:
N1 = 7440 × U1/(Sиз × I2). Для обмоток на одном плече (по половине обмотки друг на друге, соединённые последовательно);
N1 = 4960 × U1/(Sиз × I2). Обмотки разнесены на разные плечи.
Условные обозначения в обеих формулах:
- U1 – напряжение источника питания;
- N1 — количество витков первичной обмотки;
- Sиз — сечение магнитопровода (кв.см);
- I2 — заданный сварочный ток вторичной обмотки (А).
Выходное напряжение вторичной обмотки СТ в режиме холостого хода у самодельных сварочных трансформаторов находится, как правило, в пределах 45…50В. По следующей формуле можно определить её количество витков:
U1/U2 = N1/N2.
Для удобства подбора силы сварочного тока, на обмотках делают отводы.
Намотка сварочного трансформатора и монтаж
Для первичной обмотки трансформатора применяется специальный термостойкий медный провод, имеющий хлопчатобумажную или стеклотканевую изоляцию.
С учётом выбранной выше мощности, электрический ток в первичной обмотке может достигать 25 А. Исходя из этих соображений, первичную обмотку СТ следует наматывать проводом, имеющим сечение ≥ 5…6 кв.мм. Это, кроме всего прочего, существенно увеличит надежность СТ.
Вторичная обмотка выполняется медной проволокой, сечение которой: 30…35 кв.мм. Особое внимание следует уделить выбору изоляции провода вторичной обмотки, так как по ней протекает большой сварочный ток. Она должна быть очень надёжной — особое внимание следует уделить теплостойкости.
При монтаже обмоток обратите внимание на следующее:
- намотка производится в одном направлении;
- между рядами обмоток прокладывается изолирующий слой дополнительной изоляции (рекомендуем – хлопчатобумажной).
Собранный СТ следует поместить в защитный кожух с отверстиями для вентиляции.
Видео
Посмотрите, как была реализована задача сборки аппарата:
Контактная сварка своими руками из сварочного трансформатора
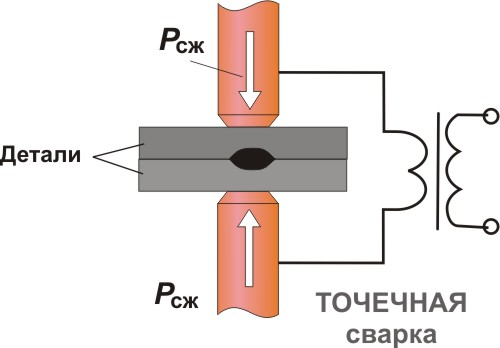
Контактная сварка создаёт сварное соединение деталей за счет следующих одновременных воздействий на них:
- нагрев области их соприкосновения проходящим через него электрическим током;
- к зоне соединения прикладывается сжимающее усилие.
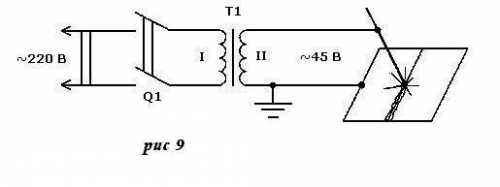
Существует три вида контактной сварки:
Мы расскажем про самодельный СТ для наиболее популярной: точечной контактной сварки (для двух других требуется очень сложное оборудование).
![]()
Точечная контактная сварка. Ист. http://moyasvarka.ru/process/kak-sdelat-kontaktnuyu-svarku-svoimi-rukami.html.
Пояснения к рисунку:
1 – электроды, подводящие сварочный ток с свариваемым изделиям;
2 – свариваемые изделия с нахлёсточным соединением;
3 – сварочный трансформатор.
Для осуществления контактной сварки, в зависимости от толщины и теплопроводности материалов свариваемых деталей, выбираются следующие значения её основных параметров:
- электрическое напряжение в силовой (сварочной цепи), В: 1…10;
- величина сварочного тока (амплитуда сварочного импульса), А: ≥ 1000;
- время нагрева (прохождения импульса сварочного тока), сек: 0,01…3,0;
Кроме того, должны быть обеспечены:
- незначительная зона расплавления;
- значительное сжимающее усилие, прилагаемое к месту сварки.
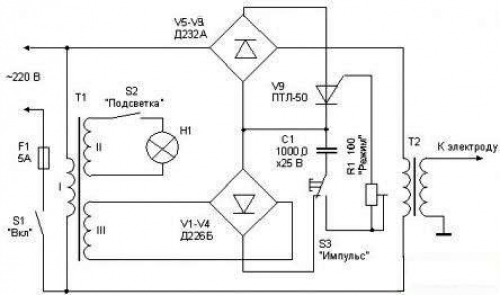
Схема и расчёт
Расчет СТ контактной сварки выполняется по тому же алгоритму, что и для дуговой (смотри выше). При выборе данных из справочника (сила тока и напряжение вторичной обмотки для точечной сварки выбранной марки металла заданной толщины), следует учитывать, что сила тока вторичной обмотки для таких трансформаторов порядка 1000…5000 А. Вторичная обмотка рассчитана, как правило, на единицы вольт и представляет собой всего несколько витков (бывает, что, один) толстого провода. Поэтому, для регулировки сварочного тока рекомендуется следующая схема первичной обмотки трансформатора.
![]()
Схема обмоток трансформатора для контактной сварки. Ист. http://tutmet.ru/kontaktnaja-svarka-svoimi-rukami-shema-video.html.
Очень часто, в процессе эксплуатации самоделок, выясняется, что не хватает мощности СТ. В этом случае возможно подключение второго трансформатора в соответствии с предлагаемой схемой.
![]()
Схема соединения двух трансформаторов точечной сварки. Ист. http://tool-land.rusamodelnaya-tochechnaya-svarka.php.
Намотка и монтаж
Эти операции выполняются по тем же основным правилам и с соблюдением требований, что и для СТ дуговой сварки. С особой тщательность следует закрепить витки вторичной обмотки. Для этого можно использовать её выводы, пропустив их в термостойком изоляторе.
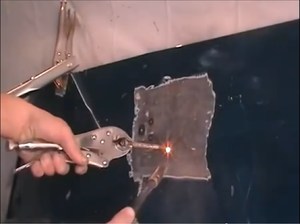
В качестве электродов применяются медные стержни.
![]()
Электрод для точечной сварки в зажиме. Ист. http://tool-land.rusamodelnaya-tochechnaya-svarka.php.
В процессе эксплуатации следите за состоянием расходных материалов: электроды необходимо периодически подтачивать — иначе они теряют форму. Со временем они стачиваются полностью и требуют замены.
Видео
Вот вариант точечного сварочника из микроволновки:
Рекомендации по эксплуатации
При выполнении сварочных работ необходимо выполнять требования по обеспечению безопасности труда:
- корпус СТ должен быть надёжно заземлён;
- на сварщике должна быть специальная одежда;
- голова должна быть защищена маской сварщика (очень популярны маски «Хамелеон», оснащённые самозатемняющимся светофильтром) и т. п.
- сварщику необходимо стоять на резиновом коврике;
- на руках рабочего должны быть резиновые перчатки;
- сварочная маска не обязательна, но на лице должны быть защитные очки.
Выводы
Мы дали вам достаточно информации для того, чтобы сделать самодельный сварочный трансформатор:
- дуговой сварки;
- контактной сварки.
Но, не смотря на это, рекомендуем «взвесить свои силы» и «крепко» подумать: а не лучше ли приобрести сварочник заводского изготовления? А может быть даже и более современный и удобный инвертор (смотрите плюсы и минусы, что лучше транформаторный или инверторный сварочник).
Другие материалы по трансформаторным сварочным аппаратам смотрите в соответствующем разделе.


Отправить ответ