
Что такое сварной шов
Содержание:
Сварные металлические соединения относятся к основным методам скрепления конструкций, использующихся в быту и производстве. Это весьма надежный метод получения единой конструкции, который еще и относительно дешевый.
Скрепления данного типа образуются путем расплавления металла в области соединения и последующей его кристаллизацией при остывании. Их качество зависит от правильного выбора режима работы электросварочного аппарата, электрода, шовного провара. Это регламентируется действующими нормами, а также стандартами. В них указаны все виды сварных швов, а также типы стыков и их характеристики.
Многочисленные металлы имеют собственные особенности сварки, отличающиеся условия выполнения работ, требования к выполнению скреплений. Для них применяются соответствующие разновидности электросварных соединений. При сварке металлических элементов используются основные виды электросварочных скреплений, о которых далее.

Классификация
Сварочные соединения подразделяются на несколько разновидностей, зависящих от их признаков. Классификация сварных швов охватывает весь спектр их использования. По внешнему параметру они бывают:
- выпуклого типа (с усилением);
- вогнутые (прослабленная конструкция);
- плоского типа (нормальные).
По типу исполнения они встречаются односторонними, а также двухсторонними, по количеству проходов электродом: однопроходные, двухпроходные. Кроме того, существуют однослойные способы провара и двухслойные.
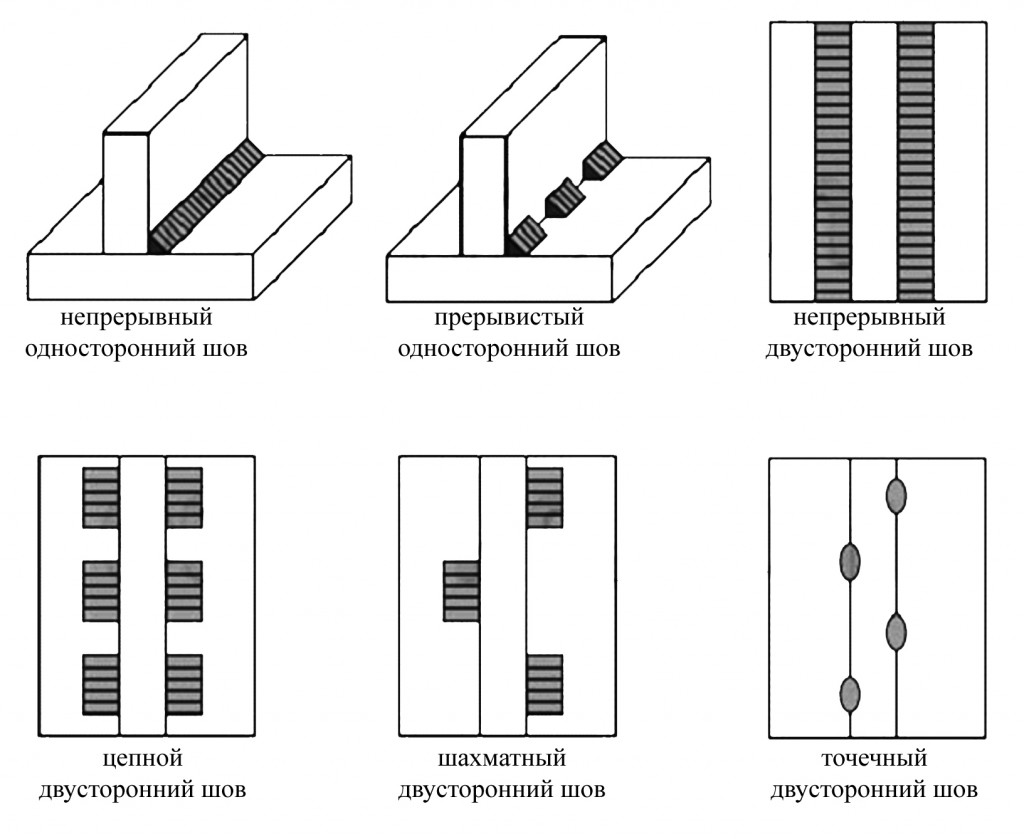
По протяженности шовные скрепления бывают:
- односторонние с прерывистым шагом;
- сплошные односторонние;
- точечные (при контактной электросварке);
- цепные двусторонние;
- двусторонние шахматного порядка.
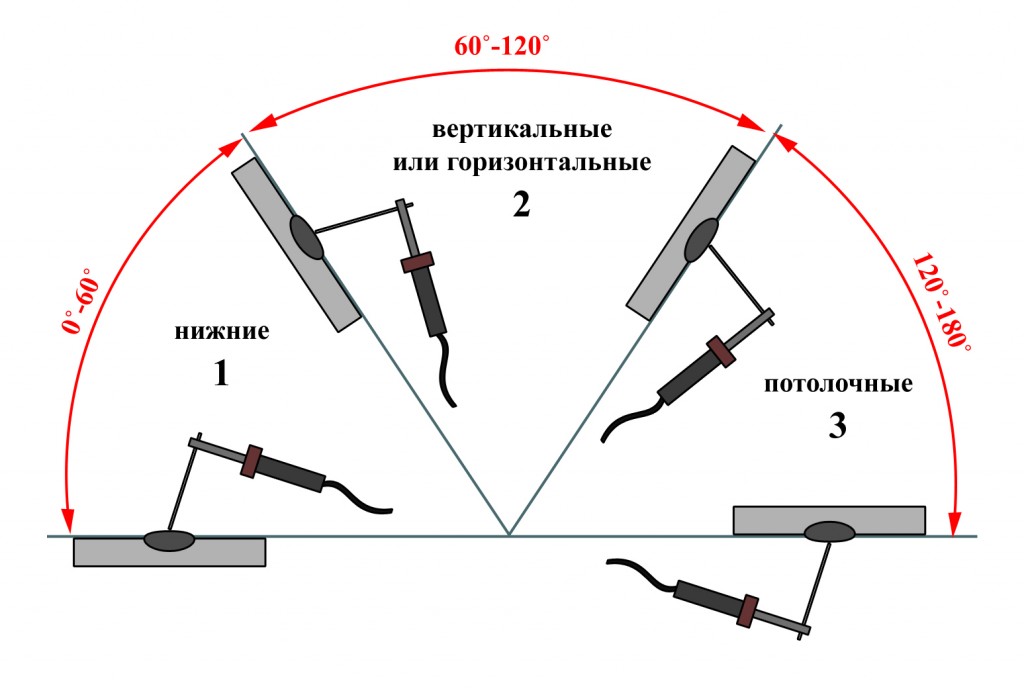
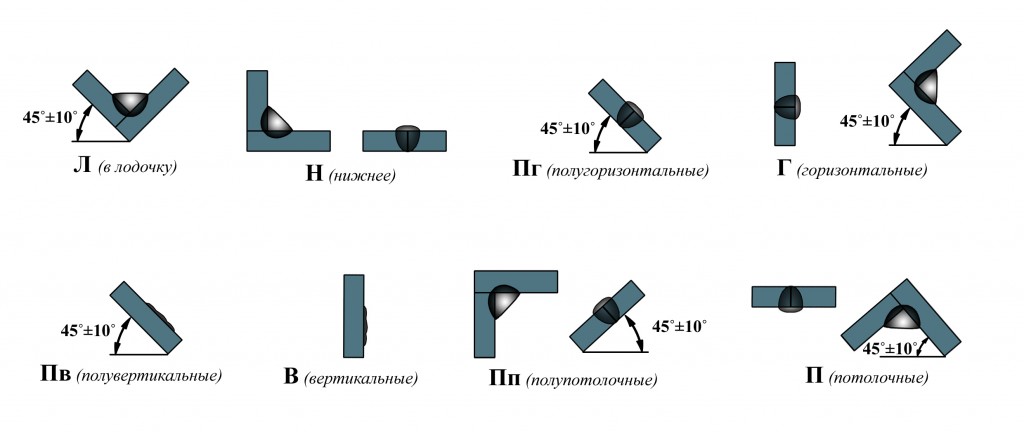
Разделение по пространственному расположению:
- горизонтальные, нижние;
- вертикальные, потолочные;
- в лодочку;
- полугоризонтального исполнения;
- полупотолочного типа;
- полувертикальные.
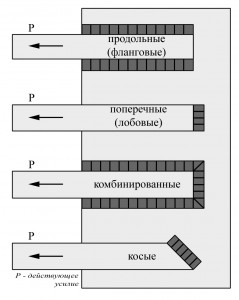
По вектору силового воздействия:
- продольный (фланговый) – усилие имеет параллельный к провару вектор;
- поперечный – усилие воздействует перпендикулярно;
- комбинированный – разновидность лобового, а также флангового;
- косой – воздействие происходит под углом.

По назначению и функциям электросварочные провары бывают прочными, а также прочно-плотными, герметичного исполнения. По ширине их различают на ниточный тип, не превышающий диаметр электросварочного электродного стержня и уширенные, выполняющиеся с помощью колебательных движений при сварке в поперечном направлении.
Для упрощения понимания классификации и применения тех или же иных разновидностей, составлена специальная таблица.

Все типы швов имеют строгое обозначение по ГОСТ. На чертежах используются специальные значки, которые содержат полную информацию о типе скрепления и его способе выполнения. Для тех, кто думает всерьез заниматься сварочными работами на профессиональном уровне следует дополнительно изучить чертежные обозначения сварных скреплений.
Разновидности сварных швов
В зависимости от используемого материала, толщины, а также конструктивных особенностей используются различные типы сварных швов. Для этого необходимо пройти необходимую теоретическую подготовку. Это позволит лучше понимать специфику сваривания деталей и избежать брака в работе. Начинающие сварщики зачастую недостаточно проваривают участки соединений, что влияет на слабое механическое сопротивление стыков. Выбирая правильные режимы работы и виды сварки, можно получить сварочные швы достаточной прочности, а также качества. Подготовка сварщика заключается не только в практических занятиях, но и в теоретической подготовке с изучением требований, норм и правил, а также включая типы сварочных соединений и используемое оборудование. Знание принципов использования тех или же иных электросварочных скреплений, техники их получения, стыки будут получаться весьма крепкими и долговечными.
Стыковые
Данный вариант соединений является наиболее используемым среди прочих разновидностей видов швов сварки. Это стыковое сваривание используется на торцевых участках, трубах или же на листовых конструкциях. Для его получения затрачивается минимальное количество времени, материала и усилий. Эти стыковые скрепления имеют некоторые особенности швов. На тонколистовом металле сваривание проводится без скоса кромок.
Изделия с большой толщиной участков соединений требуют предварительной подготовки стыков, заключающееся в их скашивании для увеличения глубины сварочного проваривания. Это необходимо при толщине металлических изделий свыше 8 мм и до 12 мм. Более толстые участки необходимо соединять двусторонней сваркой с предварительным скосом кромок. Стыковое сваривание выполняется чаще всего на изделиях в горизонтальной плоскости.

Тавровые
Эти разновидности электросварочных соединений выполняются как обычная буква «Т». Они соединяют предметы одинаковой или же различной толщины, от чего зависит ширина сварочного шва. Кроме того, данные типы используются одно- или двусторонними, на что влияют особенности скрепления. При работе с металлическими элементами различной толщины электрод удерживается в наклоненном положении под углом порядка 60 градусов. Процесс сварки можно значительно упростить, воспользовавшись прихватками, а также свариванием «в лодочку». Данный способ существенно снижает возникновение подрезов. Тавровый шов накладывается за один сварочный проход. Помимо ручной дуговой сварки, для данного типа широко используются автоматические электросварочные аппараты.

Нахлесточные
Данный способ используется для сварки листового металла при толщине до 12 мм. Соединяемые участки накладываются внахлест и провариваются вдоль стыков с обеих сторон. Нельзя допускать попадания влаги во внутреннюю часть свариваемой конструкции. Для усиления скрепления выполняется полная проварка по периметру.
При данном сваривании формирование соединительного стыка происходит между торцом одного изделия и поверхностью другого. При этом виде сварочных швов и соединений увеличивается расход материалов, что необходимо учитывать заранее. Перед началом работ следует выровнять листовые конструкции и позаботиться об их хорошем прижатии между собой.

Угловые
К данным соединениям относятся скрепления элементов, выполненные под некоторым углом друг к другу. Для них характерно использование предварительных скосов для обеспечения наилучшего провара шва. Это позволит увеличить глубину сварочного соединения, что повысит надежность конструкции. Для усиления прочности используется двустороннее сваривание металлических изделий, при этом не допускаются зазоры в соединяемых кромках. Эти типы электросварных швов характеризуются повышенным использованием объема наплавленного металла.

Потолочные
Сваривание потолочным швом, шов которого располагается над сварщиком, относится к наиболее трудным видам выполнения электросварных работ. Он наносится прерывистой сваркой при небольшом значении силы электротока. Вертикальные и потолочные соединения весьма трудные, поэтому не все сварщики могут их выполнять с достаточным качеством. Они используются в местах, где нет возможности изменить положение свариваемых конструкций. Это трубы, разнообразные металлические сооружения, а также потолочные балки и швеллеры на строительных площадках. Специфику выполнения потолочных швов, видео с которыми объяснит нюансы, можно освоить на постоянной практике.

Геометрия сварного шва
Изучив многочисленные виды и методы получения соединений путем сварки, необходимо ознакомиться с геометрией соединений, в чем помогут фото сварочных швов.
К основным параметрам шовного стыка относится его ширина – е, толщина сварки – c, выпуклость – q, зазор – b, глубина проваривания – h, а также толщина свариваемого материала – S.
Для угловых соединений используются следующие обозначения: выпуклость – q, толщина – a, катет – k и расчетная высота – p.
Различные способы нанесения сварочных швов, многочисленные их виды, а также параметры подготовленных кромок влияют на объем использования наплавленного и основного металлов. Его количество может заметно отличаться при изменении любых расчетных значений.
Виды сварочных соединений характеризуются коэффициентом формы, который высчитывается отношением ширины к толщине шовного соединения. Для стыковых скреплений данный параметр находится в пределах 1,2-2 (граничные значения – 0,8-4). Коэффициент выпуклости рассчитывается отношением ширины к выпуклости, величина которого должна быть от 0,8 до 4.
Сваривание металлических материалов под углом относительно друг друга требует точного соблюдения геометрии шва. От качества сварки, соблюдения требуемых параметров напрямую зависит надежность соединения, а также его долговечность пользования.

Виды контроля
От качественного выполнения электросварного скрепления зависти дальнейшая эксплуатация конструкции. Разнообразные дефекты значительно снижают прочность и уменьшают период использования изделия. Для недопущения брака, а также предотвращения аварийных ситуаций применяются различные виды контроля сварных швов. К ним относится внешний осмотр, который может на визуальном уровне определить нарушения, их виды, а также использование специального оборудования для определения скрытых дефектов сварных швов.
Способы контроля подразделяются на не разрушаемые и разрушаемые. При использовании первого метода прочность сварного соединения определяется без изменения его внешнего вида, параметров. Разрушаемые способы применяются при массовом выпуске конструкций, использующих однотипные электросварочные работы. Это предоставляет возможность с высокой точностью выявлять внутренние нарушения сварочных скреплений.
Скачать ГОСТ
Сварочные швы — участки сварного соединения, образующие в результате кристаллизации (затвердевания) расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации.
Разделение понятий сварочное соединение и сварочный шов необходимо потому, что последний, как связующая часть соединяемых элементов, определяет геометрическую форму, сплошность, прочность и другие свойства металла непосредственно в месте сварки.
Свойства сварного соединения определяются свойствами металла самого шва и зоны основного металла, прилегающего к шву, с измененной структурой и во многих случаях с измененными свойствами зоны термического влияния. Необходимо учитывать и некоторую часть основного металла, прилегающую к зоне термического влияния и определяющую концентрацию напряжений в месте перехода от металла шва к основному металлу и пластических деформаций в зоне термического влияния, что отражается на характере и распределении усилий, действующих в сварном соединении.
Критерии для классификации
Сварочные швы подразделяются в зависимости:
— от формы сечения;
— от характера сопряжения свариваемых деталей;
— по внешнему виду;
— по количеству слоёв;
— по числу проходов;
— по направлению действующего усилия;
— по положению в пространстве;
— от условий работы сварного изделия;
— по способу удержания расплавленного металла;
— по применяемому для сварки материалу.
Классификация
В зависимости от формы сечения сварочные швы могут быть:
стыковыми; угловыми; прорезными (электрозаклепочными).
В зависимости от характера сопряжения свариваемых деталей различают следующие виды сварных соединений:
Сварочные швы по внешнему виду подразделяются на:

Выпуклый сварной шов Нормальный сварной шов Вогнутый сварной шов
Выпуклые сварные швы лучше работают при статических (постоянных) нагрузках, однако они неэкономичны. Нормальные и вогнутые швы лучше подходят при динамических и знакопеременных нагрузках, поскольку за счет более плавного перехода от основного металла к сварному шву снижается вероятность возникновения концентрации напряжений, приводящих к разрушению шва.
По выполнению сварочные швы могут быть односторонними и двусторонними.

Односторонний шов Двухсторонний шов
По количеству слоев сварка бывает однослойной и многослойной, по числу проходов сварные швы бывают однопроходные и многопроходные.

Однослойный, однопроходный Многослойный Многопроходный
Многослойный шов используется при сварке толстого металла, а также чтобы уменьшить зону термического влияния.
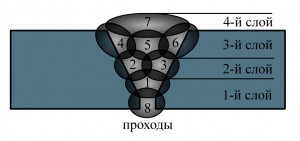
Проход – однократное перемещение источника тепла в одном направлении при сварке или наплавке. Валиком называется часть металла сварного шва, которая была наплавлена за один проход.
Слой сварного шва – металл шва, состоящий из одного, двух или нескольких валиков, которые размещены на одном уровне поперечного сечения шва. При сварке каждый слой многослойного стыкового шва, кроме усиления и подварочного шва, отжигается при наложении следующего слоя. В результате такого теплового воздействия улучшается структура и механические свойства металла шва.
В зависимости от протяженности сварные швы бывают непрерывными и прерывистыми. Стыковые швы обычно делают непрерывными. Угловые швы могут быть выполнены:
По направлению действующего усилия
Согласно этому критерию сварные швы делятся на:
— продольные (фланговые) – направление действующего усилия параллельно оси сварного шва;
— поперечные (лобовые) – направление действующего усилия перпендикулярно оси сварного шва;
— комбинированные – сочетание продольного и поперечного швов;
— косые – направление действующего усилия размещено под углом к оси сварного шва.
По положению в пространстве швы подразделяются на:
По назначению сварочные швы бывают
В зависимости от условий работы сварного изделия швы делятся на:
— рабочие, предназначенные непосредственно для нагрузок;
— нерабочие (связующие или соединительные), используемые только для соединения частей сварного изделия.
По ширине сварные швы подразделяются на
— ниточные с шириной шва равной или незначительно превышающей диаметр электрода, выполняются без поперечных колебательных движений сварочного электрода;
— нормальные с шириной
— уширенные, которые выполняют с поперечными колебательными движениями электрода.
По способу удержания расплавленного металла швы сварных соединений делятся:
— на швы выполненные без подкладок и подушек;
— на съемных и остающихся стальных подкладках;
— на медных, флюсо-медных, керамических и асбестовых подкладках;
— на флюсовых и газовых подушках.
По конфигурации сварного шва:
По виду сварки швы сварных соединений разделяют на:
— швы дуговой сварки (ГОСТ 5264—80);
— швы автоматической и полуавтоматической сварки под флюсом (ГОСТ 8713-79);
— швы дуговой сварки в защитных газах (ГОСТ 14771—76);
— швы электрошлаковой сварки (ГОСТ 15164 — 78);
— швы электрозаклепочные (ГОСТ 14776 — 79);
— швы контактной электросварки (ГОСТ 15878 — 79);
— швы газовой сварки;
— швы паяных соединений.
По применяемому для сварки материалу швы сварных соединений подразделяются на сварочные швы:
— углеродистых и легированных сталей (ГОСТ 5264-80; 14771-76; 15164-78; 8713 — 79 и др.);
— соединения цветных металлов (ГОСТ 16038 — 70; 14806 — 69);
— соединения биметалла (ГОСТ 16098 — 70);
— соединения винипласта и полиэтилена (ГОСТ 16310-70).
Сварное соединение — неразъёмное соединение, выполненное сваркой.
Сварное соединение включает три характерные зоны, образующиеся во время сварки: зону сварного шва, зону сплавления и зону термического влияния, а также часть металла, прилегающую к зоне термического влияния.

Сварной шов — участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации.
Металл шва — сплав, образованный расплавленным основным и наплавленным металлами или только переплавленным основным металлом.
Основной металл — металл подвергающихся сварке соединяемых частей.
Зона сплавления — зона частично сплавившихся зёрен на границе основного металла и металла шва.
Зона термического влияния — участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке или наплавке.
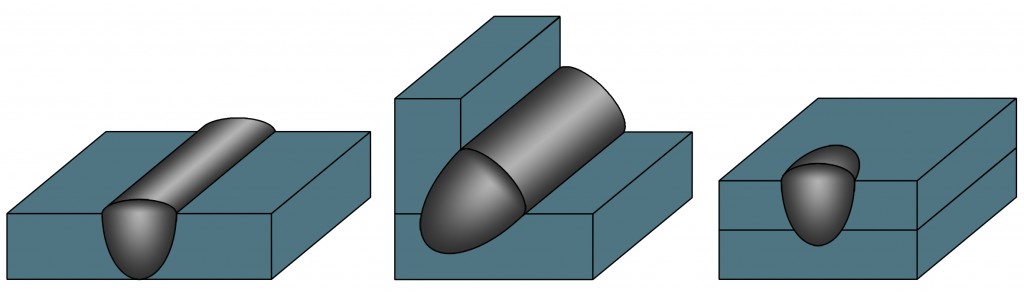
Основные типы сварных соединений [ править | править код ]
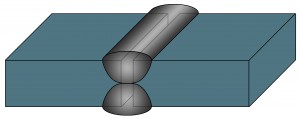
- Стыковое — сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями.
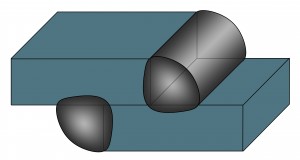
- Нахлёсточное — сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга.
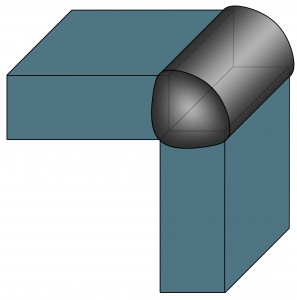
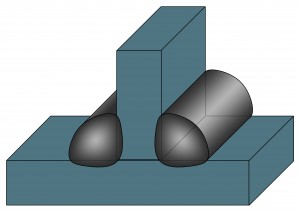
- Угловое — сварное соединение двух элементов расположенных под углом и сваренных в месте примыкания их краев.
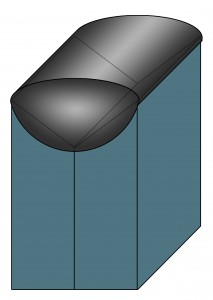
- Тавровое — сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента.
- Торцовое — сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу.
-

Стыковое сварное соединение. Сверху — без раздела кромок, снизу — с симметричной V-образной разделкой кромок под сварку.

Двустороннее нахлёсточное сварное соединение.

Тавровое сварное соединение с симметричной разделкой кромок под сварку.

Угловое сварное соединение с односторонней разделкой кромок под сварку.


Отправить ответ