
Дефекты при сварке и способы их устранения
Содержание:
Соединение металлических деталей сваркой — сложный физико-химический процесс, где при высоких температурах взаимодействует сам металл, газы атмосферы, продукты горения электрода. Каждый из компонентов вносит свой вклад в общий итог процесса сваривания. Некоторые из воздействий приводят к некачественному свариванию, образуются так называемые дефекты сварных швов.
Они могут образоваться в результате различных ситуаций, например, при излишне большом или слишком слабом сварочном токе, повышенной влажности, наличии загрязнений в зоне сваривания. Существует определенная классификация дефектов и причин их появления, общий обзор которых будет приведен в этой статье. Также вы узнаете, каким образом можно устранить дефекты и в каких случаях это возможно.
Классификация дефектов сварных соединений
Большинство дефектов сварного шва возникают при нарушении технологии сваривания. Только в некоторых случаях дефекты вызваны непредвиденными ситуациями. При сварке плавлением большое значение имеют:
- предварительная подготовка и сборка соединения;
- режим термической обработки;
- правильный подбор свариваемых материалов;
- качество аппарата и расходных материалов.
 Классифицируются дефекты по различным признакам — размеру, форме, расположению в линии шва, степени опасности относительно возможности разрушения соединения. Нормативно дефекты классифицируются согласно международного документа — «Классификация, обозначения и определения. Дефекты соединения металлов при сварке плавлением». Все требования сборника собраны в ГОСТ 30242-97.
Классифицируются дефекты по различным признакам — размеру, форме, расположению в линии шва, степени опасности относительно возможности разрушения соединения. Нормативно дефекты классифицируются согласно международного документа — «Классификация, обозначения и определения. Дефекты соединения металлов при сварке плавлением». Все требования сборника собраны в ГОСТ 30242-97.
По этому документу все дефекты сварных соединений подразделяются на 6 основных групп:
- трещины;
- нарушение формы шва;
- полости, кратеры и раковины;
- несплавленные кромки и непроваренные участки;
- наличие твердых вкраплений и включений;
- остальные дефекты, не вошедшие в первые 5 групп.
Каждый из дефектов имеет свое цифровое обозначение, которое проставляется в зоне сварного шва при осмотре. По международной классификации дефекты сварных швов могут обозначаться еще и буквами. Но, в любом случае, определение дефектов по российской и международной классификации совпадают по основным характеристикам.
Трещины
 Такие нарушения возникают как на самом шве, так и в близлежащей зоне. Причиной их может быть неравномерное охлаждение металла или действие нагрузок до момента полного остывания. Трещины бывают поперечными, радиальными и продольными, обозначаются, соответственно, 102, Eb, 103, E и 101 Ea. Существует еще несколько видов трещин, в том числе и те, которые обнаруживаются только при микроскопическом исследовании (микротрещины 1001).
Такие нарушения возникают как на самом шве, так и в близлежащей зоне. Причиной их может быть неравномерное охлаждение металла или действие нагрузок до момента полного остывания. Трещины бывают поперечными, радиальными и продольными, обозначаются, соответственно, 102, Eb, 103, E и 101 Ea. Существует еще несколько видов трещин, в том числе и те, которые обнаруживаются только при микроскопическом исследовании (микротрещины 1001).
Полости

Образуются скоплением газов в расплавленном металле. Полости могут быть как сферическими, так и бесформенными. Но, в любом случае, они приводят к снижению прочности соединения. Полости располагаются хаотично, цепочкой, скоплением, равномерно. Маркируются цифрами 2012, 2013 и т д. Открытые полости, образованные расширяющимся газом, который покинул пределы шва и ушел в атмосферу, называются свищами.
Раковины и кратеры образуются в зоне полостей и свищей, когда металл еще не остыл, а внутреннее давление газов снизилось ниже критического. Остывая, металл сжимается и как бы проваливается внутрь шва.
Твердые вкрапления
Общий индекс твердых включений — 300. Такие дефекты сварных соединений представляют собой частицы шлака, металлов или неметаллов, оставшиеся в зоне шва и вплавленные в металл, но не составляющие с ним одного целого. Такими включениями могут быть флюсы, частицы вольфрама, меди, оксидов по той или иной причине оказавшиеся в шве.
Несплавления
Участки сварного шва, в которых между металлом и швом, внутри шва или по боковой и корневой части наблюдаются зоны, где металл недостаточно расплавился и не соединился в целостную структуру. Это явление возникает в результате слишком быстрого перемещения электрода или недостаточной силе сварного тока. Маркируются дефекты индексом 400.
Разновидностью несплавления являются непровары — участки шва, где металл недостаточно расплавился, чтобы проникнуть в корневую часть шва и заполнить весь зазор между деталями.
Нарушения формы шва
Таких дефектов можно насчитать несколько десятков. Наиболее распространенные:
- подрезы;
- линейные и угловые смещения;
- натеки;
- прожоги;
- неравная ширина;
- нарушение профиля.
В дефектоскопии такие нарушения маркируются цифрами от 500.
Устранение дефектов
Во многих случаях выявленные при дефектоскопии нарушения целостности шва можно устранить. Наружные дефекты, то есть те, которые можно увидеть визуально, без применения специального оборудования. Внутренние — видимые при использовании рентгеноскопического аппарата или механической обработки, при которой снимается часть наплавленного металла. Также дефекты проявляются при ультразвуковом исследовании.
 Устранение дефектов возможно в большинстве случаев, кроме пережога, когда нарушается структура металла. Часто, с целью ликвидации последствий неудачного процесса сварки, часть шва удаляется механическим путем, и сваривание производится снова.
Устранение дефектов возможно в большинстве случаев, кроме пережога, когда нарушается структура металла. Часто, с целью ликвидации последствий неудачного процесса сварки, часть шва удаляется механическим путем, и сваривание производится снова.
Устранить можно практически все дефекты, если это технически можно решить и процесс оправдан экономически. В некоторых случаях деталь лучше отбраковать и пустить на переплавку, чем тратить время на исправление сварного шва.
Дефекты сварки на легированных сталях устраняются только после отпуска деталей — специального процесса термообработки при температурах 450-650 °С. Без этого этапа подготовки устранение дефектов может привести к еще большим нарушениям целостности соединения и возникновению внутренних напряжений в металле.
Дефектоскопия
Таким термином определяется последовательность действий, направленная на обнаружение дефектов сварных соединений, которые могут привести к нарушению герметичности, разрушению конструкций или частичным их деформациям. Дефектоскопия сварных швов производится различными методами, которые ни в коем случае не нарушают целостности шва и самого металла.
Начальный этап — визуальный и измерительный контроль. При нем выявляются практически все внешние и ряд внутренних дефектов — нарушение геометрии, непровары, пережоги, трещины, наплывы. Часто для детализации визуального контроля необходимо обработать поверхность шва реактивами — спиртом или азотной кислотой (становятся видимыми мелкие трещины и поры).
 К внешнему визуальному осмотру относится и применение оптических средств — луп, микроскопов, ламп прямого и бокового освещения. Также в этом процессе применяются измерительные инструменты — штангенциркули, линейки, щупы, шаблоны. С их помощью определяются геометрические размеры дефектов и возможность их классификации на допустимые и недопустимые (в зависимости от требований к конкретному изделию).
К внешнему визуальному осмотру относится и применение оптических средств — луп, микроскопов, ламп прямого и бокового освещения. Также в этом процессе применяются измерительные инструменты — штангенциркули, линейки, щупы, шаблоны. С их помощью определяются геометрические размеры дефектов и возможность их классификации на допустимые и недопустимые (в зависимости от требований к конкретному изделию).
Капиллярный контроль производится с помощью специальных жидкостей, пенетрантов. Проникая в поры и трещины, жидкость окрашивает их и делает хорошо видимыми. Поверхностные дефекты окрашиваются и заметить их намного легче. Цветная дефектоскопия, как правило, позволяет увидеть большинство внешних дефектов, но внутренние проявить таким образом невозможно.
Для глубинного исследования применяется магнитная дефектоскопия, ультразвуковая и рентгенографическая. Эти исследования требуют применения сложных приборов, но в большинстве случаев это оправдано, особенно на сложных и ответственных объектах.
Как правило, в самом начале производится визуальный и измерительный контроль. Все остальные способы диагностики применяются только после того, как исправление дефектов сварки, обнаруженных при осмотре, выполнено, и этот метод не приносит больше результатов.
Каждый сварщик имеет в своем арсенале собственные методы определения дефектов и знает способы их устранения. Если у вас есть собственный опыт в этой области — поделитесь им на страницах нашего сайта. Практические методы работы со сваркой — одна из наиболее интересных тем для наших читателей.

Дефекты в сварных швах и способы их устранения
Иркутский государственный технический университет,
В статье рассматривается влияние внешних и внутренних дефектов сварных швов на прочность соединений элементов; способы устранения и исправления характерных дефектов.
Ил. 5. Библиогр. 7 назв.
Ключевые слова: сварные швы; сварочные напряжения; дефекты; снижение предела выносливости; исправление дефектов.
DEFECTS IN WELDS AND CORRECTIVE ACTIONS TO REMOVE THEM
V. Semionov, S. Romanenko, A. Grachiova
Irkutsk State Technical University
83 Lermontov St., Irkutsk, 664074
This article examines the impact of external and internal defects in welds on the strength of the elements. It suggests the ways of elimination and correction of typical defects.
Ill. 5. References: 7.
Keywords: welding seam; welding stress; defects; lowering of endurancelimit; defect attack.
Дефекты сварных швов
Дефектами сварных швов называются различные отклонения от требований чертежа и технических условий, ухудшающие качество сварного соединения: его механические свойства, сплошность, герметичность и пр. Причинами дефектов могут являться неудовлетворительная свариваемость металла, плохое качество электродов, покрытий и флюсов, неправильные технология и режим сварки, недостаточная квалификация сварщика и др. По месту расположения в шве дефекты могут быть внешними и внутренними.
Степень влияния дефектов на прочность изделия зависит от их формы, глубины и расположения по отношению к действующим усилиям. Наиболее опасны вытянутые дефекты с острыми очертаниями, менее опасны – дефекты округлой формы. Чем больше глубина дефекта, тем сильнее его влияние на прочность соединения. В ответственных конструкциях недопустимы дефекты, глубина которых превышает 5–10 % толщины основного металла. Дефекты, расположенные перпендикулярно растягивающему усилию, более опасны, чем расположенные параллельно или под небольшим углом к главному действующему усилию. Поэтому самое отрицательное влияние на прочность сварных соединений оказывают, например, такие дефекты, как трещины, расположенные по оси шва, и узкие, глубокие непровары.
Внешние дефекты. Отклонения по ширине и высоте швов. Причинами дефекта являются:
1) неудовлетворительная подготовка и подгонка кромок, вследствие чего расстояния между ними получаются различными, и уширения приходится заполнять наплавленным металлом;
2) неравномерное перемещение электрода, горелки и проволоки, вследствие чего высота и ширина шва изменяются по длине;
3) несоблюдение установленного режима сварки.
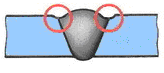
Наружные трещины (рис.1, а, б), продольные и поперечные, могут быть в наплавленном и основном металле; в последнем случае они обычно расположены около шва в зоне термического влияния. Причинами образования трещин являются: напряжения, возникшие вследствие неравномерного нагрева и охлаждения, изменения структуры металла при сварке, повышенное содержание серы, фосфора, влияние водорода и пр.
Швы с подобным дефектом имеют плохой внешний вид; неравномерное распределение и усадка наплавленного металла шва могут вызвать деформации и напряжения. Выявляется дефект наружным осмотром и проверкой шва шаблоном; отклонения могут устраняться зачисткой с подваркой шва и срубанием излишка металла.

Рис. 1. Наружные трещины в швах
Появлению трещин способствуют такие дефекты, как поры, непровары, включения шлака и т. п. Трещины появляются также при кристаллизации металла в процессе сварки. Возможность образования трещин тем больше, чем хуже сваривается данный металл. Участки швов с трещинами полностью вырубают или удаляют поверхностной кислородной (или воздушно-дуговой) резкой и заваривают вновь. Стыки трубопроводов, имеющие трещины длиной более 100 мм, полностью вырезают, и трубы заново сваривают.

Подрезы – уменьшение толщины основного металла в месте перехода к наплавленному (рис.2, а, б). Этот дефект возникает при сварке излишне большим током или горелкой большой мощности. В месте подреза прочность сварного соединения понижается, так как подрезы служат местом концентрации напряжений. Подрезы устраняют дополнительной зачисткой и заваркой.
Незаплавленные углубления (кратеры), остатки шлака и неровная поверхность шва являются следствием недостаточной квалификации сварщика или небрежного выполнения сварки. Швы с большим количеством таких дефектов обладают пониженной прочностью, поэтому дефектные участки следует вырубать или вырезать до основного металла и заваривать вновь.

Наплывы (рис. 3,а, б) образуются при слишком быстром плавлении электрода и натекании жидкого металла на недостаточно нагретую поверхность основного металла. Наплывы могут быть расположены в отдельных местах или иметь большую протяженность и сопровождаться непроваром основного металла. Наплывы необходимо срубать или вырезать и проверять, нет ли в этом месте непровара.
Внутренние дефекты. Поры образуются вследствие поглощения расплавленным металлом водорода, окиси углерода и др., которые не успевают выделиться при застывании металла и остаются в нем в виде газовых пузырьков. Основной причиной появления пор является влажность электродного покрытия или неправильная регулировка пламени горелки. Поры могут появляться также в результате несоответствия химического состава присадочного и основного металла, наличия окалины и ржавчины на свариваемых кромках, выкрашивания каплеобразных включений металла и шлаков. Поры делают шов проницаемым для газов и жидкостей. Пористые швы при газовой сварке уплотняют проковкой при соответствующей температуре нагрева.
Если поры выходят на поверхность шва, их можно обнаружить при помощи лупы. Для выявления внутренних пор изделие испытывают под давлением водой, сжатым воздухом, смачиванием керосином или просвечиванием рентгеновскими или гамма-лучами.
Если шов должен быть плотным, то пористые участки вырубают до основного металла и вновь заваривают.
Шлаковые включения и окислы ослабляют сечение шва. Они образуются при сварке длинной дугой и окислительным пламенем.
Одиночные шлаковые включения и поры обычно не снижают механических свойств соединения. Цепочки и особенно скопления пор и шлаковых включений приводят к концентрации напряжений в данном месте и резкому снижению пластичности, вязкости и прочности наплавленного металла. В сварных швах ответственных конструкций допускаются лишь отдельные поры и шлаковые включения, а также небольшие скопления пор в количестве 5– 6 шт. на 1 см2 сечения шва, глубиной не более 10–15 % толщины металла.

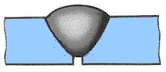
Рис. 4. Непровар корня шва
Непровар корня шва (рис. 4, а, б) выражается в несплавлении наплавленного и основного металла в корне шва. Непровар резко снижает прочность шва, и соединение становится ненадежным. В местах непровара концентрируются напряжения, которые еще более понижают сопротивляемость шва внешним нагрузкам, особенно ударным.
Влияние непроваров в стыковых швах, подвергаемых действию статических нагрузок, начинает сказываться при глубине их, составляющей 15 % и более от толщины основного металла, и одновременном воздействии отрицательных температур. При непроваре, составляющем 25–30 % толщины металла, пластичность металла сварного соединения снижается в 2–4 раза. Поэтому в стыковых швах при действии статических нагрузок глубина непровара не должна превышать 10–15 % толщины свариваемого металла. При динамических нагрузках, а также в изделиях ответственного назначения наличие непроваров недопустимо.
Причинами непровара являются: недостаточный ток или малая мощность горелки; слишком быстрое перемещение электрода и горелки; попадание в шов пленки окислов или слоя шлака; неудовлетворительная зачистка кромок. Непровар появляется, если прогрев металла в корне шва затруднен, вследствие того, что кромки скошены под слишком малым углом или велико притупление кромок и отсутствует зазор между ними. Если по техническим условиям данное изделие не должно иметь непровар, то места швов, где имеется непровар, вырубают или удаляют поверхностной резкой, после чего шов в этом месте заваривают вновь.

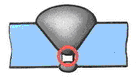
Рис. 5. Непровар кромки
Непровар кромки (рис. 5, а, б) образуется: при сварке током недостаточной величины или пламенем малой мощности; при слишком быстром перемещении электрода или пламени вдоль свариваемого металла. В этих случаях наплавленный металл попадает на нерасплавленную поверхность основного металла; в результате этого сила сцепления между основным и наплавленным металлом будет столь незначительна, что валик шва может отделиться от кромки.
В изломе непровар всегда заметен, так как проходит темной полосой на границе между наплавленным и основным металлом. Обнаружить непровар кромки можно просвечиванием шва рентгеновскими или гамма-лучами. Дефектный участок шва удаляют вырубкой или поверхностной резкой и повторной заваркой.
Внутренние трещины возникают по тем же причинам, что и наружные. Продольные внутренние трещины часто образуются также в корне шва. Обнаружить внутренние трещины можно просвечиванием шва рентгеновскими или гамма-лучами. Участки шва с трещинами удаляют и заваривают.
При перегреве металл имеет крупнозернистое строение. Чем крупнее зерна, тем меньше поверхность их сцепления и ниже прочность и пластичность металла. Перегретый металл плохо сопротивляется ударным нагрузкам. Этот дефект можно исправить соответствующей термической обработкой.
Пережог характеризуется наличием в структуре металла шва окисленных зерен, обладающих малым взаимным сцеплением.
Пережженный металл хрупок и не поддается исправлению. Пережог возникает при избытке кислорода в пламени.
Пережженные участки шва полностью удаляют поверхностной резкой и заваривают вновь.
Устранение и исправление дефектов
Все недопустимые дефекты сварного шва подлежат обязательному устранению, а если это невозможно, сварное изделие бракуется.
В конструкциях из стали допускается устранение дефектов плазменно-дуговой или воздушно-дуговой строжкой с последующей обработкой поверхности абразивами. Можно устранять наружные дефекты шлифовкой. Если производится заварка выборок в швах, подлежащих обязательной термической обработке(из легированных и хромистых сталей), то приступать к исправлению дефектов следует только после отпуска сварного соединения (при 450. 650°С).
При удалении дефектных мест целесообразно соблюдать определённые условия. Длина удаляемого участка должна быть равна длине дефектного места плюс 10. 20 мм с каждой стороны, а ширина разделки выборки должна быть такой, чтобы ширина шва после заварки не превышала его двойной ширины до заварки. Форма и размеры подготовленных под заварку выборок должны обеспечивать возможность надёжного провара в любом месте. Поверхность каждой выборки должна иметь плавные очертания без резких выступов, острых углублений и заусенцев. При заварке дефектного участка должно быть обеспечено перекрытие прилегающих участков основного металла.
После заварки участок необходимо зачистить до полного удаления раковин и рыхлости в кратере, выполнить на нём плавные переходы к основному металлу.
Удаление заглубленных наружных и внутренних дефектов (дефектных участков) в соединениях из алюминия, титана и их сплавов следует производить только механическим способом — вышлифовкой абразивным или выборкой режущим инструментом, а также вырубкой с последующей зашлифовкой.
Подрезы принято устранять наплавкой ниточного шва по всей длине дефекта. Однако это ведет к повышению расхода сварочных материалов. В таких случаях целесообразно применять оплавление подреза аргонодуговыми горелками, что позволяет "сгладить" дефекты без дополнительной наплавки. Однако производить сварочные работы аргонодуговой сваркой неплавящимся электродом по швам, выполненным другими способами сварки не рекомендуется из-за возможности нахождения в шве пор, шлака и т. п.
Наплывы и неравномерности формы шва исправляют механической обработкой дефекта по всей длине.
Кратеры швов заваривают. Прожоги в швах наблюдаются редко, их зачищают и заваривают.
Заварку дефектного участка производят одним из способов сварки плавление (ручной дуговой, дуговой в среде инертных газов и др.).
Исправленные швы сварных соединений должны быть повторно проконтролированы в соответствии с требованиями, предъявляемыми к качеству изделия. Если при этом вновь будут обнаружены дефекты, то производят их повторное исправление с соблюдением необходимых требований. Число исправлений одного и того же дефектного участка зависит от марки стали, технологии принятой для данной стали и, как правило, не превышает двух, трёх раз. Ограничение связано с изменениями основного металла, происходящими при сварке.
Если допущенные в изделии отклонения не превышают установленных допусков, изделие (сварной шов) может быть принято в эксплуатацию. Здесь важно знать, на что влияет допущенное отклонение, как при этом изменяется характеристика изделия (конструкции). К примеру, усиление шва не снижает прочности при статических нагрузках, однако сильно влияет на вибрационную прочность. Чем больше усиление шва и, следовательно, меньше угол перехода от основного металла к наплавленному, тем сильнее оно снижает предел выносливости.
В заключение следует сказать, что изготовить ряд швов, не имеющих дефектов вообще, практически невозможно. Все дело в том, чтобы было минимум допустимых дефектов.
1. Сварочные материалы для дуговой сварки: справочник / под ред. . – М.: Машиностроение, 1989. – Т.1. – 544 с.
2. Сварка в машиностроении: справочник / под ред. . – М.: Машиностроение, 1978. – Т.2. – 462 с.
3. , , Чернышов Г. Г., Якушин и оборудование сварки плавлением и термической резки. – М.: Машиностроение, 2003. – 560 с.
4. Хромченко пособие электросварщика. – М.: Машиностроение, 2003. – 416 с.
5. , , Разманов металлических электродов. – М.: Высш. шк. – 288 с.
6. , Осипов по машиностроительному черчению. – М.: Высш. шк., 2008. – 493 с.
7. , , Демянцевич и оборудование сварки плавлением. – М.: Машиностроение, 1977. – 432 с.
[1] , кандидат технических наук, профессор кафедры сопротивления материалов и строительной механики, e-mail: *****@***ru
Semionov Valeriy, Candidate of Technical Sciences, Professor of Materials Strength and Structural Mechanics
Department, e-mail: *****@***ru
[2] , студентка 3 курса института архитектуры и строительства,
Romanenko Svetlana, a third-year student of Architecture and Construction Institute, e-mail: *****@***ru
[3] , студентка 3 курса института архитектуры и строительства,
Grachiova Anastasia, a third-year student of Architecture and Construction Institute, e-mail: *****@***ru
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ
Дефекты сварных соединений образуются в результате неправильно назначенных режимов сварочного процесса и не соблюдения технологии выполнения сварки. Основные дефекты сварных соединений, приведены в табл. 3С
Подрез – дефект в виде углубления по линии сплавления сварного шва с основным металлом.
Причины возникновения дефекта:
— завышенное значение мощности источника теплоты (большой сварочный ток, высокая температура пламени);
— чрезмерное смещение электрода в сторону вертикальной стенки (при сварке угловых швов).
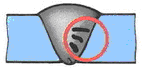
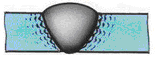
ПОРА В СВАРНОМ ШВЕ

Пора в сварном шве — дефект сварного шва в виде полости округлой формы, заполненной газом.
Причины возникновения дефекта:
— быстрое затвердевание газонасыщенного расплавленного металла, при котором выделяющиеся газы не успевают выйти в атмосферу (быстрое охлаждение сварного соединения);
— чрезмерная скорость сварки, нарушающая газовую защиту ванны жидкого металла;
— повышенное содержание влаги в покрытии электродов, флюсе, защитных газах;
— наличие загрязнений (окалина, ржавчина, масло, краска) на кромках основного металла и поверхности сварочной проволоки
СВИЩ В СВАРНОМ ШВЕ
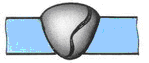
Свищ в сварном шве — дефект в виде воронкообразного углубления в сварном шве.
Причины возникновения дефекта:
— большая амплитуда колебаний электрода;
— перегрев основного металла;
— повышенное содержание влаги в покрытии электродов, флюсе, защитных газах.



Несплавление — отсутствие соединения между металлом шва и основным металлом либо между отдельными валиками сварного шва.
Причины возникновения дефекта:
— плохая очистка металла от загрязнений (окалины, ржавчины, масла, краски);
— большая длина дуги;
— недостаточная мощность источника теплоты (малое значение сварочного тока, низкая температура пламени);
— большая скорость сварки.
Непровар — дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварного шва.
Причины возникновения дефекта:
— плохая очистка металла от загрязнений (окалины, ржавчины, масла, краски);
— недостаточная мощность источника теплоты (малое значение сварочного тока, низкая температура пламени);
— большая скорость сварки;
— большая длина дуги;
— малый угол скоса кромок;
— большая величина притупления;
— малая величина зазора между кромками;
— смещение и перекосы свариваемых кромок;
— неправильный выбор полярности для данной марки электродов.
ШЛАКОВОЕ ВКЛЮЧЕНИЕ СВАРНОГО ШВА
Шлаковое включение сварного шва — дефект в виде включения шлака в сварном шве
Причины возникновения дефекта:
— плохая очистка поверхности валиков от шлака при многослойной сварке;
— неравномерность плавления электродного покрытия;
— малый сварочный ток;
— большая скорость сварки.

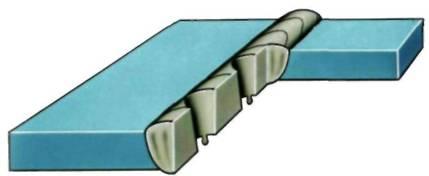
Наплыв на сварном соединении — дефект в виде натекания металла шва на поверхность основного металла или ранее выполненного валика без сплавления с ним.
Наплывы образуются чаще всего при сварке горизонтальных швов на вертикальной плоскости и сварке в вертикальном положении.
Причины возникновения дефекта:
-завышенное значение мощности источника теплоты (большой сварочный ток, высокая температура пламени);
— неправильный наклон электрода к изделию при сварке «на подъем» и «на спуск» в вертикальном положении;
— неправильная подготовка кромок при сварке горизонтальных швов на вертикальной плоскости.

Трещина сварного соединения
— дефект сварного соединения в виде разрыва в сварном шве и (или) прилегающих к нему зонах.
Холодные трещины – хрупкое межкристаллическое разрушение в шве и околошовной зоне сварного соединения в области низких температур (как правило после полного остывания сварного соединения).
Причины возникновения дефекта:
— образование закалочных структур вследствие слишком больших скоростей охлаждения сварного соединения;
— повышенное содержание диффузионно-подвижного водорода в сварном шве вследствие некачественной очистки сварочных материалов от загрязнений и плохой защиты сварного соединения от влияния атмосферы;
— большие сварочные напряжения
Горячие трещины – хрупкое межкристаллическое разрушение металла шва и околошовной зоны, возникающее в твердо-жидком состоянии при завершении кристаллизации, а также в твердом состоянии при высоких температурах в результате межзеренных деформаций.
Причины возникновения дефекта:
— большое количество вредных примесей (серы и фосфора) в сварном шве и металле свариваемых заготовок;
— большие сварочные напряжения
ПЕРЕЖОГ И ПЕРЕГРЕВ
Пережог — окисление и оплавление границ зерен, что нарушает связь между ними. Является неисправимым видом брака.
Перегрев характеризуется резким ростом размеров зерна, обуславливающим снижение пластичности металла.
Причины возникновения дефекта:
— завышенное значение мощности источника теплоты (большой сварочный ток, высокая температура пламени);
— слишком медленное перемещение источника теплоты (низкая скорость сварки);
ПРОЖОГ СВАРНОГО ШВА

Прожог сварного шва — дефект в виде сквозного отверстия в сварном шве, образовавшийся в результате вытекания части металла сварочной ванны.
Причины возникновения дефекта:
— завышенное значение мощности источника теплоты (большой сварочный ток, высокая температура пламени);
— слишком медленное перемещение источника теплоты (низкая скорость сварки);
— большой зазор между свариваемыми кромками;
— малая величина притупления кромок;
— плохое поджатие к корню шва флюсовой подушки или медной подкладки.
Контактная точечная и шовная сварка
Непровар – отсутствие или малый диаметр литого ядра.
Причины возникновения дефекта:
— падение напряжения в сети;
— шунтирование тока через соседние точки или случайные контакты;
— малое временя сварки.
Выплеск металла — выброс части расплавленного металла из зоны сварки
Причины возникновения дефекта:
— плохая очистка деталей или электродов;
— большая сила сварочного тока;
— большое время сварки.
Причины возникновения дефекта:
— значительное загрязнение поверхности;
— загрязнение поверхности электродов;
Причины возникновения дефекта:
— несвободное деформирование деталей;
— малое ковочное давление.
Раковины и пористость
Причины возникновения дефекта:
— загрязнение поверхности металла;
— выплеск при перегреве ядра.
Контактная стыковая сварка
Непровар, трещины, раковины
Причины возникновения дефекта:
— недостаточный разогрев при оплавлении;
— неустойчивое оплавление перед осадкой
Причины возникновения дефекта:
— малая скорость оплавления.
Контроль сварных соединений.
Сварные соединения подвергают проверке для определения возможных отклонений от технических условий, предъявляемых к данному виду изделий. Наружные дефекты выявляются внешним осмотром Внутренние – ультразвуковым или рентгеновским просвечиванием. Изделие считается качественным, если отклонения не превышают допустимые нормы.
Устранение дефектов сварки
Выявленные в процессе контроля дефекты сварки, которые не соответствуют техническим условиям, должны быть устранены, а если это невозможно, изделие бракуют.
В стальных конструкциях снятие бракованных сварных швов осуществляют плазменно-дуговой резкой или строжкой с последующей обработкой абразивными кругами. Затем дефекты завариваются. Все исправления сварных соединений должны выполняться по той же технологии и теми же материалами, что применялись при наложении основного шва.
Наплывы и другие неровности формы шва исправляют механической обработкой шва по всей длине, не допуская занижения общего сечения.
Исправленные швы подвергают повторному контролю, по методикам, соответствующим требованиям к данному виду сварного соединения.


Отправить ответ