
Диаметр отверстия под болт м12
Содержание:
ГОСТ устанавливает размеры сквозных отверстий под болты, винты, шпильки и заклепки с диаметром стержней 1,0 ÷ 160 мм, применяемых для соединения деталей с зазорами.
Диаметры сквозных отверстий
| Диаметр стержней крепежных деталей | Диаметр сквозных отверстий | ||
|---|---|---|---|
| 1-й ряд | 2-й ряд | 3-й ряд | |
| 2,0 | 2,2 | 2,4 | 2,6 |
| 2,5 | 2,7 | 2,9 | 3,1 |
| 3,0 | 3,2 | 3,4 | 3,6 |
| 3,5 | 3,7 | 3,9 | 4,2 |
| 4,0 | 4,3 | 4,5 | 4,8 |
| 4,5 | 4,8 | 5,0 | 5,3 |
| 5,0 | 5,3 | 5,5 | 5,8 |
| 6,0 | 6,4 | 6,6 | 7,0 |
| 7,0 | 7,4 | 7,6 | 8,0 |
| 8,0 | 8,4 | 9,0 | 10,0 |
| 10,0 | 10,5 | 11,0 | 12,0 |
| 12,0 | 13,0 | 14,0 (13,5) | 15,0 (14,5) |
| 14,0 | 15,0 | 16,0 (15,5) | 17,0 (16,5) |
| 16,0 | 17,0 | 18,0 (17,5) | 19,0 (18,5) |
| 18 | 19 | 20 | 21 |
| 20 | 21 | 22 | 24 |
| 22 | 23 | 24 | 26 |
| 24 | 25 | 26 | 28 |
| 27 | 28 | 30 | 32 |
| 30 | 31 | 33 | 35 |
| 33 | 34 | 36 | 38 |
| 36 | 37 | 39 | 42 |
| 39 | 40 | 42 | 45 |
| 42 | 53 | 45 | 48 |
| 45 | 46 | 48 | 52 |
| 48 | 50 | 52 | 56 |
| 52 | 54 | 56 | 62 |
| 56 | 58 | 62 | 66 |
Примечания
Размеры в скобках применять не рекомендуется.
3-й ряд отверстий не допускается применять для заклепочных соединений
Предельные отклонения диаметров отверстий: для 1-го ряда — по Н12; для 2-го ряда — по Н13; для 3-го ряда — по Н14.
Номинальный диаметр резьбы d
3,50 4,00 4,50 5,00
3,52 4,02 4,52 5,02
9,50 9,20 8,95 8,70
9,53 9,23 9,00 8,75
0,5 0,75 1 1,25 1,5
11,50 11,20 10,99 10,70 10,43
11,52 11,23 11,00 10,75 10,50
0,5 0,75 1 1,25 1,5
13,50 13,20 12,95 12,70 12,43
13,52 13,23 13,00 12,75 12,50
15,50 15,20 14,95 14,43
15,52 15,23 15,00 14,50
17,50 17,20 16,95 16,43 15,90
17,52 17,23 17,00 16,50 15,95
19,50 19,20 18,95 18,43 17,90
19,52 19,23 19,00 18,50 17,95
21,50 21,20 20,95 20,43 19,90
21,52 21,23 21,00 20,50 19,95
23,20 22,95 22,43 21,90
23,23 23,00 22,50 21,95
26,20 25,95 25.43 24,90
26,23 26,00 25,50 24,95
29,20 28,95 28,43 27,90 26,85
29,23 29,00 28,50 27,95 26,90
34,95 34,43 33,90 32,85
35,00 34,50 33,95 32,90
6.6. Соединения деталей с помощью болтов, винтов и шпилек.
При соединении деталей болтом, соединяемые детали имеют гладкие сквозные отверстия под болт (рис.1).

Рис.1. Резьбовое соединение болтом, гайкой и шайбой.
При соединении деталей винтами и шпильками гладкое сквозное отверстие выполняется в притягиваемой детали 1. В сопряженной с ней детали, участвующей в данном соединении, выполняется резьбовое отверстие (рис.2) с соответствующим конструктивным исполнением, например, с отверстием под головку винта. Эти конструктивные элементы называют опорными поверхностями.

Рис.2. Резьбовое соединение с применением: а) винта;
б) шпильки, гайки и шайбы.
6.7. Расчет параметров шпилечного соединения.
 Начнем работу с расчета шпилечного соединения, так как от его параметров зависит конструкция деталей поз.2 и 3. Шпилечное соединение состоит из шпильки, гайки и шайбы (рис.1).
Начнем работу с расчета шпилечного соединения, так как от его параметров зависит конструкция деталей поз.2 и 3. Шпилечное соединение состоит из шпильки, гайки и шайбы (рис.1).

 Рис.3. Шпилечное соединение
Рис.3. Шпилечное соединение
Рис.4. Конструктивное (а), упрощенное (б), с размерами (в) изображение
Расчет параметров стандартных крепежных изделий.
Ш пилька представляет собой цилиндрический стержень, имеющий с обоих концов резьбу (рис.5).
пилька представляет собой цилиндрический стержень, имеющий с обоих концов резьбу (рис.5).
Одним резьбовым концом (коротким) длиной b1 шпилька ввинчивается в резьбовое отверстие в одной из скрепляемых деталей. На второй конец с резьбой длиной b навинчивается гайка, соединяя детали. Размеры шпильки стандартизованы. По условию материал деталей поз.2 и 3 — сталь 45 ГОСТ 1050-88. Для ввинчивания в сталь предназначены шпильки, выполненные по ГОСТ 22032-76 (табл.5).
Таблица 5. Область применения шпилек.
Шероховатость поверхности резьбы, Ra
Материал деталей, в резьбовые отверстия которых ввинчивается шпилька
Сталь, бронза, латунь,
По условию шпилька имеет резьбу М12. Из-за повышенной вибрации выбираем мелкий шаг. Для шпильки М12 значение мелкого шага 1.25 мм (табл. 6).
Таблица 6. Размеры шпилек в миллиметрах ГОСТ 22032-76.
1. Размер(l) выбирается из ряда: 10; 12; 15; 18; 20; 25; 28; 30; 35; 38; 40; 45; 50; 55; 60; 65; 70; 75; 80; 85; 90; 100; 110; 120; 130…
2. Знаком «Х» отмечены шпильки с длиной гаечного конца b = l — 0,5d — 2P.
Конец шпильки длиной b1 называют ввинчиваемым резьбовым концом. Длину ввинчиваемого конца шпильки b1 выбирают, исходя из материала детали, в которую ввинчивают шпильку.
Как видно из Таблицы 5, для шпилек ГОСТ 22032-76
Рассчитаем длину шпильки (под длиной шпильки понимается длина стержня без длины ввинчиваемого резьбового конца) по формуле:
где Н — толщина присоединяемой детали, m — высота гайки, sш — толщина шайбы, К — запас резьбы, выступающей над гайкой.
Применяем шестигранные гайки (рис.6) нормальной точности по ГОСТ 5915 — 70 (табл.7).

Таблица 7. Размеры гаек в миллиметрах ГОСТ 5915-70.
Согласно ГОСТ 5915 — 70 высота гайки при d = 12 мм составляет m=10,8 мм.
Затем найдем толщину шайбы.
Согласно ГОСТ 11371 – 78 (табл.8) толщина шайбы при d =12 мм составит sш=2,5 мм.
Таблица 8. Размеры шайб в миллиметрах.

Запас резьбы, выступающей над гайкой, вычисляется по формуле
где К — запас резьбы (выступающая часть шпильки над гайкой),
Р — шаг резьбы. К = (2 . 2,5) х 1,25 = (2,5 — 3,125)мм (рис.4).
Подставив в формулу значения, получим l= H + m + sш + K = 32 + 10,8 + 2,5 + 3,125 = 48,425 (мм). Округлив полученный результат до ближайшего стандартного значения (табл.6) в большую сторону и получаем искомую длину, т.е. l = 50 мм .
Таким образом, в результате расчета для соединения заданных деталей применяются следующие стандартные крепежные изделия:
Шпилька М12 х 1,25 х 50 ГОСТ 22032 — 76
Гайка М12 х 1,25 ГОСТ 5915 – 70
Шайба 12 ГОСТ 11371 — 78.
Расчет параметров отверстий под стандартные крепежные изделия в детали поз.2 (Корпус)
Диаметр сквозных отверстий в детали поз. 2 определяется по ГОСТ 11284-75 (табл.8):
Таблица 8. Сквозные отверстия под крепежные детали по ГОСТ 11284-75.
Параметрами положения являются межцентровые расстояния: 78 мм х 48 мм
Расчет параметров отверстий под стандартные крепежные изделия в детали поз.3 (Основание)
В детали поз.3 необходимо просверлить отверстия под ввинчиваемый конец шпилек b1 (рис.5). Выбираем глубину резьбовой части, глубину отверстия и его диаметр.
-длина резьбы полного профиля определяется как
Пусть h будет 15 мм.
По табл.4 определяем требуемый диаметр отверстия d под резьбу – 10,75 мм.
По табл. 2 установим нормальный недорез h1 внутренней метрической резьбы с шагом 1,25 мм – 4 мм и затем вычислим глубину глухого отверстия
Для нарезания внутренней метрической резьбы с шагом 1,25 мм необходимая высота фаски «с», составляет 1,6 мм (табл.2). Определим диаметр зенковки отверстия (зенкование – обработка входной или выходной части отверстия с целью снятия фасок, а также образование углублений под головки болтов, винтов и заклепок).
Таким образом, в Основании необходимо спроектировать четыре глухих резьбовых отверстия под шпилечное соединение со следующими параметрами:
D (диаметр зенковки) – 14 мм;
h (длина резьбы полного профиля) – 15 мм.
ОТВЕРСТИЯ СКВОЗНЫЕ ПОД КРЕПЕЖНЫЕ ДЕТАЛИ
Взамен
ГОСТ 11284-65
Through holes for fasteners. Dimensions
Постановлением Государственного комитета стандартов Совета Министров СССР от 14 ноября 1975 г. № 3134 дата введения установлена
Издание 2006 г. с Изменением № 1, утвержденным в декабре 1981 г. (ИУС 2-82).
Ограничение срока действия снято по протоколу № 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-95)
1. Настоящий стандарт устанавливает размеры сквозных отверстий под болты, винты, шпильки и заклепки с диаметрами стержней от 1,0 до 160 мм, применяемых для соединения деталей с зазорами.
2. Размеры сквозных отверстий должны соответствовать указанным на чертеже и в таблице.
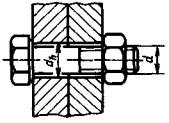
Диаметр стержня крепежных деталей d
Диаметр сквозного отверстия dh
1. 3-й ряд отверстий не допускается применять для заклепочных соединений.
2. Рекомендации по выбору рядов сквозных отверстий приведены в приложении.
3. Размеры в скобках применять не рекомендуется.
3. Предельные отклонения диаметров отверстий:
для 1-го ряда — H 12;
для 2-го ряда — Н13;
для 3-го ряда — H 14.
1 — 3. ( Измененная редакция, Изм. № 1 ).
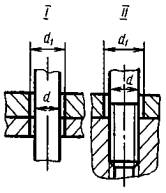
4. При необходимости следует устранить контакт кромки отверстия с радиусом под головкой крепежной детали; отверстие рекомендуется раззенковывать.
( Введен дополнительно, Изм. № 1 ).
РЕКОМЕНДАЦИИ ПО ВЫБОРУ РЯДОВ СКВОЗНЫХ ОТВЕРСТИЙ
1. При независимой обработке отверстий каждой детали соединения с расстоянием между осями наиболее удаленных отверстий менее 500 мм, для соединений, к которым предъявляются лишь требования собираемости, ряды сквозных отверстий рекомендуется выбирать по приводимой ниже таблице.
Количество и расположение отверстий
Способ образования отверстий
Рекомендуемый ряд сквозных отверстий
Любое количество отверстий и любое их расположение
Обработка отверстий по кондукторам
а — отверстия расположены в один ряд и координированы относительно оси отверстия или базовой плоскости
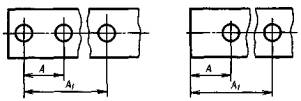
Пробивка отверстий штампами повышенной точности, литье под давлением и литье по выплавляемым моделям повышенной точности
б — отверстия (с числом до четырех) расположены в два ряда и координированы относительно их осей
Обработка отверстий по разметке, пробивка штампами обычной точности, литье нормальной точности
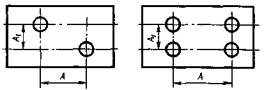
а — отверстия расположены в два и более ряда и координированы относительно осей отверстий или базовых плоскостей

б — отверстия расположены по окружности
Пробивка отверстий штампами повышенной точности, литье под давлением и литье по выплавляемым моделям повышенной точности
Обработка отверстий по разметке, пробивка штампами обычной точности, литье нормальной точности
2. Для соединений, к которым предъявляются требования собираемости и дополнительные требования обеспечения определенной степени относительного перемещения деталей, а также для соединений, к которым предъявляются лишь требования собираемости, но с расстояниями между осями наиболее удаленных отверстий в деталях 500 мм и более, допускается принимать более грубые (по сравнению с рекомендуемыми в таблице) ряды сквозных отверстий.
3. При совместной обработке отверстий в деталях соединения (для заклепочных и не разбираемых болтовых соединений) номинальный диаметр сквозного отверстия рекомендуется принимать равным наибольшему предельному размеру диаметра стержня крепежной детали. При этом отверстия должны быть раззенкованы на размер, соответствующий переходному радиусу между головкой и стержнем.


Отправить ответ