
Диаметры сверл по металлу таблица
Содержание:
- 1 Вы здесь
- 2 Оглавление
- 3 Какие есть виды сверл по металлу
- 4 Цилиндрические спиральные сверла
- 5 Корончатые сверла по металлу, диаметры и характеристики
- 6 Маркировка сверл по металлу, расшифровка обозначений
- 7 Маркировка сверл hss и din
- 8 Полезная таблица — диаметр резьбы и шаг
- 9 Диаметры сверл под метрическую (M) резьбу
- 10 Таблицы размеров сверла и отверстий под резьбу: метрические, дюймовые
- 11 Диаметр отверстия (сверла) под резьбу
Вы здесь
Оглавление
Длинные сверла по металлу используются с целью сверления сквозных, а также глухих отверстий в шпинделях, валах и деталях с большой длиной. Им характерна низкая производительность. Шлифованное длинное сверло по металлу имеет высокую устойчивость к изломам, применяется при работе с легированной и нелегированной углеродистой сталью, цветными металлами Petrometal, серым и ковким чугуном, металлокерамикой, бронзой и латунью. Изготавливаются в соответствии с ГОСТ 886-77, ГОСТ 886-77, ГОСТ 2092-77 и ГОСТ 22094-76. В ГОСТах подана информация об основных размерах устройств. Они имеют диаметр от 1 до 20 мм, общую протяженность от 56 до 254 мм. В них, в отличие от других режущих инструментов, увеличено общее и рабочее расстояние, а также увеличен угол при вершине режущих кромок. Во всех стандартных конструкциях он равен 118 градусам, а в длинных устройствах – 135. Данная особенность позволяет работать с материалами, которые гораздо тяжелее, так как снижается нагрузка на инструмент. Это ведет за собой увеличение срока использования прибора, а также увеличение интервалов между заточками.

фото:длинные сверла по металлу
Как выбрать удлиненное сверло по металлу?
Выбирая удлиненный режущий прибор, прежде всего, обратите внимание на следующие детали:
- Угол заточки режущей части. У данного устройства он должен быть 135 градусов.
- Маркировку. По ней будет понятно, из какого материала изготовлен прибор, и как его можно будет применять.
- Цвет. Выбирайте насыщенно золотые режущие инструменты, так как они обладают наиболее сильной прочностью, в них также максимально уменьшено трение.
- Материал изготовления. Он влияет на возможность устройством сверлить определенные конструкции.
Также рекомендуем вам обратить внимание на модель вашего станка, его состояние, мощность, метод получения заготовки (это может быть отливка, штамповка, вырезка), точность получаемого отверстия. Обязательно узнайте, какие допуск и шероховатость имеет сверло сверхдлинное. Также учтите глубину обрабатываемого отверстия.
Виды и технические характеристики
Удлиненную конструкцию могут иметь следующие режущие инструменты:
- Удлиненные спиральные сверла;
- Сверла удлиненные конический хвостовик спиральные;
- С цилиндрическим хвостовиком.
Сверла длинной серия с коническим хвостовиком имеют специальную часть инструмента, которая зажимается в патроне дрели или же станка.
Длина устройства подбирается зависимо от диаметра отверстия, размер сверла по металлу удлиненного не намного больше, стандартных размеров.
| Стандарт | DIN 340, ГОСТ 886-77 |
| Технология изготовления | Шлифование, вальцевание, штампование |
| Дополнительная обработка | Полирование |
| Угол при вершине | 135 градусов |
| Точность | А 1 (Н 10) или В 1 (Н12) |
| Хвостовик | Цилиндрический или конический |
| Материал изготовления | Высококачественная быстрорежущая сталь |
| Диаметр,мм | От 1 до 20 |
| Длина,мм | От 56 до 254 |
| Заточка | Возможна спиральная |
Также существуют сверхдлинные сверла по металлу, они используются для сверления глубоких отверстий в сталях, которые имеют твердость 1300 Н/мм 2 .
Основные размеры
В таблице ниже вы можете ознакомиться с основными параметрами режущих инструментов с большим размером, а именно с их диаметром и длиной. Например, сверло 5 5 длинное имеет протяженность 139 мм.
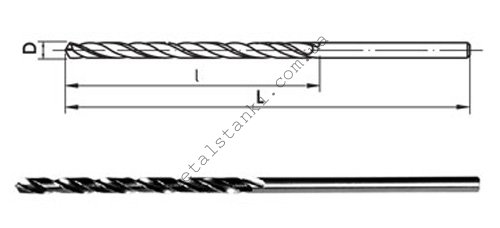
фото:размеры удлиненный сверл по металлу
| Название | Диаметр,мм | Длина,мм |
|---|---|---|
| Сверло по металлу удлиненное DIN 340 | 1,5 | 70 |
| Сверло по металлу удлиненное DIN 340 | 2 | 85 |
| Сверло по металлу удлиненное DIN 340 | 2 | 85 |
| Сверло по металлу удлиненное DIN 340 | 2,9 | 95 |
| Сверло по металлу удлиненное DIN 340 | 3 | 100 |
| Сверло по металлу удлиненное DIN 340 | 3 | 100 |
| Сверло по металлу удлиненное DIN 340 | 3,2 | 300 |
| Сверло по металлу удлиненное DIN 340 | 3,2 | 106 |
| Сверло по металлу удлиненное DIN 340 | 3,3 | 106 |
| Сверло по металлу удлиненное DIN 340 | 3,5 | 106 |
| Сверло по металлу удлиненное DIN 340 | 3,5 | 112 |
| Сверло по металлу удлиненное DIN 340 | 3,8 | 112 |
| Сверло по металлу удлиненное DIN 340 | 4 | 119 |
| Сверло по металлу удлиненное DIN 340 | 4 | 119 |
| Сверло по металлу удлиненное DIN 340 | 4 | 119 |
| Сверло по металлу удлиненное DIN 340 | 4,1 | 300 |
| Сверло по металлу удлиненное DIN 340 | 4,2 | 119 |
| Сверло по металлу удлиненное DIN 340 | 4,5 | 119 |
| Сверло по металлу удлиненное DIN 340 | 4,5 | 126 |
| Сверло по металлу удлиненное DIN 340 | 5 | 126 |
| Сверло по металлу удлиненное DIN 340 | 5 | 132 |
| Сверло по металлу удлиненное DIN 340 | 5 | 132 |
| Сверло по металлу удлиненное DIN 340 | 5,5 | 300 |
| Сверло по металлу удлиненное DIN 340 | 5,5 | 139 |
| Сверло по металлу удлиненное DIN 340 | 6 | 139 |
| Сверло по металлу удлиненное DIN 340 | 6 | 139 |
| Сверло по металлу удлиненное DIN 340 | 6 | 139 |
| Сверло по металлу удлиненное DIN 340 | 6,5 | 300 |
| Сверло по металлу удлиненное DIN 340 | 7 | 148 |
| Сверло по металлу удлиненное DIN 340 | 7 | 156 |
| Сверло по металлу удлиненное DIN 340 | 7,5 | 156 |
| Сверло по металлу удлиненное DIN 340 | 8 | 156 |
| Сверло по металлу удлиненное DIN 340 | 8 | 165 |
| Сверло по металлу удлиненное DIN 340 | 8 | 165 |
| Сверло по металлу удлиненное DIN 340 | 8,5 | 300 |
| Сверло по металлу удлиненное DIN 340 | 9 | 165 |
| Сверло по металлу удлиненное DIN 340 | 9 | 175 |
| Сверло по металлу удлиненное DIN 340 | 10 | 175 |
| Сверло по металлу удлиненное DIN 340 | 10 | 184 |
| Сверло по металлу удлиненное DIN 340 | 10 | 300 |
| Сверло по металлу удлиненное DIN 340 | 11 | 195 |
| Сверло по металлу удлиненное DIN 340 | 12 | 205 |
| Сверло по металлу удлиненное DIN 340 | 12 | 300 |
Производители
Сверло спиральное удлиненное производится в трех странах:
Самые лучшие устройства производятся в Германии компанией Heller, они имеют наибольшую прочность и срок службы.
Как выбрать сверло по металлу:Видео
- Угол заточки режущей части. У данного устройства он должен быть 135 градусов.
- Маркировку. По ней будет понятно, из какого материала изготовлен прибор, и как его можно будет применять.
- Цвет. Выбирайте насыщенно золотые режущие инструменты, так как они обладают наиболее сильной прочностью, в них также максимально уменьшено трение.
- Материал изготовления. Он влияет на возможность устройством сверлить определенные конструкции.
Также рекомендуем вам обратить внимание на модель вашего станка, его состояние, мощность, метод получения заготовки (это может быть отливка, штамповка, вырезка), точность получаемого отверстия. Обязательно узнайте, какие допуск и шероховатость имеет сверло сверхдлинное. Также учтите глубину обрабатываемого отверстия.
Виды и технические характеристики
Удлиненную конструкцию могут иметь следующие режущие инструменты:
- Удлиненные спиральные сверла;
- Сверла удлиненные конический хвостовик спиральные;
- С цилиндрическим хвостовиком.
Сверла длинной серия с коническим хвостовиком имеют специальную часть инструмента, которая зажимается в патроне дрели или же станка.
Длина устройства подбирается зависимо от диаметра отверстия, размер сверла по металлу удлиненного не намного больше, стандартных размеров.
| Стандарт | DIN 340, ГОСТ 886-77 |
| Технология изготовления | Шлифование, вальцевание, штампование |
| Дополнительная обработка | Полирование |
| Угол при вершине | 135 градусов |
| Точность | А 1 (Н 10) или В 1 (Н12) |
| Хвостовик | Цилиндрический или конический |
| Материал изготовления | Высококачественная быстрорежущая сталь |
| Диаметр,мм | От 1 до 20 |
| Длина,мм | От 56 до 254 |
| Заточка | Возможна спиральная |
Также существуют сверхдлинные сверла по металлу, они используются для сверления глубоких отверстий в сталях, которые имеют твердость 1300 Н/мм 2 .
Основные размеры
В таблице ниже вы можете ознакомиться с основными параметрами режущих инструментов с большим размером, а именно с их диаметром и длиной. Например, сверло 5 5 длинное имеет протяженность 139 мм.
фото:размеры удлиненный сверл по металлу
| Название | Диаметр,мм | Длина,мм |
|---|---|---|
| Сверло по металлу удлиненное DIN 340 | 1,5 | 70 |
| Сверло по металлу удлиненное DIN 340 | 2 | 85 |
| Сверло по металлу удлиненное DIN 340 | 2 | 85 |
| Сверло по металлу удлиненное DIN 340 | 2,9 | 95 |
| Сверло по металлу удлиненное DIN 340 | 3 | 100 |
| Сверло по металлу удлиненное DIN 340 | 3 | 100 |
| Сверло по металлу удлиненное DIN 340 | 3,2 | 300 |
| Сверло по металлу удлиненное DIN 340 | 3,2 | 106 |
| Сверло по металлу удлиненное DIN 340 | 3,3 | 106 |
| Сверло по металлу удлиненное DIN 340 | 3,5 | 106 |
| Сверло по металлу удлиненное DIN 340 | 3,5 | 112 |
| Сверло по металлу удлиненное DIN 340 | 3,8 | 112 |
| Сверло по металлу удлиненное DIN 340 | 4 | 119 |
| Сверло по металлу удлиненное DIN 340 | 4 | 119 |
| Сверло по металлу удлиненное DIN 340 | 4 | 119 |
| Сверло по металлу удлиненное DIN 340 | 4,1 | 300 |
| Сверло по металлу удлиненное DIN 340 | 4,2 | 119 |
| Сверло по металлу удлиненное DIN 340 | 4,5 | 119 |
| Сверло по металлу удлиненное DIN 340 | 4,5 | 126 |
| Сверло по металлу удлиненное DIN 340 | 5 | 126 |
| Сверло по металлу удлиненное DIN 340 | 5 | 132 |
| Сверло по металлу удлиненное DIN 340 | 5 | 132 |
| Сверло по металлу удлиненное DIN 340 | 5,5 | 300 |
| Сверло по металлу удлиненное DIN 340 | 5,5 | 139 |
| Сверло по металлу удлиненное DIN 340 | 6 | 139 |
| Сверло по металлу удлиненное DIN 340 | 6 | 139 |
| Сверло по металлу удлиненное DIN 340 | 6 | 139 |
| Сверло по металлу удлиненное DIN 340 | 6,5 | 300 |
| Сверло по металлу удлиненное DIN 340 | 7 | 148 |
| Сверло по металлу удлиненное DIN 340 | 7 | 156 |
| Сверло по металлу удлиненное DIN 340 | 7,5 | 156 |
| Сверло по металлу удлиненное DIN 340 | 8 | 156 |
| Сверло по металлу удлиненное DIN 340 | 8 | 165 |
| Сверло по металлу удлиненное DIN 340 | 8 | 165 |
| Сверло по металлу удлиненное DIN 340 | 8,5 | 300 |
| Сверло по металлу удлиненное DIN 340 | 9 | 165 |
| Сверло по металлу удлиненное DIN 340 | 9 | 175 |
| Сверло по металлу удлиненное DIN 340 | 10 | 175 |
| Сверло по металлу удлиненное DIN 340 | 10 | 184 |
| Сверло по металлу удлиненное DIN 340 | 10 | 300 |
| Сверло по металлу удлиненное DIN 340 | 11 | 195 |
| Сверло по металлу удлиненное DIN 340 | 12 | 205 |
| Сверло по металлу удлиненное DIN 340 | 12 | 300 |
Производители
Сверло спиральное удлиненное производится в трех странах:
Самые лучшие устройства производятся в Германии компанией Heller, они имеют наибольшую прочность и срок службы.
Такой вид инструмента как сверло по металлу можно встретить у любого домашнего мастера, при этом обязательно иметь набор сверл различного размера чтобы иметь возможность делать отверстия нужного диаметра.
Какие есть виды сверл по металлу
Мастерские, обрабатывающие металл на профессиональном уровне имеют в своем инвентаре несколько видов этого инструмента, отличающегося по виду, длине и диаметру. Кроме этого они различаются по:
- виду хвостовиков – элемент, с помощью которого инструмент фиксируется в оборудовании,
- виду режущей части – рабочая поверхность, которая выполняет резку металла,
- виду рабочей поверхности – часть сверла, отвечающая за удаление стружки зоны обработки.
Цилиндрические спиральные сверла
Это самый распространенный вид этого инструмента, который можно встретить в инвентаре каждого мастера. Может применяться во всех видах оборудования и инструмента для сверления. Изготавливают их, согласно ГОСТ 885-77, из инструментальной стали таких марок как HSS, Р6М5 и Р18 что обеспечивает им надежность и долговечность.
Однако в последние годы все чаще на прилавках магазинов можно встретить сверли из других, более мягких марок стали, соответственно срок службы такого инструмента значительно ниже. О том как правильно выбрать сверло, на что смотреть при выборе, читайте здесь.
Данный вид сверл имеет диаметр 1-16 мм, но в некоторых случаях до 80 мм (как правило их изготавливают по спец заказу для мастерских и цехов) и предназначен для выполнения практически всех видов работ по сверлению металла.
Диаметры сверл по металлу этого типа
В таблице приведены стандартные размеры сверл этого типа для металлообработки. В ней указаны все варианты диаметра, длины и длины рабочей части.
| Диаметр | 1 мм | 1.6 мм | 2.2 мм | 3 мм | 5 мм | 7 мм | 8 мм | 9 мм | 11 мм | 12 мм | 13 мм | 16 мм |
| Длинна | 56 мм | 76 мм | 95 мм | 100 мм | 132 мм | 148 мм | 156 мм | 165 мм | 175 мм | 195 мм | 205 мм | |
| Длина рабочей части | 33 мм | 45 мм | 59 мм | 69 мм | 82 мм | 109 мм | 115 мм | 121 мм | 128 мм |
Другие варианты размеров встречаются редко, как правило их изготавливают в небольшом количестве или по заказу металлообрабатывающих предприятий.
Конические сверла по металлу, их размеры и характеристики
Этот тип инструмента имеет канонический хвостовик, которые применяется в станках и некоторых видах профессионального инструмента для сверления и предназначен для сверления отверстий большого диаметра. Поэтому он крайне редко может быть и арсенале домашнего мастера.
Какого диаметра бывают конические сверла. Диаметр этого типа сверл может быть 6–30 мм и иметь повышенную либо нормальную точность. Для промышленных станков этот инструмент может иметь диаметр до 75 мм. Ниже приведена полная таблица со всеми размерами.

Корончатые сверла по металлу, диаметры и характеристики
 Этот вид инструмента еще называют фрезами так как он внешне совершенно не похож на классическое сверло по металлу. Благодаря такому оборудованию можно получить отверстия большого размера – диаметр которого может быть 12–150 мм, но относительно небольшая глубина 5–50 мм. Это обусловлено строением самого инструмента
Этот вид инструмента еще называют фрезами так как он внешне совершенно не похож на классическое сверло по металлу. Благодаря такому оборудованию можно получить отверстия большого размера – диаметр которого может быть 12–150 мм, но относительно небольшая глубина 5–50 мм. Это обусловлено строением самого инструмента
Изготовлено оборудование из быстрорежущей стали. Некоторые сверла имеют напайки из стали повышенной прочности, что значительно ускоряет процесс обработки, в 4–12 раз меньше, чем при применении обычных сверл.
Маркировка сверл по металлу, расшифровка обозначений
 На всех сверлах по металлу, согласно требованиям ГОСТ, должна присутствовать маркировка, по которой можно понять марку стали из которой изготовлен данное оборудование.
На всех сверлах по металлу, согласно требованиям ГОСТ, должна присутствовать маркировка, по которой можно понять марку стали из которой изготовлен данное оборудование.
Если же такой маркировки нет, вероятнее всего данное сверло соответствует требованиям качества и применять его в профессиональной металлообработке не рекомендуется. Однако для домашнего мастера оно может быть отличным вариантом так как стоит дешевле.
Давайте разберемся в маркировке, которую можно увидеть на самом сверле, она состоит из букв и цифр, например Р 9, Р18, р6м5, Р9К15. Буква Р здесь означает что данный инструмент изготовлен из быстрорежущей стали. Далее идет цифра, обозначающая количество вольфрама в стали. Далее идет обозначение легирующего вещества в сплаве, пример:
- К6 – в сплаве присутствует шесть частей кобальта.
- М4 – присутствует четыре части молибдена.
- Ф3 – три части ванадия.
Эти элементы увеличивают прочность, теплостойкость и другие характеристики.
Маркировка, которая идет в сопровождающих документах (упаковке) к оборудованию. Обозначение точности оборудования:
А1 – повышенная точность.
В1 – нормальная точность.
Пример 2300-7055 А1 ГОСТ 885-77, где 2300 это эксплуатационно-конструктивные характеристики, 7055 – порядковый номер изготовления (серия), А1 – повышенная точность инструмента, ГОСТ 885-77 – инструмент соответствует требованиям стандартов 886-77.
Маркировка сверл hss и din
 HSS. Эта маркировка используется на инструмента зарубежного производства, применяемого в профессиональной металлообработке и способного обрабатывать материал с прочностью до 1100Н/мм2. После аббревиатуры идут дополнительные буквы, обозначающие какой металл еще добавлен в сплав, примеры:
HSS. Эта маркировка используется на инструмента зарубежного производства, применяемого в профессиональной металлообработке и способного обрабатывать материал с прочностью до 1100Н/мм2. После аббревиатуры идут дополнительные буквы, обозначающие какой металл еще добавлен в сплав, примеры:
- HSS-G TiN (добавление нитрида титана),
- HSS-G TiAlN (с напылением титан-алюминий-нитрида),
- HSS-Co (добавление кобальта),
- HSS-E (добавление кобальта),
- HSS-G (добавление металла P4M3 – молибден),
- HSS-R (добавление металла P2M1 – молибден),
- HSS-E VAP (оборудование для обработки нержавеющей стали).
DIN. Сверла с этой маркировкой предназначены для обработки металла с мягкой и средней стружкой. Являются многоцелевыми и чаще используются домашними мастерами нежели профессиональными мастерскими.

Центровочное сверло относится к разряду профиссионального многофункционального инструмента комбинированного типа. Другими словами оно имеет несколько различных рабочих частей, с помощью .

Такие сверла как конусное и ступенчатое очень часто путают между собой не только мастера (не берем во внимание профессионалов в .

Сверление металлов это технологический процесс, направленный на получение отверстий различного диаметра в металлических листах и заготовках с использованием специального вращающегося .

Кольцевыми сверлами называют режущие инструменты корончатого типа, применяемые для качественного сверления отверстий больших диаметров. Конструктивно они представляют собой полый цилиндр, .
Полезная таблица — диаметр резьбы и шаг
Многие из вас сталкивались с нарезанием внутренней резьбы с помощью метчика и у многих возникал вопрос — какого диаметра должно быть сверло под резьбу, к примеру М8 или М10. Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался. Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
На самом деле все просто, как вы знаете, параметров резьбы всего 2: это диаметр и шаг. Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая.
Диаметры сверл под метрическую (M) резьбу
А бывает еще трубная(читать про трубные плашки). Ну а в этой статье мы разберем все нюансы нарезания метрической резьбы и конечно же узнаем, как вычислить диаметр сверла под резьбу.
Значит, как я уже говорил, в основу расчетов берем диаметр и шаг. Просто вычитаем из диаметра шаг резьбы и полученная цифра будет диаметром требуемого сверла. Давайте посчитаем диаметр сверла под резьбу М8(стандартная).
8 минус 1.25(стандартный шаг) получаем 6.75 мм — именно такое сверло нужно, чтобы нарезать резьбу М8. А например, резьба 8*1 — сверло получится диаметром 7 мм.
Надеюсь, все понятно. Также предоставлю вам нужную табличку стандартных резьб(то есть вы сможете узнать, какой шаг стандартный у определенного диаметра) и диаметр сверл для них.
Таблица стандартной резьбы и диаметр сверла для них.
| диаметр резьбы | шаг резьбы | сверло под резьбу |
| М2 | 0.45 | 1.5 мм |
| М3 | 0.5 | 2.5 мм |
| М4 | 0.7 | 3.3 мм |
| М5 | 0.8 | 4.2 мм |
| М6 | 1 | 5 мм |
| М7 | 1 | 6 мм |
| М8 | 1.25 | 6.7-6.8 |
| М9 | 1.25 | 7.7-7.8 |
| М10 | 1.5 | 8.5 |
| М11 | 1.5 | 9.5 |
| М12 | 1.75 | 10.2-10.3 |
| М14 | 2 | 12 мм |
| М16 | 2 | 14 мм |
| М18 | 2.5 | 15.5 |
| М20 | 2.5 | 17.5 |
| М22 | 2.5 | 19.5 |
| М24 | 3 | 21 |
| М27 | 3 | 24 мм |
| М30 | 3.5 | 26.5 |
| М33 | 3.5 | 29.5 |
| М36 | 4 | 32 мм |
Помимо стандартной резьбы встречаются шаги 0.75(для мелких резьб до М10), 1 мм, 1.25 мм, 2 мм(у крупных метчиков и плашек).
Надеюсь, данная статья помогла вам самостоятельно рассчитать требуемый диаметр сверла под нарезаемую резьбу.
Кстати, резьбу нарезайте не «на сухую», а подливайте машинного или бытового масла. Это снизит нагрузку на метчик-плашку, да и резать так гораздо легче.
Еще статьи по теме:
Таблицы размеров сверла и отверстий под резьбу: метрические, дюймовые
Диаметр отверстия (сверла) под резьбу
Для резьбовых соединений чаще всего применяют метрическую резьбу. Кроме метрической резьбы существует еще довольно много различных видов резьба, на них мы останавливаться не будем.
Внутреннюю резьбу нарезают с помощью метчиков. Метчик — металлорежущий инструмент для нарезания внутренней резьбы в предварительно просверленных отверстиях. Бывают ручные и станочные метчики. При нарезании глубокой резьбы обычно применяют комплект из двух или трех метчиков: первый метчик – предварительный нарезает черновую резьбу, второй нарезает полноценную резьбу и в случае наличия третьего мечика происходит калибровка резьбы.
Большое значение имеет правильный подбор диаметров отверстия под резьбу. Если диаметр отверстия больше, чем следует, то внутренняя резьба не будет иметь полного профиля – соединение будет непрочное. При диаметре меньше необходимого вход метчика в него затруднителен, это приводит к срыву первых витков резьбы или в худшем случае к заклиниванию и поломке метчика.
В первом столбце нижеследующей таблицы представлены метрические резьбы от М2 до М48. Во втором столбце представлен крупный шаг, применяемый для каждой метрической резьбы. При нарезании резьбы по возможности следует придерживаться именно этих значений шага. В третьей колонке указаны диаметры отверстия (сверла) под метрическую резьбу с крупным шагом. В некоторых исключительных случаях необходимо применение более мелкого шага диаметры отверстий под мелкий шаг представлены в последующих столбцах таблицы.
Таблица отверстий под метрическую резьбу
| Диаметр резьбы | Шаг (стандартный) | Диаметр отверстия (сверла) | Шаг | Отверстие | Шаг | Отверстие |
| М2 | 0,4 | 1,6 | 0,25 | 1,75 | ||
| М3 | 0,5 | 2,5 | 0,35 | 2,65 | ||
| М4 | 0,7 | 3,3 | 0,5 | 3,5 | ||
| М5 | 0,8 | 4,2 | 0,5 | 4,5 | ||
| М6 | 1,0 | 5,0 | 0,75 | 5,2 | 0,5 | 5,5 |
| М7 | 1,0 | 6,0 | 0,75 | 6,2 | 0,5 | 6,5 |
| М8 | 1,25 | 6,7 | 1,0 | 7,0 | 0,75 | 7,2 |
| М9 | 1,25 | 7,7 | 1,0 | 8,0 | 0,75 | 8,2 |
| М10 | 1,5 | 8,5 | 1,25 | 8,7 | 1,0 | 9,0 |
| М11 | 1,5 | 9,5 | 1,0 | 10,0 | 0,75 | 10,2 |
| М12 | 1,75 | 10,2 | 1,5 | 10,5 | 1,25 | 10,7 |
| М14 | 2,0 | 12,0 | 1,5 | 12,5 | 1,25 | 12,6 |
| М16 | 2,0 | 14,0 | 1,5 | 14,5 | 1,0 | 15,0 |
| М18 | 2,5 | 15,4 | 2,0 | 16,0 | 1,5 | 16,5 |
| М20 | 2,5 | 17,4 | 2,0 | 18,0 | 1,5 | 18,5 |
| М22 | 2,5 | 19,4 | 2,0 | 20,0 | 1,5 | 20,5 |
| М24 | 3,0 | 20,9 | 2,0 | 22,0 | 1,5 | 22,5 |
| М27 | 3,0 | 23,9 | 2,0 | 25,0 | 1,5 | 25,5 |
| М30 | 3,5 | 26,4 | 3,0 | 26,9 | 2,0 | 28,0 |
| М33 | 3,5 | 29,4 | 3,0 | 29,9 | 2,0 | 31,0 |
| М36 | 4,0 | 31,9 | 3,0 | 32,9 | 2,0 | 34,0 |
| М39 | 4,0 | 34,9 | 3,0 | 35,9 | 2,0 | 37,0 |
| М42 | 4,5 | 37,4 | 4,0 | 37,9 | 3,0 | 38,9 |
| М45 | 4,5 | 40,4 | 4,0 | 40,9 | 3,0 | 41,9 |
| М48 | 5,0 | 42,8 | 4,0 | 43,9 | 3,0 | 44,9 |
ГОСТ 19257-73 — Отверстия под нарезание метрической резьбы.


Отправить ответ