
Для чего нужна планшайба
Содержание:
Обработка дерева и металла
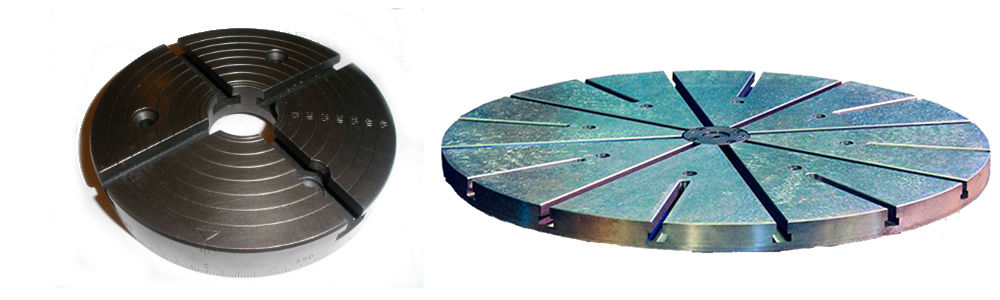
Установка на планшайбе. Заготовку сложной формы закрепляют непосредственно на планшайбе (корпусе) четырехкулачкового патрона или на специальной планшайбе — чугунном диске с Т-образными радиальными пазами. Если торец планшайбы после установки на шпиндель «бьет», то для обеспечения перпендикулярности торца планшайбы к оси шпинделя с торца снимают тонкую стружку. Заготовку крепят к планшайбе следующими способами:
— непосредственно болтами через сквозные пазы планшайбы (если в заготовке имеются отверстия);
— прихватами с Г-образной головкой («костылями»). Костыли изготовляют ковкой (гнутые из пруткового материала или сварные костыли не допускаются). Зажим заготовки осуществляют затягиванием гаек с обратной стороны планшайбы;
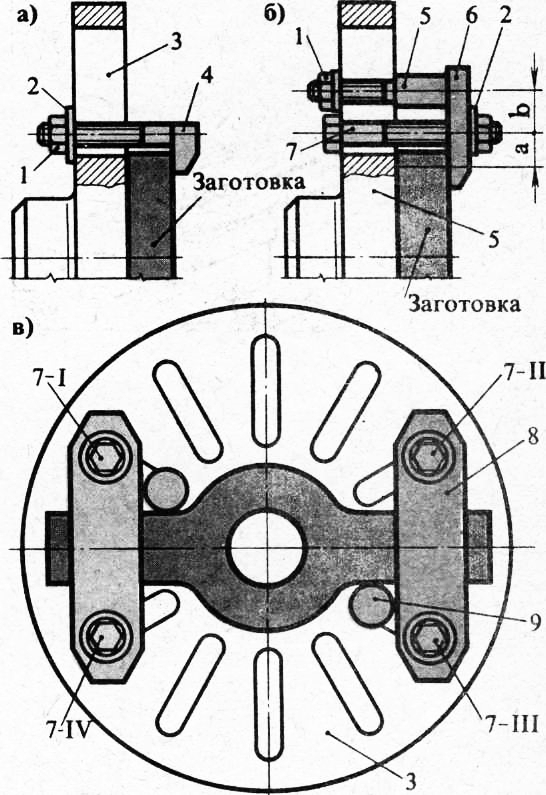
— планками-прихватами. Один конец планки-прихвата б опирается на головку специально завинченного болта (или на привинченную опору), а второй конец прижимает заготовку при навинчивании гайки на винт. Планка-прихват работает по закону рычага, сила прижима определяется по формуле (Н):
— т. е. чем ближе прижимной винт расположен к заготовке, тем больше сила прижима;
— планками через заготовку. При соответствующей форме заготовку закрепляют на планшейбе планками, которые прижимаются двумя винтами.
Возможно сочетание различных способов крепления: кулачками и прихватами, кулачками и планками через заготовку, прихватами и планками и др.
Заготовку закрепляют вначале предварительным затягиванием гаек «крест-накрест», а затем окончательным. Чрезмерное затягивание- гаек не допускается. После закрепления и обработки первой заготовки на планшайбе устанавливают упоры, соприкасающиеся в нескольких точках с поверхностью заготовки. По этим упорам фиксируется положение последующих заготовок партии, что сокращает время выверки и закрепления.
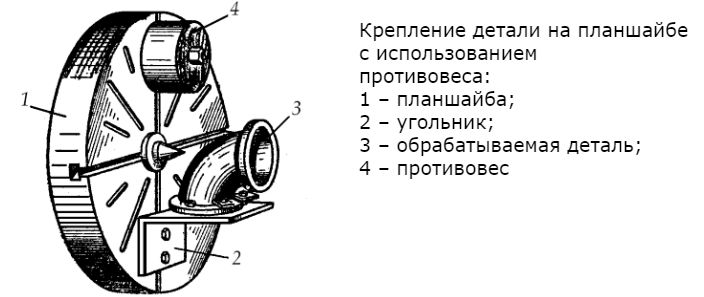
Важным условием обработки заготовки на планшайбе является уравновешивание ее противовесом, который собирается из чугунных шайб одинакового диаметра, но различных по массе, и закрепляется болтом в пазу планшайбы против неуравновешенной массы заготовки. Подбор массы противовеса проверяют балансировкой непосредственно на станке. Балансировка производится следующим образом. После закрепления заготовки и противовеса шпиндель отключают от механизма коробки скоростей, при этом шпиндель получает свободное вращение. Затем резко провертывают планшайбу вручную и следят, в каком положении и насколько быстро планшайба остановится. Если планшайба остановилась заготовкой вниз, то добавляют груз противовеса, а если нижнее положение занял противовес, то груз уменьшают. Уравновешивание достигнуто, если после провертывания планшайбы она не останавливается мгновенно, причем остановка происходит в любом положении, независимо от расположения заготовки и противовеса.
Работу на планшайбе ведут с соблюдением предосторожности, чтобы рука не попала в зону крепления заготовки. Кроме того, периодически проверяют, надежно ли закреплены планшайба, заготовка и противовес. Установка на угольнике. Заготовки корпусов подшипников, кронштейнов, патрубков и подобных деталей обрабатывают закрепленными на угольнике (рис. 256). Угольники бывают литые или сварные, рабочие плоскости их взаимно перпендикулярны. Угольник крепят болтами к планшайбе, а заготовку на угольнике (болтами через отверстия в заготовке, костыля-им или прихватами). Угольник и заготовку уравновешивают противовесом, как описано выше. Положение заготовки выверяют рейсмасом.
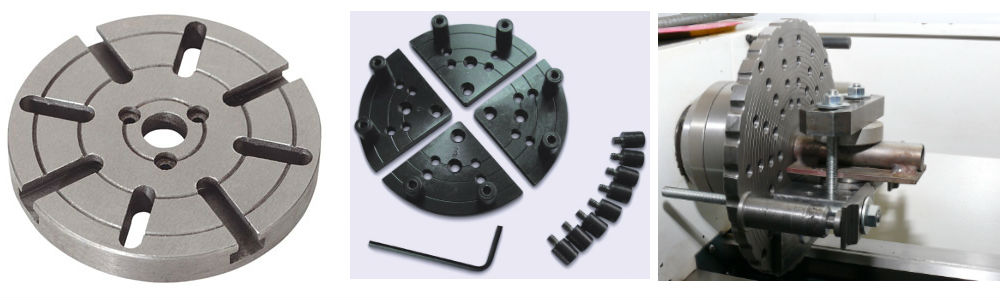
На рис. 257 показан регулируемый угольник. Положение заготовки относительно оси шпинделя может регулироваться при помощи горизонтального и вертикального винтов. Установка в приспособлениях на базе комплекта УС П. На машиностроительных предприятиях мелкосерийного и индивидуального производств собирают станочные приспособления из деталей стандартного комплекта. Это так называемые универсально-сборные приспособления ( УСП ). Комплект состоит из плит, планшайб, угольников, упоров, планок, прихватов, винтов, гаек и других деталей, изготовленных с высокой точностью. Из этих деталей быстро создают необходимые приспособления. После обработки партии заготовок приспособление разбирают и из освободившихся деталей собирают другое приспособление. УСП собирают на специальных участках.
На базе комплекта УСП собирают различные токарные приспособления для крепления заготовок сложной формы. На рис. 2 показано приспособление, собранное на планшайбе из стандартной круглой плиты, угольника, поворотной плиты, двух прихватов. На этом приспособлении можно обрабатывать заготовку с двух сторон.
Любые токарные работы выполняются на различного рода станках. Прежде чем приступить к обработке той или иной заготовки, нужно ее надежно зафиксировать, чтобы обеспечить безопасность при проведении операций точения.
Для чего нужна планшайба?
Закрепить деталь можно несколькими способами, например, в обычном патроне или с применением специальной планшайбы, купить которую можно в специализированном магазине. При этом обрабатываемый элемент может располагаться в любом положении в зависимости от типа агрегата. Например, токарно-карусельный станок имеет фиксатор, который крепится на горизонтальном столе.
Планшайба для токарного станка представляет собой стальной или чугунный диск, служащий для закрепления заготовки на том или ином аппарате. В его центре располагается отверстие для установки на шпиндель. При этом изделия, подвергаемые различным видам обработки, фиксируются при помощи специальных накладок, прихватов, болтов или так называемых уголков.
Планшайбы на станках зачастую применяются при точении деталей больших размеров, а также имеющих сложную форму. Для крепления изделий неправильной конфигурации в ряде случаев шайбы оснащаются четырьмя или даже шестью Т-образными канавками и имеют дополнительные сквозные отверстия. Иногда в качестве этого элемента используют простые патроны.
Сложность установки и центровки относительно шпиндельной оси является главным минусом использования на станках планшайб. Тем не менее при обработке многих деталей они необходимы.
Обзор популярных типов планшайб
На современном рынке представлены детали различных типов. Из наиболее часто применяющихся в производстве можно выделить группы:
- гладкие;
- шайбы, оснащенные поводком;
- с простыми резьбовыми отверстиями;
- с пазами, круговыми или радиальными отверстиями.
Независимо от типа ко всем изделиям из стали применяются требования ГОСТ 4082-69. Чугунные более предпочтительны, поскольку имеют сравнительно низкие цены и не очень чувствительны к скачкам температур.
Чаще всего на производстве крепление заготовки в токарный станок осуществляется либо в патрон, либо в планшайбу гладкого типа. Последняя используется при точении детали в форме ступенчатого или простого кольца. При этом выполняется центровка посредством размещенного на фланце опоясывающего конструктивного элемента.
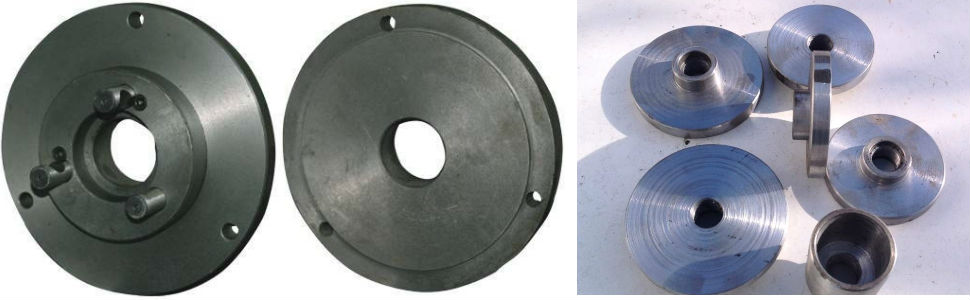
Надежная фиксация в станке и неподвижность самой детали обеспечивается через зажим в центре или при помощи прихватов. Как правило, они выполнены очень просто и состоят из пары шайб, гайки и винта, позволяющих закрепить заготовку без особого труда.
В том случае, если устанавливаемую в токарный станок заготовку нужно зафиксировать стойками или уголками, но кроме гладкой планшайбы ничего нет, то после центровки эти элементы монтируются прямо на ней.
Чтобы шпиндель работал долго и безотказно, очень важно каждый раз проводить качественное центрирование шайбы.
Планшайбы с поводком
Поводковые или, как их еще называют, зубчатые изделия имеют ряд важных конструктивных особенностей. В их корпусе имеются два параллельно расположенных профильных паза Т-образной формы. В одном из них находится поводок, а в другом фиксирующие зажимные элементы.
В самих зажимах, настраиваемых специально предусмотренными винтами, тоже имеются соответствующие углубления, в которых размещаются кулачки. С помощью последних непосредственно осуществляется фиксация детали перед обработкой на станке. Они двигаются в пазах свободно, благодаря чему их можно регулировать на поверхности самой заготовки.

С применением данного типа планшайб станок также настраивается очень легко. Сначала строго по центру осуществляется установка заготовки. Затем каждый из зажимных элементов, находящихся с разных сторон, плотно притягивается к ней. Для этого поочередно закручиваются все винты. Кулачки при этом располагаются на поверхности детали с целью лучше осуществить ее захват.
Помимо всего вышеперечисленного, надежность крепления заготовки дополнительно обеспечивают находящиеся на зажимах пазы Т-образной формы. Благодаря такой конструкции удается производить обработку на станке даже сложных изделий, состоящих из нескольких ступеней.
Планшайбы с резьбовыми отверстиями
Данный тип шайб отличается от остальных наличием в центре специального отверстия под резьбовое соединение ее непосредственно на шпиндель станка. Крепление осуществляется без использования фланца.

На таких деталях, как правило, есть три отверстия, в которые вкручиваются специальные кулачки или прихваты, служащие для фиксации форм небольших размеров.
В некоторых случаях шайбы насаживаются на самодельные втулки с резьбой, которые фиксируются на валу станка посредством сварки. Такого рода доработка применяется работниками предприятий для того, чтобы обеспечить более надежное крепление. В идеале же лучше сразу купить планшайбу с заранее конструктивно предусмотренной в них резьбой.
Планшайбы с круговыми или радиальными пазами
Планшайбы, оснащенные пазами, отличаются следующим:
- могут выполняться с резьбой или без нее;
- сквозные пазы с нарезанной в них резьбой объединяются в группы, разделенные друг от друга специальными канавками.
Число резьбовых углублений может варьироваться. При этом в отдельных группах некоторых планшайб имеется различное их количество. К примеру, в одной их может быть шесть, а в другой всего три. При этом пазы не всегда выполняются сквозными, а часть из них может находиться непосредственно в канавках.
Главным их функциональным назначением является фиксация нестандартных заготовок посредством винтов. С тыльной стороны станка при этом в ряде случаев закрепляются ребра жесткости. Их монтируют для повышения воздействия на заготовку ввиду того, что планшайбы изначально таковых не имеют, а их прочности способствует лишь увеличение веса.
Кроме того, к элементам из чугуна при их производстве предъявляются требования, чтобы их минимальная толщина составляла не меньше 0,5 см.
Приобрести патроны, планшайбы и комплектующие на станок можно как в специализированном магазине, так и оформив заказ через интернет. Ориентировочная цена на некоторые из них приведена в таблице.
| Наименование изделия | Стоимость, рубли |
| Планшайба на токарно-винторезный станок GHB-1330; 1340A; GH-1440W Jet | 30000 |
| Планшайба 160 мм для токарного станка BD-7 Jet | 2500 |
| Планшайба M712 (160 мм) MetalMaster | 2150 |
| Комплект патрон с планшайбой 76.2 мм SC3-M33 | 14000 |
| Планшайба Record Power диаметром 126 мм | 3400 |
| Планшайба для четырехкулачкового патрона Optimum PRO | 2650 |
| Фланец патрона для монтажа планшайб 500000033 /034 на 50000026 | 2200 |
| Комплект прихватов М8 для 50000910 | 1800 |
Высота рабочей зоны. Сделайте прочный рабочий стол или верстак, чтобы установить настольный токарный станок с удобной именно для вас высотой рабочей зоны. Удобная для одного мастера, высота расположения станка, может не подойти для другого токаря. В качестве прикидочного размера: ось заготовки располагается на высоте локтя.
Правильная поза и положение резца в руках. При межцентровом креплении заготовки встаньте лицом к станку, немного расставив ноги для уверенной стойки. Не становитесь слишком далеко, так, чтобы приходилось подаваться вперед, это утомляет и может привести к частичной потере контроля над инструментом.
Держите инструмент так, чтобы его ручка составляла одну линию с предплечьем, а рука прижата к боку. Другой рукой держите полотно для перемещения его в сторону по упору. При грубой первоначальной обработке кисть положите на полотно сверху, охватив его пальцами снизу; для более тонкой работы используйте хват снизу, с большим пальцем наверху полотна. При любом хвате прижимайте предплечье и локоть к боку туловища.


Перемещение тела при работе инструментом. При обработке базового или исходного цилиндра надо постоянно передвигать инструмент параллельно заготовке. Если перемещать только кисти и предплечья, резец будет "стремиться" двигаться по дуге. Правильный способ заключается в перемещении всего корпуса в направлении резания точным и плавным движением. Старайтесь не перенапрягать мышцы и не сжимать ручку слишком сильно. Ведя резец влево, поворачивайте плечи, вращая корпус от пояса по мере того, как перемещаетесь в сторону резания. Постепенно переносите вес тела на левую ногу, слегка сгибая её для удержания равновесия по мере выпрямления правой ноги.
Работа токарным инструментом
Установите упор так, чтобы он располагался на расстоянии 6-12 мм от заготовки на одном уровне с её центральной осью. Рукой проверните деталь для проверки зазора. Включите токарный станок и положите полотно резца на упор, пока не касаясь им заготовки. Если коснуться инструментом вращающейся заготовки без необходимой опоры, то полотно будет с силой брошено на упор, что практически наверняка повредит заготовку или инструмент и может привести к травме. Держите инструмент под углом, положив кромку заточки на древесину, затем медленно поднимайте рукоятку, чтобы начать процесс резания. Поднимая и опуская рукоятку инструмента, можно очень точно и четко регулировать глубину резания. При перемещении инструмента вправо или влево при точении цилиндра поворачивайте весь инструмент, облегчая резку. Одновременно вращайте полотно в направлении бокового движения, чтобы заготовка не захватила режущую кромку. Если инструмент режет правильно, получается тонкая стружка и гладкая поверхность, требующая минимального шлифования.
Обработка заготовки при межцентровом креплении
Подготовка и установка болванки. Сначала заготовьте аккуратную болванку квадратного сечения и найдите её центр, проведя диагонали торцов из каждого угла на обоих концах заготовки. Циркулем нанесите разметку диаметра готовой детали, затем наметьте центры керном или шилом. Воспользуйтесь ножовкой, чтобы выпилить узкие пропилы по двум диагоналям на одном торце под зубцы центра передней бабки.
Опытный токарь по дереву может установить такую квадратную болванку в центре станка и снять углы полукруглым резцом. Но новичку будет проще сострогать ребра так, чтобы получилась восьмигранная заготовка.
Подбейте ведущий центр токарного станка в пропиленный торец заготовки, затем вставьте конический хвостовик ведущего центра в соответствующее место передней бабки. Подгоните заднюю бабку к заготовке, поместив кончик центра задней бабки в центральное отверстие, накерненное или наколотое в торце. Зафиксируйте заднюю бабку зажимом на балке станка, затем штурвалом подайте центр глубже в материал заготовки и застопорите штурвал. Установите упор в соответствии с диаметром заготовки и проверьте зазор, вращая её рукой. Поставьте передачу с малой скоростью и проверьте все элементы крепления перед включением станка. После работы станка в течение нескольких минут выключите его и ещё поверните штурвал, чтобы дополнительно закрепить центр задней бабки в заготовке.
Обтачивание болванки до цилиндрической формы. Начиная с одного конца болванки, с помощью полукруглого резца с прямой кромкой убирайте углы заготовки. Сначала режьте очень осторожно и легко, плавно передвигая резец по инструментальному упору. При необходимости выключите станок, сдвиньте упор и снимайте материал до того же диаметра с другого конца болванки. Повторяйте процесс, пока не уберутся все "плоскости" и не образуется ровная цилиндрическая поверхность одного диаметра по всей длине заготовки.
Выравнивание с помощью плоского резца. Перед дальнейшей обработкой выключите станок, переустановите упор в соответствии с уменьшившимся диаметром заготовки и примерьтесь, чтобы правильно держать косой плоский резец. Положив полотно на упор, а скос заточки на заготовку, слегка приподнимите угол "длинной" стороны полотна от заготовки и склоните инструмент в сторону резания. Для резки пользуйтесь частью режущей кромки где-то от её середины до низа. При работающем станке начинайте с одного края заготовки легким нажимом, пока не пойдет стружка, затем плавно сдвигайте инструмент. Глубину резания удерживайте одинаковой на протяжении всего прохода. Правильное резание оставляет гладкую, "струганную" поверхность. Через равномерные промежутки останавливайте станок и проверяйте диаметр заготовки.
Шлифование цилиндра. Теоретически деталь, выточенная на токарном станке должным образом, шлифования не требует — чистота обработки плоским резцом должна быть высочайшего качества. На практике же многие токари по дереву зачищают поверхность легкой шлифовкой. При шлифовании на токарном станке всегда надевайте защитную маску, так как в этом случае получается очень много тонкой древесной пыли.
Отрежьте или оторвите полоску наждачной бумаги шириной 75 мм и сложите её втрое. Снимите упор, включите станок и прижимайте пальцами сложенную бумагу к вращающейся заготовке. Постоянно перемещайте бумагу по поверхности детали, чтобы не оставить поперечных царапин. В качестве альтернативы можно держать полоску наждачной бумаги пальцами обеих рук и сверху с двух сторон прижимать её к заготовке.
Работа отрезным резцом. Поставьте упор и пометьте оба конца заготовки кончиком карандаша на поверхности вращающегося цилиндра. Держите отрезной резец перпендикулярно заготовке таким образом, чтобы кромка касалась материала по линии разметки со стороны отхода. Медленно поднимайте ручку инструмента, чтобы проделать в древесине глубокую прорезь. Оставьте тонкую "шейку" в центральной части заготовки на каждом конце. Снимите заготовку со станка и срежьте ножовкой отход. Подровняйте торцы острым столярным долотом или стамеской.
Выполнение декоративных элементов на токарном станке
Разметка валиков и желобков. Для разметки на заготовке положения желобков и валиков используйте карандаш и простую линейку. Когда станок будет включен, карандашные пометки примут вид бледной линии. Сделайте их четкими и ясными, прикоснувшись к ним карандашом при вращающейся заготовке.
Вытачивание валиков. Положив плоский косой резец длинной узкой боковой стороной полотна на упор, вырежьте острым углов режущей кромки 3-миллиметровую канавку по каждой линии разметки валика. Это можно сделать, поднимая ручку инструмента, чтобы медленно вводить кончик режущей кромки в древесину. Наклоняйте резец в одну сторону, затем в другую сторону, чтобы придать канавкам V-образную форму. С каждой стороны канавок снимите приблизительно по 3 мм материала. Чтобы выточить одну из сторон валика, сначала положите режущую кромку плоского косого резца на заготовку между двумя V-образными канавками, затем постепенно поворачивайте ручку инструмента так, чтобы в конечном итоге полотно встало вертикально в центре одной из канавок. Вторую сторону валика точите аналогично. Повторите операцию, снимая очень тонкую стружку, чтобы выровнять валик и убрать оставшиеся "углы" и неровности. При точении проверяйте правильность формы и расположения валика на заготовке. В заключение подчистите пояски с каждой стороны валика плоским косым резцом так, чтобы получились аккуратные ровные "уголки" поясков.
Вытачивание желобков и поясков. Снимите часть материала между валиками, плавно поводя кончиком полукруглого резца из стороны в сторону. Кончиком плоского косого резца аккуратно подровняйте пояски с каждой стороны. Точите желобок, начиная с одного края и поворачивая полукруглый резец на упоре так, чтобы углубление резца все время было направлено от поверхности желобка детали. Ведите резец к центру желобка, поворачивая полотно и подавая кончик в материал. Формируйте вторую сторону желобка таким же образом. Повторите процесс, снимая помалу и все время, работая от края желобка "вниз по склону" к его центру. Проверяйте правильность формы элемента. В заключении подчистите поясок с каждой стороны плоским косым резцом, сделав аккуратный угол у валика и острый край у желобка.
Вытачивание деталей с креплением в одном центре
Держатель с шурупом. Один из простейших держателей, включает в себя шуруп, который вворачивается в высверленное под него в торце заготовки отверстие. Чаще используются стандартные шурупы, но в более высококачественных моделях применяются специальные "огрубленные" шурупы, которые надежно удерживаются в торцевой грани, так же как, впрочем, и в боковой. Держатель с шурупом пригоден только для сравнительно коротких заготовок.
Чашечный держатель. Имеет полость, куда вставляется цилиндрическая шейка, выточенная на одном конце заготовки. Чашечный держатель рассчитан на фиксацию в нем заготовки за счет сил трения при плотной посадке детали. Однако на некоторых держателях предусмотрена возможность использования шурупов для дополнительной надежности крепления.
Шпоночный держатель. Вставляется в отверстие, высверленное в торце заготовки. Тонкая шпонка расположена в узком пазу, проходящем вдоль втулки держателя. В неподвижном состоянии шпонка находится внутри паза, и втулка вместе со шпонкой легко входит в отверстие заготовки. При вращении заготовки центробежная сила заставляет шпонку подняться из паза и зафиксировать заготовку на держателе.
Трехкулачковый патрон. У этого типа держателя три самоцентрирующихся кулачка, регулируемые специальным ключом, сводятся и захватывают цилиндрическую заготовку или разводятся внутри выточенной внутри торца заготовки полости, тем самым фиксируя деталь на держателе. Хотя этот тип держателя используется токарями в течение поколений, в настоящее время он теряет свою популярность из-за травмоопасности для рук со стороны выступающих частей кулачков при работе на станке. Если используется такой кулачковый патрон, необходимо использовать соответствующее ограждение.
Универсальный держатель. С изобретением таких комбинированных держателей произошел качественный скачек в применении одноцентровой токарной обработки. Эти приспособления включают в себя не только шуруп, шпонку и чашку, но и цанговый зажим, способный захватывать цилиндрическую часть заготовки или, расширившись, зафиксироваться в расширяющемся вглубь коническом углублении в торце детали.
Вытачивание полостей. Выточите черновую заготовку в межцентровом креплении и установите на передней бабке выбранный держатель. Снимите заднюю бабку, установите заготовку в держатель и легко пройдитесь по заготовке полукруглым резцов, чтобы проверить центровку. Поставьте упор перпендикулярно детали, чтобы сначала выбрать полость с помощью глубокого полукруглого резца или шабера. При обработке боковой стороны заготовки ведите инструмент от края к центру, однако при работе с торцевыми волокнами — ведите инструмент от центра к краю. В любом случаи режьте инструментом только ту сторону вращающейся заготовки, которая идет вниз по направлению к упору. Определенное количество отхода можно выбрать заранее, высверлив в заготовке центральную часть. В конце выточите внешнюю поверхность и отделите изделие от крепежной части заготовки отрезным резцом.
Использование планшайбы
Крепление заготовки на планшайбе. Если заготовка имеет достаточно толстое "дно", можно закрепить болванку на планшайбе непосредственно шурупами. Однако в этом случае придется смириться с наличием на дне изделия отверстий от шурупов или закрыть их деревянными пробками после вытачивания.
В качестве альтернативы можно привернуть планшайбу к диску из твердой древесины, который временно приклеен к дну заготовки клеем для дерева. Чтобы можно было легко разделить деревянный круг и деталь после окончания обработки на токарном станке, между заготовкой и кругом должна быть прокладка из крафт-бумаги. Для хорошего сцепления детали следует сжать струбциной до высыхания клея.
Чтобы отделить деревянный диск от дна готового изделия, поставьте его на бок, на верстак или стол (чтобы упор был на диск, например на край стола), затем приставьте к линии соединения острую стамеску или долото и легко постучите по ней, чтобы расщепить бумажную прокладку. Зачистку дна сделайте вручную.
Вытачивание внешней поверхности полсти. Установите упор по центру болванки чаши. Рукой проверните заготовку, чтобы проверить свободное её вращение. Установите малую скорость и включите станок. Сделайте правильную цилиндрическую поверхность заготовки с помощью полукруглого резца с закругленной кромкой, затем смените его на глубокий полукруглый резец для формирования внешней поверхности чаши. Не поддавайтесь искушению снимать материал помогу, всегда работайте постепенно, пока не получите требуемую форму. Закругленным шабером выровняйте поверхность. Немного опустите упор и увеличьте скорость вращения. Держите резец примерно перпендикулярно поверхности заготовки, чуть приподняв его ручку над уровнем горизонта. Перемещайте инструмент в стороны, снимая тонкую ровную стружку.
Вытачивание внутренней поверхности полости. Поставьте упор параллельно широкой стороне заготовки и начинайте выбирать полость на небольшой скорости. Помните, что работать надо только на "идущей вниз" части заготовки.
Начинайте выбирать материал глубоким полукруглым резцом, двигая его к центру приблизительно от середины радиуса. По мере углубления начинайте резание каждый раз чуть ближе к краю и всегда работайте в сторону центра. Когда основная масса отхода удалена, увеличьте скорость станка. Затем с помощью шабера закончите формирование и отделку внутренней поверхности чаши.
Опытный токарь может довести толщину стенки до 3 мм и меньше, но начинающим мастерам лучше быть менее амбициозными в этом плане. Емкость будет прочнее, если её стенка, тонкая вверху, будет немного утолщаться книзу.
Шлифование полости. Снова снизьте скорость, снимите упор и сложенной наждачной бумагой шлифуйте поверхность. Используйте шкурку средней и тонкой зернистости и постоянно перемещайте её, чтобы не оставлять царапин. Шлифование внутренней поверхности осуществляйте только на её "идущей вниз" части.
Проверка формы
Проверка формы с помощью картонного трафарета:
Проверка глубины чаши с помощью двух линеек:


Отправить ответ