
Для получения цилиндрических изделий на станке используют
Элементы и режимы резания
Прежде чем говорить о способах обработки, познакомимся вкратце с элементами и режимом резания.
Здесь нам встретятся новые понятия: глубина резания, подача, скорость резания.
Все они связаны между собой, и величина их зависит от различных причин.
Глубиной резания называется толщина слоя металла, снимаемого за один проход резца. Она обозначается буквой t и колеблется от 0,5 до 3 и больше миллиметров при черновой обработке до десятых долей миллиметра при чистовой обточке.
Подача —это движение резца вдоль обрабатываемой поверхности. Численно она выражается в миллиметрах, обозначается буквой S и указывает на величину смещения резца за один оборот детали. В зависимости от прочности обрабатываемого материала, жесткости узлов станка и резца, величина подачи может меняться от 0,1—0,15 мм/об до 2—3 мм/об при скоростных режимах резания. Чем тверже металл, тем меньше должна быть подача.
Скорость резания зависит от числа оборотов шпинделя и диаметра детали и подсчитывается по формуле.
Выбирая ту или иную скорость резания, нужно учитывать твердость обрабатываемого материала и стойкость резца, которая измеряется временем непрерывной работы его до затупления в минутах. Она зависит от формы резца, его размеров, материала, из которого изготовлен резец, от точения с охлаждающей эмульсией или без нее.
Наибольшую стойкость имеют резцы с пластинками из твердых сплавов, наименьшую — резцы из углеродистой стали.
Вот, например, какие скорости резания можно рекомендовать при точении различных материалов резцом из быстрорежущей стали. Стойкость его без охлаждения равна 60 минутам.
Примерные данные о скорости резания металлов:
| Материал | Скорость резания в м/мин. |
|---|---|
| Серый чугун | 25 |
| Твердая сталь | 25 |
| Мягкая сталь | 50 |
| Бронза | 75 |
| Латунь | 100 |
| Алюминий | 250 |
Обтачивание гладких цилиндрических поверхностей
Гладкие цилиндрические поверхности деталей обтачивают проходными резцами в два приема. Сначала черновым резцом производят обдирку — грубое обтачивание, — быстро снимая основную массу лишнего металла. На рисунке изображен прямой резец для черновой обработки:

Черновые резцы: а — прямой; б — отогнутый; в — конструкции Чекалина.
Отогнутый резец удобен при протачивании поверхности детали около кулачков патрона и для подрезания торцов. Обычно резцы имеют рабочий ход только в одну сторону, чаще всего справа налево. Двухсторонний проходной резец конструкции токаря-новатора Н. Чекалина позволяет ликвидировать обратный холостой ход резца, сокращая время обработки.
После обточки черновым резцом на поверхности детали остаются крупные риски и качество обработанной поверхности поэтому невысоко. Для окончательной обработки служат чистовые резцы:

Чистовые резцы: а — нормальный; б — с широкой режущей кромкой; в — отогнутый, конструкции А. В. Колесова.
Нормальный тип чистового резца применяется при точении с небольшой глубиной резания и малой подачей. Чистовой резец с широкой режущей кромкой позволяет работать на больших подачах и дает чистую и гладкую поверхность.
Подрезание торцов и уступов
Для подрезания торцов и уступов на токарном станке пользуются обычно подрезными резцами. Такой резец изображен на следующем рисунке:

Подрезание в центрах: а — подрезной резец; б — подрезание торца с полуцентром.
Его лучше употреблять при точении детали в центрах. Для того, чтобы торец можно было обрабатывать целиком, в заднюю бабку вставляется так называемый полуцентр.
Если деталь закреплена только одним своим концом — при обработке в патроне, — то для проточки торца может быть использован и проходной отогнутый резец. Для этой же цели и для проточки уступов используются и специальные подрезные упорные резцы, которые работают с поперечной и с продольной подачей.

Подрезание торцов: а — подрезание проходным отогнутым резцом, б — подрезной упорный резец и его работа.
При подрезании торцов и уступов юный мастер должен следить за тем, чтобы вершина резца была всегда установлена строго на уровне центров. Резец, установленный выше или ниже уровня центров, оставит на середине сплошного торца неподрезанный выступ.
Вытачивание канавок
Для вытачивания канавок служат прорезные резцы. Их режущая кромка точно воспроизводит форму канавки. Так как ширина канавок обычно невелика, режущую кромку прорезного резца приходится делать узкой, поэтому она получается довольно ломкой. Для повышения прочности такого резца высоту его головки делают в несколько раз больше ширины.

Прорезной и отрезной резцы
По этой же причине головка имеет небольшой передний угол.
Отрезные резцы очень похожи на прорезные, но имеют более длинную головку. Более узкая головка делается с целью сократить расход материала при отрезании.
Длина головки должна подбираться по размерам детали и быть несколько больше половины ее диаметра.
При установке прорезных и отрезных резцов нужно тоже быть очень внимательным и точным. Небрежная установка резца, например небольшой его перекос, вызовет трение резца о стенки канавки, брак в работе, поломку инструмента.
Вытачивание узких канавок производится за один проход резца, который подбирается по ширине будущей канавки. Широкие канавки вытачивают в несколько проходов.

Последовательность операций при протачивании широкой канавки
Порядок работы таков: по линейке или другим мерительным инструментам намечают границу правой стенки канавки. Установив резец, протачивают узкую канавку, не доводя резец на 0,5 мм до нужной глубины — остаток для чистового прохода. Затем сдвигают резец вправо на ширину его режущей кромки и делают новую проточку. Выбрав таким образом канавку намеченной ширины, делают окончательный, чистовой проход резца, двигая его вдоль детали.
Установленную в центрах заготовку не следует разрезать до конца: обломившаяся часть может повредить инструмент. Короткую деталь, зажатую в патроне, можно отрезать начисто, пользуясь специальным отрезным резцом со скошенной кромкой.

Прорезание детали до центра отрезным резцом со скошенной кромкой
Величина подачи и скорость резания при вытачивании канавок и отрезании должны быть меньше, чем при обработке цилиндров, потому что жесткость проходных и отрезных резцов не велика.
Вытачивание конусов
В практике юного токаря вытачивание конусов будет встречаться реже, чем другие работы. Наиболее простой способ— точение небольших конусов (не более 20 мм) специальным широким резцом.

Вытачивание конуса широким резцом
При изготовлении наружного или внутреннего конуса на детали, закрепленной в патроне, пользуются другим приемом. Повернув верхнюю часть суппорта на угол, равный половине угла конуса при его вершине, протачивают деталь, двигая резец с помощью верхних салазок суппорта. Так точат относительно короткие конусы.
Для изготовления длинных и пологих конусов нужно сместить задний центр, передвинуть на определенное расстояние к себе или от себя заднюю бабку.

Обтачивание конической поверхности при поперечном смещении заднего центра
Если деталь закреплена в центрах таким образом, что широкая часть конуса будет у передней бабки, то заднюю бабку следует сместить к себе, и наоборот, при перемещении задней бабки от работающего широкая часть конуса будет находиться слева — у задней бабки.
Этот способ точения конусов имеет серьезный недостаток: вследствие смещения детали происходит быстрый и неравномерный износ центров и центровых отверстий.

Проверка выточки шаблоном
Обработка внутренних поверхностей
Обработка отверстий может производиться различными инструментами, в зависимости от требуемой формы поверхности и точности обработки. На производстве встречаются заготовки с отверстиями, сделанными при отливке, ковке или штамповке. У юного металлиста готовые отверстия будут встречаться главным образом в отливках. Обработку отверстий в сплошных заготовках, не имеющих подготовленных отверстий, всегда придется начинать со сверления.
Сверление и рассверливание
Неглубокие отверстия на токарном станке сверлят перовыми и спиральными (цилиндрическими) сверлами.
Перовое сверло имеет плоскую лопатку с двумя режущими кромками, переходящую в стержень. Угол при вершине сверла обычно имеет 116—118°, однако он может быть, в зависимости от твердости материала, от 90 до 140°— чем тверже металл, тем больше угол. Точность отверстия при обработке перовым сверлом невелика, поэтому его употребляют тогда, когда большой точности не требуется.

Спиральные сверла — основной инструмент для сверления. Точность обработки этими сверлами достаточно высока. Спиральное сверло состоит из рабочей и части конического или цилиндрического хвостовика, которым сверло крепится в пиноли задней бабки или в патроне.

Спиральные сверла: а — с коническим хвостовиком; б — с цилиндрическим хвостовиком
Рабочая часть сверла — цилиндр с двумя винтовыми канавками, образующими режущие кромки сверла. По этим же канавкам выводится наружу стружка.
Головка сверла имеет переднюю и заднюю поверхности и две режущие кромки, соединенные перемычкой. Идущие вдоль винтовых канавок фаски направляют и центрируют сверло. Величина угла при вершине спирального сверла одинакова с перовым и может изменяться в тех же пределах. Изготовляются сверла из легированной или быстрорежущей стали. Иногда сверла из легированной стали оснащаются пластинками твердого сплава.

Передняя часть спирального сверла
Закрепление сверла производится двумя способами, в зависимости от формы хвостовика. Сверла с цилиндрическим хвостовиком закрепляются в пиноли задней бабки при помощи специального патрона, сверла с коническим хвостовиком вставляются прямо в отверстие пиноли.

Патрон для закрепления сверл с цилиндрическим хвостовиком
Может случиться, что конический хвостовик мал по своим размерам, не подходит к отверстию. Тогда придется воспользоваться переходной втулкой, которая вместе со сверлом вставляется в пиноль.

Переходная втулка к сверлам с коническими хвостовиками: 1 — хвостовик сверла; 2 — втулка.
Чтобы вытолкнуть сверло из пиноли, нужно вращением маховичка затянуть ее в корпус задней бабки. Винт упрется в хвостовик сверла и вытолкнет его. С помощью специальной державки можно закрепить сверло и в резцодержателе.
При сверлении нужно внимательно следить за тем, чтобы сверло не уводило в сторону, иначе отверстие будет неправильным, а инструмент может сломаться. Подачу сверла производят медленным и равномерным вращением маховичка задней бабки или перемещением суппорта, если сверло с державкой закреплено в резцодержателе.
Высверливая глубокие отверстия, нужно время от времени выводить сверло из отверстия и убирать из канавки стружку.
Глубина отверстия не должна превышать длины рабочей части сверла, в противном случае стружка не будет выводиться из отверстия и сверло сломается. При сверлении глухих отверстий на заданную глубину можно проверять глубину сверления по делениям на пиноли. Если их нет, то отметку ставят мелом на самом сверле. Когда при сверлении слышится характерный визг, это значит, что либо сверло имеет перекос, либо оно затупилось. Сверление нужно немедленно прекратить, убрав сверло из отверстия. После этого можно остановить станок, выяснить и устранить причину визга.
Рассверливание — это то же сверление, но сверлом большего диаметра по уже имеющемуся отверстию. Поэтому все правила сверления относятся и к рассверливанию.
Другие методы обработки внутренних поверхностей
В практике юного токаря может встретиться и такой случай, когда диаметр нужного отверстия гораздо больше диаметра самого большого сверла в его наборе, когда в отверстии нужно выточить канавку или сделать его конусным. Для каждого из этих случаев существует свой метод обработки.
Растачивание отверстий ведется специальными расточными резцами — черновыми и чистовыми, в зависимости от нужной чистоты и точности обработки. Черновые резцы для проточки глухих отверстий отличаются от черновых резцов для точения сквозных отверстий. Чистовую обработку сквозных и глухих отверстий проводят одним и тем же чистовым резцом.

Расточные резцы: а — черновой для сквозных отверстий; б — черновой для глухих отверстий; в — чистовой
Растачивание имеет свои трудности по сравнению с наружным точением. Расточные резцы обладают малой жесткостью, их приходится значительно выдвигать из резцодержателя. Поэтому резец .может пружинить и гнуться, что, конечно, отрицательно влияет на качество обработки. Кроме того, затруднено наблюдение за работой резца. Скорость резания и величина подачи резца должны быть поэтому меньше, чем при наружной обработке, на 10—20%.
Особую трудность представляет обработка тонкостенных деталей. Зажимая такую деталь в патроне, ее легко деформировать, и резец выберет на вдавленных частях более толстую стружку. Отверстие не будет строго цилиндрическим.

Измерение глубины расточенного отверстия
Для правильной обработки при растачивании резец устанавливается на уровне центров. Затем нужно расточить отверстие на 2—3 мм в длину и замерить диаметр.

Неправильное растачивание детали, сильно зажатой в патроне
Если размер верен, можно растачивать отверстие на всю длину. При растачивании глухих отверстий или отверстий с уступами, так же как и при сверлении, на резце делают мелом отметку, указывающую глубину растачивания.

Подрезание внутреннего торца

Вытачивание внутренней канавки
Подрезание внутренних торцов производится подрезными резцами, а вытачивание внутренних канавок — специальными прорезными канавочными резцами, у которых ширина режущей кромки в точности соответствует ширине канавки. Резец устанавливается на соответствующую глубину по меловой риске на теле резца.

Измерение внутренней канавки: линейкой, штангенциркулем и шаблоном
Кроме расточных резцов, для растачивания цилиндрических отверстий употребляются зенкеры. Они похожи на спиральные сверла, но имеют три или четыре режущие кромки и не годятся для получения отверстий в сплошном материале.

Спиральные хвостовые зенкеры: а — из быстрорежущей стали; б — с пластинками из твердого сплава
Очень чистые и точные цилиндрические отверстия делают развертками. Оба эти инструмента применяют не для расширения отверстия, а для подгонки под точный размер и форму.

Развертки: а — хвостовая; б — назадная
Изготовление конических отверстий
Вытачивание внутренних конусов, пожалуй, наиболее трудное дело. Обработка ведется несколькими способами. Часто конические отверстия делают растачиванием резцом с поворотом верхней части суппорта.

Высверливание ступенчатого отверстия под конус
В сплошном материале предварительно нужно высверлить отверстие. Для облегчения растачивания можно высверлить ступенчатое отверстие. Следует помнить, что диаметр сверла нужно подбирать с таким расчетом, чтобы оставался припуск в 1,5—2 мм на сторону, который затем снимается резцом. После точения можно воспользоваться коническим зенкером и разверткой. Если уклон конуса невелик, сразу же после сверления применяют набор конических разверток.

Изготовление конического отверстия набором разверток
Последняя из основных операций, производимых на токарном станке, — нарезание резьбы.
Механическое изготовление резьбы возможно только на специальных винторезных станках. На простых станках эта операция производится вручную. Приемы ручного изготовления наружной и внутренней резьбы изложены выше.
Измерительный инструмент
В токарных работах используется тот же инструмент, что и при слесарной обработке: стальная линейка, кронциркуль, штангенциркуль и другие. О них уже было сказано раньше. Новыми здесь могут быть различные шаблоны, которые юный мастер будет изготовлять сам. Они особенно удобны при изготовлении нескольких одинаковых деталей.
Помните, что все измерения можно производить только после полной остановки станка. Будьте осторожны! Не производите замеров вращающейся детали!
Меры предосторожности
При работе на токарном станке нужно руководствоваться следующими правилами:
1) начинать работать на станке можно только после детального ознакомления со станком и методами обработки;
2) не работать на неисправном станке или негодным (тупым) инструментом;
3) прочно закреплять деталь и следить за исправностью ограждающих устройств;
4) не работать в свободной одежде: рукава завязывать у кисти, длинные волосы прятать под головной убор;
5) своевременно убирать стружку и следить за порядком на рабочем месте;
6) не останавливать руками вращающийся патрон;
7) в случае неисправности немедленно выключить станок.

Применение защитного щитка при точении
Уход за станком
Чем тщательнее уход за станком, тем лучше и дольше он будет работать. Это простое правило следует твердо запомнить и аккуратно его выполнять. Уход за токарным станком сводится к следующему.
Основное — это смазка всех трущихся частей. Перед началом работы необходимо осмотреть станок и проверить, достаточно ли смазки. Наиболее внимательно нужно следить за смазкой подшипников, заполняя масленки и смазочные отверстия машинным маслом. Станок в это время, во избежание несчастного случая, должен быть остановлен.
После работы нужно вычистить станок, убрать стружку, протереть направляющие станины и суппорта, и смазать их тонким слоем масла.
Абсолютно чистыми должны быть и конические отверстия шпинделя и пиноли задней бабки. Точность работы станка будет зависеть от их хорошего состояния.
До начала работы нужно также проверить состояние приводного ремня. Его нужно оберегать от масляных брызг и капель, так как замасленный ремень проскальзывает и быстро срабатывается. Натяжение ремня должно быть не слишком сильным, но и не слишком слабым: слабо натянутый ремень проскальзывает, а при сильном его натяжении сильно греются и быстро изнашиваются подшипники. Ограждение приводного ремня тоже должно быть в порядке.

Тема урока: Точение сложных цилиндрических деталей
Цели: образовательная: повторить и закрепить знания основных положений, узловых вопросов и профессиональной технологии
воспитательная: прививать качества аккуратности и собранности при выполнении приемов труда;
развивающая: развивать навыки пользования режущими и контрольно-измерительными инструментами в процессе точения сложных цилиндрических деталей.
Методы проведения занятия:
беседа с закреплением материала;
самостоятельная работа учащихся под контролем учителя.
Просмотр содержимого документа
«Точение сложных цилиндрических деталей »
Технология обработки древесины 9класс.
Карибуллин Фарит Галимович учитель технологии.
Акмолинская область г. Степногорск.
Средняя школа №7 им.Ю.А. Гагарина
Тема урока: Точение сложных цилиндрических деталей
Цели: образовательная: повторить и закрепить знания основных положений, узловых вопросов и профессиональной технологии
воспитательная: прививать качества аккуратности и собранности при выполнении приемов труда;
развивающая: развивать навыки пользования режущими и контрольно-измерительными инструментами в процессе точения сложных цилиндрических деталей.
Методы проведения занятия:
беседа с закреплением материала;
самостоятельная работа учащихся под контролем учителя.
Объект труда: «Неваляшка»
Межпредметные связи: черчение — чертеж изделия;
Оборудование учебной мастерской: верстаки, станки СТД-120М.
Инструменты и приспособления: наборы резцов, линейки, штангенциркули, карандаши, шлифовальная шкурка, ножовка.
Эталон, образец изготавливаемого изделия
Заготовки, подготовленные к закреплению в центрах токарного станка.
Технологическая карта изготовления изделия.
Образец игрушки «Неваляшка».
Таблица и инструкция по технике безопасности при работе на токарном станке по обработке древесины.
Организационная часть (2 мин)
Приветствие учащихся и проверка посещаемости
Проверка рабочей одежды и готовности к занятию.
Объявление темы урока: Точение сложных цилиндрических деталей (ученикам записать дату и тему урока в тетрадь).
Объявление цели урока: Научиться выполнять точение сложных цилиндрических деталей.
2. Повторение пройденного материала (5 мин)
2.1. Вопросы к группе:
а) Назовите и покажите, какими стамесками вытачивают сферические поверхности на токарном станке?
б) Назовите и покажите приспособления, применяемые для закрепления заготовки.
в) Чем определяется выбор приспособления, применяемого для закрепления заготовки?
г) Как нужно подготовить заготовку к точению?
д)Чем можно проверить правильность выточенной поверхности?
Сообщение оценок за ответы.
3. Технические сведения (5мин)
Рассказ о видах и назначении резцов (стамесок) для чернового и чистового точения древесины, приемах точения.
Точение древесины на станке происходит в результате двух движений: резания и движения подачи.
Движения резания –вращательное движение заготовки. Это главное движение.
Движение подачи –перемещение резца вдоль линии центров. Это вспомогательное движение.
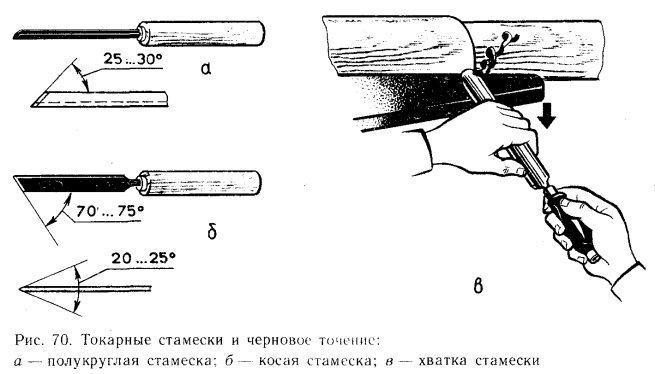
Основными инструментами для точения служат резцы: полукруглая стамеска — для чернового точения и косая стамеска — для чистового.
Т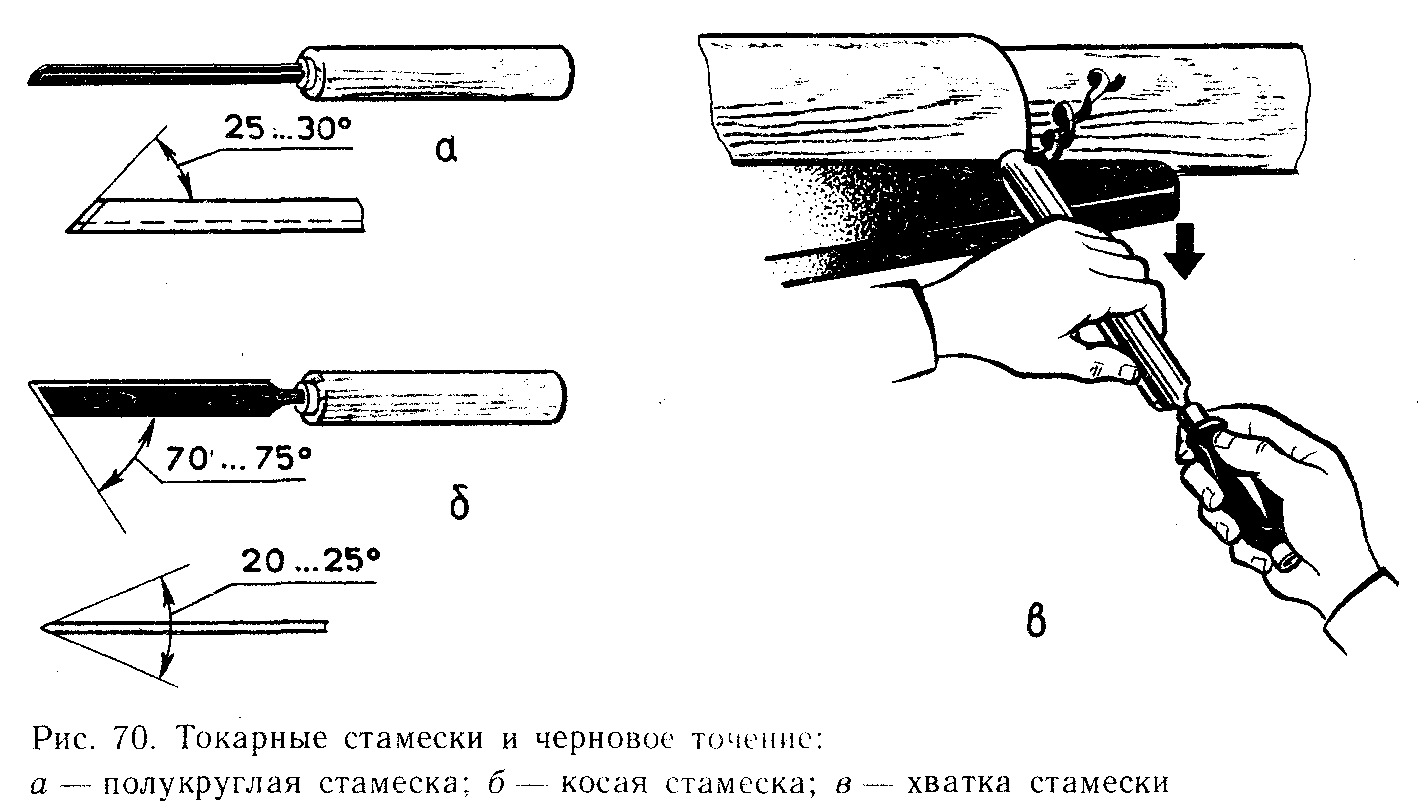 окарную стамеску держат двумя руками, передвигая по подручнику. За первый проход снимают стружку толщиной 1. 2 мм серединой лезвия полукруглой стамески. Дальнейшее точение выполняют боковыми частями лезвия при движении стамески как влево, так и вправо.
окарную стамеску держат двумя руками, передвигая по подручнику. За первый проход снимают стружку толщиной 1. 2 мм серединой лезвия полукруглой стамески. Дальнейшее точение выполняют боковыми частями лезвия при движении стамески как влево, так и вправо.
После 2. 3 мин работы следует остановить станок и проверить крепление заготовки.
Когда до достижения требуемого диаметра остается снять 3. 4 мм, начинают чистовое точение. Косую стамеску устанавливают на ребро тупым углом вниз. Стружку срезают средней и нижней частью лезвия.
Косая стамеска используется также для подрезания торцов. Её ставят острым углом вниз и по риске делают неглубокий надрез. Затем отступив немного вправо или влево (в зависимости от того, какой торец подрезают) наклоняют стамеску и срезают на конус часть заготовки.эту операцию повторяют несколько раз, пока не останется шейка диаметром 8. 10 мм.
Контроль диаметра цилиндрической детали осуществляют кронциркулем (или штангенциркулем) после остановки станка, причем в нескольких местах.
Прямолинейность поверхности выявляют линейкой или угольником на просвет.
Рассказ о последовательности выполнения работы при изготовлении изделий на токарном станке.
Изготовление деталей, имеющих несколько цилиндрических поверхностей выполняют в определенной последовательности.
С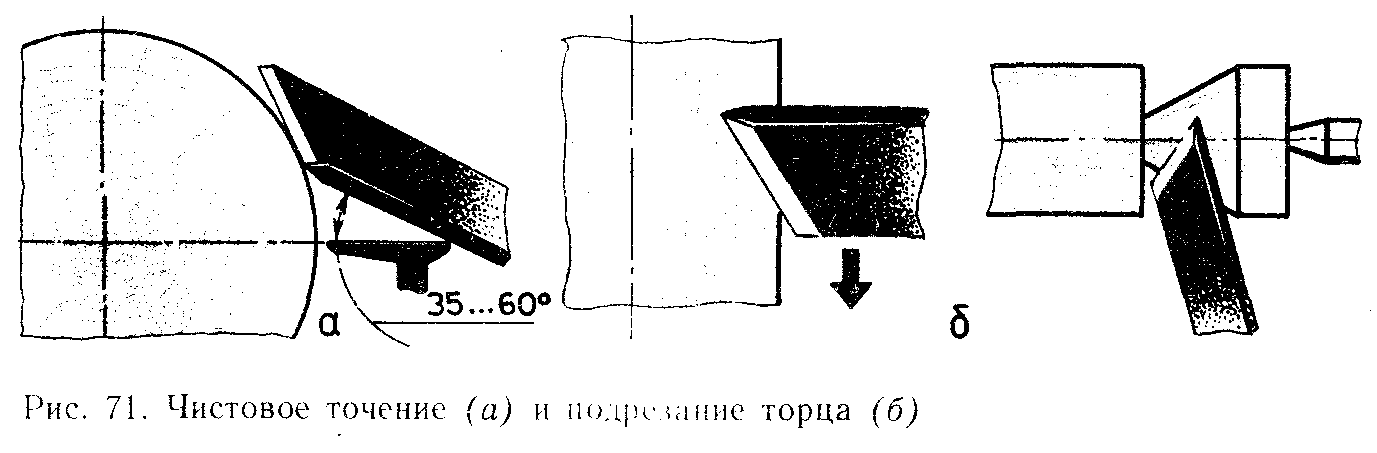 начала с помощью полукруглой стамески заготовке придают цилиндрическую форму. Затем, выключив станок, выполняют разметку по длине с помощью линейки и карандаша. Включив станок, по линиям разметки косой стамеской делают неглубокие надрезы и начинают обработку отдельных участков. В процессе точения периодически контролируют качество и размеры цилиндрической поверхности.
начала с помощью полукруглой стамески заготовке придают цилиндрическую форму. Затем, выключив станок, выполняют разметку по длине с помощью линейки и карандаша. Включив станок, по линиям разметки косой стамеской делают неглубокие надрезы и начинают обработку отдельных участков. В процессе точения периодически контролируют качество и размеры цилиндрической поверхности.
Многие токарные изделия из древесины имеют шарообразные (сферические) поверхности..
Сферические поверхности вытачивают реером и майзелем в направлении от большего диаметра к меньшему.
Правильность выточенной сферической поверхности проверяется контрольными шаблонами
Шлифуют детали шлифовальной шкуркой при наибольшей частоте вращения шпинделя, полируют — бруском более твердой древесины.
Затем деталь снимают со станка и отрезают припуски ножовкой. Торцы зачищают напильником и (или) шлифовальной шкуркой.
Отшлифованные изделия окончательно отделывают различными способами : раскраска красками, выжигание орнамента. Покрытие бесцветным лаком.
3.3. Рассказ о организации труда и правилах безопасности труда при работе на токарном станке по обработке древесины, рациональном размещении инструмента, правилах бережного обращения с инструментом, приспособлениями и токарным станком.
3.4. Закрепление нового материала.
Вопросы к группе:
а) Какой инструмент используется для токарных работ?
б) В какой последовательности изготавливают цилиндрические и сферические детали?
в) Как производится черновое и чистовое точение?
4. Вводный инструктаж (5 мин)
Демонстрация эталонного изделия и разбор по карте технологии изготовления.
Доведение до учащихся графика работы на станках.
Показ трудовых приемов по точению (на примере изготовления игрушки «Неваляшка») с комментарием к соблюдаемым правилам техники безопасности и с осуществлением самоконтроля.
5. Самостоятельная практическая работа учащихся (20 мин)
Изготовление сувенира «Неваляшка». Инструменты и материалы:. Измерительная линейка, штангенциркуль линейка, штангенциркуль, слесарный циркуль, стамески: полукруглая, косая, реер, майзель, радиусомеры: Д15 иД40мм. Мелкозернистая шкурка, электродрель, сверло Д12мм, краски, кисти, бесцветный лак, заготовки 45Х45Х90
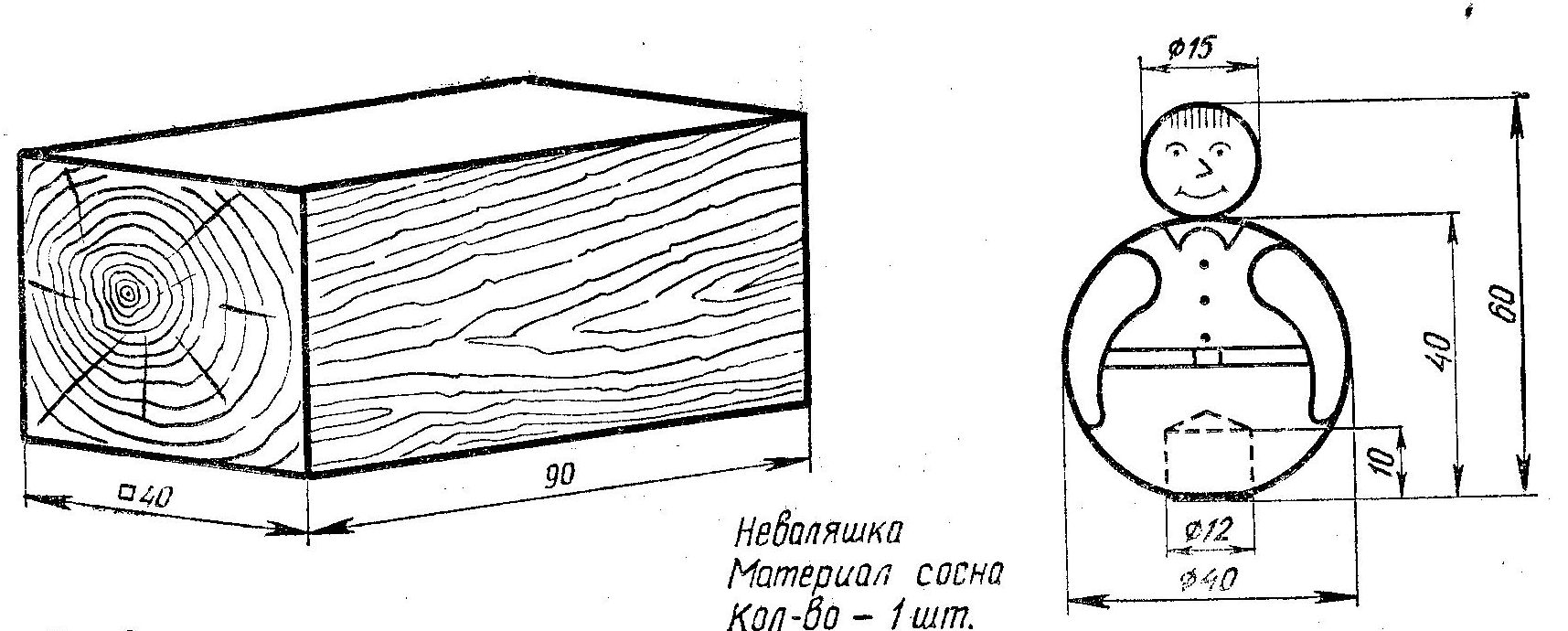
Графическое изображение изделия.
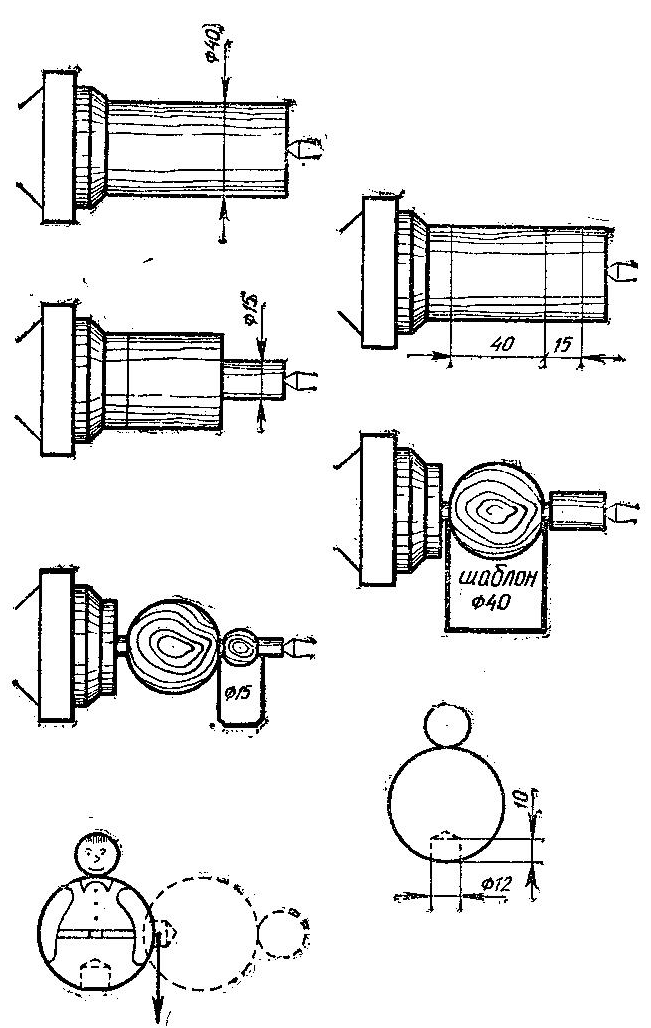
Подобрать и установить заготовку в центрах. Обточить е до Д40мм.
Гаечный ключ шило, реер, штангенциркуль.
Разметить элементы изделия по эскизу.
Слесарный циркуль, штангенциркуль.
Выточить уступ до Д15мм
Штангенциркуль, слесарный циркуль.
Выточить сферическую поверхность Д40мм и проверить кривизну шаблоном
Реер, майзель, штангенциркуль.
Выточить сферическую поверхность Д15мм и проверить ее шаблоном.
Реер, майзель, шаблон.
Отшлифовать две сферические поверхности.
Просверлить отверстие в основании игрушки.
Электродрель, сверло Д12мм.
Раскрасить игрушку по собственному замыслу и покрыть ее лаком
Краска акварельная, бесцветный лак.
6. Заключительный инструктаж (5 мин)
6.1. Анализ характерных ошибок и их причин.
6.2. Сообщение оценки работы учащихся.
6.3. Домашнее задание: подготовить и принести на следующий урок заготовку из березы размером 45х45х260.
7. Уборка рабочих мест (3 мин)
Сдать инструмент бригадиру, убрать свое рабочее место, снятьспец одежду, пройди в кабинет теоретической подготовки,
Основные теоретические сведения
Виды пиломатериалов, технология их производства и область применения. Влияние технологий обработки материалов на окружающую среду и здоровье человека. Технологические пороки древесины: механические повреждения, заплесневелость, деформация.
Профессии, связанные с обработкой древесины и древесных материалов.
Традиционные виды декоративно-прикладного творчества и народных промыслов России.
Представления о способах изготовления деталей различных геометрических форм. Графическое изображение деталей призматической и цилиндрической форм. Конструктивные элементы деталей и их графическое изображение: шипы, проушины, отверстия, уступы, канавки. Основные сведения о видах проекций деталей на чертеже. Правила чтения чертежей деталей призматической и цилиндрической форм.
Ручные инструменты и приспособления для изготовления деталей призматической формы. Устройство и назначение рейсмуса, стусла строгальных инструментов (рубанка, шерхебеля), стамески. Инструменты и крепежные изделия для сборочных работ.
Сверлильный станок: устройство, назначение, приемы работы.
Основные технологические операции и особенности их выполнения: разметка, пиление, долбление, сверление отверстий; сборка деталей изделия, контроль качества; столярная и декоративная отделка изделий. Правила безопасности труда при работе ручными столярными инструментами и на сверлильном станке.
Организация рабочего места токаря. Ручные инструменты и приспособления для изготовления деталей цилиндрической формы на токарном станке. Назначение плоских и полукруглых резцов. Устройство штангенциркуля и способы выполнения измерений. Основные технологические операции точения и особенности их выполнения: черновое и чистовое точение цилиндрических поверхностей; вытачивание уступов, канавок; контроль качества. Правила безопасности труда при работе на токарном станке. Современные технологические машины и электрифицированные инструменты: виды, назначение, область применения, способы работы.
Определение видов пиломатериалов. Выбор пиломатериалов и заготовок с учетом природных и технологических пороков древесины.
Чтение чертежей (эскизов) деталей призматической и цилиндрической форм: определение материала, геометрической формы, размеров детали и ее конструктивных элементов; определение допустимых отклонений размеров при изготовлении деталей. Определение последовательности изготовления деталей и сборки изделия по технологической карте.
Организация рабочего места столяра: подготовка рабочего места и инструментов; закрепление заготовок в зажимах верстака. Ознакомление с рациональными приемами работы ручными инструментами, приспособлениями и сверления отверстий с помощью сверлильного станка.
Изготовление изделий из деталей призматической формы по чертежу и технологической карте: выбор заготовок, определение базовой поверхности, разметка с использованием рейсмуса; определение припуска на обработку; строгание заготовки, пиление с использованием стусла. Разметка и изготовление уступов, долбление древесины; соединение деталей вполдерева, на круглый шип, с использованием накладных деталей; предварительная сборка и подгонка деталей изделия. Сверление отверстий на сверлильном станке. Сборка деталей изделия на клею, с использованием гвоздей и шурупов. Защитная и декоративная отделка изделия.
Визуальный и инструментальный контроль качества деталей. Выявление дефектов и их устранение.
Соблюдение правил безопасности труда при работе ручными столярными инструментами и на сверлильном станке.
Организация рабочего места токаря: установка ростовых подставок, подготовка и рациональное размещение инструментов; подготовка и закрепление заготовки, установка подручника, проверка станка на холостом ходу. Выполнение рациональных приемов работы при изготовлении изделий на токарном станке по обработке древесины.
Изготовление деталей цилиндрической формы на токарном станке: определение припусков на обработку, черновое точение, разметка и вытачивание конструктивных элементов (канавок, уступов, буртиков, фасок); чистовое точение, подрезание торцов детали, обработка абразивной шкуркой. Визуальный и инструментальный контроль качества деталей. Выявление дефектов и их устранение. Защитная и декоративная отделка изделия. Соблюдение правил безопасности труда при работе на токарном станке.
Изготовление изделий декоративно-прикладного назначения с использованием технологий художественной обработки материалов.
Варианты объектов труда
Игрушки и настольные игры, инструменты для подвижных игр, ручки, изделие для украшения интерьера, кормушки, готовальни, кухонные и бытовые принадлежности.


Отправить ответ