
Допускается ли исправление сварных соединений зачеканкой
Содержание:
Зачеканка
Устранение этих дефектов методом зачеканки и даже заварки их не разрешается. [46]
При переменной толщине шва зачеканку сочетают с последующей инъекцией стыка. В этом случае конец трубки заводится в глубь стыка, а по периметру выполняют зачеканку. Такой комплексный метод позволяет полностью заполнить зазоры. [47]
Исправление негерметичных сварных соединений зачеканкой запрещается. [48]
В зависимости от раскрытия шва ударная зачеканка цементно-песчаной смесью производится с одной, двух или со всех противоположных сторон до полного заполнения — расклинивания шва раствором. [49]
После испытания на разгон производится зачеканка уплот-нительных гребней, окончательно обрабатывается отверстие ступицы и предварительно уплотнительные гребни, и колесо вновь проверяется на биения и балансируется. Повторная балансировка необходима ввиду возможного смещения центра тяжести при разгоне и окончательной обработке отверстия ступицы. [50]
Наружная поверхность алюминиевого замка лосле зачеканки должна быть тщательно отжата по юр а ям стыка ( от трубы и от раструба); для этой цели употребляются специальные чеканки — отжимки. [51]
При устройстве стальных рубашек с последующей зачеканкой или заливкой бетоном зазора монтаж целесообразно выполнять отдельными кольцами по высоте снизу вверх. Каждый очередной ярус рубашки монтируется после заполнения зазора предыдущего яруса. [52]
Вышеуказанное явление было воспроизведено искусственно путем зачеканки ковкой имеющихся в алюминии отверстий таким образом, чтобы они стали невидимыми; при погружении таких образцов в жесткую воду они дают питтинги и пузыри подобно тем, какие были получены на практике. Маас 1 также описывает некоторые примеры подобного же рода. [53]
Запрещается устранять дефекты на уилотнительных поверхностях зачеканкой и установкой вверты-шей. Все уплотнительные поверхности следует контролировать магнитной или ультразвуковой дефектоскопией на отсутствие трещин. [54]
Асбестоцементная смесь служит средством для заделки ( зачеканки ) раструбов чугунных труб. Смесь состоит из 30 мае. [55]
По мнению автора, наилучшим решением является раздельная зачеканка термопар в прорези на конструкции или в наплавке. Последнее отвечает кратковременным исследованиям конвективных пароперегревателей, а также единичным измерениям на трубах радиационной части парогенератора. [56]
Дефекты в сварном шве могут не просто ухудшить внешний вид соединения, но и снизить его эксплуатационные характеристики. Чтобы обнаружить дефекты можно использовать различные методы контроля качества: от простейшего визуального осмотра шва, до применения рентгена или ультразвукового оборудования.

Но что делать, если швы оказались дефектными после проведения контроля качества? Обязательно ли утилизировать детали с дефектными швами? Вовсе нет. В этой ситуации поможет исправление дефектов сварки. Далее мы подробно расскажем, какие существуют дефекты сварных швов и способы их исправления.
Виды дефектов
Существуют наружные и внутренние дефекты сварных соединений. Исходя из названий несложно понять, что наружные дефекты располагаются на поверхности шва и их можно легко обнаружить невооруженным глазом. А внутренние дефекты не видны, поскольку располагаются внутри соединений и их можно обнаружить только с помощью специальных приборов.

Наружные дефекты
Непровары
Непровары появляются из-за того, что сварщик установил слишком маленькое значение силы сварочного тока на своем сварочном аппарате. Проще говоря, силы сварочного тока не хватило для полноценной проварки металла. Иногда непровары образуются из-за большой скорости сварки или из-за неправильной разделки кромок.
Чтобы предотвратить появление непроваров нужно устанавливать оптимальную силу тока и уменьшить длину сварочной дуги.
Подрезы
Подрез — наиболее часто встречающийся дефект при сварке тавровых соединений и соединений внахлест. Реже встречается при сварке стыкового шва. Зачастую подрез образовывается в том случае, когда установлено неправильное напряжение дуги или вы варите слишком быстро.
Устранение дефектов сварки такого вида требует уменьшения напряжения дуги и равномерной скорости сварки. Также рекомендуем уменьшить длину дуги. Ведь при большой длине дуги шов становится широким, тепловложения просто не хватает на все соединение и образовываются подрезы.
Наплывы
Главная причина наплыва — неправильно настроенный режим сварки. Чтобы предотвратить образование наплывов нужно тщательно очистить кромки и правильно настроить сварочный ток, скорость подачи присадочного материала (если вы варите полуавтоматом), и повысить напряжение в сварочной дуге.
Прожоги
Прожог — это, по сути, просто образование сквозного отверстия в сварном соединении. Прожоги — частая ошибка начинающих сварщиков, поскольку такой дефект возникает либо при медленной скорости сварки, когда в одном месте концентрируется слишком большое количество тепла, либо когда установлено большое значение сварочного тока. Такой дефект существенно снижает прочностные характеристики сварного соединения, так что не допускайте его появления.
Чтобы избежать появления прожогов нужно понизить силу сварочного тока, варить немного быстрее и правильно разделывать кромки. Если вы новичок, то поможет только постоянная практика. Особенно, если нужно сварить алюминий, у которого маленькая температура плавления и при этом высокая теплопроводность.
Кратеры
Кратеры образуются на конце сварного соединения в том случае, если вы резко оборвете дугу. Типичный кратер — это небольшая неглубокая воронка, которая тем не менее существенно влияет на качество шва. Чтобы избежать образования кратера не обрывайте дугу и используйте специальные режимы, которые есть у многих современных сварочных аппаратов. Эти режимы автоматически устанавливают пониженное значение тока при окончании сварки.
Внутренние дефекты
Трещины (горячие и холодные)
Горячие трещины образуются при использовании неправильного присадочного материала. Например, присадочная проволока может быть изготовлена из алюминия и содержать в своем составе мало углерода, а свариваемый металл — это высокоуглеродистая нержавеющая сталь. Как вы понимаете, налицо полная несовместимость свариваемого материала и присадочной проволоки.
Также горячие трещины могут появиться, если вы неправильно заварите образовавшийся кратер. Здесь самое главное — не прекращать сварку резко, иначе образование трещины гарантировано.
Есть еще холодные трещины. Они образуются уже после сварки, когда соединение остыло и затвердело. Также холодные трещины образовываются, когда шов банально не выдерживает механической нагрузки. Мы отнесли трещины к внутренним дефектам, но на самом деле они могут образовываться и на поверхности металла.
Поры — это, пожалуй, самый распространенный дефект. Любой сварщик хотя бы раз в жизни сталкивался с пористостью шва. Основные причины образования пор — недостаточная защита сварочной зоны от кислорода, неправильная или недостаточная очистка металла перед сваркой, присутствие следов коррозии или загрязнений на поверхности металла. Мы отнесли поры к внутренним дефектам, но они могут быть и наружными.
Чтобы избежать образования пор нужно проверить исправность горелки, из которой поступает защитный газ, а также избегать сквозняков в цеху и не работать на улице, если дует сильный ветер.
Способы исправления дефектов
Мы вскользь уже упоминали, какие бывают способы устранения дефектов сварных швов. Но давайте разберемся подробнее.

Начнем с исправления трещин. Если трещины крупные, то их нужно банально заварить. А чтобы во время сварки трещина не увеличилась в размерах нужно сделать сквозные отверстия на расстоянии пол сантиметра от концов трещины. Далее трещину нужно разделать V или X-образно. Разделка проводится с помощью пневматического зубила или газового резака. Можно также использовать воздушно-дуговой резак. Далее разделанную трещину нужно зачистить и заварить.
В некоторых случаях концы трещины можно прогреть газовой горелкой перед заваркой. Так шов и нагретые участки будут иметь примерно одинаковую температуру и на концах бывшей трещины не будет остаточного напряжения. Все эти рекомендации подходят только для сварки наружных трещин.
Если у шва есть внутренние небольшие трещины, непровары или шлаковые включения, пережженные места, то эти участки нужно просто вырубить или выплавить и после заново заварить. Чтобы убрать наплавы или натеки нужно их удалить абразивом.
Иногда во время исправления дефектов сварщик по неопытности может деформировать металл. Для решения этой проблемы существуют механические и термические методы устранения дефектов сварных швов. Для механической правки используют домкрат, пресс, молоты и прочие подобные инструменты. Механическая правка используется редко, поскольку она очень трудоемкая и часто приводит к образованию новых дефектов, вроде трещин и сколов.
А вот термический метод правки используется куда чаще. Технология крайне проста: деформируемую часть металла нагревают с помощью газовых горелок до той температуры, пока металл не станет пластичным. Затем металлу дают остыть. В ходе остывания в нагретых участках возникает обратное напряжение, которое выпрямляет металл.
Также есть ряд очевидных способов предотвратить образование дефектов еще перед сваркой. Чтобы дефекты не образовывались нужно четко соблюдать технологию сварки, иметь достаточную квалификацию для выполнения тех или иных работ, выбирать качественные комплектующие, учитывать физико-химические свойства свариваемого металла и правильно настраивать режим сварки. Если вы выполните эти пункты, то вероятность образования дефектов сводится к нулю.
Вместо заключения
Вот и все, то мы хотели рассказать вам о дефектах и способах их устранения. Исправление дефектов сварки — дело несложное, но требующее знаний и опыта. Мы, конечно, рекомендуем отправлять дефектные детали в брак, но если партия небольшая и важно каждое изделие, то можно прибегнуть и к устранению дефектов.
10.1. Исправлению путем местной подварки (без переварки всего стыка) подлежат дефекты, размеры и количество которых превышают допустимые нормы (разд. 9). Допустимые размеры дефектов участков при исправлении сварных соединений приведены в табл. 29.
| Сталь труб | Номинальная толщина стенки труб, мм | Максимально допустимые размеры 1* выборки после удаления недопустимых дефектов | Термообработка после подварки | |
| глубина (% номинальной толщины стенки труб или расчетной высоты сечения сварного шва) | протяженность 2* (% номинального наружного периметра соединения трубы, патрубка), не более | |||
| Ст2сп, Ст3пс, Ст3сп, 10, 08, 20 |  36 36 |
25 |
Независимо | Не требуется |
| Свыше 25 | " | |||
| >36 | 25 |
Независимо | " | |
| Свыше 25 | " | |||
| 15ГС, 16ГС, 17ГС | 30 |
25 |
Независимо | " |
| Свыше 25 | " | |||
| 12ХМ, 15ХМ | 10 |
25 |
Независимо | " |
| Свыше 25 | " | |||
| 12Х1МФ |  6 6 |
15 |
Независимо | Требуется при глубине подварки более 8 мм 3* |
1* Для сварных соединений сталей различных марок или при разной толщины стенки трубы размеры выборки должны соответствовать установленным для более легированной стали и для большей толщины стенки. Максимальную протяженность выборки следует измерять со стороны ее раскрытия.
2* Для единичных участков. При необходимости исправления в одном соединении нескольких участков их суммарная протяженность может превышать указанную не более чем в 1,5 раза при тех же нормах по глубине.
3* Стыки, в которых для исправления дефекта требуется удалить металл на участке размером более допустимого, должны быть полностью удалены, либо вопрос об исправлении этих стыков должна решать комиссия из представителей монтажной организации и заказчика.
10.2. Исправление дефектов в литых деталях и в заводских сварных соединениях необходимо производить по технологии завода-поставщика. Вопрос об исправлении дефектов литья решается администрацией заказчика и монтажной организации совместно с представителями завода-поставщика оборудования.
10.3. Обнаруженные при внешнем осмотре стыков трубопроводов наружные дефекты сварных швов (в том числе в корневых слоях, выполненных аргонодуговой сваркой) должны быть исправлены следующим образом:
а) чрезмерные усиления сварных швов удалить механическим способом, недостаточные усиления исправить подваркой предварительно зачищенного шва;
б) наплывы удалить механическим способом и при необходимости подварить;
в) подрезы и углубления между валиками подварить, предварительно зачистив места подварки;
г) дефектные участки – трещины, незаплавленные кратеры, поры, неметаллические включения и непровары удалить до здорового металла без оставления острых углов и подварить до получения шва нормального размера с учетом требований, приведенных в табл. 29 и п.10.7;
д) неплотности (свищи) в сварных стыках труб из углеродистых сталей допускается устранять путем удаления дефектного металла до "здорового" с последующей заваркой;
е) сквозной прожог или непровар в корневом слое, выполненном аргонодуговой сваркой, следует исправлять ручной аргонодуговой сваркой с применением присадочной проволоки соответствующей марки.
10.4. Стыки, в которых для исправления дефекта требуется удалить металл на участке размером более допустимого (табл. 29), если после удаления дефектного металла толщина стенки в этом месте оказалась меньше расчетной, должны быть полностью удалены. Если на месте вырезанного стыка вварить вставку ("катушку"), то ее длина должна быть при толщине стенки до 8 мм не менее 50 мм, при большей толщине стенки не менее 100 мм.
10.5. Дефектные стыки, которые нельзя исправить местной подваркой, следует вырезать.
10.6. Дефектные участки следует удалять механическим способом. Допускается удаление дефектных участков газопламенным способом с последующей обработкой поверхности выборки механическим способом с удалением слоя металла из углеродистых и кремнемарганцовистых сварных соединений до полной ликвидации следов резки, на сварных соединениях из других легированных сталей с удалением слоя толщиной не менее 1 мм. Стыки труб из хромомолибденовых и хромомолибденованадиевых сталей при толщине стенки более 10 мм перед огневой резкой следует подогреть до 200-300 ºС.
Кромки выборки следует плавно вывести на поверхность трубы; в поперечном сечении выборка должна быть иметь чашеобразную форму разделки с углом скоса не менее 15º. Исправленный участок протравливают раствором азотной кислоты для обнаружения оставшихся дефектов.
Форма и размеры выборки и последующей ее заварки в зависимости от места расположения дефекта и типа стали труб приведены на рис. 33. В стыках труб их хромомолибденовых и хромомолибденованадиевых сталей независимо от места расположения дефекта (в шве или околошовной зоне) выборка должна охватывать основной металл шириной "е" (рис. 33,б). Этот размер должен быть равен 2-5 мм в случае расположения дефектов в металле шва и 6-8 мм в зоне термического влияния. Если дефект расположен в околошовной зоне с одной стороны шва и является поверхностным (глубина выборки Н не превышает 10 мм, и остающаяся толщина металла в месте выборки составляет не менее 0,75 номинальной толщины стенки трубы), то форма выборки и ее размеры должны соответствовать показанным на рис. 33,в.
Если исправляют стык с трещиной, то ее концы должны быть точно определены путем травления или капиллярным методом и засверлены сверлом диаметром 2-3 мм, после чего металл удаляют полностью. При сквозной трещине для удобства последующего заплавления целесообразно оставлять слой металла толщиной 2-2,5 мм в качестве подкладки нового шва (эту толщину проверяют несколькими сквозными сверлениями) (рис. 33,г). Подварку в этом случае нужно начинать с переплавления оставшейся части стенки с трещиной, причем сварщик должен следить за полным (сквозным) расплавлением стенки; если перед электродом перемещается маленькое сквозное отверстие, то это означает, что сварка идет с полным проплавом.
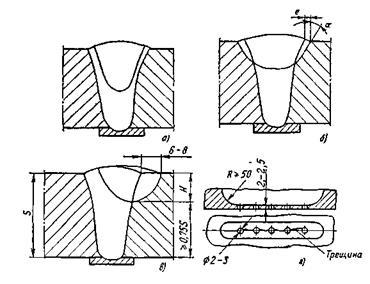
Рис. 33. Форма и размеры выборок при исправлении дефектов в сварных
соединениях труб
а – дефекты в металле шва стыков труб из углеродистых и кремнемарганцовистых сталей;
б – дефекты – в металле шва и околошовной зоны стыков труб из хромомолибденовых и
хромомолибденованадиевых сталей; в – поверхностные дефекты в околошовной зоне стыков труб из хромомолибденовых и хромомолибденованадиевых сталей;
г – подготовка к заварке участка со сквозной трещиной
10.7. Подварку (наплавку) с целью исправления дефектов шва выполняют тем же способом сварки с использованием тех же электродов (сварочной проволоки), которые применялись при сварке данного соединения. Стыки труб из хромомолибденовых и хромомолибденованадиевых сталей следует подваривать электродом типа Э-09Х1М с основным покрытием независимо от размеров труб и марки электродов, применяющихся при сварке этих стыков. Перед подваркой или наплавкой стык независимо от толщины стенки трубы и марки стали необходимо подогреть по всему периметру до температуры предварительного подогрева. Исправление дефектов подчеканкой запрещается. Один и тот же участок шва может быть исправлен не более 3 раз.
10.8. После заварки выборки стык по всему периметру следует термообрабатывать по режиму, регламентированному в табл. 16, для соответствующего размера труб и типа присадочного материала, использованного для заварки выборки.
Если перед исправлением дефекта сварной стык не подвергался термообработке (а таковая предусмотрена по данным табл. 16), то режим термообработки должен быть выбран по типу присадочного материала, использованного для сварки всего стыка.
В отдельных случаях по решению комиссии, составленной из представителей монтажной (ремонтной) организации и заказчика, допускается после заварки выборки проводить термообработку стыка, если она выполнена после сварки.
10.9. Стыковые сварные соединения, которые были подвергнуты ремонтной переварке, должны быть проверены радиографией или ультразвуком по всей длине сварных соединений. Ремонтные заварки выборок металла должны быть проверены радиографией или ультразвуком по всему участку заварки, включая зону термического влияния сварки в основном металле, кроме того поверхность участка должна быть проверена методом магнитопорошковой или капиллярной дефектоскопии. При заварке по всей толщине стенки контроль поверхности должен проводиться с обеих сторон, за исключением случаев недоступности внутренней стороны для контроля.
11. Техника безопасности при
выполнении сварочных работ
11.1. Меры по технике безопасности и противопожарные мероприятия при сборке и сварке стыков труб котлоагрегатов должны выполняться в соответствии с требованиями СНиП III-4, Правил пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства, Правил пожежної безпеки в Україні, а также РТМ 14-36-87. Правила техники безопасности и гигиены труда при сварочных работах и термической резке в строительстве.
11.2. Размещение сварочного оборудования должно обеспечивать безопасный и свободный доступ к нему. Длина питающих проводов не должна превышать 10 м.
11.3. Перед сваркой необходимо надежно заземлить (занулить) корпуса сварочных агрегатов, зажимы вторичной обмотки источника тока, а также свариваемые детали. Перед началом работ проверить исправности изоляции сварочных проводов, сварочного инструмента и оборудования, а также надежность всех контактных соединений сварочной цепи.
11.4. Нельзя касаться голыми руками (без диэлектрических перчаток) токонесущих частей сварочных установок, а также проводов без изоляции или с поврежденной изоляцией.
11.5. При длительных перерывах сварочного процесса следует отключать источник сварочного тока.
11.6. Запрещается использовать в качестве обратного провода сварочной цепи контуры заземления, газопроводы.
11.7. Гибкие провода сварочной установки при значительной их протяженности рекомендуется помещать в резиновые или брезентовые рукава.
11.8. Нельзя ремонтировать сварочное оборудование, находящееся под напряжением, допускать к сварке сварщиков в мокрых рукавицах, обуви и спецодежде.
11.9. Для защиты глаз и лица сварщика от световой радиации электрической дуги следует применять шлемы и щитки, в смотровые отверстия которых вставляют защитные стекла – светофильтры, поглощающие ультрафиолетовые и инфракрасные лучи.
11.10. Учитывая вредность работ по приварке и обварке труб внутри барабана, в следствие загазованности и запыленности воздуха, рекомендуется вести работу в одном барабане не более чем одному сварщику, обеспечив наблюдение за ним извне. При этом должен быть обеспечен обмен воздуха в барабане с помощью принудительной вентиляции из расчета не менее 2000 м 3 воздуха на 1 кг расходуемых электродов.
11.11. Электросварщик должен быть обеспечен всеми средствами индивидуальной защиты, требующей при работе в закрытых сосудах, в том числе диэлектрическим ковриком достаточных размеров и резиновым шлемом для защиты затылочной части головы.
Наблюдающий при сварке должен неотлучно находиться вне барабана, у лаза. Он должен располагаться так, чтобы иметь под рукой рубильник на случай необходимости отключения тока. Электроды можно менять только при снятом напряжении или понижении его до 12 В. Электрододержатель должен быть полностью изолирован.


Отправить ответ