
Дорн для гибки труб
Содержание:
Мы производим качественные дорны и складкодержатели для гибки тонкостенных труб. Оснастка является конструктивно схожей с оснасткой многих производителей дорновых трубогибов и может быть взаимозаменяема.
Также оснастка может быть изготовлена по Вашим чертежам или по представленными Вами образцам.
Изготовленная нами оснастка уже много лет используется различными производителями для качественной гибки тонкостенных труб из различных материалов.
Обращаем ваше внимание: оснастка изготавливается для диаметров труб от 38 мм до 89 мм. С толщинами стенок труб от 1.2 мм до 2 мм
Ручная гибка труб — редкое явление. Давно существуют электрические устройства, позволяющие получить сколь угодно сложный изгиб без применения физической силы. Одним из них выступает дорновый трубогиб. В чем преимущества работы с устройством? Каковы его достоинства и недостатки? Как работает инструмент? Ответы на эти и другие вопросы — далее.
Специфика дорновой гибки труб
Дорном называется стабилизирующий элемент, применяемый на станках для гибки тонкостенных труб. Его задача — сделать место изгиба лишенным каких-либо деформаций, складок, иных дефектов. В качестве дорна обычно применяется длинная металлическая пружина, что, в ряде случаев, покрывается полиуретаном с целью наилучшей стабилизации.
Эту пружину перед началом работы суют в заготовку, помещенную на дорновом трубогибе, после чего загибают под требуемым углом. Наличие стабилизатора — залог получения плавного места сгиба. Его сложно получить, если использовать любой бездорновый трубогиб. Он, конечно, способен ровно согнуть заготовку, но только толстостенную; трубы с тонкими стенками он неизбежно повредит.
Металлическая заготовка принимает криволинейную форму под действием давления. В этот момент на трубу действуют силы, посредством которых внутренняя стенка сжимается, а внешняя — растягивается. На первой образуется большое количество металла (которому попросту некуда деться), на второй же происходит ослабление прочности материала. При гибке на большие радиусы в промышленных условиях возможно ослабление стенки наполовину, то есть труба существенно ухудшает заложенную прочность. Это особо негативно сказывается на тонкостенных заготовках. Дорновая установка для гибки минимизирует потерю физических свойств, чем бездорновый трубогиб не может похвастаться.
Достоинства и недостатки установок
Очевидными преимуществами использования дорновых машин являются:
- если используется автоматический или полуавтоматический трубогиб с дорном, можно получать деформируемые трубы в режиме серийного производства;
- исключение появления волнистости («гофры»);
- деформация заготовки не сопровождается изменением толщины стенок.
Как любой иной промышленный агрегат, трубогибочный станок с дорном требует тщательного ухода. Эта необходимость считается главным недостатком машины. Другими минусами трубогибов являются:
- большинство установок ограничены в работе с трубами разных форматов;
- большой вес;
- устройство занимает много места на производственной площадке, не говоря о невозможности использования его дома;
- машины требуют регулярных вложений в запчасти и расходные элементы;
- при необходимости, монтаж и транспортировка обойдутся очень дорого.
Однако достоинства перекрывают недостатки. К тому же, любой бездорновый трубогиб имеет такие же минусы. Теперь — несколько слов о составных частях машины и принципе ее действия.
Устройство трубогиба
Конструкция агрегата достаточно сложна. В нее входят:
- матрица для фиксации заготовок;
- подвижный регулируемый прижим;
- образующая дорна;
- загибочный вал;
- станина.
Это — лишь основные элементы машины. Если на примере полуавтоматического дорнового трубогиба рассмотреть процесс работы, он, в общем случае, будет выглядеть так:
- Заготовка для гибки помещается в матричный профиль, размер которого равен диаметру изделия, после чего фиксируется двигающимся прижимом.
- Внутрь трубы вводится стержень из стали с жестко закрепленным дорном, после чего последний фиксируется.
- В исходное положение ставится насадка и крепится к загибающему валу.
- Фиксаторы на прижимах затягиваются до упора.
- Производится загиб трубы на нужный угол.
В случае пережима заготовки устройству дается обратный ход. Поскольку используется дорн, разрушение металлического изделия исключается, и действие допустимо. Приводится обзор известных устройств для дорновой гибки труб.
Классификация трубогибов с дорном
Первый критерий разделения объемных устройств на группы — принцип управления. Так различают дорновые станки:
- ручные;
- полуавтоматические;
- автоматические.
Необходимость регулировки оператором каждого отдельного элемента вроде огибающего ролика, стержня — задача ручных трубогибов.  Полуавтоматический дорновый трубогибочный станок позволяет программировать некоторые параметры, например, уровень выдвижения стержня. Самые «навороченные» модели способны постоянно смазывать движущийся элемент, пока он деформирует заготовку. Автоматические станки более известны как «станки с ЧПУ» обладают теми же функциями, что и предшественники, а также регулируют скорость вращения дорна. Модели с ЧПУ и п/а больше ручных компенсируют пружинные свойства заготовки. Этим же не может похвастаться бездорновый трубогиб.
Полуавтоматический дорновый трубогибочный станок позволяет программировать некоторые параметры, например, уровень выдвижения стержня. Самые «навороченные» модели способны постоянно смазывать движущийся элемент, пока он деформирует заготовку. Автоматические станки более известны как «станки с ЧПУ» обладают теми же функциями, что и предшественники, а также регулируют скорость вращения дорна. Модели с ЧПУ и п/а больше ручных компенсируют пружинные свойства заготовки. Этим же не может похвастаться бездорновый трубогиб.
Три рассмотренные группы — единственные, четко определяющие классификацию станков. Но есть и иные критерии, по которым они различаются, например:
- радиус гиба (чем больше роликов-матриц, тем выше функционал машины и шире диапазон допустимых радиусов);
- скорость вращения ролика и дорна;
- угол гиба заготовки.
Несмотря на практическую пользу трубогиба с дорном, позволить себе его может далеко не каждое предприятие. Поэтому настоящий умелец может самостоятельно собрать ручной дорновый трубогиб, который ничуть не уступит продаваемым аналогам.
Как собрать трубогиб с дорном своими руками
Вопреки заблуждению, собрать агрегат из подручных материалов несложно. Только их понадобится много. Среди них:
- массивная опорная рама;
- роликовая матрица с набором рабочих размеров;
- направляющая дорна, служащая опорой для заготовки;
- передний прижим, профиль которого повторяет гибочную матрицу;
- оправку для дорна и другие детали и узлы.
Желательно, чтобы данное устройство имело рычажный привод, однако с задачей вполне справится обычный гидроцилиндр. На строительных форумах имеются советы, как лучше собрать устройство для гибки трубы с дорном, и даже чертежи с подробными спецификациями.

Дорн — компенсирующее звено станка для сгибания металлических труб. Его наличие делает полученную конструкцию надежнее, прочнее и долговечнее, поскольку деформация трубы происходит без образования «гофры» с одной стороны и «растянутого металла» с другой. Этим не может похвастаться бездорновый трубогиб, более распространенный на производствах. Если вы находите представленный экскурс в теорию вопроса неполным, можете поделиться своими знаниями в комментариях к статье.
В практике выполнения монтажных работ по сборке сантехнических коммуникаций, а также в процессе прокладки трубопроводов сложной пространственной формы требуется двух-, а то и трёхмерная гибка труб. Лучше всего с поставленными задачами справится дорновый трубогиб.

Принцип работы и устройство
Дорновый трубогиб позволяет создать в зоне пластической деформации заготовки напряжённое состояние всестороннего неравномерного сжатия. В результате повышается пластичность материала и снижается шероховатость стенок изделия, что, в свою очередь, уменьшает гидросопротивление перемещению в ней рабочей среды. Одновременно предотвращаются обычные внешние дефекты пространственного гиба трубы по обычной технологии – гофрообразование, искажение профиля на участке гибки, утонение стенок и т.д.
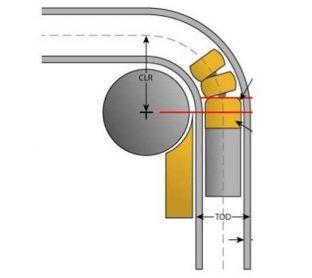
 Трубогибочный станок работает так. Подлежащую гибке заготовку устанавливают в профиль матрицы, соответствующий внешнему диаметру изделия, и поджимают подвижным регулируемым прижимом. Внутрь вводят стальной стержень с жёстко закреплённым на нём дорном – оправкой из инструментальной стали, снабжённой конусообразной заходной частью, и имеющей несколько опорных колец. Они могут шарнирно соединяться между собой, давая инструменту возможность изменять свою ось при гибке изделия на заданный угол. Кроме того, каждый последующий дорн служит калибрующим элементом, снижая шероховатость отверстия обрабатываемой детали.
Трубогибочный станок работает так. Подлежащую гибке заготовку устанавливают в профиль матрицы, соответствующий внешнему диаметру изделия, и поджимают подвижным регулируемым прижимом. Внутрь вводят стальной стержень с жёстко закреплённым на нём дорном – оправкой из инструментальной стали, снабжённой конусообразной заходной частью, и имеющей несколько опорных колец. Они могут шарнирно соединяться между собой, давая инструменту возможность изменять свою ось при гибке изделия на заданный угол. Кроме того, каждый последующий дорн служит калибрующим элементом, снижая шероховатость отверстия обрабатываемой детали.

Принцип работы дорна в трубе
Видео демонстрация работы дорнового трубогибочного станка
Таким образом, при гибке труба своей наружной стенкой опирается на матрицу и прижим, а внутренней – на образующую дорна. Этим гарантируется высокое качество поверхности изделия после обработки. В частности, обеспечиваются следующие показатели качества поверхности:
- Для бесшовных горячекатаных труб по ГОСТ 8732 – не ниже 8-го квалитета;
- Для холоднотянутых труб по ГОСТ 8734 – не ниже 7-го квалитета;
- Для прецизионных труб по ГОСТ 9567- не ниже 6-го квалитета.
Типы дорновых трубогибов
Трубогибочный станок, изготовленный своими руками, может иметь ручное, полуавтоматическое и – реже — автоматическое управление. Ручной трубогиб потребует индивидуальной регулировки каждого параметра – от огибающего ролика до стержня, на который насаживается составной дорн. Полуавтоматический станок позволяет программировать угол гибки, длину выдвижения дорна, а также – для особо продвинутых моделей – обеспечивать непрерывное смазывание дорна при его перемещении по внутренней образующей трубы. Наконец, дорновый трубогиб с ЧПУ дополнительно позволяет управлять скоростями вращения дорна и дорнодержателя — в зависимости от материала заготовки и значения угла пространственной гибки. Автоматический и полуавтоматический варианты управления позволяет компенсировать пружинение материала, что особенно важно при трёхкоординатной гибке.
К параметрам управления режимами работы рассматриваемых агрегатов относятся:
- Радиус гиба (функциональность трубогиба повышается с увеличением количества изгибающих роликов-матриц).
- Скорость вращения огибающего ролика.
- Скорость вращения дорна на оправке.
- Угол гибки детали.
Полуавтоматический трубогибочный станок, работающий по методу дорнования, особенно эффективен при гибке тонкостенных труб. В этом случае минимальный радиус гиба ограничивается только пластичностью деформируемого материала и толщиной стенки изделия.
Ручные дорновые трубогибы и их изготовление
Изготовить своими руками ручной трубогибочный станок для гибки дорнованием не очень сложно. Помимо стандартной опорной рамы, которая будет воспринимать все нагрузки процесса, потребуется своими руками изготовить следующие узлы:
- роликовую матрицу с несколькими значениями рабочих диаметров;
- передний прижим, профиль которого должен соответствовать параметрам гибочной матрицы;
- направляющую, на которую будет опираться заготовка во время деформирования;
- оправку для дорна, в качестве которой может быть использован стальной прут из качественной среднеуглеродистой стали;
- цанговый зажим для закрепления оправки, в качестве которого вполне подойдёт передняя бабка небольшого токарного станка, с небольшими переделками своими руками.
Такой трубогибочный станок может иметь ручной рычажный привод, но вполне доступно приспособить для зажима трубы и небольшой гидравлический цилиндр. Чертеж самого агрегата и всех вышеописанных деталей и узлов можно найти в Интернете.
Особенности изготовления ручного дорнового трубогиба своими руками:
- От качества фиксации трубы во время гиба зависит точность изготовления пространственного трубчатого элемента, поэтому при изготовлении зажимов необходимо использовать упорную резьбу.
- Для возврата рычага с гибочным роликом в обратное положение лучше снабжать рычаг мощной возвратной пружиной.
- Изготовление дорна целесообразно выполнять из инструментальных сталей типа 9ХС или У10А, иначе износостойкость окажется весьма низкой. Ввиду высокого качества и точности данной детали её изготовление лучше доверить токарю-профессионалу.
- Чертёж опорной рамы под трубогибочный станок чаще предусматривает её сварной вариант из швеллерных профилей металлопроката.
Полуавтоматический трубогиб рассмотренного типа изготовить своими руками значительно сложнее, ибо потребуется установка и отладка простейшего промышленного программатора.
После сборки ручной трубогибочный станок обязательно необходимо опробовать на гибке тонкостенной трубы небольшого диаметра. По результатам испытания проводится окончательная доводка агрегата.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.


Отправить ответ