
Форма из гипса для отливки силикона
Содержание:
Рыбная ловля — это увлечение требующая немалых финансовых затрат, и многие из нас по возможности их сокращают изготавливая приманки и расходные материалы своими руками. Помимо экономии немалую роль играет и удовольствие, которое рыболов получает и от поимки рыбы на снасти, изготовленные своими руками. Для любителей джиговой ловли груза являются одной из основных статей расхода. Особенно жалко терять груза на микроджиге, так как при весе 1-7 грамм их стоимость сопоставима с грузами для тяжелого джига.
Так вот я как и многие из нас лью груза самостоятельно и испробовал множество различных способов изготовления форм начиная с классики — гипса и заканчивая алюминием.
Про гипсовые формы думаю много писать не стоит. Каждый, кто пробовал лить, что либо из легко плавких металлов использовал его для изготовления форм. Что я могу сказать про гипсовые формы; так это то, что их изготовление довольно несложное, малозатратное, позволяющее копировать любые сложные формы, то есть изготавливать формы не простых чебурашек, а и груза с более сложной геометрической формы. Например, груза в виде рыбьей головы, где видны рот, жабры и глазки. Что, конечно, не увеличит ваш улов, но, согласитесь, при выборе приманок рыболов берет то, что ему нравится и только потом то, что по его мнению понравится рыбе. Все вышеперечисленное является неотъемлемыми огромными плюсами гипсовых форм, но один огромный минус, который зачастую перекрывает все плюсы — это срок службы. То есть одной формы хватает на одну, две — максимум пять отливок хорошего качества. После форма начинает крошиться, трескаться и качество литья получается с наплывами и шероховатостями, что, конечно, не влияет на качество рыбной ловли, но выглядит это все некрасиво и порой приходится тратить время и силы на удаление излишних наплывов, что тоже огромный минус. В общем, гипсовые формы делать можно и даже нужно, но если вам требуется сделать одну, две копии.
Что касаемо форм из алюминия, безусловно, эти формы долговечные — их хватает как минимум на пару тысяч качественных отливок, но есть огромное «но», стоят они довольно дорого, а изготовить их самостоятельно не имея доступа к сложному металлообрабатывающему оборудованию довольно сложно, а порой даже невозможно. Да и найти материал, из которого изготавливают формы довольно сложно.
Я делал формы для литья ушастых чебурашек следующим способом, который можно применить в гаражных условиях. Брал две пластины алюминия толщиной превышающий радиус чебурашки как минимум на 4 мм вырезал два равных кусочка затем сверлил отверстия разными диаметрами и разной глубины увеличивая глубину при уменьшении диаметра сверла так, чтобы не превышать размеры полусферы необходимого груза. Для большей ясности смотрите схему.
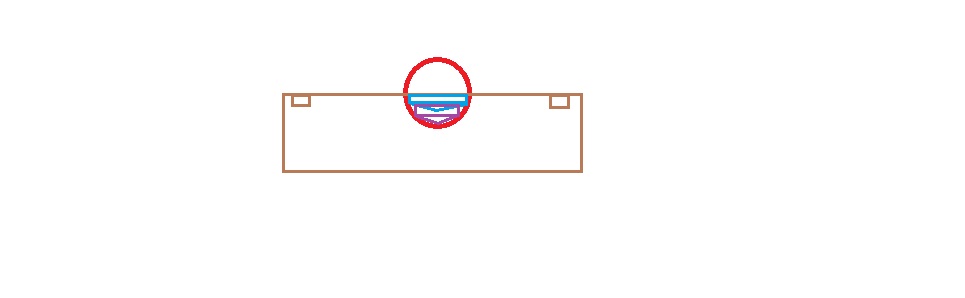
Затем две полу формы соединяются между ними в насверленные углубления вставляется шарик от подшипника соответствующего диаметра и прессуется для того, чтобы сгладить ступеньки образовавшиеся при сверлении. Затем плоскость сопряжения полуформ обрабатываем напильником, снова прессуем и эта действия повторяем пока две половинки формы не будут идеально прилегать друг к другу. После этого, не вынимая металлического шарика из сопряженных форм, сверлом делаем отверстия для центрирующих отверстий. Только затем сверлим отверстия для литника и отвода газов.
На данный момент для себя я нашел один способ изготовления форм для литья грузил, который, по моему мнению, идеально сочетает в два важных фактора: простоту изготовления и долговечность формы. Помимо этого, мои формы (как и гипсовые) просты в изготовлении и копируют даже мелкие детали, такие как цифры обозначающие вес, глазки, рот, жабры на грузиках "рыбья голова". Наряду с выше перечисленными качествами, эти формы долговечные и обходятся немногим дороже гипсовых.
И так свои формы я делаю из термостойкого герметика.
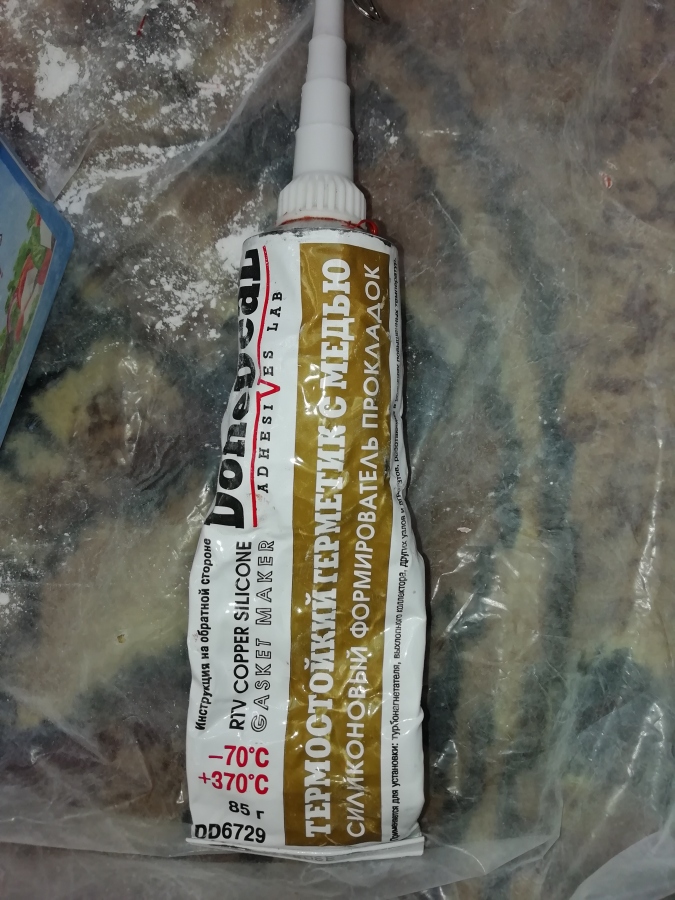
Данный герметик использую по причине его халявного наличия.
И гипса. Рисунок №2

Можно использовать любой силиконовый термостойкий герметик, любой автомобильный или момент гермент.

Итак, берем тару (в качестве тары использую пластиковую баночку) и насыпаем в нее горсть гипса. В гипс добавляем небольшое количество герметика и деревянной палочкой от мороженного размешиваем до тех пор пока весь герметик не перемешается с гипсом.

Затем получившуюся массу высыпаем на целлофановый пакет и месим как тесто при необходимости добавляем гипс. Вымешиваем до тех пор, пока не получим однородную эластичную массу по консистенции как тесто для пельменей.

После этого массу укладываем в опалубку. Предварительно ее необходимо обсыпать гипсом, который выполняет роль разделителя и не дает массе прилипнуть к опалубке. Функцию опалубки у меня выполняет контейнер для приманок. Затем выкладываем наше тесто в опалубку плотно прижимаем и выравниваем верхнюю плоскость.

В получившуюся заготовку наполовину вдавливаем груз копию которого мы хотим изготовить, предварительно обмазав гипсом, плоскость заготовки и сам шаблон. Подравниваем плоскость, чтобы масса плотно облегала шаблон. В качестве шаблона можно использовать не только готовые груза, но и авторские формы изготовленные, например, из полимерной глины.

После того как первая полуформа высохнет в ней делам минимум углубления в свободном месте на ее плоскость для центровки форм. Затем делаем новый замес обмазываем первую полуформу шаблона сухим гипсом (не забываем про разделитель) и на первую полуфурму выкладываем вторую порцию теста плотно прижав ее во избежание образования пустот.

Ждем высыхания, извлекаем форму из опалубки, канцелярским ножом вырезаем литник и ждем полной полимеризации. Обычно, это составляет 12 часов и форма готова к употреблению.




Если у кого возникнут вопросы, пишите. Есть немного видео — снимал для товарища — но качество не очень, так как снимал на телефон. Если кому потребуется, могу скинуть на почту или мессенджер.
📖 Перед тем, как задать вопрос модератору, мы настоятельно рекомендуем внимательно ознакомиться с условиями акций Платим за обзоры, Секреты рыболовного мастерства и Платим за анбоксинг, а также прочесть ответы на часто задаваемые вопросы.
⏳ Не отвлекайте модератора по пустякам — чем больше времени он потратит на ответ, тем меньше уделит проверке конкурсных работ.
👱♀️ С высокой долей вероятности останутся без внимания вопросы, ответы на которые можно найти в условиях акций, а также вопросы типа "почему мне начислили меньше баллов, чем Ивану".
В настоящее время практически каждый желающий может самостоятельно изготовить декоративный камень, тротуарную плитку, гипсовые фигурки, элементы фасада и тому подобное. Было бы желание. И знания.
Можно заниматься литьем гипса, воска, мыла, различных смол и даже металла. В этом случае вам понадобятся специальные эластичные формы, которые вы также можете сделать « своими руками». Но какой материал использовать для изготовления формы? Современный мир предлагает достаточно много вариантов, каждый из которых имеет свои преимущества и недостатки.
Давайте разбираться. Первый фактор, определяющий нужный материал для изготовления форм — жесткость.
3 вида форм по степени жесткости
Жесткие
Полужесткие
Эластичные
- металл
- пластмасса
- недорогие
- пластик и полиуретан
- резиновые каучуки горячего отверждения
- формопласты
- пластик
- силикон
- полиуретан
- резина
- смазанный рельеф готовых изделий;
- сложность конфигурации при отливке объемных изделий;
- возможность повреждения готовых изделий и форм
- недостатки жестких форм + наличие дополнительного жесткого корпуса;
- большой расход исходного материала для их изготовления
- каждый из этих материалов имеет свои недостатки, но эластичные формы являются самыми востребованными
Твердость по Шору
При выборе жесткости материала обращают внимание на такой показатель как « Твердость по Шору». Определяется он одноименной шкалой.

Твердость материалов по шкале Шор изменяется в диапазоне от очень эластичных до средней твердости с небольшой эластичностью, а также твердые и практически неэластичные. Полужесткие пластмассы тоже входят в эту шкалу, но в ее верхнюю часть.
Как видно, существует несколько шкал. Для мягких материалов используется шкала А. Она измеряется от 0 до 100. К примеру, твердость покрышки для автомобиля или подошва ботинка составляет 60-70 единиц. Лист ДСП или пластмассы будет около 100 единиц. Различные шкалы соприкасаются друг с другом, например, Шор А95=Шор Д45.
Твердость по Шору. Роль в выборе материала для изготовления форм
Главный момент — это насколько легко будет извлечь модель и последующие отливки из формы.
Пример. Требуется изготовить формы с модели, изготовленной из гипса, представляющей собой стоящую балерину с вытянутыми в разные стороны руками. Лучшим выбором в данном случае будет силикон с твердостью Шор А30 или мягче, который будет обладать большей гибкостью для извлечения модели.
А вот при производстве плоских бетонных изделий, таких как тротуарная плитка, от формы не требуется большой гибкости. В данном случае отлично подойдет эластомер с твердостью Шор А70.
Как физически измерить твердость материала?
 |
Для измерения способности материала сопротивляться вдавливанию используют специальный прибор — твердомер по Шору.
Прибор имеет специальную иглу, которую необходимо расположить на поверхности измеряемого материала. Твердомер должен быть крепко прижат к эластомеру, тогда игла пройдет в материал настолько, насколько это возможно, а стрелка на шкале покажет значение твердости.
Особенности материалов для изготовления форм
Эластичные формы-матрицы позволяют воспроизводить и тиражировать сложные фактуры и поверхности из гипса, бетона, полимербетона, полимерных ( полиэфирных и эпоксидных) смол.
Существует четыре основных вида материалов для изготовления эластичных форм: формопласт ( ПВХ), резина, силикон, полиуретан. Рассмотрим их достоинства и недостатки.
Формопласт ( ПВХ)
Самый дешевый и примитивный, но сложный в работе материал. Широко использовался до появления качественных эластомеров. Формопласт расплавляется и заливается при высокой температуре ( до 200 о С). Важно четко выдерживать температурный режим, потому что при перегревании формопласт будет не пригоден к дальнейшему использованию, поэтому необходимо специальное плавильное оборудование с регулировкой температуры. Матрицы из формопласта используются при отливке не выше 70 о С.
Формы выдерживают 450 — 1000 отливок. Рельеф повторяют на 95%. Легко перерабатываются (8 — 10 раз).
- Дешевизна
- Прочность формы по сравнению с силиконовой
- Не требуется добавок — катализаторов, отвердителей. Это однокомпонентный материал
- Токсичен
- Значительная усадка при охлаждении, что приводит к потере геометрических размеров
- При заливке ( изготовлении формы) может сильно прилипать к модели
- Нетермостойкий
- При низких температурах ( -10…- 15 о С) затвердевает
- Мягкость формопласта, приводящая к деформации бортов изделия в виде « пузырения»
- Нещелочестойкий материал, что делает невозможным его применение при работе с бетоном
- Требуется специальное оборудование
- Недолговечный материал
Резина
Находит все большее применение при изготовлении форм методом горячей полимеризации под давлением. Формы изготавливаются автоматически на высококлассном оборудовании, что позволяет обеспечить стабильность их качества.
Формы из резины выдерживают до 6000 отливок с соблюдением геометрических размеров изделий. Используются в широком диапазоне температур от -90 о С до +300 о С.
- Высокая абразивная устойчивость
- Долговечность
- Сохранение геометрических размеров в течение всего срока эксплуатации
- Резиновая поверхность формы хорошо удерживает на поверхности красящие пигменты, что дает возможность применения всех способов окраски искусственного камня
- Отсутствие пузырьков воздуха внутри и на поверхности формы гарантирует высокое качество изделий
- Практически идеальная передача фактуры натурального камня
- Низкая себестоимость
- Высокая стоимость оборудования для производства форм
Силикон
Эластомер популярный среди производителей форм, которые легко изготовить своими руками. Для создания формы используются двухкомпонентные силиконовые компаунды: основной силиконовый состав + катализатор. Этот материал легко смешивается, допускает отклонение в дозировке компонентов. Формы застывают при комнатной температуре. Имеют среднюю прочность. Выдерживают до 2000 отливок в широком диапазоне температур заливаемого материала. Если рассматривать качественный силикон на платиновой основе, то эти формы выдержат до 5000 отливок.
- Не токсичен ( силикон широко используется в медицине, может иметь пищевой допуск)
- Практически не дает усадки
- Высокая точность слепка
- Не требует дополнительных смазок
- Допускает заливку в широком диапазоне температур ( до 200 о С и выше)
- Стойкость к агрессивным средам
- Простота в работе
- Низкая химическая стойкость к щелочным материалам
- Умеренная прочность, сравнимая с прочностью формопласта, но уступающая прочности полиуретана
- Появление пузырей на боковых сторонах декоративных изделий
- Сложность окраски готовых изделий
- Высокая цена
Полиуретан
Очень прочный заливочный двухкомпонентный материал для форм. Как и силиконовые, формы застывают при комнатной температуре. Необходимо четко соблюдать инструкции по смешиванию компонентов. При неправильном соотношении будет понижена прочность, непрореагировавшие компоненты вызовут разрушение формы.
При открывании упаковки, все количество сырья необходимо использовать сразу же, то есть нельзя его делить на разные порции, так как полиуретановые компоненты взаимодействуют с воздухом, влагой — происходит изменение свойств компаунда.
Под каждый материал следует выбирать конкретную марку полиуретана. Формы из полиуретана в основном предназначены для материалов, заливаемых при температуре до 70 о С.
Формы из полиуретана выдерживают до 4000 отливок.
- Высокие прочностные характеристики
- Большая гибкость
- Малая усадка
- Щелочестойкий материал
- Устойчив к агрессивным средам
- Точно передает рельеф поверхности
- Низкая цена ( в два раза дешевле силикона)
- Токсичен
- Боится контакта с воздухом и влагой
- Нельзя делить на порции, необходимо использовать весь материал сразу же
- Сильно прилипает ко всем материалам, требуется большое количество смазки
- Наличие пузырьков воздуха на поверхности формы
- Сложность в работе
- Достаточно густой вязкий материал — сложно заливать
Надеемся, информация была вам полезна. Подводя итог, хочется отметить, что какой бы материал вы не выбрали для работы, четко соблюдайте рекомендации производителя. Только так вы сможете верно оценить качество материала.
В следующей статье читайте подробнее о полиуретане.
Подписывайтесь на нас в Facebook , Vkontakte . Следите за нашими новостями.
Гипс — доступный и легкий в обработке материал. С доисторических времен литье из гипса наравне с лепкой из глины использовалось для изготовления различных поделок, игрушек и ритуальных фигурок.

И в наши дни гипс сохраняет свою популярность как поделочный материал. Из него делают также украшения и детали масштабных моделей техники.
Процесс литья из гипса
Процесс литья из гипса состоит из нескольких этапов. Само литье в гипсовые формы занимает минуты, гораздо больше времени уходит на подготовительные и завершающие операции. К подготовительным относятся:
- Изготовление модели изделия.
- Проектирование и изготовление формы, или опоки.
- Подготовка материалов для литья смазывания формы.

Процесс литья из гипса
Проверьте, чтобы все необходимые материалы, оборудование и инструменты были под рукой, отмыты и очищены после прошлого раза. Счет при отливке идет на минуты.
Непосредственно перед литьем в гипс следует произвести смазывание опоки и смешивание раствора для литья. Заливать растров в отверстие следует тонкой струйкой, обязательно давая воздуху возможность выйти. После заливки форму надо повращать и слегка потрясти, чтобы добиться максимального прилегания раствора к мелким деталям рельефа.
Завершающие операции не менее важны. Они так же определяют качество изделия. К ним относятся
- Сушка (при естественной температуре или на радиаторе). Слишком быстрая сушка может привести к растрескиванию отливки.
- Разборка формы. Если она плохо отходит от изделия, можно легонько обстучать ее деревянным или резиновым молоточком.
- Удаление литников и доработка деталей готового изделия.
- Очистка опоки (если планируется еще одна или несколько отливок).
Литье в гипсовые формы немного отличается от литья в формы из силикона. Силикон не нуждается в смазке, он упруг и из него легче извлекать отливку, к тому же он дает больше возможностей для проработки деталей.
Необходимое оборудование и материалы
Для отливки изделий из гипса не требуется высокопрофессиональное оборудование. Процесс вполне доступен в любительской домашней мастерской.
Важно: подготовка, сам процесс литья и завершающие операции связаны с появлением большого количества пыли. Обязательно должна быть обеспечена качественная вентиляция и уборка помещения. Не стоит заниматься этим в жилых помещениях и в домах, где живут аллергики. Кроме того, смесь воздуха и пыли в определенной концентрации взрывоопасна. Избегайте использования открытого огня в мастерской.

Формы для отливки из гипса
Основным оборудование является форма для отливки. Для ее изготовления сначала следует подготовить модель изделия. Для этого подходит пластилин, полимерная глина, любой пластичный материал. Если делают копию, то моделью является сам оригинал. Обязательно нужно наметить на модели линию стыка половинок будущей формы.
Важно правильно подобрать материал для опоки. Если готовится маленькая формочка для литья кулона или деталей масштабной модели техники — подойдет жесткий картон. Для литья крупных отливок лучше взять многослойную фанеру — ее не разопрет большой массой гипса.

Опока из жесткого картона для литья из гипса
- Емкость для смешивания гипса с водой.
- Стакан с носиком для заливки гипса.
- Резинки для стягивания частей формы.
- Кисточки для смазки.
- Дрель для сверления отверстий.
- Шпатели и ножи.
- Картон и скотч.
Гипс для литья следует выбирать самый лучший. Строительный алебастр можно применять, в крайнем случае, его лучше просеять через сито 0.2 мм, убедиться в том, что он достиг «пуховой» консистенции, не содержит комочков и посторонних включений.

Смазка формы для литья из гипса
Смазку для формы можно приобрести готовую, а можно изготовить самостоятельно из натертого на терке детского мыла, воды и подсолнечного масла.
Изготовление форм для литья из гипса
Наиболее используемыми материалами являются сам гипс и силикон.
Формы из гипса являются традиционными и привычными для многих поколений мастеров. Они более требовательны к уровню мастерства при изготовлении. В последние десятилетия их все больше теснят формы из силикона.
Формы, которые сделаны из силикона, отличаются высокой точностью, возможностью проработки мелких деталей, легкостью изготовления и снятия ее с отливки. Несколько дороже обходится исходный состав, но это компенсируется повышенной технологичностью и долговечностью.
При проектировании и изготовлении формы важно обращать внимание на:
- Тщательность проработки деталей.
- Способ соединения половинок формы и их последующей разборки
- Способ фиксации половинок друг относительно друга
- Расположение отверстий для литья. Оно должно позволить жидкому гипсу проникать во все уголки формы и полностью заполнять ее.
- Конфигурация опоки должна давать пузырькам воздуха свободный выход.
Для фиксации частей опоки друг относительно друга обычно используют резиновые ленты. Для маленьких изделий подходят резинки для денег, для более крупных их вырезают из велосипедных или автомобильных камер.
Изготовление гипсовых форм для литья
Литье в гипсовые формы требует определенного навыка, хорошего планирования и точной координации действий мастера. Как сделать форму для литья из гипса?
Сначала вокруг модели будущего изделия строится опока — ящичек из картона, обклеенного скотчем, или жесткого пластика. Щели между основанием и стенками помазываются пластилином. Модель покрывается смазкой и размещается внутри опоки на равных расстояниях от дна и стенок. В качестве подпорки используют кусочки пластика, картона. Иногда просто подвешивают модель на нитках.

Гипс разводят до консистенции сметаны
Гипс разводят до консистенции сметаны, кисточкой наносят на сложные элементы рельефа модели — углы, впадины и т.п. Все готово к литью. Потом заливают модель до линии стыка половинок опоки и оставляют гипс загустевать.

Гипсовая форма для литья
После загустевания проверяют, насколько хорошо модель отделяется от нижней половинки, смазывают ее и модель и заливают верхнюю половину формы. После загустевания верхней половинки по углам сверлят отверстия для штифтов, которые будут фиксировать половинки при отливке. После этого верхнюю половинку снимают, модель удаляют. Опока готова к отливке. Если вы начинающий мастер, запланируйте достаточно времени на приобретение опыта и наработку навыков. Литье в гипс может получиться не с первого раза.
Область применения литья из гипса
Литье из гипса применяется как на промышленных предприятиях для изготовления деталей отделки помещений, так и в авторских мастерских. Мастера льют из гипса весьма широкий ассортимент
- Авторские элементы декора помещений
- Статуэтки и даже большие статуи, вплоть до моделей для последующего литья из металлов
- Небольшие украшения
- Игрушки
- Детали для масштабных моделей техники
Этим перечнем область применения не ограничивается. Мастера придумывают все новые и новые области применения литья из гипса — везде, где нужно создать детали со сложными поверхностями и рельефом, а требования к прочности и износостойкости не являются критически важными.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.


Отправить ответ