
Фрезерные станки общего назначения
Содержание:
Фрезерные станки: общие сведения, классификация, обозначение
Фрезерные станки предназначены для обработки наружных и внутренних плоских, фасонных поверхностей, уступов, пазов, прямых и винтовых канавок, шлицев на валах, нарезание зубчатых колес и т. д.
Конструкции фрезерных станков многообразны. В общем случае фрезерные станки можно подразделить на две основные группы:
- общего назначения или универсальные фрезерные станки (вертикально-фрезерные, горизонтально-фрезерные, продольно-фрезерные
- специализированные и специальные фрезерные станки (шлицефрезерные, шпоночно-фрезерные, карусельно-фрезерные, копировально-фрезерные и др.)
Основными формообразующими движениями фрезерных станков являются вращение фрезы (главное движение) и движение подачи, которое сообщают заготовке или фрезе.
Приводы главного движения и подачи выполняют раздельно. Вспомогательные движения, связанные с подводом и отводом заготовки к инструменту, механизированы и осуществляются от привода ускоренных перемещений.
Основные элементы механизмов станков унифицированы.
Основным параметром, характеризующим фрезерные станки общего назначения, является размер рабочей поверхности стола.
По конструктивным особенностям эти станки подразделяют:
- станки консольные (стол расположен на подъемном кронштейне-консоли)
- станки бесконсольные (стол перемешается на неподвижной станине в продольном и поперечном направлениях)
- станки непрерывного действия (карусельные и барабанные)

- а — станок универсальный консольный горизонтально-фрезерный
- б — станок широкоуниверсальный консольный горизонтально-фрезерный
- в — станок широкоуниверсальный бесконсольно-фрезерный
- г — станок консольный вертикально-фрезерный
- д — станок бесконсольный вертикально-фрезерный
- е — станок бесконсольный горизонтально-фрезерный
- ж — станок продольно-фрезерный
- з — станок карусельно-фрезерный
- и — станок барабанно-фрезерный
Консольные фрезерные станки наиболее распространены в единичном, мелко- и среднесерийном производстве рис. 119, а, б, в, г). Консольно-фрезерные станки горизонтальные и вертикальные — это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Универсальный консольно-фрезерный станок (рис. 119, а) имеет горизонтальный шпиндель 2 и выдвижной хобот 1, на который устанавливают серьгу 3, поддерживающую оправку с фрезой, консоль 4 перемещается вертикально по направляющей стойки 5. На консоли расположены салазки 6 и поворотный стол 7.
Горизонтальный консольно-фрезерные станки (рис. 119, а) имеют горизонтально расположенный, не меняющий своего места шпиндель 2. Стол может перемещаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях. В отличие от Универсального консольного фрезерного станка рабочий стол не поворачивается вокруг вертикальной оси.
ШирокоУниверсальный консольно-фрезерный станок (рис. 119; б, в) помимо горизонтального шпинделя имеет шпиндельную головку 1, которая может поворачиваться на хоботе в двух взаимно перпендикулярных направлениях, благодаря чему шпиндель с фрезой можно устанавливать под любым углом к плоскости стола и к обрабатываемой заготовке. На головке 1 монтируют накладную головку 2, предназначенную для сверления, рассверливания, зенкерования, растачивания и фрезерования.
Вертикальный консольно-фрезерный станок (рис. 119, г) имеет вертикальный шпиндель 3, который размещен в поворотной шпиндельной головке 2, установленной на стойке 1.
Бесконсольные вертикально-фрезерные станки (рис. 119, д), служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально по направляющим стойки 6. Шпиндель 4 имеет вертикальные осевые перемещения при установке фрезы. Стол перемещается только в продольном и поперечном направлениях.
Бесконсольные горизонтально-фрезерные станки (рис. 119, е), служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально по направляющим стойки 6. Шпиндель 4 имеет осевые перемещения при установке фрезы.
Продольно-фрезерные станки (рис. 119, ж) предназначены для обработки заготовок крупногабаритных деталей. На станине 1 установлены две вертикальные стойки 6, соединенные поперечиной 7. На направляющих стойках смонтированы фрезерные головки 3 с горизонтальными шпинделями и траверса (поперечина) 4. На последней установлены фрезерные головки 5с вертикальными шпинделями. Стол 2 перемещается по направляющим стоек 4.
Карусельно-фрезерные станки (рис. 119, з), предназначенные для обработки поверхностей торцовыми фрезами, имеют один или несколько шпинделей 3 для чистовой и черновой обработки. По направляющим стойки 1 перемещается шпиндельная головка 2. Стол 4, вращаясь непрерывно, сообщает установленным на нем заготовкам вращение подачи. Стол с салазками 5имеет установочное перемещение по направляющим станины 6.
Барабанно-фрезерные станки (рис. 119, и) используются в крупносерийном и массовом производстве. Заготовки устанавливают на вращающемся барабане 2, имеющем движение подачи. Фрезерные головки 3 (для черновой обработки) и 1 (для чистовой обработки) перемещаются по направляющим стоек 4.
Станки консольно-фрезерные
Консольно-фрезерные станки — это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Наличие консоли, сообщая консольно-фрезерным станкам ряд удобств при обслуживании, несколько понижает жесткость при стыке со станиной, поэтому в конструкциях современных станков значительно увеличена длина направляющих консоли, созданы устройства для закрепления подвижных частей станка, повышена жесткость корпусных деталей.
Так как большей частью детали, применяемые в машиностроении, по размерам вписываются в габариты консольно-фрезерных станков общего назначения, парк фрезерных станков в механических цехах в основном укомплектован горизонтально- и вертикально-фрезерными станками консольного типа, а парк инструментальных и ремонтно-механических цехов, кроме того, еще и универсально-фрезерными и широкоуниверсально-фрезерными.
Кроме того, на базе некоторых основных моделей выпускаются модификации. Например, на базе вертикально-фрезерных станков 6М12П и 6М13П выпускаются быстроходные консольные вертикально-фрезерные станки 6М12Г1Б и 6М13ПБ. На базе горизонтально-фрезерного станка 6М82Г выпускается более быстроходная модель станка 6М82ГБ. На базе универсально-фрезерных станков 6Н81 и 6Н82 выпускаются широкоуниверсальные фрезерные станки 6Н81А и 6М82Ш. Широкоуниверсальные фрезерные станки в настоящее время находят широкое применение в единичном и мелкосерийном производствах для выполнения разнообразных фрезерных, расточных и сверлильных работ. На этих станках можно изготовлять металлические модели, штампы-формы, шаблоны, кулачки и т. п.
Широкоуниверсальный станок 6Н81А имеет шпиндельную головку, расположенную на хоботе и поворачивающуюся вокруг горизонтальной оси от 0 до 115°. В горизонтальном положении головки станок работает, как горизонтально-фрезерный, а в вертикальном положении, как вертикально-фрезерный.
Широкоуниверсальный станок 6М82Ш и аналогичный по конструкции станок большего размера 6М83Ш имеют два шпинделя: один — горизонтальный, как у обычного горизонтально-фрезерного станка, второй расположен на хоботе и может быть установлен под любым требуемым углом. Применение делительной головки и круглого поворотного стола значительно расширяет области применения этих станков. Для обработки различного рода поверхностей, а также крупногабаритных заготовок, превышающих по размерам площадь стола, вертикальная шпиндельная бабка смонтирована на выдвижном хоботе и может поворачиваться под любым углом в двух взаимно перпендикулярных плоскостях. При этом возможна одновременная работа горизонтального и вертикального шпинделей
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) и вертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров:
№ 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Гамма станков | Размер стола, мм |
|---|---|---|
| 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 | |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
Консольно-фрезерные станки, выпускаемые в СССР и СНГ
| Серия | Размер | Изготовитель | Год | Модель |
|---|---|---|---|---|
| 6 | 2 | ГЗФС | 1932 | 682 |
| 6Б | ||||
| 1 | ||||
| 2 | ГЗФС | 1937 | 6Б12, 6Б82, 6Б82Г | |
| 3 | ||||
| 6К | ||||
| 1 | ДЗФС | 6К11, 6К81, 6К81Г, 6К81Ш | ||
| 2 | ГЗФС | 6К12, 6К82, 6К82Г, 6К82Ш | ||
| 3 | ГЗФС | 6К13П, 6К83, 6К83Г, 6К83Ш | ||
| 6Н | Жальгирис | 1969 | 6Н10, 6Н80, 6Н80Г, 6Н80Ш | |
| 1 | ДЗФС | 1970 | 6Н11, 6Н81, 6Н81Г, 6Н81А, 6Н81Д | |
| 2 | ГЗФС | 1951 | 6Н12, 6Н82, 6Н82Г | |
| 3 | ГЗФС, ВМЗ | 1951 | 6Н13, 6Н13Ф3, 6Н83, 6Н83Г, 6Н13ГА | |
| 6М | Жальгирис | 6М10, 6М80, 6М80Г, 6М80Ш | ||
| 1 | ДЗФС | 1971 | 6М11, 6М11К, 6М81, 6М81Г, 6М81Ш, 6М81Ш-1, 6М81Ш-1Ф1, 6М81ШФ2 | |
| 2 | ГЗФС | 1961 | 6М12П, 6М12ПБ, 6М82, 6М82Г, 6М82ГБ, 6М82Ш | |
| 3 | ГЗФС | 1961 | 6М13П, 6М13ПБ, 6М83, 6М83Г, 6М83Ш | |
| 6Р | Жальгирис | 1973 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш | |
| 1 | ДЗФС | 6Р11, 6Р11К, 6Р11Ф3, 6Р81, 6Р81Г, 6Р81Ш | ||
| 2 | ГЗФС | 1972 | 6Р12, 6Р12К, 6Р82, 6Р82Г, 6Р82Ш | |
| 3 | ГЗФС, ВМЗ | 1972 | 6Р13, 6Р13Б, 6Р13Ф3, 6Р13Ф3-3, 6Р83, 6Р83Г, 6Р83Ш | |
| 6Т | Жальгирис | 1986 | 6Т10, 6Т80, 6Т80Ш | |
| 1 | ||||
| 2 | ГЗФС | 1985 | 6Т12, 6Т82, 6Т82Г, 6Т82Ш | |
| 3 | ГЗФС | 1985 | 6Т13, 6Т83, 6Т83Г, 6Т83Ш | |
| 6Д | ДЗФС | 1987 | 6Д10, 6ДМ80Ш | |
| 1 | ДЗФС | 1990 | 6Д81, 6Д81, 6Д81Г, 6Д81Ш | |
| 2 | ДЗФС | 6Д12, 6Д12Ф20, 6Д12Ф3, 6Д82, 6Д82Г, 6Д82Ш | ||
| 3 | ДЗФС | 6ДМ83Ш |
Основные производители фрезерных станков в СССР и России:
Жальгирис — Вильнюсский станкостроительный завод "Жальгирис"
Обозначение фрезерных станков
6 — фрезерный станок (номер группы по классификации ЭНИМС)
Д – серия (поколение) станка (Б, К, Н, М, Р, Т), например, 682, 6Б82Ш, 6К82Ш, 6Н82Ш, 6Д81Ш, 6Р82Ш, 6Т82Ш
8 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (8 — горизонтально-фрезерный)
1 – исполнение станка — типоразмер (0, 1, 2, 3, 4) (1 — размер рабочего стола — 250 х 1000)
Буквы в конце обозначения модели:
Г – станок горизонтальный консольно-фрезерный с неповоротным столом
К – станок с копировальным устройством для обработки криволинейной поверхности
Б – станок с повышенной производительностью (повышенный диапазон чисел оборотов шпинделя, повышенная мощность двигателя главного движения).
П – повышенная точность станка — (н, п, в, а, с) по ГОСТ 8-82
Ш – станок широкоуниверсальный
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Ф4 – станок многоцелевой с контурной системой ЧПУ и магазином инструментов
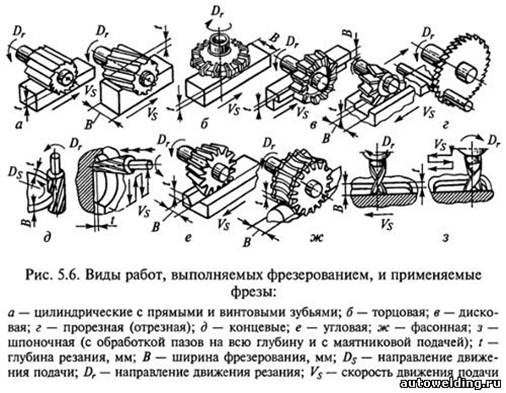
Фрезерные станки предназначены для обработки плоских и фасонных, в том числе и винтовых поверхностей, с помощью фрез — многолезвийных инструментов с режущими кромками, расположенными на поверхности тела вращения или на его торце.
Фрезы могут быть самых различных конструкций, из которых наиболее распространенными являются цилиндрические, дисковые, концевые, торцовые, фасонные.
Главным движением во фрезерных станках является вращение фрезы, а движением подачи — относительное перемещение фрезы и заготовки.
Согласно классификации фрезерные станки относятся к 6-й группе.
В зависимости от расположения узлов станка (компоновки), различают консольные и бесконсольные фрезерные станки. Основным конструктивным отличием консольно-фрезерных станков
является наличие консоли, перемещающейся в вертикальном направлении по направляющим станины.
1. Консольно-фрезерные станки.
На консольно-фрезерных станках обрабатывают детали малых и средних габаритов и веса.
Из-за наличия зазоров между консолью и направляющей станины, станки имеют ограниченную жесткость.
В зависимости от расположения шпинделя фрезерные станки подразделяются:
В. Универсальные (стол может поворачиваться в горизонтальной плоскости, что необходимо при фрезеровании спирали.
Г.Широкоуниверсальные (имеют поворотную шпиндельную головку, которая позволяет поворачивать шпиндель под различными углами к горизонтали).
2. Вертикально-фрезерные бесконсольные станки.
Обладают повышенной жесткостью, служат для обработки крупных и тяжелых деталей.
Заготовка получает два движения подачи – продольное и поперечное.
Настройка по высоте осуществляется с помощью перемещения шпинделя.
3. Продольно-фрезерные станки.
Существуют одно и двух стоечные. Имеют только одну продольную подачу стола.
Обрабатываются корпусные детали. Имеют несколько фрезерных головок.
4. Фрезерные станки непрерывного действия.
Применяют в серийном и массовом производстве.
-Карусельного типа — стол вращается вокруг вертикальной оси.
-Барабанного типа — стол вращается вокруг горизонтальной оси.
Установка и съем детали совмещаются с процессом резания.
5. Копировально-фрезерные станки.
Служат для фрезерования сложных поверхностей (плоские кулачки, штампы).
6. Специальные фрезерные станки:
Станки имеют сложную кинематику и поэтому по классификации выделены в особую группу.
20.Методы зубонарезания и классификация зубообрабатывающих станов
Методы нарезания цилиндрических зубчатых колёс.
При всем разнообразии парка станков и режущего инструмента, применяемого для нарезания зубчатых колес, различают два метода изготовления колес, а именно:
1) метод копирования профиля режущего инструмента
2) метод обката (огибания), основанный на механическом воспроизводстве зубчатого зацепления.
Наряду с указанными методами, для производства цилиндрических зубчатых колес применяют также следующие высокопроизводительные методы обработки:
а) одновременное долбление всех впадин зубьев заготовки специальными многорезцовыми головками; в таких головках число резцов равно числу впадин на обрабатываемом колесе, а форма режущих кромок является точной копией профилей впадин зубьев;
б) протягивание зубьев колес;
в) образование зубьев без снятия стружки волочением или накаткой;
г) холодную и горячую прокатку зубьев;
д) прессование зубчатых колес (из синтетических материалов).
Классификация зуборезных станков.
Зубообрабатывающие станки, выпускаемые нашей станкостроительной промышленностью, подразделяются на различные типы по следующим признакам:
а) по назначению – станки для обработки цилиндрических колес с прямыми и винтовыми зубьями; станки для нарезания конических колес с прямыми и криволинейными зубьями; станки для нарезания червячных и шевронных колес, зубчатых реек; специальные зубообрабатывающие станки (зубозакругляющие, притирочные, обкатные и др.);
б) по виду обработки (рабочего движения) и инструмента – зубодолбежные, зубофрезерные, зубострогальные, зубопротяжные, зубошевинговальные, зубошлифовальные и др.;
в) по точности обработки – станки для предварительного нарезания зубьев, для чистовой обработки (отделки) и для доводки рабочих поверхностей зубьев.
Фрезерные станки предназначены для обработки наружных и внутренних плоских, фасонных поверхностей, уступов, пазов, прямых и винтовых канавок, шлицев на валах, нарезание зубчатых колес и т. д. Фрезерование позволяет получить изделия 9 – 12 квалитета с шероховатостью RA = 0.8 – 10 мкм. Для фрезерования применяют работающие периферией цилиндрические, угловые и фасонные фрезы, работающие торцом торцовые фрезы, а также работающие и периферией и торцом дисковые, отрезные и концевые фрезы. Конструкции фрезерных станков многообразны. Выпускают универсальные, специализированные и специальные фрезерные станки.
Основными формообразующими движениями являются вращение фрезы (главное движение) и движение подачи, которое сообщают заготовке или фрезе. Приводы главного движения и подачи выполняют раздельно. Вспомогательные движения, связанные с подводом и отводом заготовки к инструменту, механизированы и осуществляются от привода ускоренных перемещений. Основные элементы механизмов станков унифицированы. Основным параметром, характеризующим фрезерные станки общего назначения, является размер рабочей поверхности стола.
Требуемые исполнительные движения формообразования при фрезеровании обеспечиваются исполнительными кинематическими цепями фрезерного станка: цепью резания и цепью подачи. Цепь резания связывает вращение главного привода с вращением инструмента и определяет скорость резания. Цепь подачи связывает вращение привода подачи с поступательным движением заготовки и определяет скорость подачи. Кинематическая схема фрезерного станка приведена на рисунке.
В общем случае фрезерные станки можно подразделить на две основные группы: 1) общего назначения или универсальные (вертикально-фрезерные, горизонтально-фрезерные, продольно-фрезерные); 2) специализированные и специальные (шлицефрезерные, шпоночно-фрезерные, карусельно-фрезерные, копировально-фрезерные и др.). По конструктивным особенностям эти станки подразделяют на консольные (стол расположен на подъемном кронштейне-консоли), бесконсольные (стол перемещается на неподвижной станине в продольном и поперечном направлениях) и непрерывного действия (карусельные и барабанные).
В единичном, мелко- и среднесерийном производстве наиболее распространены консольные фрезерные станки. Универсальный консольный горизонтально-фрезерный станок имеет горизонтальный шпиндель 2 и выдвижной хобот 1, на который устанавливают серьгу 3, поддерживающую оправку с фрезой, консоль 4 перемещается по направляющей стойки 5. На консоли расположены салазки 6 и стол 7. В консоли размещена коробка подач, позволяющая изменять скорость движения подачи стола в продольном и поперечном направлениях. Установочное перемещение стола в вертикальном направлении осуществляется от ходового винта, расположенного в стойке.
Широко универсальный консольный горизонтально-фрезерный станок помимо горизонтального шпинделя имеет шпиндельную головку 1, которая может поворачиваться на хоботе в двух взаимно перпендикулярных направлениях, благодаря чему шпиндель с фрезой можно устанавливать под любым углом к плоскости стола и к обрабатываемой заготовке. На головке 1 монтируют накладную головку 2, предназначенную для сверления, рассверливания, зенкерования, растачивания и фрезерования

Консольный вертикально-фрезерный станок имеет вертикальный шпиндель 3, который размещен в поворотной шпиндельной головке 2, установленной на стойке 1.


Бесконсольные вертикально- и горизонтально-фрезерные станки, служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается по направляющим стойки 6. Шпиндель 4 имеет осевые перемещения при установке фрезы. Особенностью конструкции бесконсольного станка является более жесткая станина и стойка, червячно-реечный привод стола. Это позволяет обрабатывать крупные заготовки с большими припусками на высоких режимах резания.
Фрезерно-центровальные станки предназначены для двустороннего фрезерования и зацентровки торцов деталей типа валов. Оба торца фрезеруют одновременно, а затем одновременно зацентровывают. Такая технология позволяет обеспечить параллельность торцов между собой и перпендикулярность центровых отверстий к этим торцам.

Продольно-фрезерные станки предназначены для обработки одновременно набором фрез горизонтальных, вертикальных, наклонных и фасонных поверхностей заготовок крупногабаритных деталей. На станине 1 установлены две вертикальные стойки 6, соединенные поперечиной 7 На направляющих стойках смонтированы фрезерные головки 3 с горизонтальными шпинделями и траверса (поперечина) 4. На последней установлены фрезерные головки 5 с вертикальными шпинделями. Стол 2 перемещается по направляющим стоек. Инструмент – торцовые, цилиндрические и фасонные фрезы. Область применения – средне и крупносерийное производство.
Карусельно-фрезерные станки, предназначенные для обработки поверхностей торцовыми фрезами, имеют один или несколько шпинделей 3 для чистовой и черновой обработки. По направляющим стойки 7 перемещается шпиндельная головка 2 Стол 4, вращаясь непрерывно, сообщает установленным на нем заготовкам вращение подачи. Стол с салазками 5 имеет установочное перемещение по направляющим станины 6.
Барабанно-фрезерные станки используются в крупносерийном и массовом производстве. Заготовки устанавливают на вращающемся барабане 2, имеющем движение подачи. Фрезерные головки 3 (для черновой обработки) и 1 (для чистовой обработки) перемещаются по направляющим стоек 4.
При работе на фрезерных станках используют большое количество различных приспособлений, которые служат для установки инструмента и закрепления заготовок, а также для расширения технологических возможностей фрезерных станков.
Широко используются делительные головки. Они служат для периодического поворота обрабатываемой заготовки вокруг оси (при обработке зубьев, шлицев, пазов и др.) на равные или неравные углы, а также для непрерывного вращения заготовки, согласованного с продольной подачей стола станка при нарезании винтовых канавок. Различают головки для непосредственного деления; многошпиндельные; универсальные; оптические. Делительные головки оснащаются принадлежностями: шпиндельными валиками; передним центром с поводком; домкратом; хомутиками; центровыми оправками и консольными оправками для установки заготовки; универсальными подкладками; задней бабкой; гитарами сменных зубчатых колес; трехкулачковыми патронами.
При обработке с использованием делительной универсальной головки заготовку 1 устанавливает на оправке в центрах шпинделя 6 головки 2 и задней бабки 8. Модульная дисковая фреза 7 получает вращение, а стол станка — рабочую продольную подачу. После каждого периодического поворота заготовки зубчатого колеса обрабатывается впадина между соседними зубьями. После обработки впадины стол ускоренно перемещается в исходное положение. Цикл движений повторяется до полной обработки всех зубьев колеса. Рабочую позицию заготовки устанавливают и фиксируют при вращении шпинделя рукояткой по делительному диску с лимбом. Пружинное устройство фиксирует рукоятку 3 при попадании в соответствующее отверстие делительного диска. На последнем с двух сторон концентрично расположены по одиннадцать окружностей с числами отверстий 25, 28, 30, 34, 37, 38, 39, 41, 42, 43, 44, 47, 49, 51, 53, 54, 57, 58, 59, 62, 66.
Универсальные делительные головки подразделяют на лимбовые и безлимбовые. Вращение рукоятки относительно лимба передается через зубчатые колеса и червячную передачу шпинделю. Головки настраивают на непосредственное, простое и дифференциальное деление.
Непосредственное деление обеспечивается установкой на шпинделе делительного диска с 30 равномерно расположенными отверстиями. Диск поворачивают рукояткой и выполняют деление окружности на 2, 3, 4, 5, 6, 15 и 30 частей. При использовании специального делительного диска можно выполнить деление на неравные части. Простое деление на Z равных частей выполняют при вращении рукоятки относительно неподвижного диска. Дифференциальное делениеиспользуют в случае, когда нельзя подобрать делительный диск с нужным числом отверстий. Если для числа Z на диске нет нужного числа отверстий, принимают некое число близкое к Z, для которого имеется соответствующее число отверстий. Разность компенсируют дополнительным поворотом шпинделя головки.
На фрезерных станках с ЧПУ, как правило, используют упрощенные по конструкции приспособления. Однако к ним предъявляют повышенные требования по точности и жесткости. Базирование плоских и корпусных деталей, имеющих обработанные базовые поверхности, осуществляют по трем плоскостям; плоскости по двум отверстиям или плоскости и отверстию. Для сокращения времени установки заготовки на столе станка или в приспособлении их базируют с помощью опор. Эти опоры, базирующие заготовку на столе станка соответственно по направляющей и опорной базовым поверхностям, устанавливают и крепят в Т-образных пазах стола. Для закрепления заготовок применяют стандартные зажимные элементы: машинные тиски, поворотные столы, обеспечивающие одноместное или многоместное закрепление заготовок.
Обязательно используется инструментальная оснастка. Фрезы закрепляют на оправках и в патронах, которые, в свою очередь, различным образом крепят в шпинделе станка.

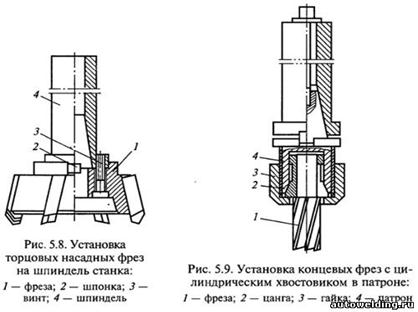
В процессе работы на фрезерных станках много времени занимает затяжка шомпола при креплении инструмента. Для сокращения этих непроизводительных затрат применяют различные быстродействующие зажимные приспособления.
Приспособления для установки и закрепления заготовок на фрезерных станках — это различные прихваты, подставки, угловые плиты, призмы, машинные тиски, столы и вспомогательные инструменты, механизирующие и автоматизирующие закрепление заготовок и тем самым сокращающие вспомогательное время.

При работе на фрезерных станках для закрепления заготовок широко применяют универсально-сборные приспособления (УСП), которые собирают из готовых нормализованных взаимозаменяемых деталей. После обработки на станке партии заготовок такое приспособление разбирают и из его деталей конструируют новые приспособления. Универсально-сборные приспособления позволяют значительно сократить сроки на проектирование и изготовление устройств, необходимых для закрепления заготовок, что особенно важно в условиях единичного и мелкосерийного производства.
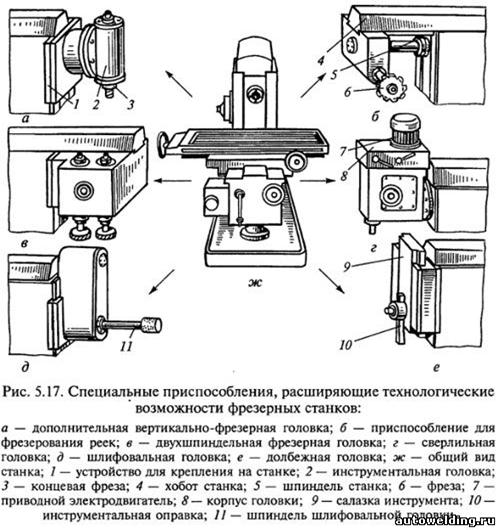
Специальные приспособления, расширяющие технологические возможности фрезерных станков. Существуют две группы таких приспособлений: не изменяющие основное назначение фрезерного станка (дополнительные и многошпиндельные фрезерные головки, головки для фрезерования реек, копировальные приспособления и т.п.);
в корне меняющие характер выполняемых работ (долбежные, сверлильные и шлифовальные головки). Некоторые специальные быстросъемные приспособления, монтируемые на горизонтально-фрезерных станках, показаны на рисунке.
Не нашли то, что искали? Воспользуйтесь поиском:


Отправить ответ