
Где применяется коническая резьба
Содержание:
Статья рассказывает о вещах, которые необходимо знать при работе с конической резьбой. Но для начала следует рассмотреть, для чего сейчас применяется металлическое резьбовое соединение.
Железные трубы в настоящее время можно встретить лишь в домах, которые не ремонтировались на протяжении нескольких десятилетий. Железо было вытеснено трубами из металлопластика и полипропилена. Последние разработки позволяют обеспечить полную герметизацию соединения, что привело к отказу от стали в качестве материала для стояков и других систем.

Но в местах с необходимой надежностью, превышающей обычные значения, использование металла продолжается и является зачастую единственным выходом из ситуации.
Этому есть две основные причины:
- механические нагрузки извне;
- большие значения давления в трубопроводе.
Например, проезжающий автомобиль легко раздавит неглубоко закопанную пластиковую трубу, в то время как стальная труба, скорее всего, выдержит эту нагрузку.
Стоит учесть, что сваркой соединять канализационные и водопроводные трубы не везде возможно и желательно. К этому может привести невозможность доступа к месту сварки или опасность взрыва. Также, зачастую требуется создать разъемное соединение, позволяющее присоединять к трубе по необходимости различные измерительные устройства. Соединения посредством резьбы и применяются с этой целью. Особенность в виде гладких краев резьбы обеспечивает плотность соединения при помощи герметиков или специальных лента для изоляции.
Классификация
Резьбы подразделяются на два основных типа:
Соответственно резьбовые соединения могут быть:
- конические-цилиндрические;
- цилиндрические-цилиндрические;
- конические-конические.
Коническая трубная резьба
Такой резьбой называют резьбу на трубных изделиях с сужающемся профилем к концу изделия. Если внутренняя резьба резьбового соединения является уже изношенной или сорванной и не подлежит полной замене, применяется именно резьба с коническим профилем. Она может придать на некоторый период времени герметичность соединению. Так, если в зимний период года надо осуществить запуск теплосети можно использовать эту особенность. Однако, как появится возможность, следует поменять полностью соединение.
Согласно техническим регламентам резьбу с коническим профилем используют лишь тогда, когда есть необходимость в обеспечении участка, находящемся в условии большого давления, полной герметичностью. Так, системы гидравлического привидения в работу габаритных машин являются подобным случаем.
Технические регламенты
Нельзя забывать и о действующих нормах:
1. Необходимо соблюдать значение угла профиля резьбы равным 55 градусам.
2. По стандартам для разных диаметров существует свой шаг.
3. Должно соблюдаться значение угла отклонения конусной поверхности от оси трубы в независимости от её диаметра. Должен соблюдаться уклон равный соотношению 1 к 16.
4. Шесть дюймов составляет максимально возможный диаметр. Сварочное или соединение фланцами применяется к трубам, характеризующимися большими диаметрами.
5. Необходимо соблюдать фиксированное соотношение диаметра с длиной конической резьбы. Вся длина наружной резьбы и рабочая её длина разделяются. Должно строго соблюдаться отношение всей длины с рабочей длиной нарезанной резьбы.
6. Стандарты также регламентируют варианты обозначений. Буква R говорит о наружной конической трубной резьбе. Буквы LH говорят о резьбе с левой спиралью. Также в обозначение входит размер резьбы. Rc обозначает внутреннюю резьбу конического профиля, а Rp цилиндрического профиля, часто используемая вместе с рассматриваемой резьбой.
Нарезка резьбы с конусным профилем
Основными инструментам нарезки резьбы являются:
1. резцы и гребенки на станках;
2. метчики, плашки, резьбонарезные головки;
3. накатные плашки;
4. фрезы для нарезки резьбы;
5. круги с абразивным покрытием.
Нарезка с использованием резца. Резцы для нарезки и гребенки на станках позволяют изготавливать как наружные, так и внутренние резьбы. Метод можно охарактеризовать как имеющий невысокую скорость нарезки. Сейчас его применяют в мелком производстве или при изготовлении винтов, обладающими высокой точностью. К достоинству можно отнести легкость использования инструментом и изготовление резьбы высокой точности.

Нарезание с использованием плашки и метчика. Плашки для труб бывают двух видов: круглые и раздвижные. Первые используются для нарезки 52 миллиметровой резьбы. Вторые включают в себя две половины, которые сближаются при резке труб. Метчиком называют стальной стержень с резьбой с режущими кромками. Метчики бывают машинные и ручные.
Нарезка резьбы накатыванием. Этот метод является основным промышленным способом. Изделие пропускают между двух плоских плашек, которые имеют резьбовой профиль, а на детали образуется соответствующая ему резьба.
Фрезерование резьбы производят на соответствующих станках. Фреза, которая вращается с большой угловой скоростью, при радиальной подаче углубляется в деталь и нарезает резьбу на ее поверхности. Деталь или фреза постепенно перемещается в осевом направлении на расстояние, которое равно шагу будущей резьбы.
Шлифование используется в основном при нарезке резьбы на деталях, небольшой длины. Шлифовальный круг расположен по отношению к детали под таким углом, который соответствует подъему резьбы.

Как обозначаются соединения деталей с резьбой
Так как соединяемые детали могут иметь разные резьбы, их соединение обозначают отношение внешней резьбы к внутренней. Например, Rp/R ¾ R является соединением деталей с левой резьбой посредством внутренней цилиндрической и наружной конической.
При присоединении детали с резьбой одного типа ко второй детали с резьбой другого типа необходимо соблюдать осторожность, дабы избежать повреждения гребней. Поэтому всё же рекомендуется соединять детали, имеющие один тип резьбы.
Итак, были подробно разобраны все вопросы, которые могут возникнуть при работе с резьбой конического профиля. Можно быть уверенным, что полученные знания пригодятся в будущем.
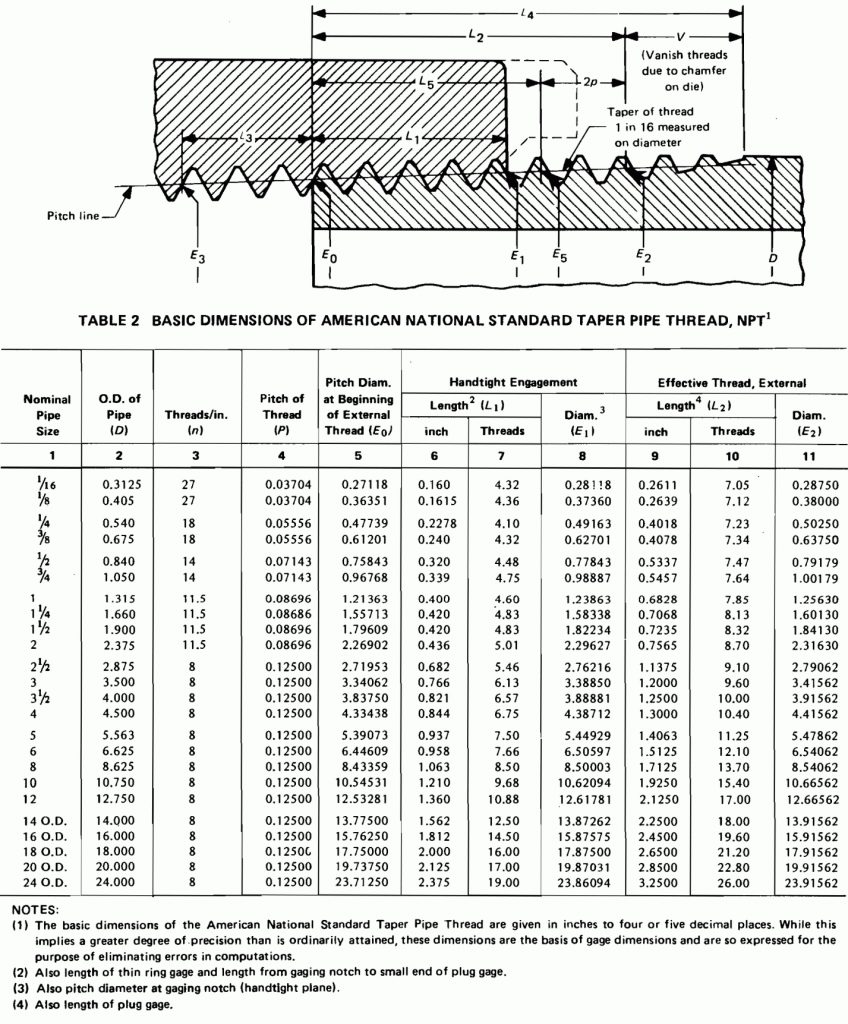
Коническая резьба бывает двух типов размерности в виде дюймовой и метрической, исходя из которой есть отличия в обозначениях соединений на чертежах или схемах. Аббревиатуру NPT-E используют, когда одна из трубных сторон с нарезанным конусом является метрической. Дополнительную аббревиатуру не используют, если соединяемые стороны дюймовые. Резьба NPT бывает стандартных размеров — 1/16 — 24 и соответствует пропускному диаметру трубы.

Основное применение данная резьба нашла в отраслях машино и станкостроения, в газовой и нефтяной промышленности, в системах гидравлики и пр. Резьба пригодна для соединений, требующих наличия повышенной герметичности, работающих при сильном давлении циркулирующей среды по трубопроводам.
При помощи дюймовой конической резьбы соединяют элементы, входящие в трубопроводы, в том числе масляные и топливные. Метрическую коническую резьбу используют в системах трубопроводов, которые предназначаются для транспортировки различных жидкостей.
На какие детали нарезается коническая резьба NPT и где применяется?
данная резьба наносится на одну з сторон различных адаптеров и переходников, способствуя беспроблемному использованию труб со штуцером по американским стандартам. Для формирования резьбы используются резьборезные специальные станки.К основному рабочему инструменту данного оборудования относится метчик, закрепленный на шпинделе, который вращается. Труба, подлежащая обработке, фиксируется в неподвижном состоянии на станочном столе. Наружная резьба нарезается при помощи плашки.
Коническую резьбу нарезают на штуцера всех труб, предназначенных для создания различных инженерных коммуникаций. На одну сторону изделия нарезается внешний конус, а на другую внутренний. Конические накатки по американскому стандарту, наносятся на детали, предназначенные для работ под высоким давлением. К ним относятся детали для постройки маслопроводов, топливопроводов, предназначенных для летательных устройств и автомобилей.
Резьбу NPT достаточно часто наносят на трубные изделия с сужающимся к концу изделия профилем. Детали с конической резьбой применяются там, где требуется создание высокой герметичности. Метрическая коническая резьба применяется, когда изготавливают тонкостенные резьбовые детали, служащие для регулировки и подверженные динамическим нагрузкам. Дюймовую резьбу применяют, когда нужно заменить резьбовые детали на импортных и старых машинах, а метрическую для конических плотных соединений. Коническая резьба способствует герметичности в соединении резьбовых деталей.
Метрическая коническая резьба с конусностью 1 : 16 применяется для конических резьбовых соединений, а также в соединениях наружной конической резьбы с внутренней цилиндрической резьбой с профилем по ГОСТ 9150-81.
Профиль внутренней цилиндрической резьбы, соединяемой с наружной конической, должен иметь плоскосрезанную впадину.
Примечание. При отсутствии особых требований к плотности или при применении уплотнителей для достижения герметичности резьбового соединения форма впадины конической (наружной и внутренней) и цилиндрической (внутренней) резьбы не регламентируется.
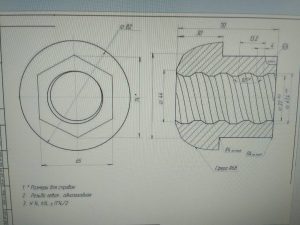
Профиль метрической конической резьбы (наружной и внутренней) приведен на рис. 5.
Диаметры, шаги, номинальные значения наружного, среднего и внутреннего диаметров внутренней цилиндрической резьбы должны соответствовать указанным на рис. 6 и в табл. 90.
Внутренняя цилиндрическая резьба должна обеспечивать ввинчивание наружной конической резьбы на глубину не менее 0,8 l .
Длина сквозной внутренней цилиндрической резьбы должна быть не менее величины 0,8( l 1 + l2 ).
Обозначение резьбы должно состоять из букв МК (для конической резьбы) или М (для внутренней цилиндрической резьбы), номинального диаметра, шага и номера стандарта (для внутренней цилиндрической резьбы), например:
МК20 х 1,5;
М20 х 1,5 ГОСТ 25229-82.
Рис. 5. Элементы конической резьбы:
d и D — наружные диаметры соответственно наружной и внутренней резьбы;
d2 и D2 — средние диаметры соответственно наружной и внутренней резьбы;
d1 и D1 — внутренние диаметры соответственно наружной и внутренней резьбы;
j — угол конуса;
j /2 — угол уклона;
Р — шаг резьбы;
H — высота исходного треугольника
90. Диаметры, шаги и основные размеры конической
(наружной я внутренней) резьбы, мм
l — рабочая длина резьбы;
l1 — длина наружной резьбы от торца до основной плоскости;
l2 — длина внутренней резьбы от торца до основной плоскости
| Р | Длина резьбы | |||||||
| 1-й рад | 2-й рад | d=D | d1=D1 | d2=D2 | l | l 1 | l 2 | |
| 6 8 10 |
— | 1 | 6,000 8,000 10,000 |
5,350 7,350 9.350 |
4,917 6,917 8,917 |
8 | 2,5 | 3 |
| 12 |
24
22
14,000
16,000
18,000
20,000
22,000
24,000
13,026
15,026
17,026
19,026
21,026
23,026
12,376
14,376
16,376
18,376
20,376
22,376
56
30,000
33,000
36,000
39,000
42,000
45,000
48,000
52,000
56,000
60,000
28,701
31,701
34,701
37,701
40,701
43,701
46,701
50,701
54,701
58,701
27,835
30,835
33,835
36,835
39,835
42,835
45,835
49,835
53,835
57,835
Для левой резьбы после условного обозначения ставят буквы LH например:
МК20 х 1.5LH;
М20 х 1,5LH ГОСТ 25229-82.
Обозначение конического резьбового соединения соответствует принятому для конической резьбы.
Соединение внутренней цилиндрической резьбы с наружной конической резьбой должно обозначаться дробью М/МК, номинальным диаметром, шагом и номером стандарта, например:
М/МК20 х 1,5 ГОСТ 25229-82,
М/М20 х 1,5 Н ГОСТ 25229-82.
Для внутренней цилиндрической резьбы, выполненной в соответствии с примечанием на с. 598, и в соединениях ее с наружной конической резьбой в обозначении номер стандарта не указывать.
Допуски. Осевое смещение основной плоскости Δl1 наружной и Δl2 внутренней резъбы (см. эскиз табл. 91) относительно номинального расположения не должно превышать величин, указанных в табл.91
Смещение основной плоскости является суммарным, включающим в себя отклонения среднего диаметра, шага, угла наклона боковой стороны профиля и угла конуса.
Предельные отклонения среза вершин и впадин (размеров Н/8 и Н/4), угла наклона боковой стороны профиля α/2, шага резьбы Р и угла конуса φ (разность средних диаметров l1+l2) должны соответствовать указанным в табл. 92.
Предельные отклонения внутреннего диаметра и среза впадин внутренней цилиидрической резьбы (размеры D1 и H/8 ) приведены в табл. 93.
91. Осевое смещение основной плоскости Δl1 наружной и Δl2 внутренней резьбы
Размеры, мм
В основной плоскости средний диаметр имеет номинальное значение
| Номинальный диаметр резьбы d | Р | Δl1 | Δl2 |
| От 6 до 10 | 1 | ±0,9 | ±1,2 |
| Св. 10 до 24 | 1,5 | ±1,1 | ±1,5 |
| » 24 » 60 | 2 | ±1,4 | ±1,8 |
Предельные отклонения Δl1 и Δl2 не распространяются на резьбы с длинами, меньшими указанных в табл. 90.
92. Предельные отклонения среза вершин в впадин (размеров H/8 и H/4 ),
угла наклона боковой стороны профиля α/2 , Р и угла конуса φ
Предельные отклонения не подлежат обязательному контролю, если это не оговорено особо
| Р | Разность средних диаметров резьбы на длине l1+ l2 | |||||||
| Н/4 | шага Р на длине | Предельные отклонения резьбы | ||||||
| наружной | внутренней | наружной | внутренней | l1+ l2 | l | наружной | внутренней | |
| От 6 до 10 | 1 | +0,032 | ±0,030 | +0,050 +0,015 | ±0,03 | 0,344 | +0,038 -0,019 | +0,019 -0,038 |
| Св. 10 до 24 | 1,5 | +0,048 | ±0,040 | +0,065 +0,020 | +0,04 | 0,469 | +0,052 -0,026 | +0,026 -0,052 |
| » 24 » 60 | 2 | +0,064 | ±0,050 | +0,085 +0,030 | ±0,05 | 0,688 | +0,077 -0,038 | +0,038 -0,077 |
93. Предельные отклонения внутреннего внутренней цилиндрической
диаметра и среза впадин резьбы, мм
D — наружный диаметр внутренней резьбы ;
D1 — внутренний диаметр внутренней резьбы ;
D2 — средний диаметр внутренней резьбы ;
Предельные отклонения размера H/8
не подлежат обязательному контролю,
если это не оговорено особо.
Св. 10 до 24
» 24 » 60
1,5
2
±0,04
±0,05
+0,15
+0,19
0
КОНИЧЕСКАЯ ДЮЙМОВАЯ РЕЗЬБА С УГЛОМ ПРОФИЛЯ 60°
(по ГОСТ 6111-52* в ред. 1997 г.)
Стандарт распространяется на резьбовые соединения топливных, масляных, водяных и воздушных трубопроводов машин и станков.
Примечание.
В трубопроводах из стальных водогазопроводных труб по ГОСТ 3262-75 соединения с конической резьбой должны выполняться по ГОСТ 6211-81.
Профиль и размеры конической дюймовой резьбы с углом профиля 60° должны соответствовать приведенным в табл. 94.
Отклонение расстояний вершин и впадин резьбы трубы и муфты от линии среднего диаметра резьбы ( δh1 и δh2 ) не должны превышать указанных в табл. 94а.
94а. Отклонение расстояний вершин и впадин резьбы трубы и муфты от линии среднего диаметра разьбы.
| Число шагов на 1" | Длина реьбы | Внутренний диаметр резьбы у торца трубы dT |
Труба | рабочая l1 |
средний d2, D2 |
внутренний d1, D1 |
l4 не менее |
D | ?0 (включая сбег) |
d | ||||||
| 1/16" | 27 | 0,941 | 6,5 | 4,064 | 7,142 | 7,895 | 6,389 | 6,135 | 0,753 | 8 | 10,5 | 1 | 8,05 | 13 | 10 | 6,3 |
| 1/8" | 27 | 0,941 | 7,0 | 4,572 | 9,519 | 10,272 | 8,766 | 8,480 | 0,753 | 8,5 | 11,0 | 1 | 10,42 | 14 | 11 | 8,7 |
| 1/4" | 18 | 1,411 | 9,5 | 5,080 | 12,443 | 13,572 | 11,314 | 10,977 | 1,129 | 12 | 15,5 | 1,5 | 13,85 | 20 | 15 | 11,2 |
| 3/8" | 18 | 1,411 | 10,5 | 6,096 | 15,926 | 17,055 | 14,797 | 14,416 | 1,129 | 13 | 16,5 | 1,5 | 17,33 | 21 | 16 | 14,7 |
| 1/2" | 14 | 1,814 | 13,5 | 8,128 | 19,772 | 21,223 | 18,321 | 17,813 | 1,451 | 16,5 | 21,0 | 1,5 | 21,56 | 26,5 | 21 | 18,25 |
| 3/4" | 14 | 1,814 | 14,0 | 8,611 | 25,117 | 26,568 | 23,666 | 23,128 | 1,451 | 17 | 21,5 | 1,5 | 26,91 | 26,5 | 21 | 23,5 |
| 1" | 111/2 | 2,209 | 17,5 | 10,160 | 31,461 | 33,228 | 29,694 | 29,059 | 1,767 | 21,5 | 26,5 | 2,0 | 33,69 | 33,5 | 26 | 29,6 |
| 1 1/4" | 111/2 | 2,209 | 18,0 | 10,668 | 40,218 | 41,985 | 38,451 | 37,784 | 1,767 | 22 | 27,0 | 2,0 | 42,44 | 34,5 | 27 | 28,5 |
| 1 1/2" | 111/2 | 2,209 | 18,5 | 10,688 | 46,287 | 48,054 | 44,520 | 43,853 | 1,767 | 22,5 | 27,5 | 2,0 | 48,54 | 34,5 | 27 | 44,5 |


Отправить ответ