
Геометрические размеры сварного шва
Содержание:
Существует 4 основных вида сварных соединений:
2. Встык с накладками.
Основных видов сварных швов всего два:
Стыковые швы используются при соединении встык. Во всех остальных соединениях используются угловые швы.
Вот вроде бы и все, что необходимо знать об основных видах сварных швов и соединений, но как правило таких знаний для расчета сварных соединений на прочность недостаточно, поэтому рассмотрим вышеуказанные виды сварных швов и соединений более подробно.
Для начала рассмотрим
1. Основные виды стыковых сварных швов:
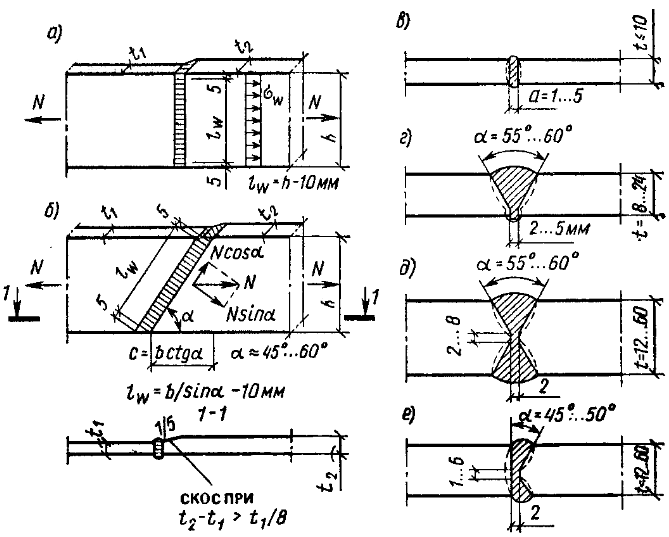
Рисунок 529.1. Основные виды стыковых сварных швов.
По варианту исполнения (вид сварного шва сбоку):
а) Прямой, совпадающий с рассматриваемым поперечным сечением элемента.
б) Косой. Делается в тех случаях, когда по расчету прямого шва для обеспечения прочности не достаточно.
Как видно из рисунка, стыковые швы могут использоваться для соединения деталей разной толщины.
По форме шва (вид в разрезе):
в) Без кромок.
г) V-образный.
д) Х-образный.
е) К-образный.
Как видно из рисунка, выбор той или иной формы шва зависит от толщины свариваемых деталей.
1.1. Геометрические характеристики стыковых сварных швов
Также на рисунке 529.1 показаны основные геометрические характеристики сварных швов, необходимые для расчета стыковых сварных швов на прочность:
t — толщина шва, см.
В общем случае когда толщины свариваемых деталей одинаковы, то толщина шва равна толщине свариваемых деталей. Если толщины свариваемых деталей разные, то за толщину шва принято считать наименьшую толщину свариваемых деталей. Форма шва (вид в разрезе) на определение толщины стыкового шва никак не влияет по той причине, что при расчетах на прочность материала шва рассматриваются сечения с наименьшей площадью. В данном случае наименьшую площадь будут иметь сечения на границе сплавления.
lw — длина шва, см.
Так как при любой технологии сварки в начале и конце шва имеется непровар, то с учетом этого расчетная длина шва принимается (согласно СП 16.13330.2011 "Стальные конструкции"):
lw = h — 2t (529.1.1)
lw = h (529.1.2) — при выводе концов шва за пределы стыка
где h — высота свариваемых деталей.
Примечания:
1. На рисунке (529.1) все размеры даны в миллиметрах для частного случая, когда t = 5 мм. Раньше это был общий случай, но теперь, как видим, требования изменились.
2. Для дальнейших расчетов все размеры лучше сразу перевести в сантиметры. Впрочем принципиального значения это не имеет.
2. Основные виды угловых сварных швов

Рисунок 529.2. Основные виды сварных соединений с угловыми швами.
а) Лобовые швы (2) при соединении внахлест;
б) Фланговые швы (3) при соединении внахлест;
в) Лобовые и фланговые швы при соединении в стык с накладками (4);
г) Угловые швы при соединении втавр (впритык) без прирезки и с прирезкой кромок;
д) Плоскость среза (сдвига) флангового шва
2.1. Геометрические характеристики угловых сварных швов
Одной из главных геометрических характеристик углового шва наряду с уже известной нам длиной шва lw, является катет шва kf. Это связано с тем, что в каком бы напряженно-деформированном состоянии ни находился рассматриваемый элемент конструкции, на один из катетов шва всегда будут действовать касательные напряжения. А так как сопротивление сдвигу (срезу) всегда меньше сопротивления растяжению или сжатию, то в таблице 530.2 рассматривается только один вид напряженно-деформированного состояния — условный срез.
В связи с этим определение катета шва при расчете угловых сварных швов приобретает большое значение. На рисунке 529.2.е) показаны возможные геометрические формы угловых швов (вид в разрезе). Как видно из этого рисунка в качестве расчетного значения катета шва принимается наименьшее из возможных значение.
Кроме того, предполагается, что разрушение материала шва может происходить не по одному из катетов, а в сечении, наклоненном к катетам под некоторым углом или по границе сплавления. Поэтому при расчете угловых швов рассматриваются два сечения: по металлу шва (1) и по границе сплавления (2):

Рисунок 529.3. Расчетные сечения угловых швов
Соответственно для определения одного из размеров рассматриваемого сечения используются коэффициенты βf — при расчете по металлу шва и βz — при расчете по границе сплавления. Определить значение этих коэффициентов можно по следующей таблице:
Таблица 529.1 (согласно СП 16.13330.2011 "Стальные конструкции"). Значения коэффициентов βf и βz для угловых швов

Примечание: В СНиП II-23-81* "Стальные конструкции" и в старых справочниках формулировка последнего пункта (вид сварки) была несколько иной, а именно: "Ручная; полуавтоматическая (механизированная). " и так далее, что позволяло без проблем определять значения коэффициентов при ручной сварке. Сейчас в формулировке присутствует союз "и", что на мой взгляд не совсем правильно, так как позволяет рассматривать дальнейшие условия, как относящиеся к обеим определениям. Кроме того, в указанных источниках значения коэфициентов для ручной сварки определялись вне зависимости от положения сварного шва. Сейчас же мы видим странное разделение, позволяющее определить только βf при сварке в лодочку или βz при всех остальных положениях шва. На мой взгляд, здесь явная ошибка редактора, тем не менее СП 16.13330.2011 "Стальные конструкции" — это актуализированная редакция теперь уже не действующего СНиП II-23-81* "Стальные конструкции" и при расчетах следует руководствоваться именно положениями СП. Но все равно приведу соответствующую таблицу из старого СНиПа:
Таблица 529.2. (согласно СНиП II-23-81* "Стальные конструкции")

3. Положение сварного шва
При выполнении сварочных работ принято различать следующие положения сварного шва:

Рисунок 529.3. Положения сварного шва.
Л — в лодочку (только для угловых швов)
Н — нижнее
Пг — полугоризонтальное
Г — горизонтальное
Пв — полувертикальное
В — вертикальное
Пп — полупотолочное
П — потолочное
Надеюсь, уважаемый читатель, информация, представленная в данной статье, помогла вам хоть немного разобраться в имеющейся у вас проблеме. Также надеюсь на то, что и вы поможете мне выбраться из той непростой ситуации, в которую я попал недавно. Даже и 10 рублей помощи будут для меня сейчас большим подспорьем. Не хочу грузить вас подробностями своих проблем, тем более, что их хватит на целый роман (во всяком случае мне так кажется и я даже начал его писать под рабочим названием "Тройник", на главной странице есть ссылка), но если я не ошибся в своих умозаключениях, то роману быть и вы вполне можете стать одним из его спонсоров, а возможно и героев.
После успешного завершения перевода откроется страница с благодарностью и адресом электронной почты. Если вы хотите задать вопрос, пожалуйста, воспользуйтесь этим адресом. Спасибо. Если страница не открылась, то скорее всего вы осуществили перевод с другого Яндекс-кошелька, но в любом случае волноваться не надо. Главное, при оформлении перевода точно указать свой e-mail и я обязательно с вами свяжусь. К тому же вы всегда можете добавить свой комментарий. Больше подробностей в статье "Записаться на прием к доктору"
Для терминалов номер Яндекс Кошелька 410012390761783
Для Украины — номер гривневой карты (Приватбанк) 5168 7422 0121 5641
Кошелек webmoney: R158114101090
- Расчет конструкций по нормативным документам . Сварные соединения
Примечание: Возможно ваш вопрос, особенно если он касается расчета конструкций, так и не появится в общем списке или останется без ответа, даже если вы задатите его 20 раз подряд. Почему, достаточно подробно объясняется в статье "Записаться на прием к доктору" (ссылка в шапке сайта).
Геометрические параметры сварного шва наряду с правильно подобранными режимом и оказывают существенное влияние на прочность, а также на долговечность. В случае соединения двух деталей встык основной геометрической характеристикой служит ширина шовного валика. В случае угловой сварки его место занимает катет.

Что такое катет сварочного шва
Поперечное сечение углового шовного валика представляет собой равнобедренный прямоугольный треугольник. Гипотенуза идет вдоль поверхности шовного материала, а катеты — от краев сварочного соединения к вершине угла.
Зависимость прочности от величины катета не является линейной. При слишком маленьком значении прочность будет недостаточной из-за малой площади сечения, при слишком большой длине чрезмерный объем наплавки может вызывать деформации металла заготовки. Кроме того, завышенная величина приводит к повышенному расходу сварочных материалов и электроэнергии. Кроме того, растет удельная стоимость сварочных работ.
В ходе конструкторско-технологической подготовки производства выбирают оптимальное значение этого параметра. Если соединяются детали различной толщины, катет шва выбирают по более тонкой детали.

Размеры сварочного шва
После проведения сварочных работ необходимо проверить, насколько размеры реального соединения соответствуют проектным. Для этого применяют специальные наборы шаблонов — катетометры.
Геометрия сварочного шва
Геометрия стыкового соединения полностью описывается следующим набором параметров:
- ширина;
- толщина;
- зазор между заготовками;
- заглубление зоны проварки;
- возвышение области наплавки над плоскостью заготовок.
При сварке под углом применяется модифицированный набор параметров:
- катет сварного шва;
- толщина зоны наплавки, равная сумме расчетной высоты и возвышения;
- возвышение зоны наплавки;
- расчетная высота.

Геометрические параметры сварочного шва
Расчетная высота — длина отрезка, восставленного перпендикулярно к гипотенузе валика из точки максимальной проплавки.
Свойства
Получив представление о геометрических параметрах, можно разбираться со свойствами сварного соединения. Основные свойства — это:
- однородность наплавки сварного валика ;
- равномерность наплавки;
- глубина проварки.
Под равномерностью понимают постоянство геометрических параметров вдоль шовной линии, прежде всего:
- высоты шовного материала;
- его ширины.
Если в каком-либо месте ширина окажется меньше проектной, то там в ходе эксплуатации изделия под внешней нагрузкой будут концентрироваться механические напряжения. В этой точке наиболее вероятно разрушение конструкции.
Однородность – это отсутствие дефектов сварки, таких, как пористость или неоднородность шовного материала.

Однородный сварной шов
Соблюдение глубины проварки проектной, ее постоянство обеспечивает заданную площадь сплавления заготовок, что гарантирует способность конструкции выдерживать большие нагрузки.
Выбор катета сварного шва
Определение длины катета шва при сварке выполняется под каждое конкретное изделие. Необходимо учитывать:
- толщину свариваемых заготовок;
- их материал;
- одностороннее соединение или двухстороннее(со скольких сторон будет проварен угол);
- характеристики электродов или проволоки.
Длина должна быть достаточной для обеспечения заданной прочности сварки. Завышать длину также недопустимо.
Завышение приводит к повышенному расходованию материалов, завышению трудоемкости, а также перетяжеляет конструкцию. Для облегчения выбора длины на основе практического опыта, а также научных исследований разработаны типовые шаблоны для каждого вида сварного соединения.
Как измерить
Для проверки качества выполненных работ необходимо промерить его основные параметры. Измерения проводят при помощи наборов специально калиброванных пластин — катетометров. Их поочередно прикладывают перпендикулярно линии шовного материала, пока не добьются полного прилегания.

Если катетометра нет под рукой, то измерения можно произвести с помощью штангенциркуля и угольника. Угольник прикладывают к одной из деталей так, чтобы его вершина упиралась в вершину сварочного валика. Щуп штангенциркуля опускают из-за угольника к другой вершине валика. Вылет щупа будет равен искомой длине.
Точность таких измерений будет несколько ниже, а времени на проверку сварного соединения, особенно длинного, уйдет значительно больше.
Зачем нужен расчет
Казалось бы, зачем вообще возиться с расчетом и измерением катета сварочного шва? Наплавить побольше металла — сварка будет стоять века. Такой подход имеет право на существование разве что при сварке каркаса забора вокруг дачного участка. При слишком большой высоте наплавки может получиться обратный эффект:
- При превышении толщины наплавки неоправданно расширяется зона нагрева и объем расплавленного металла. Возможно искривление деталей.
- Повышенный расход сварных материалов и превышение плановой трудоемкости сделают сварные работы экономически неэффективными, особенно при выпуске крупных серий изделий.
- При сварке деталей разной толщины длину выбирают по тонкой детали во избежание ее деформации.
Занижение длины, слишком узкий валик не обеспечит достаточной надежности сварки. Поэтому расчет крайне важен для создания долговечных и экономичных соединений.
Как сделать расчет
На практике используются приближенные правила расчета. По ним за значение параметра берут толщину более тонкой заготовки.
Точный расчет выполняется по формуле:
- где Т — катет углового шва;
- S- ширина валика между деталями;
- α — величина угла между плоскостью детали и гипотенузой сечения валика.
В большинстве случаев угол принимают равным 45°, его косинус равен 0,7.
и формула упрощается:
После проведения работ обязательно следует проверить размеры реального шовного материала на соответствие расчетным. Определение катета сварного шва проводят катетометром или штангенциркулем.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Процесс ручной дуговой сварки, обладая рядом преимуществ, имеет два важных недостатка: относительно низкую производительность и неоднородность сечения шва, зависящие от квалификации сварщика. Производительность ручной сварки ограничивается максимально допустимой величиной сварочного тока для применяемых при ручной дуговой сварке диаметров электрода ( коэффициент плотности сварочного тока для сварки покрытыми электродами К= 30 — 60 А/ мм 2 ). При больших токах электрод длиной 350 — 450 мм сильно перегревается, что может привести к образованию опасного дефекта — непровара. Эти и некоторые другие недостатки ручной дуговой сварки послужили причиной для создания автоматизированных способов дуговой сварки. Одним из таких способов является автоматизированная сварка под слоем флюса, которая будет рассмотрена в данной работе.
Конкретные режимы сварки под флюсом подбираются по основным и дополнительным характеристикам. К первым относят: -сечение электродной проволоки; -силу сварочного тока; -полярность и род тока; -скорость сварочного процесса; -скорость подачи электродной проволоки; — напряжение на дуге. К дополнительным же параметрам причисляют: -геометрические величины и плотность флюса, а также его состав; -вылет проволоки (электродной); — положение при сварке того или иного вида электрода и непосредственно свариваемой конструкции. Изменение режима сварки и других технологических факторов по-разному влияет на размеры сварных швов. На рисунках 1.1и 1.2показаны влияние изменения основных параметров сварки на размеры шва.

Рис.1.1. Изменение ширины е , выпуклости q шва и глубины проплавления h в зависимости от параметров режима (а — в) и вылета электрода (г): Uд — напряжение дуги; Iсв — сварочный ток ; Vсв — скорость сварки.

Рис. 1.2.Влияние сварочного тока, напряжения и скорости сварки на форму и размеры сварного шва.
При автоматической сварке под флюсом с постоянной скоростью подачи электродной проволоки часто вместо тока оперируют понятием скорости подачи электродной проволоки, определяющей в этих условиях ток. Чем выше скорость подачи, тем больше должен быть ток для обеспечения расплавления подаваемой в зону сварки проволоки.
На рисунке 1.3 приведены зависимости линейной скорости плавления электродной проволоки диаметром 2-8,0 мм от сварочного тока.

Рис.1.З.Зависимость линейной скорости плавления электродной проволоки от тока и ее диаметра. Скорость сварки 30 м/ч
Диаметр электродной проволоки выбирают в зависимости от толщины свариваемого металла. При увеличении диаметра электродной проволоки и неизменном сварочном токе возрастает ширина шва и уменьшается глубина провара, а при уменьшении диаметра — наоборот. В зависимости от диаметра электродной проволоки устанавливают силу сварочного тока. При увеличении силы тока количество теплоты, которая выделяется, возрастает и увеличивается давление дуги на ванну. Это приводит к увеличению глубины проплавления основного металла и доли участия его в формировании швов (Рис.1.4). Это объясняется ростом давления дуги на поверхность сварочной ванны, которым оттесняется расплавленный металл из-под дуги (улучшаются условия теплопередачи от дуги к основному металлу), и увеличением погонной энергии. Ввиду того, что повышается количество расплавляемого электродного металла, увеличивается и высота усиления шва. Ширина шва возрастает незначительно, так как дуга заглубляется в основной металл (находится ниже плоскости основного металла).
Увеличение плотности сварочного тока (уменьшение диаметра электрода при постоянном токе) позволяет резко увеличить глубину проплавления. Ширина шва при этом уменьшается. Путем уменьшения диаметра электродной проволоки можно получить шов с требуемой глубиной проплавления в случае, если величина максимального сварочного тока, обеспечиваемая источником питания дуги, ограничена. Однако при этом уменьшается коэффициент формы провара шва (k = l/hm).

Рис. 1.4. Геометрические параметры зоны проплавления при автоматической сварке под флюсом
При увеличении диаметра электродной проволоки и неизменном сварочном токе возрастает ширина шва и уменьшается глубина провара, а при уменьшении диаметра — наоборот. Как видно из рисунка 1.1 при отсутствии источников, обеспечивающих необходимый сварочный ток, требуемая глубина проплавления может быть достигнута при уменьшении диаметра используемой электродной проволоки. Род и полярность тока оказывают значительное влияние на форму и размеры шва, что объясняется различным количеством теплоты, выделяющимся на катоде и аноде дуги.
При сварке на постоянном токе прямой полярности глубина проплавления на 40 — 50%, а на переменном — на 15 — 20% меньше, чем при сварке на постоянном токе обратной полярности. Поэтому швы, в которых требуется небольшое количество электродного металла и большая глубина проплавления (стыковые и угловые без разделки кромок), целесообразно выполнять на постоянном токе обратной полярности. При увеличении напряжения дуги (длины дуги) увеличивается ее подвижность и возрастает доля теплоты дуги, расходуемая на расплавление флюса. При этом растет ширина шва, а глубина его проплавления остается практически постоянной. Этот параметр режима широко используют в практике для регулирования ширины шва.
Увеличение скорости сварки уменьшает погонную энергию и изменяет толщину прослойки расплавленного металла под дугой. В результате этого основные размеры шва уменьшаются. При чрезмерно больших скоростях сварки и силе сварочного тока в швах могут образовываться подрезы. С увеличением вылета электрода возрастает интенсивность его подогрева, а значит, и скорость его плавления. В результате толщина прослойки расплавленного металла под дугой увеличивается и, как следствие этого, уменьшается глубина проплавления. Этот эффект иногда используют при сварке электродными проволоками диаметром 1 — 3 мм для увеличения количества расплавляемого электродного металла при сварке швов, образуемых в основном за счет добавочного металла (способ сварки с увеличенным вылетом электрода). Для устойчивости процесса сварки скорость подачи электродного провода должна равняться скорости ее плавления. Для предупреждения отекания расплавленного флюса, ввиду его высокой жидкотекучести, сварка этим способом возможна только в нижнем положении при наклоне изделия на угол не более 10 -15°. Основным условием для успешного ведения процесса сварки является поддержание стабильного горения дуги. Для этого определенной силе сварочного тока должна соответствовать своя скорость подачи электродной проволоки . Скорость подачи должна повышаться с увеличением вылета электрода. При его постоянном вылете увеличение скорости подачи уменьшает напряжение дуги. При использовании легированных проволок, имеющих повышенное электросопротивление, скорость подачи должна возрастать. Наклон электрода вдоль шва и положение детали также отражаются на форме шва. Обычно сварку выполняют вертикально расположенным электродом, но в отдельных случаях она может проводиться с наклоном электрода углом вперед или углом назад . При сварке углом вперед жидкий металл подтекает под дугу, толщина его прослойки увеличивается , а глубина проплавления уменьшается. Сварка углом назад уменьшает прослойку, и проплавление возрастает. С увеличением вылета — электрод плавится быстрее, а основной металл остается сравнительно холодным. Кроме того, при этом увеличивается длина дуги, которая приводит к уменьшению глубины проплавлення и некоторого увеличения ширины шва — обычно вылет составляет 40. 60 мм. Сварка на подъем увеличивает глубину проплавления и вероятность прожога. При сварке на спуск металл сварочной ванны, подтекая под дугу, уменьшает глубину проплавления, поэтому возможно образование несплавлений и шлаковых включений. Состав флюса, его насыпная масса также изменяют форму и размеры шва. При увеличении насыпной массы флюса глубина проплавления возрастает, ширина шва уменьшается. Флюсы имеют разные стабилизирующие свойства, с повышением которых увеличиваются длина дуги и ее напряжение (возрастает ширина шва и уменьшается глубина проплавления). Флюсы с малой объемной массой (грубозернистые стекловидные и пемзоподобные) осуществляют меньшее давление на газовую полость зоны сварки, которая оказывает содействие получению более широкого шва с меньшей глубиной проплавления. Применение мелкозернистого флюса с большей объемной массой приводит к увеличению глубины проплавлення и уменьшению ширины шва.
Дата добавления: 2019-04-03 ; просмотров: 221 ;


Отправить ответ