
Гост на круги шлифовальные абразивные
Содержание:
Статья подготовлена при поддержке экспертов компании ДиамМаркет – товары для обработки камня.
Шлифовальный диск – один из видов абразивного инструмента наряду с головками, сегментами, брусками, абразивными лентами и шлифшкурками, активно применяемый для обработки различного рода поверхностей. Абразивами, используемыми для изготовления шлифкругов, являются прочные, высокотвердые вещества: алмаз, корунд, кварц, а также искусственные материалы – электрокорунд, синтетические алмазы, карбид кремния и бора и прочие. Зерна этих веществ подвергают механической обработке поверхность других материалов, в плане назначения их можно сравнить с зубьями обычной пилы, но расположенные не по краям, а по периметру диска. Шлифовальные круги применяются для обработки многих материалов: углеродистой стали, стекла, пластика, бронзы, кованого железа и цветных металлов. Кроме того, они применяются в инструментах для резки кирпича, камня, керамической плитки, гипсокартона.
Классификация
Непрофессиональная классификация, знакомая многим, разделяет шлифовальные круги на следующие типы:
- Диски с так называемой «липучкой» – специальной тканью, которая нанесена на шлифбумагу.
- Лепестковые круги – имеют поверхность из абразивного материала, расположенного в виде веерного наложения слоев. Они очень прочные, обеспечивают ровную поверхность после обработки, чаще всего применяются для шлифовки труб или деревянных поверхностей.
- Фибровые диски, состоящие из вулканизированной бумаги с многослойной структурой. На станок они крепятся с помощью опорной тарелки с необходимым сечением. Применяются фибровые диски для зачистки металлических, деревянных, стальных изделий.
- Алмазные круги, применяемые для финальной обработки. Как правило, имеют небольшую прочность.
Маркировка шлифовальных кругов
Качественные характеристики абразивных кругов регламентируются ГОСТами, нормативами и техническими условиями. Каждый из шлифкругов имеет свою маркировку по следующим характеристикам:
- Шлифматериал
- Величина диска
- Размер зерен
- Тип диска
- Степень твердости
- Связующее вещество
- Класс неустойчивости
- Структура
- Сегменты
- Оптимальная скорость вращения
Для расшифровки этих пунктов, необходимо рассмотреть маркировку шлифовальных кругов более подробно.
Тип шлифующего абразива
Наиболее часто маркировка абразивных кругов по типу материала встречается следующая:
Маркировка 12А,13А,14А,15А,16А: электрокорунд нормальный (материал с высокой теплостойкостью, хорошей сцепляемостью со связующим веществом, механически прочными зернами). Применяется для обработки кованого железа, чугуна, стали, бронзы, хромированной стали.
22А,23А,24А,25А: электрокорунд белый (более однородный, чем тип 14А, более твердый, с острыми кромками, имеет свойство самозатачиваться, обеспечивает более однородную поверхность обрабатываемого материала). Применяется для заточки и шлифования инструментальной стали, тонкостенных деталей и инструментов, а также отделочной и финишной обработки.
 Маркировка абразивных кругов
Маркировка абразивных кругов
32А,33А,34А: электрокорунд хромистый.
37А: электрокорунд титанистый.
38А: циркониевый. Чем выше маркировка, тем выше прочность дисков.
Маркировка 52-55С: карбид кремния черный (обладает повышенной твердостью по сравнению с предыдущим типом абразива, и хрупкостью). Применяются для полировки чугунных, гранитных, фарфоровых, кремниевых, керамических, стеклянных поверхностей, а также вязких алюминиевых, медных, резиновых материалов, изделий из жаропрочной стали.
Маркировка 62С,63С,64С: карбид кремния зеленый. Отличается от черного большей хрупкостью.
Маркировка CBN, КНБ, кубонит, боразон: обладает прочностью алмаза, но большей термостойкостью.
Маркировка алмазных кругов: АС2 (обычной прочности), АС4 (повышенной прочности),АС6 (высокой прочности), АС32 (монокристаллы), АС50, АРБ1, АРК4, АРС3. Обладают самой высокой износостойкостью, прочностью, низкой хрупкостью. Применение алмазных кругов находит себя в обработке хрупких и высокотвердых сплавов (чугуна, керамики, кремния, оптического стекла), а также финишного шлифования, резки, заточки твердосплавных инструментов.
Шлифовальные круги, зернистость (маркировка)
Такая характеристика, как зернистость, определяет гладкость обрабатываемой поверхности. Величина зерна шлифовального диска определяет его изнашиваемость, толщину снимаемого слоя металла за один проход и т.д. Чем меньше значение одного зерна, тем более гладкой и чистой получится обрабатываемая поверхность.
Размер зерен определяет маркировку дисков:
- Шлифзерно: размер фракции составляет от №200 до №16
- Шлифпорошок: №№12-4
- Микрошлифпорошок: М63-М14
- Тонкий микрошлифпорошок: М10-М5.
Единицы измерения зернистости приведены в мкм. Маркировка алмазных шлифовальных кругов, точнее, тип их зернистости, обозначается другим способом (через дробь верхнего и нижнего значения).
 Маркировка зернистости шлифовальных кругов
Маркировка зернистости шлифовальных кругов
Размер кругов
Размеры дисков регламентируются ГОСТом 2424-75. Маркировка D – это числовое обозначение внешнего диаметра, d – внутреннего диаметра, h – высоты (ширины). Наружный диаметр может варьироваться в диапазоне 3-1100 мм, внутренний – от 1,0 до 305 мм, а высота – от 0,18 мм до 250 мм.
Класс неустойчивости (неуравновешенности)
Существует обозначение четырех классов неуравновешенности (от 1 до 4), т.е. допустимых значений отклонения диска от статического баланса. Класс неуравновешенности обозначает отношение массы абразивного диска к точности его геометрической формы. Поэтому часто маркировка неуравновешенности и точности указываются рядом. Класс точности А используется для работы на высокоточном оборудовании, класс Б является более универсальным, АА – диски идеальной формы и геометрии из абразива очень высокого качества.
Структура
Плотность структуры обозначается в зависимости от соотношения количества зерен абразива на объем диска. Чем больше абразива на единицу объема шлифкруга, тем плотнее его структура. Если производится заточка инструмента, диск с менее плотной структурой лучше подвержен очистке поверхности от частиц материала, создает меньше риска для возникновения деформации, быстрее охлаждается.
Числовое обозначение структуры следующее:
1,2,3,4 – плотная структура;
5,6,7 – средней плотности;
 Маркировка шлифовальных кругов: старая и новая, разница по ГОСТ
Маркировка шлифовальных кругов: старая и новая, разница по ГОСТ
Условные показатели дисков до 2008 года регламентировались согласно ГОСТ 2424-83. С 2008 года вступила в действие новая редакция ГОСТ 2424. В 2009 году началась маркировка абразивных кругов по-новому: вступили в силу современные нормы на условное обозначение твердости обрабатывающего инструмента (ГОСТ 52587-2006 взамен старого ГОСТ 18118, 19202, 21323), зернистости (ГОСТ 52381-2005 вместо ГОСТ 3647-80), связок (новый ГОСТ 52588-2006).
Также современные показатели типов шлифкругов отличаются от принятых в СССР. Существующее обозначение шлифкругов следующее (в скобках указано ранее применяемое обозначение):
- – сечение круга прямого профиля (ПП). Подходит для универсального применения
5 – прямого профиля с односторонней выточкой (ПВ). Применяется для круглого шлифования.
7 – с двумя выточками (ПВД)
10 – со ступицей и двусторонней выточкой
6 – цилиндрический чашечной формы (ЧЦ). Применяются для заточки инструмента.
36 – с крепежными элементами (ПН)
11 – конический чашечной формы (ЧК)
41 – отрезной тип диска
4 – с коническим профилем двустороннего типа (2П)
- – тип с коническим профилем (3П)
12,14 – тарелчатый (Т,1Т).
Маркировка лепестковых шлифовальных кругов производится с указанием типа, внешнего диаметра, внутреннего диаметра, высоты, зернистости и серии шлифшкурки.
Маркировка по типам связки
Связка скрепляет шлифовальные зерна с основой и между собой. Обычно на дисках указывается три вида маркировки связок: это вулканитовая, керамическая и бакелитовая.
Первый вид связки обозначается как R, или, вышедшее из употребления обозначение – «В». Она состоит из синтетического каучука, подвергнутого процессу вулканизации.
Керамическая связка маркируется как V, бывшее наименование – «К». Она включает в себя соединение неорганических веществ (глины, кварца). Ее преимуществами является износостойкость, термо-и химическая устойчивость, но вместе с тем и хрупкость.
Бакелитовая связка маркируется как В, ранее известное как «Б4» и «БУ». В ее состав входят искусственные смолы. Это эластичная связка, но в остальном параметры ниже, чем у керамической.
Показатели твердости
Показатель твердости шлифкруга обозначает прочность удерживания зерен связкой на поверхности при воздействии на диск обрабатываемого абразива.
Обозначения твердости диска начинаются с весьма мягкого (ВМ1, ВМ2) до чрезвычайно твердого (ЧТ), в новом обозначении маркировка осуществляется буквами английского алфавита, начиная с F (весьма мягкий) до Z (чрезвычайно твердый).
Чаще всего используются диски средней твердости, но выбор типа степени зависит от вида выполняемой работы, поверхности материала, самого инструмента.
Зернистость
Согласно ранее действовавшему ГОСТ, маркировка степени зернистости выражалась в измерении количества зерен в объеме 10 мкм, для микрошлифпорошка эти значения выражались добавлением буквы «М». Новый стандарт устанавливает обозначение буквой «F» с добавлением числа, которое указывает на степень зернистости. Чем оно больше, тем меньше зерна и наоборот.
ГОСТ – шлифовальные круги
ГОСТ на шлифовальные круги дает четкое обозначение этого инструмента, его классификацию, характеристики, применение и установку на станки. Согласно редакции шлифовальный круг – это абразивный инструмент, который используется для шлифования разных поверхностей и резки заготовок. Он представляет собой приспособление с определенным уровнем пористости. Круг изготовлен из абразивного материала (порошка), крупицы которого соединены искусственными и природными элементами, выступающих в качестве связующих. Шлифкруг применяют на шлифовальных машинках и станках.
Абразивный круг можно сравнить с зубьями обычной пилы, поскольку оба инструмента предназначены для одной и той же цели. Но разница между пилой и кругом в том, что зубья пилы находятся на краю режущего приспособления, а у абразива – по всей поверхности.
Твердые частицы шлифовального круга гарантируют качественную обработку покрытий от посторонних компонентов. С помощью абразива можно легко очистить поверхность от коррозии, удалить неровности или заусенцы. В соответствии с ГОСТ шлифовальные круги применяются для обработки заготовок, изготовленных из таких материалов:
Кроме перечисленных материалов, редакция ГОСТ также описывает применение шлифовальных кругов для резки кирпичей, керамики, бетона или кровельного шифера. Абразивный режущий инструмент можно использовать для зачистки различных поверхностей, имеющих большую или малую площадь. Также, применяя шлифкруги, можно быстро и качественно сделать пазы, углубления и углы нужной формы или глубины.
Классификация шлифовальных кругов по ГОСТу
Действующий ГОСТ классифицирует шлифовальные круги по следующим видам:
- с двумя вытачками;
- двусторонние конической формы;
- круги прямого профиля;
- кольцевые;
- тарельчатые;
- конические.
Для обычного человека, который использует для работы абразивы, разновидности кругов по ГОСТу не приемлемы, так как ему легче разделять такие режущие инструменты по предназначению и по особенностям их применения. В быту чаще всего используются для работы шлифовальные круги, характеристики и достоинства которых описаны ниже.
Абразивы самозаципляемые на липучке
Инструмент предназначен для работы на шлифовальной машинке. Его особенностью считается надежная фиксация с опорой механизированного приспособления. Такой крепкий «контакт» обеспечивается за счет специальной ткани, которая является основанием шлифовального круга.
Лепестковые абразивные круги
Характерным отличием этого типа круга является отличное приспосабливание к обрабатываемому покрытию. Инструмент производит качественную шлифовку любой поверхности. Кроме главного преимущества таких абразивов, стоит еще упомянуть, что они выделяются высокой эластичностью. Лепестковые шлифовальные круги имеют веерное направление зерен, благодаря чему и получили свое название. Еще одной немаловажной особенностью таких абразивов считается отсутствие вторичных заусенцев. Широкое применение они нашли в трубной промышленности, где лепестковые круги используют для шлифовки и полировки.
Шлифовальные круги для обработки металла
Когда необходимо произвести обработку сварных швов или ликвидировать с металлической поверхности заусенцы, то прибегают к применению абразивных кругов для металла. Эта группа режущих инструментов в процессе производства изготавливается с повышенной прочностью, чтобы приспособление при эксплуатации с металлическими поверхностями было намного крепче и тверже, нежели обрабатываемая заготовка.
Фибровые круги
Особенностью этой группы кругов является наличие опорной тарелки с определенным сечением, за счет которого осуществляется установка на шлифовальную машинку. Согласно редакции ГОСТ для производства таких абразивов применяется многослойная вулканизированная бумага. Фибровые круги отлично подходят для зачистки изделий из деревянного материала и нержавеющей стали.
Алмазные шлифовальные круги
Опытные специалисты советуют применять алмазные круги для заключительной обработки поверхностей. За счет мелкой зернистости инструмента покрытие заготовки получается чистым и гладким. Но используя алмазные абразивы для шлифовки, нужно помнить, что для таких кругов характерна высокая хрупкость. Этот нюанс связан с тем, что алмаз не является достаточно прочным материалом.
Маркировка шлифовальных кругов – ГОСТ
По ГОСТу определяются качественные нормативы шлифовальных кругов, которые поданы в виде маркировки. Она обозначается в виде букв английского алфавита и цифр, каждая из которых имеет соответствующее значение. Маркировка наносится на обратную сторону инструмента.
Каждый шлифовальный круг содержит маркировочные знаки по следующим характеристикам:
- тип круга;
- шлифовальный материал;
- размер диска;
- номер зернистости;
- структура (соотношение абразива, связки и пор в теле круга);
- класс твердости;
- вид связки;
- максимальная скорость вращения;
- класс точности;
- класс неустойчивости.
Маркировка абразивных кругов в настоящее время производится в соответствии с различными редакциями ГОСТов, поэтому имеет различия, которые больше всего касаются показателей зернистости, связки, класса твердости и типа абразива. Изготовители шлифовальных кругов маркируют свою продукцию по-разному, применяя для обозначения инструмента старую или новую редакцию. Также они не придерживаются обычного порядка условных значений и упускают обозначение некоторых характеристик изделия.
Чтобы правильно ориентироваться в маркировке кругов, необходимо более подробно изучить каждый пункт характеристики.
Типы шлифовальных кругов
Производители выпускают нижеописанные типы шлифкругов ( в скобках обозначения по ГОСТу 2424-75):
- 1 (ПП) — прямого профиля;
- 2 (К) — кольцевой;
- 3 (3П) — конический;
- 4 (2П) — двухсторонний конический;
- 5 (ПВ) — с односторонней выточкой;
- 6 (ЧЦ) — чашечный цилиндрический;
- 7 (ПВД) — с двумя выточками;
- 9 — с двусторонней выточкой;
- 10 (ПВДС) — с двусторонней выточкой и ступицей;
- 11 (ЧК) — чашечный конический;
- 12 (Т) — тарельчатый;
- 13 — тарельчатый;
- 14 (1Т) — тарельчатый;
- 20 — с односторонней конической выточкой;
- 21 — с двусторонней конической выточкой;
- 22 — с конической выточкой с одной стороны и цилиндрической с другой;
- 23 (ПВК) — с конической и цилиндрической выточками с одной стороны;
- 24 — с конической и цилиндрической выточками с одной стороны и цилиндрической выточкой с другой;
- 25 — с конической и цилиндрической выточками с одной стороны и конической с другой;
- 26 (ПВДК) — с конической и цили нд риче ской выточками с обеих сторон;
- 27 — с утопленным центром и упрочняющими элементами;
- 28 — с утопленным центром;
- 35 — прямого профиля, работающий торцом;
- 36 (ПН) — с запрессованными крепежными элементами;
- 37 — кольцевой с запрессованными крепежными элементами;
- 38 — с односторонней ступицей;
- 39 — с двусторонней ступицей.
Типы абразивов
По типу материала шлифовальные круги подразделяются на:
Обозначение 12А, 13А, 14А, 15А, 16А – электрокорунд нормальный (высокая теплостойкость, отличная сцепляемость, прочные зерна). Материал используется для шлифовки чугунных, стальных, бронзовых, металлических поверхностей и покрытий из хромированной стали.
Маркировка 22А,23А,24А,25А: электрокорунд белый (однородный материал, средней твердости, с острыми кромками, обладает свойством самозатачиваться, дает более однородное покрытие обрабатываемого материала). Предназначен для заточки и шлифовальных работ инструментов из стали, тонкостенных деталей и приспособлений, а также отделочной и финишной обработки.
Маркировка 32А,33А,34А — электрокорунд хромистый.
Обозначение 37А — электрокорунд титанистый.
Маркировка 38А — циркониевый.
Чем выше маркировка инструмента, тем более прочным является круг.
Маркировка 52-55С — карбид кремния черный (имеет повышенную твердость, по сравнению с электрокорундом, и хрупкость). Используется для полировальных работ с чугунными, гранитными, фарфоровыми, кремниевыми, керамическими, стеклянными поверхностями. А также применяется для обработки вязких алюминиевых, медных, резиновых материалов и изделий из жаропрочной стали.
Обозначение 62С,63С,64С — карбид кремния зеленый. Отличается от предыдущего класса большей хрупкостью.
Маркировка CBN, КНБ, кубонит, боразон – прочность, как у алмазного материала, но обладает большей термостойкостью.
Маркировка алмазных кругов: АС2 (обычной прочности), АС4 (повышенной прочности), АС6 (высокой прочности), АС32 (монокристаллы), АС50, АРБ1, АРК4, АРС3. Материал характеризуется повышенной износостойкостью и прочностью, но недостатком является низкая хрупкость. Применяются алмазные круги для обработки хрупких и высокотвердых сплавов из чугуна, керамики, кремния или оптического стекла, а также используются для финишного шлифования, резки и заточки твердосплавных инструментов.
Зернистость
Показатель зернистости дает понятие о гладкости обрабатываемой поверхности. Размер зерна шлифкруга определяет степень изнашиваемости, толщину съема слоя металла за один проход и другие особенности. По ГОСТу сказано, чем меньше значение единицы зерна, тем более гладкой в результате будет обрабатываемая поверхность.
Размер зерен обозначается в пределах четырех категорий:
- от №200 до №16 – шлифзерно;
- от №12 до №4 – шлифпорошок;
- от М63 до М14 – микрошлифпорошок;
- от М10 до М5 – тонкий микрошлифпорошок.
Единицы измерения предложены в мкм. Для маркировки зернистости алмазных шлифкругов применяется другой способ обозначения – через дробь отношение верхнего и нижнего значения.
Шлифовальные круги также имеют обозначение размера DхТхН, где буквенный код значит – наружный диаметр, высота и диаметр отверстия.
Типы алмазных и эльборовых абразивов соответствуют редакции ГОСТа 24747-90. Маркировка формы этих кругов состоит из 3-х или 4-х символов, которые содержат информацию о форме сечения корпуса, форме сечения эльборосодержащего или алмазоносного слоя, о расположении последнего на абразиве, о конструктивных особенностях корпуса (если таковы присутствуют).
Размер и тип режущего инструмента определяется относительно вида и структуры обрабатываемой поверхности, и с учетом характеристик применяемого для шлифовки оборудования.
Размер диаметра круга напрямую зависит от числа оборотов шпинделя станка и от возможности гарантировать окружную скорость вращения оптимальной величины.
Выбирая для обработки круг алмазного типа, необходимо обратить внимание на ширину алмазоносного слоя. В случае шлифовки «на проход» этот показатель должен быть большим. При обработке врезанием ширина алмазного яруса должна соответствовать ширине обрабатываемого покрытия. Если не придерживаться этой условности, то на поверхности шлифовального круга появляются уступы.
Класс неустойчивости
По ГОСТу существует обозначение четырех классов неустойчивости, которые определяют степень допустимых отклонений круга от статистического баланса. Другими словами, этот показатель дает понять отношение массы абразива к точности его геометрической формы. Обычно маркировка класса неуравновешенности и точности наносятся рядом.
Классы точности шлифовальных кругов обозначаются буквенным значением, а именно:
- А – инструмент применяется для обработки на высокоточном оборудовании;
- Б – шлифовальный диск для разного типа оборудования (универсальный);
- АА – диски точной формы и геометрии, произведенные из высококачественного абразива.
Структура
Маркировка характеристик структуры обозначается соотношением количества зерен на площадь диска, то есть указывается плотность фракций на поверхности абразива. Чем больше зерен на единицу объема круга, тем более плотной является его структура. Шлифовальный диск, у которого менее плотная структура, произведет лучшую очистку покрытия от частиц материала в случае заточки инструмента. Использование круга с меньшим показателем плотности не деформирует заготовку, и он быстрее охлаждается.
Числовое обозначение структуры:
1,2,3,4 – плотная структура;
5,6,7 – средней плотности;
Связка
Связующее вещество выступает в виде скрепления шлифовальных зерен с основанием круга. На дисках указывается три типа обозначений этого критерия: вулканитовая, керамическая и бакелитовая.
Вулканитовая связка (R) представляет собой синтетический каучук, который был подвергнут процессу вулканизации.
Керамическая (V) – состоит из комплекса неорганических веществ, таких как глина и кварц. Ее главной особенностью является износостойкость. Также такой тип связки устойчив к термическому и химическому воздействию. Недостатком керамической связки считается низкая хрупкость.
Бакелитовая связка (В) изготавливается на базе искусственной смолы. Она представляет собой эластичное связующее вещество, но по характеристикам уступает керамическому типу.
Старая и новая маркировка по ГОСТу — отличия
До 2008 года регламентация абразивных кругов велась по ГОСТу 2424-83. После была затвержена новая редакция, которая действовала до 2009 года. Действующий ГОСТ, который сегодня используется для соответствия условных показателей, содержит обозначения новой маркировки. Современные нормы распространяются на характеристики твердости обрабатываемого инструмента, показатель зернистости и связующего вещества.
Нынешние обозначения отличаются от принятых показателей, принятых еще в СССР. Ниже приведен список соответствия новых и старых обозначений:
- 1 — сечение круга прямого профиля (ПП). Используется для универсального применения;
- 5 – прямого профиля с односторонней выточкой (ПВ). Применяется для круглого шлифования;
- 7 – с двумя выточками (ПВД);
- 10 – со ступицей и двусторонней выточкой (ПВДС);
- 2 – кольцевой тип (К);
- 6 – цилиндрический чашечной формы (ЧЦ). Применяются для заточки инструмента;
- 36 – с запрессованными крепежными элементами (ПН);
- 11 – конический чашечной формы (ЧК);
- 4 – с коническим профилем двустороннего типа (2П);
- 3 — тип с коническим профилем (3П);
- 12,14 – тарельчатый (Т,1Т).
Шлифовальные круги считаются распространенным инструментом, который можно использовать не только в производственных цехах, но и в быту. Правильно подобранный инструмент гарантирует высокое качество обработки шлифованием. Чтобы деталь была качественно отполирована шлифовальным кругом, необходимо при выборе учитывать условные обозначения, которые регламентируются по ГОСТу. Понимание маркировки позволит сделать правильное решение относительно инструмента и получить на выходе тот результат, который прогнозировался изначально.

И хотя с тех пор требования к инструменту претерпели определенные изменения, данный документ в последней редакции от 1996 года по-прежнему является основным критерием при маркировке и выборе круга.
Основные параметры измерения шлифовальных кругов
При существующем стандарте обязательным условием является соблюдение технических условий по следующим измерениям:
- внешний диаметр, который может варьироваться от 16 до 1060 миллиметров;
- толщина диска, составляющая от 3,2 до 200 миллиметров;
- внутренний диаметр — 1,6 до 305 миллиметров.
Типы и основные размеры шлифовальных кругов для заточки дереворежущего инструмента. Таблица.
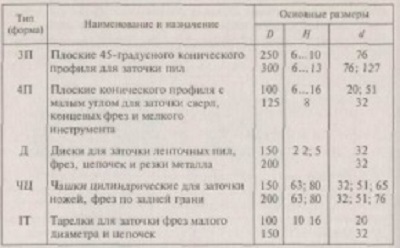
Возможные отклонения в зависимости от типа и материала круга строго регламентированы для каждого из них. При измерении соответствия заданным размерам также важно отсутствие механических повреждений кромок и сточенных краёв.
Размеры алмазных шлифовальных кругов и их маркировка
Наиболее распространенными для шлифовки являются алмазные круги, обеспечивающие качественное шлифование поверхности за счет применения качественного абразивного материала. Данные круги отличаются разнообразием форм — плоский, кольцо, конус, чашечный, с односторонним и двухсторонним рельефом. Все эти параметры оказывают влияние на размерные характеристики.
Форма и маркировка алмазных шлифовальных кругов. Схема.
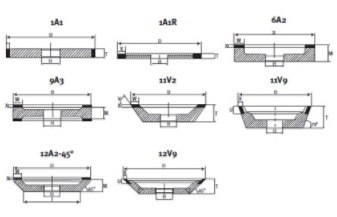
Размеры алмазных шлифовальных кругов соответствуют вышеназванному ГОСТу, однако, помимо вышеперечисленных трёх характеристик, в обозначениях также могут присутствовать следующие измерения:
- для круга в форме чашки в размерах указывается глубина;
- ширина алмазного слоя;
- толщина алмазного слоя.
Два крайних параметра связаны с зернистостью — характеристикой, указывающей, насколько грубой будет обработка таким инструментом. Для тонкой обработки деталей используются круги с мелкими зернами.


Отправить ответ