
Гриндер своими руками в домашних условиях чертежи
Содержание:
 Гриндер – это станок ленточно-шлифовального вида, который применяется для сухого шлифования материала, выполненного из различных сплавов. Такой станок довольно дорогой, поэтому многие задумываются, как сделать его своими руками? Перед созданием ленточного гриндера стоит набросать чертежи, купить дрель, болгарку и лобзик. Чтобы облегчить себе работу, можно взять за основу схемы фирменного станка и по нему делать гриндер. Если вы хотите сделать лёгкий гриндер, который не требует больших затрат, посмотрите обучающее видео.
Гриндер – это станок ленточно-шлифовального вида, который применяется для сухого шлифования материала, выполненного из различных сплавов. Такой станок довольно дорогой, поэтому многие задумываются, как сделать его своими руками? Перед созданием ленточного гриндера стоит набросать чертежи, купить дрель, болгарку и лобзик. Чтобы облегчить себе работу, можно взять за основу схемы фирменного станка и по нему делать гриндер. Если вы хотите сделать лёгкий гриндер, который не требует больших затрат, посмотрите обучающее видео.
Процесс создания гриндера
При создании деталей станка лучше всего использовать листовой металл толщиной 10 мм. Чтобы правильно изобразить контуры деталей для вырезки, стоит воспользоваться чертежом. Точность размеров не играет никакой роли.
- Рисовать контуры деталей можно с помощью маркера, а вырезать – болгаркой или лобзиком. Самый лёгкий способ вырезать деталь, это использовать плазменный резак. Чтобы изготовить основание, которое будет надёжным, стоит воспользоваться листом метала толщиной 12 мм. При сборке основания станка, можно использовать винтовые соединения или сделать все с помощью электросварки.
- Самую большую часть времени займут пазы, которые есть на деталях. Эти пазы обеспечивают поворот платформы, на которой находятся ролики. Чтобы создать такие пазы нужно работать с дрелью и напильником. Если вы не хотите долго возиться, доверьте работу фрезеровщику.
- Для создания роликов самодельного станка, лучше использовать титан или дюралюминий. Если вы не нашли эти материалы, можете взять сталь, но делайте ролики из внутренней части. При создании роликов, понадобится помощь токаря, особенно если вы новичок. Когда мастер придёт, следует подготовить чертежи и объяснить объем работы. Если вы хотите сделать именно большой ролик, вам придётся выбирать сталь. Для станка, созданного своими руками, вам понадобится сделать четыре ролика с разными размерами, от 70 мм до 150 мм. При изготовлении мини гриндера можно уменьшить диаметры роликов. Если вы хотите гриндер с готовыми роликами очень важно, чтобы они находились по одной линии. Иначе будет соскакивать лента.
- Ширина роликов будет зависеть от размера шлифованной ленты. При создании чертежа для изготовления роликов, запомните, что ролики должны быть бочкообразной формы, это все обеспечит удержание ленты. Поверхность роликов должна быть гладкой, а подшипники закрытого типа. Если вы хотите, чтобы ваше устройство работало качественно и без сбоев, следует выбирать подшипники 6 класса и выше.
Рабочая лента
У любого ленточного гриндера из болгарки есть пружина, которая создаёт автоматическое натяжение ленты. Если пользоваться такой пружиной, то тогда будет можно легко менять ленту.
 при обработке одного изделия ленту придётся менять несколько раз; не забывайте уделить внимание процессу склеивания ленты;
при обработке одного изделия ленту придётся менять несколько раз; не забывайте уделить внимание процессу склеивания ленты;- для её создания необходимо использовать бумагу-наждак на специальной основе;
- для склеивания наждака стоит использовать качественный и эластичный клей. Если вам непонятен процесс склеивания, посмотрите это видео, там все подробно показано.
Чтобы правильно склеить ленту для наждака, сначала нужно нормально подготовиться. Склеивать ленту нужно с помощью клеевой палочки для термопистолета, а для нагрева использовать технический фен.
При небольшом усилии можно сделать гриндер своими руками ещё более универсальным, для этого просто присоедините к нему дополнительный столик со стороны шкива.
Эти действия значительно упростят обработку деталей на ленточном станке. Перед созданием столика стоит обдумать возможность изменения направления движения наждака. Ведь он всегда должен перемещаться по направлению к рабочему столу из-за своей устойчивости.
Привод для станка
При создании станка или мини-станка, нужно выбирать двигатель с мощностью 1,2-1,5 квт. Лучше выбрать двигатель, который работает от электрической сети. Электродвигатель должен быть с большим количеством оборотов и с консольным типом крепления для лучшей фиксации.
Заключение
 Если тщательно изучить чертежи и приступить к работе подготовленным, то станок можно сделать за кратчайшие сроки! Не бойтесь спрашивать совета у мастеров этого дела и у знакомых, которые лучше в этом разбираются! Можете не беспокоиться о том, что самодельный станок будет работать хуже, он мало чем отличается от серийного, который поступил с завода.
Если тщательно изучить чертежи и приступить к работе подготовленным, то станок можно сделать за кратчайшие сроки! Не бойтесь спрашивать совета у мастеров этого дела и у знакомых, которые лучше в этом разбираются! Можете не беспокоиться о том, что самодельный станок будет работать хуже, он мало чем отличается от серийного, который поступил с завода.
Удачи вам в предстоящей работе, трудитесь и не сдавайтесь, если сомневаетесь в своих силах. Сделайте мини гриндер своими руками! И главное – следите за чертежом, из-за него возникает большинство ошибок. Надеемся, вы нашли ответы на нужные вам вопросы и разобрались в этой теме.
.
На крупных и мелких промышленных предприятиях всегда была необходимость наличия в парке оборудования шлифовальных станков разного типа, в том числе ленточных. В последние годы, в связи с развитием мелкого бизнеса, кустарных мастерских, да и просто для выполнения мелких работ по шлифовке каких-либо деталей, стали выпускаться настольные малогабаритные шлифовальные станки ленточного типа. Вещь нужная, безусловно, но всё портит один нюанс: высокая стоимость. И это относится не только к зарубежным моделям, цены на отечественные аналоги тоже кусаются чувствительно. Тут поневоле многие мастера начинают задумываться о том, как сделать ленточный гриндер своими руками.
Как работает гриндер?
Настольный шлифовальный станок ленточного типа или по-простому, ленточный гриндер, является приводным устройством, где роль силового агрегата выполняет электродвигатель. Предназначен инструмент для обработки, доводки и шлифовки плоских поверхностей, удаления присутствующего на заготовках слоя ржавчины или красочного покрытия. С его помощью обрабатываются заусенцы и острые кромки стальных, чугунных, алюминиевых либо неметаллических деталей.

Конструкция
В конструкции ленточного гриндера ничего особо сложного нет. Аппарат состоит из двигателя, ведущего и направляющих роликов. Через них пропущена шлифовальная либо обдирочная лента требуемой зернистости.
При включении двигателя, насаженный на его вал ведущий ролик начинает вращение, а через натянутую рабочую ленту вращение передаётся и на направляющие ролики. Прижимая в рабочей зоне к ленте подлежащую обработке деталь, оператор выполняет требуемую операцию, меняя при необходимости положение заготовки относительно поверхности ленты.

Регулируя расстояние между направляющими роликами, можно обработать поверхности с дефектами разной глубины. При длительной эксплуатации шлифовальная лента может растянуться ненамного. Для компенсации возможной слабины, в конструкции на одном из роликов предусмотрен натяжной механизм. Обычно подобная функция возлагается на ролик, расположенный на одинаковом расстоянии между ведущим и ведомым.

В комплектацию шлифовального аппарата входит опорный столик, выполняющий также функцию поверхности для фиксации обрабатываемого изделия. Как правило, такой столик должен иметь возможность поворота на 90 градусов относительно одной оси. В таком случае получается обработка двух перпендикулярно расположенных плоскостей без переустановки детали на опорном столе.
Хотя на подобных станках положено работать в защитных очках, нелишним будет установка откидного прозрачного стекла из акрила, во избежание повреждения глаз частицами окалины, чешуйками краски либо металлической пылью. Для примера можно посмотреть установленные защитные стёкла на промышленных станках, где в качестве рабочего элемента установлен круглый наждачный камень.

Безусловно, требуется панель управления гриндером! В целях безопасности её рекомендуется монтировать на каркасе станка в непосредственной близости от рабочей зоны оператора. Переносные станки укомплектованы стойкой из прочной стали с крепёжными отверстиями на основании, позволяющие закрепить агрегат на деревянной поверхности.
Если посмотреть на детали конструкции, можно сразу заметить некую визуальную неустойчивость собранного шлифовального устройства. Вылет боковых габаритов установленных роликов значительно превышает опорную поверхность на основании. Кроме того, отсутствие опорного столика затрудняет эффективную обработку сравнительно больших поверхностей, а держать деталь навесу неудобно и довольно опасно.


Увеличенная длина рабочей ленты приводит к дополнительным потерям за счёт трения. Приходится применять в приводе силовой агрегат большей мощности, а это повышение затрат на электроэнергию. Узел натяжения отличается простотой и функциональностью. Регулировать натяжение — секундное дело. В комплектации станка прилагаются сменные шлифовальные насадки, с помощью которых шлифовку можно делать даже на внутренних поверхностях. Несмотря на это, стоимость в 100 тыс. руб. заставляет задуматься.
Выбор ленты
Для верного выбора ленточного гриндера неплохо было бы сначала определиться с габаритными размерами поверхностей подлежащих обработке изделий, а после ознакомиться с размерами имеющихся в свободной продаже шлифовальных лент.


Бесконечные шлифовальные ленты различаются по трём параметрам: по длине, ширине и степени зернистости. Выпускаемый на данный момент размерный ряд шлифовальных лент для подобных станков, следующий: 610 мм, 915 мм, 1230 мм, 1600 мм, 1830 мм по длине, по ширине размерные показатели ограничиваются 50 и 100 мм, хотя можно найти и другие.
В любом случае, следующие критерии должны соблюдаться:
- Лента должна быть на эластичной тканевой основе.
- Выдерживать предельные угловые скорости не менее 1500 об/мин.
- Обладать большой абразивной стойкостью.
- Предельное относительное натяжение на разрыв – не менее 15%.
- Устойчивость к нагреву при длительной работе.
При выборе ленты необходимо учитывать, что наиболее оптимальным размером шлифовальных лент для самодельного гриндера является 1230 мм. Более короткие абразивные ленты изнашиваются быстрее, ибо не успевают охладиться в достаточной степени за время холостого хода. Что касается более длинных, то их применение приведёт к увеличению габаритов всей конструкции, что неприемлемо; при этом, каких-либо улучшений это не даёт.
Параметры механической прочности ленты на разрыв очень важны. Применение составных лент, пусть даже склеенных самым продвинутым составом либо двойным скотчем, не допускается категорически! При растяжении места стыка во время работы, лента увеличивается в длину и натяжение ослабевает. При этом возможен сход ленты с направляющих роликов или её разрыв, а на такой скорости это чревато тяжкими последствиями для оператора и окружающих. С учётом большой скорости движения ленты по поверхности направляющих и ведущего ролика, применяемое удельное усилие на поверхность абразива не должно превышать 0.8 кг/см 2 . Примерно такому параметру соответствует показатель механической прочности шлифленты из электрокорунда: 800-900 МПа.

Совет: перед установкой ленты на гриндер, ее рекомендуется вывесить на цилиндр, диаметром около 60 мм. Этим обеспечивается естественное растяжение абразивного элемента перед работой.
Гриндер своими руками: чертежи с размерами + инструкция по сборке
При разработке особое внимание уделяется конфигурации роликов, способу фиксации изделия и оптимальной мощности силового агрегата. Об этом подробнее.





Изготовление роликов
Особое внимание требует изготовление главного, ведущего ролика, выполняющего роль шкива! Он должен быть в достаточной мере массивным. Это позволит во время пускового момента избежать ненужного рывка, за счёт присутствующей инерции состояния покоя. Скорость набирается постепенно до нужных значений. Если учесть применение в конструкции привода стандартного силового агрегата, со скольжением, не превышающей 9%, при номинальных 1500 об/мин, скорость составит не более 1400 об/мин максимум.

Ещё один нюанс! Сталь либо чугун для изготовления ведущей детали не годятся, ибо при пуске на двигателе будет больная нагрузка, или он вовсе не сможет прокрутить слишком тяжёлую болванку.
Для решения возникшего затруднения есть два варианта:
- Изготовить полый стальной ролик для уменьшения массы по принципу: больше диаметр — глубже полость. Точные размеры можно рассчитать с помощью справочника, хотя особая точность необязательна.
- Второй вариант: изготовление ролика из дюралюминия марки Д16 и выше.

На шкиве желательно выточить торцевую канаву, чьи размеры будут идентичны размерам предполагаемой к применению ленты. Это поможет предотвратить неконтролируемый сход ленты при неправильном расположении роликов в плоскости вращения.
То же рекомендуется проделать и с остальными направляющими роликами, включая натяжной. Применение дюраля для их изготовления позволит исключить операцию по вытачиванию полостей для регулировки веса.

Немалое значение имеет степень шероховатости поверхности роликов. Рекомендуемые предельные величины: Ra1,25-Ra2,5. Повышенная шероховатость приведёт к преждевременному износу основания ленты, а шероховатость ниже обозначенного предела будет способствовать ненужному проскальзыванию в процессе долговременной эксплуатации.
Установка роликов должна производиться с применением подшипниковых узлов закрытого типа на базе самоцентрирующихся подшипников с неподвижным внешним кольцом. Попадание абразивных или других частиц на вал ролика при такой установке исключено. При подборе подшипников надо учесть соответствие их несущих параметров с максимальным количеством оборотов силового агрегата.

Крепление роликов можно осуществить с помощью обычных шплинтов либо с применением буртика на одном конце оси, как предписано стандартом. Ведущий ролик должен иметь паз для общей с валом двигателя шпонки.
Двигатель и поворотный стол
Если вы собираетесь собрать ленточный гриндер своими руками, то особое внимание стоит уделить выбору привода! Чаще всего используют движок на 0,75 кВт (хотя не возбраняется и до 1,5 кВт) с числом оборотов от 1500 до 3000.

Необходимо учесть, что лента может не выдержать высоких скоростей. Как правило, мощность движка выбирают в зависимости от предполагаемых операций на собранном станке. Если преобладают обдирочные работы, когда нагрузка на привод большая, силовой агрегат устанавливают более мощным, но с меньшим количеством оборотов, а если требуется просто поверхностная шлифовка, параметры остаются в упомянутых выше пределах.
Процесс шлифовки характеризуется немалыми загрязнениями в виде микроскопических частиц пыли, поэтому двигатель должен быть закрытого типа с собственным вентилятором для обдува! Рекомендации «знатоков» об использовании двигателя от стиральной машины б/у лучше игнорировать.

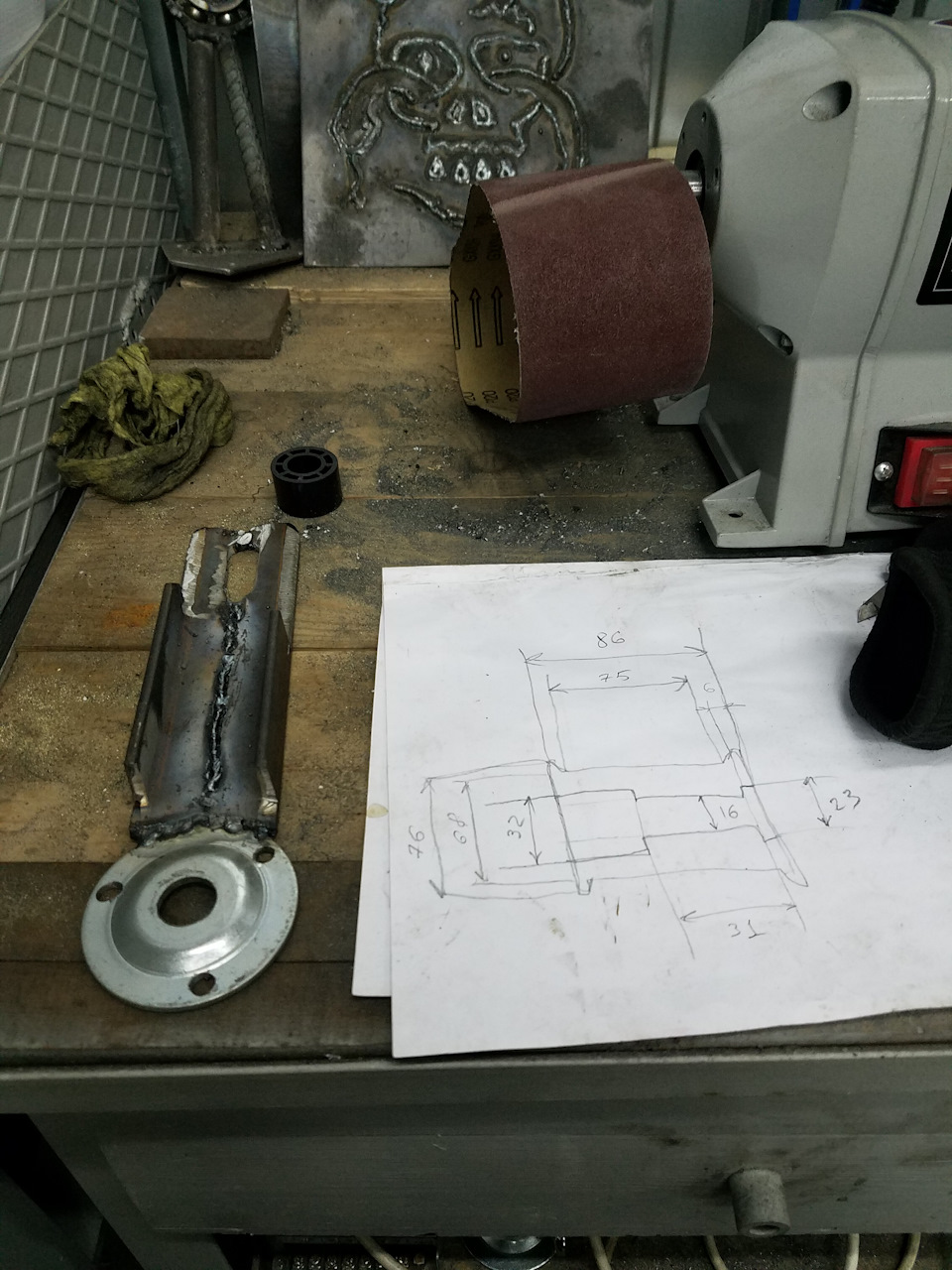
Для проектирования самодельного гриндера необходимы чертежи с размерами, кроме этого, неплохо подумать о технике безопасности и удобстве работы на собранном аппарате. Для этого требуются:
- Поворотный стол.
- Прижимная плоскость с обратной стороны ленты для опоры.
Для первой задачи кронштейн столика должен быть подвижным, с возможностью поворота на 90 градусов и фиксацией в предельных точках. Рекомендуемая толщина стола – не менее 15 мм, желательно использование дюраля.
Для прижимной плоскости годится отшлифованная возле опорного столика рама станка.

Пару месяцев купил точильный станок чтобы был. Тогда еще не занимался поделками и сваркой. Когда начал сверлить черепа сидеть ерзать наждачкой по ним не очень понравилось, утомительно и не интересно. Мониторил в инете ленточные наждаки и случайно увидел как легко и просто можно модернизировать точило.




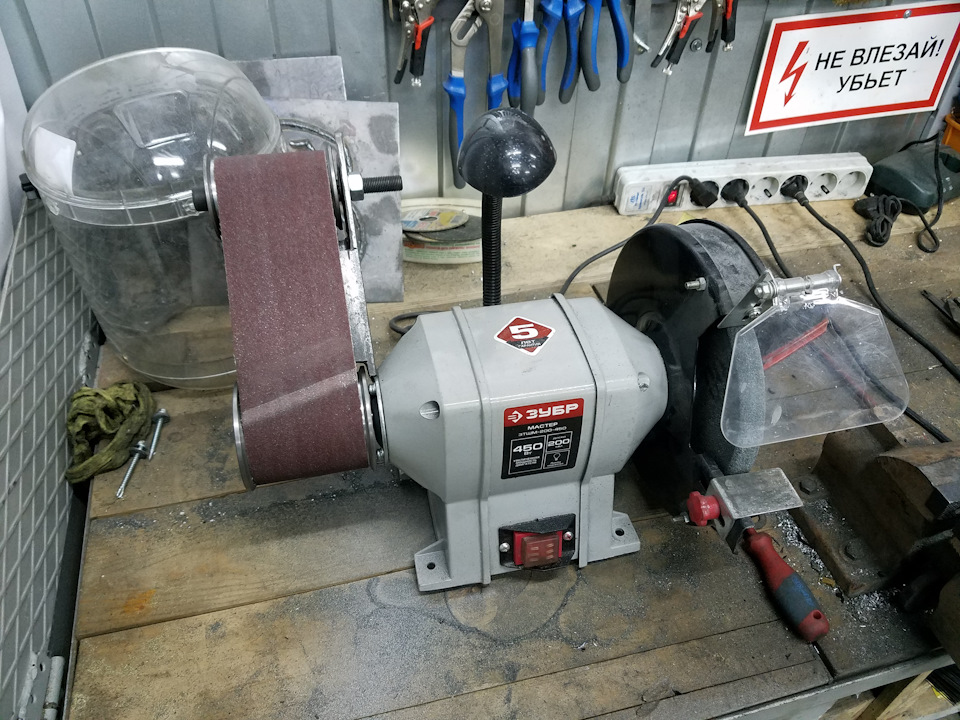
Крутит нормально, правда лента шумит.

Метки: гриндер, точило, зубр
Комментарии 23


А где же комментарии типа — " тебя разрубит лентой пополам!"
Я когда свой выкладывал, меня дебилы чем только не пугали !
Не должна вылететь
это сарказм. сам уже 3-им пользуюсь,2 продал, ленты рвало много раз, это безопасно!
а вот если камень наждачный рванет — вот мало не покажется.
Дай ссылку на свои
Я не знаю как с телефона ссылку дать.
Просто набираю "гриндер" наждак ленточный . В поисковике . Я его в кулибин клубе выкладывал.

А где же комментарии типа — " тебя разрубит лентой пополам!"
Я когда свой выкладывал, меня дебилы чем только не пугали !
Про пополам ещё не слышал. Огонь комментарий. Ржу

Ложка понравилась, надо сделать )

Нормально так, но ключеложка это мало))). Нужна вилкаотвертка и поворежкамолоток))).

Поварешкатопор как то гармоничнее))

Отличная штука! Только, пожалуйста, грАЙндер, а не грИндер. Так в английском произносится grinder. Хотя, если у вас там все так его называют, то можете проигнорировать мой коментарий, я не против.
![]()
Пусть в англоязычных странах его называют грайндер, а у нас в русскоязычной стране его все кличут- гриндер!))))
Но Вы ведь всё равно не против.))))
Не против, гриндер так гриндер. С одной шестой частью суши не поспоришь. )))
![]()
Да причём тут спор то?)))Мы в своей стране, как хотим так и обзываем всякие приблуды.)))

Вспомнилось:))) На одном заводе директор издал приказ — матом не ругаться. И сразу резко упала производительность труда! Созвали совещание — разбираться, почему так произошло.
Позвали старого мастера, дядю Васю: -Василий Петрович! Вот ты, ударник труда, ветеран! Рассуди -почему, мол так получается?
Дядя Вася встает:
— Дык чего тут! Раньше как было? Я говорил: «Мыхалыч! Бери ту
#уйню и тащи ее сюды!« А щас? Пока вспомнишь, как вона называется, полдня пройдет!))))

нормально так! только зачем уголки к шайбе варил?
Прижимать и точить чтобы, да и металла не было листового


Отправить ответ