
Холодновысадочный автомат с подогревом заготовки
Холодновысадочные автоматы предназначены для объемной штамповки. Наиболее широко применяемыми являются однопозиционные автоматы с цельной или разъемной матрицей. Эти автоматы могут быть одно-, двух- и трехударными.
Автоматы с цельной матрицей применяют в основном для изготовления изделий со стержнем длиной до 5 диаметров. Чаще применяют автоматы двухударные с цельной матрицей с нормальным числом ходов в минуту в зависимости от диаметра стержня. На одноударных автоматах высаживаются только такие изделия (шурупы, винты, заклепки), у которых длина высаживаемой части равна 2-2,5 диаметра стержня.
На двухударных автоматах с цельной матрицей изготовляются изделия, как правило, со стержнем длиной до 5 диаметров. Трех-ударные автоматы отличаются от двухударных передаточным числом от коленчатого вала к распределительному, а также конструкцией перемещения салазок, в которых укреплены пуансоны.
На рис. 54 представлена кинематическая схема одноударного автомата с цельной матрицей. От электродвигателя 1 вращательное движение передается через зубчатую передачу 16 на коленчатый вал 2. На коленчатом валу посажен эксцентрик 15, от которого приводится фрикционная муфта 8 и желобчатые ролики 6 механизма подачи материала 7. С помощью муфты 8 с храповиком осуществляется прерывистая односторонняя подача.
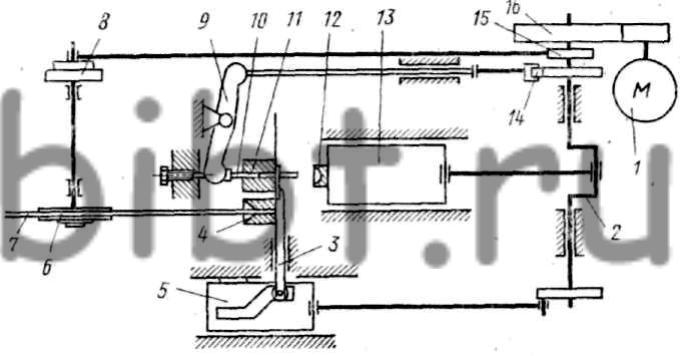
Рис. 54. Кинематическая схема одноударного холодновысадочного автомата
Высадочный ползун 13 с пуансоном 12 осуществляют возвратно-поступательное движение. От коленчатого вала 2 передается движение боковому ползуну 5, от которого работает ножевой шток 3, переносящий заготовку с отрезной матрицы 4 к высадочной матрице 11. Изделие после высадки выталкивается выталкивателем 10 при повороте рычага 9, действующего от кулачкового механизма 14.
Однопозиционные двухударные автоматы с цельной матрицей по сравнению с одноударными применяются чаще, так как они позволяют изготовлять изделия с повышенной точностью, с высоким классом шероховатости поверхности.
Двухударные автоматы с цельной матрицей изготовляют различных моделей. Например, на автоматах А1222А и А1223 установлена пневматическая фрикционная муфта, сблокированная с ленточным тормозом, а на автоматах АА1216 и А1218А муфта и тормоз не установлены.
Кинематическая схема двухударного автомата, в котором нет муфты и тормоза, показана на рис. 55. Заготовка-пруток 3 прерывисто подается роликом 2 через отрезную матрицу 1 до упора 11, регулируемого на длину отреза. Нож 8, отрезав стержень 9, переносит его к высадочной матрице и держит до того времени, пока пуансон предварительной высадки 10 не втолкнет его в матрицу. После этого нож возвращается в исходное положение.
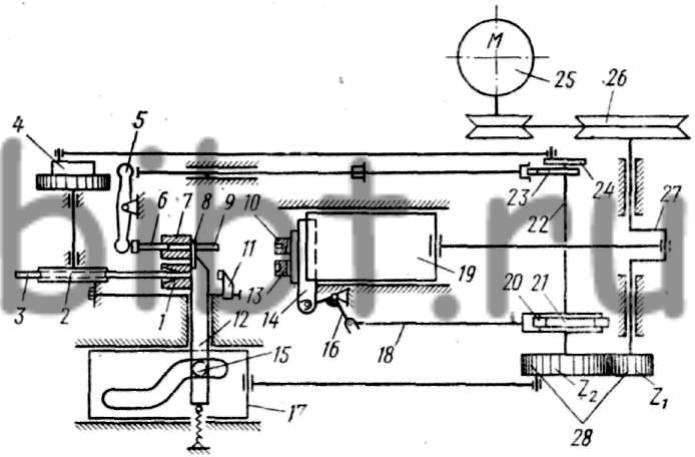
Рис. 55. Кинематическая схема двухударного холодновысадочного автомата
При первом ударе стержень высаживается пуансоном 10 до упора-выталкивателя 6. При втором ударе головка изделия высаживается окончательно пуансоном 13. Движение пуансонов в продольном направлении, по оси изделия, осуществляется ползуном 19, действующим от коленчатого вала 27.
Поперечное перемещение пуансонов достигается с помощью салазок 14, которые связаны двуплечим рычагом 16, шатуном 18 и роликами 20 с кулачковым механизмом 21. Кулачковый механизм смонтирован на распределительном валу 22, получающем вращательное движение через зубчатую передачу 28.
Механизм подачи пруткового материала 7 имеет храповое устройство 4, с помощью которого осуществляется прерывистое вращение роликов подачи 2. Подача регулируется изменением эксцентриситета диска 24 посредством сухаря и винта. Привод выталкивателя 6 и рычага 5 осуществляется от кулака-выталкивателя 23, посаженного на распределительном валу.
Коленчатый вал 27 приводится от электродвигателя 25 через клиноременную передачу 26. Ножевой шток 12 имеет такое же устройство и привод, как и на одноударном автомате. Боковой ползун 17 снабжен копирной дорожкой, в которую вставлен ролик 15, связанный с ножевым штоком.
Для точного взаимодействия основных узлов автомата строят цикловые диаграммы, где за основу принимают углы поворота коленчатого вала. Затем по намечаемой последовательности устанавливают периоды работы и взаимодействия остальных механизмов. Над цикловыми диаграммами располагают кривые путей механизмов автомата. Эти кривые показывают время и путь каждого механизма, которые соответствуют определенным углам поворота коленчатого вала. Цикл работы определяется в зависимости от числа ударов: для одноударных автоматов 360°, для двухударных 720, для трехударных 1080°.
На рис. 56 показан внешний вид двухударного автомата АА1216 с цельной матрицей. Все движущиеся части автомата имеют ограждение, гарантирующее безопасность работы и обслуживания. По желанию заказчика автомат комплектуется устройством для размотки калиброванной проволоки из бунта. Кроме вышеуказанных, в СССР изготовляют и эксплуатируют холодновысадочные автоматы с разъемной матрицей (АА161, А1419, А1420, А1421 и др.), позволяющие применять более длинные заготовки для высадки. На таких автоматах заготовка с помощью подающих роликов проталкивается через раскрытые полуматрицы до поворотного упора, затем при ходе разъемной матрицы заготовка отрезается и подается на ось высадки, зажатой в полуматрицы.
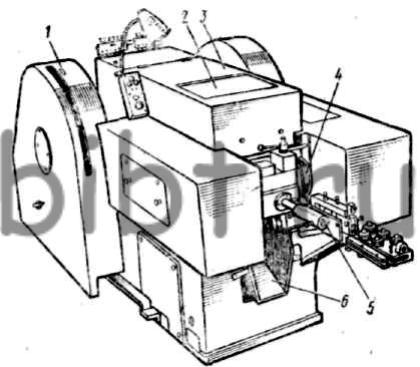
Рис. 56. Внешний вид двухударного автомата модели АА1216:
1 — кожух привода, 2 — механизм высадки. 3 — зубчатая передача, 4- механизм подачи, 5 — механизм выталкивателя, 6 — лоток выгрузки
В СССР применяют также шариковые автоматы А142А, А145, АБ148, роликовые автоматы А145А, АБ148А, многопозиционные автоматы АБ1918, А1919, А1920, А1921 и др. На многопозиционных автоматах осуществляется комплекс технологических переходов: отрезка заготовок, осадка, образование фасок, калибровка торцов, редуцирование, прямое и обратное прессование, высадка, формовка, накатка резьбы.
СИСТЕМА КОНТРОЛЯ ПОДАЧИ ЗАГОТОВОК К ХОЛОДНОВЫСАДОЧНЫМ АВТОМАТАМ, содержаш.ая электрически связанные между собой и с системой управления автомата бесконтактный выключатель блокировки контроля размера заготовки , соединенный последовательно с катушкой индивидуального промежуточного реле, и бесконтактный выключатель удаления немерной заготовки, соединенный последовательно с катушкой индивидуального прбмежуточного реле, а также контактный ш,уп контроля подачи заготовок, соединенный последовательно с катушкой исполнительного реле, отличающаяся тем, что, с целью повышения надежности, она снабжена реле отключения подачи заготовок и реле отключения привода автомата, катушки которых включены параллельно через две блокировочные цепи, одна из которых выполнена в виде замыкаюшего контакта реле бесконтактного выключателя удаления немерной заготовки, а другая — в виде соединенных последовательно замыкаюшего контакта реле отключения подачи заготовок и размыкаюшего контакта реле отключения привода автомата, причем последний контакт соединен параллельно с замыкаюшим контактом промежуточного реле бесконтактного выключателя блокировки контроля € размера заготовки, а размь каюш,ие контак (Л ты реле бесконтактного выключателя удаления немерной заготовки и реле отключения привода автомата соединены между собой и электрически связаны с системой правления автомата.
РЕСПУБЛИК (19) (11) 3(51) В 21 1 5/08
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР
ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ
Н АВТОРСКОМУ(СВИДЕТЕЛЬСТВУ (21) 3397966/25-27 (22) 19.02.82 (46) 23.09.83. Бюл. № 35 (72) Г. С. Усышкин и А. Б. Черницова (71) Центральное проектно-конструкторское бюро кузнечно-прессового машиностроения (53) 621.735.32 (088.8) (56) 1. Автомат для холодной шта м повки шариков ф 32 мм мод. А 3725. Рабочие чертежи. Разработ. ЦБКМ. М., 1978 (прото-, тип) . (54) (57) СИСТЕМА КОНТРОЛЯ ПОДАЧИ
ЗАГОТОВОК К ХОЛОДНОВЫСАДОЧНЫМ АВТОМАТАМ, содержащая электрически связанные между собой и с системой управления автомата бесконтактный выключатель блокировки контроля размера заготовки, соединенный последовательно с катушкой индивидуального промежуточного реле, и бесконтактный выключатель удале-. ния немерной заготовки, соединенный последовательно с катушкой индивидуального промежуточного реле, а также контактный щуп контроля подачи заготовок, соединенный последовательно с катушкой исполнительного реле, отличающаяся тем, что, с целью повышения надежности, она снабжена реле отключения подачи заготовок и реле отключения привода автомата, катушки которых включены параллельно через две блокировочные цепи, одна из которых выполнена в виде замыкающего контакта реле бесконтактного выключателя удаления немерной заготовки, а другая — в виде соединенных последовательно замыкающего контакта реле отключения подачи заготовок и размыкающего контакта реле отключения привода автомата, причем последний контакт соединен параллельно с замыкающим контактом промежуточного реле бесконтактного выключателя блокировки контроля размера заготовки, а размыкающие контакты реле бесконтактного выключателя удаления немерной заготовки и реле отключения привода автомата соединены между собой и электрически связаны с системой управления автомата.
Изобретение относится к обработке металлов давлением, в частности к конструкциям систем управления к холодновысадочным автоматам.
Известна система контроля подачи заготовок к холодновысадочным автоматам, содержащая электрически связанные между собой и с системой управления автомата бесконтактный выключатель блокировки контроля размера заготовки, соединенный последовательно с катушкой индивидуального промежуточного реле, и бесконтактный выключатель удаления немерной заготовки, соединенный последовательно с катушкой индивидуального промежуточного реле, а также контактный щуп контроля подачи заготовок, соединенный последовательно с катушкой исполнительного реле (1).
Недостатком известной системы является отключение автомата при поступлении случайной единичной немерной заготовки, что приводит к частым простоям и необходимости производить его повторные пуски.
Это обуславливает снижение надежности и общей сменной производительности автоматов.
Цель изобретения — повышение надежности.
Поставленная цель достигается тем, что система контроля подачи заготовок к холодновысадочным автоматам, содержащая электрически связанные между собой и с системой управления автомата бесконтактный выключатель блокировки контроля размера заготовки, соединенный последовательно с катушкой индивидуального промежуточного реле, и бесконтактный выключатель удаления немерной заготовки, соединенный последовательно с катушкой индивидуального промежуточного реле, а также контактный щуп контроля подачи заготовок, соединенный последовательно с катушкой исполнительного реле, снабжена реле отключения подачи заготовок и реле отключения привода автомата, катушки которых включены параллельно через две блокировочные цепи, одна из которых выполнена в виде замыкающего контакта реле бесконтактного выключателя удаления немерной заготовки, а другая — в виде соединенных последовательно замыкающего контакта реле отключения подачи заготовок и размыкающего контакта реле отключения привода автомата, причем последний контакт соединен параллельно с замыкающим контактом промежуточного реле бесконтактного выключателя блокировки контроля размера заготовки, а размыкающие контакты реле бесконтактного выключателя удаления немерной заготовки и реле отключения привода автомата соединены между собой и электрически связаны с системой управления автомата.
На фиг. 1 изображены узлы электросхем, иллюстрирующие принцип, работы системы тактного выключателя 1.
При каждом ходе ползуиа (повороте коленвала) срабатывает бесконтактный выключатель I и включает (приблизительно на 320 ) реле 3, которое замыкает свой контакт 7 и включает реле 6. В момент, когда реле 3 по циклу отключается (диаграмма кулачка 20, фиг. 2) и происходит подача мерной заготовки, замкнется контакт щупа
5 с временем замыкания, перекрывающим время отключенного состояния реле 3, т.е. при подаче мерных заготовок реле 6 все время будет включено и его контакт 9 будет разомкнут.
Если в зону отрезки подается немерная заготовка, то контактный щуп 5 не замыкается, реле 6 кратковременно отключается и замыкает свой размыкающий контакт
9 как раз в момент срабатывания бесконтактного выключателя 2, управляемого кулачком 21.
55 контроля подачи заготовок по узлам . а) узел контроля размера заготовок; б) узел реле отключения подачи заготовок; в) узел реле отключения привода автомата; на фиг. 2 — диаграммы установки кулачков управления бесконтактными выключателями.
Схема узла контроля размера заготовок (фиг. I а) содержит бесконтактные выключатели 1 и 2 соответственно блокировки контроля размера заготовки и выброса немерной заготовки, исполнительные реле 3 и 4 бесконтактных выключателей, контактный щуп 5 контроля подачи заготовок до упора и исполнительное реле 6 щупа, замыкающие контакты 7 реле 3 и 8 реле 4 и размыкающий контакт 9 реле 6.
Узел реле отключения подачи заготовок (фиг. I б) содержит следующие элементы: реле IO отключения подачи заготовок и реле 11 отключений привода автомата, контакт 12 режимного переключателя, замкнутый в автоматическом режиме работы машины, и контакт 13, блокирующий работу этого узла только при включенной муфте автомата, замыкающие контакты 14 реле
4 и 15 реле 10, размыкающий контакт 16
25 реле 11 и замыкающий контакт 17 реле 3.
Узел реле отключения привода автомата (фиг. Iб) служит для отключения муфты автомата при повторяющихся в течение определенного заранее установленного отрезка времени подачи немерьых заготовок, Этот узел состоит из двух размыкающих контактов: 18 реле 4 и 19 реле. 11.
Бесконтактные выключатели 1 и 2 управляются кулачками 20 и 21 управления.
Работа представленных на фиг. 1 узлов электросхем осуществляется в автоматическом режиме и основана на контроле цикличной подачи заготовок в зону реза до упора с помощью контактного щупа 5 и бескон1042867
Включается и становится на самопитание реле 4 и замыкает свой контакт 14. При этом включается и становится на самопитание реле 10 и реле 11.
Время настройки выдержки реле 11 вы-. бирается в зависимости от числа ходов пол5 зуна автомата, ориентировочно в пределах
В случае последовательной подачи нескольких немерных заготовок реле 11 после, окончания выдержки размыкает свой контакт 19, а затем реле 4 по циклу работы размыкает контакт 18, и муфта автомата при этом отключается. Одновременно контактом 13 реле муфты автомата отключаются реле 10 и реле 11. Если происходит случай ная подача немерной заготовки,,то отключение реле 6 и соответственно включение реле
4 будет разовое и по окончании выдержки реле 1 муфты не отключится, так как остается замкнутым контакт 18 реле 4. Реле 10 и 11 в этом случае отключатся после окончания выдержки времени реле 11 его контактом 16 и контактом 17 реле 3 при очередном его отключении для контроля работы контактного щупа.
Для увеличения срока службы промежуточного реле 3, которое работает с относительно большой частотой срабатывания, кроме того, катушка его включена в цепь постоянного тока, выбрано в исполнении на герконах.
Использование предлагаемой электросхемы контроля подачи заготовок позволит повысить ее надежность по сравнению с известной.
Составитель И. Дац
Редактор Р. Цицика Техред И. Верес Корректор A. Зимокосов
Заказ 7I98/! 3 Тираж 686 Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и о крытий
1 l 3035, Москва, Ж вЂ” 35, Раушская наб., д. 4/5
Филиал ППП «Патент», r. Ужгород, ул. Проектная, 4
Назначение холодновысадочного автомата А0216
Автомат холодновысадочный однопозиционный с накатным устройством А0216 применяется для изготовления методом холодной высадки заклепки каблучной из стальной проволоки, а также для полного изготовления винтов и шурупов из калиброванной проволоки.
Технические характеристики холодновысадочного автомата А0216
| Параметр | Значение |
|---|---|
| Номинальное усилие, кН | 100 |
| Наибольший диаметр стержня изделия, мм | 4,2 |
| Длина заготовки, мм | 20 |
| Производительность, шт/мин | 150 |
| Размеры стола: ширина, длина, мм | — |
| Мощность двигателя главного движения / мощность суммарная, кВт | 6 |
| Габариты, мм | 2480_1200_1450 |
| Масса, кг | 2700 |
| Начало серийного выпуска, год | |
| Завод-производитель | Одесский завод кузнечно-прессовых автоматов, ОАО |
Предлагаем купить новые или после капремонта аналоги оборудования типа Автомат холодновысадочный однопозиционный с накатным устройством А0216 по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели А0216 производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию — Автомат холодновысадочный однопозиционный А0216 составляет:
- новые станки — 12 мес.,
- после капитального ремонта — 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Холодновысадочный автомат с накатным устройством А0216 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Холодновысадочный автомат с накатным устройством А0216 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.


Отправить ответ