
Индукционный нагреватель для плавки металлов
Содержание:
- 1 ПРИНЦИП РАБОТЫ ИНДУКЦИОННЫХ ПЕЧЕЙ. ПРИНЦИП ИНДУКЦИОННОГО НАГРЕВА
- 2 Принцип работы индукционной печи
- 3 Разновидности
- 4 Преимущества и недостатки
- 5 Индукционная печь для плавки металла своими руками
- 6 Использование для обогрева
- 7 Охлаждение системы
- 8 Меры предосторожности при использовании устройства
- 9 Принцип действия
- 10 Устройство
- 11 Охлаждение схемы
- 12 Меры безопасности при работе
ПРИНЦИП РАБОТЫ ИНДУКЦИОННЫХ ПЕЧЕЙ. ПРИНЦИП ИНДУКЦИОННОГО НАГРЕВА
Принцип индукционного нагрева заключается в преобразовании энергии электромагнитного поля, поглощаемой электропроводным нагреваемым объектом, в тепловую энергию.
В установках индукционного нагрева электромагнитное поле создают индуктором, представляющим собой многовитковую цилиндрическую катушку (соленоид). Через индуктор пропускают переменный электрический ток, в результате чего вокруг индуктора возникает изменяющееся во времени переменное магнитное поле. Это — первое превращение энергии электромагнитного поля, описываемое первым уравнением Максвелла.
Нагреваемый объект помещают внутрь индуктора или рядом с ним. Изменяющийся (во времени) поток вектора магнитной индукции, созданной индуктором, пронизывает нагреваемый объект и индуктирует электрическое поле. Электрические линии этого поля расположены в плоскости, перпендикулярной направлению магнитного потока, и замкнуты, т. е. электрическое поле в нагреваемом объекте носит вихревой характер. Под действием электрического поля, согласно закону Ома, возникают токи проводимости (вихревые токи). Это — второе превращение энергии электромагнитного поля, описываемое вторым уравнением Максвелла.
В нагреваемом объекте энергия индуктированного переменного электрического поля необратимо переходит в тепловую. Такое тепловое рассеивание энергии, следствием чего является нагрев объекта, определяется существованием токов проводимости (вихревых токов). Это — третье превращение энергии электромагнитного поля, причем энергетическое соотношение этого превращения описывается законом Ленца—Джоуля.
Описанные превращения энергии электромагнитного поля дают возможность:
1) передать электрическую энергию индуктора в нагреваемый объект, не прибегая к контактам (в отличие от печей сопротивления)
2) выделить тепло непосредственно в нагреваемом объекте (так называемая «печь с внутренним источником нагрева» по терминологии проф. Н. В. Окорокова), в результате чего использование тепловой энергии оказывается наиболее совершенным и скорость нагрева значительно увеличивается (по сравнению с так называемыми «печами с внешним источником нагрева»).
На величину напряженности электрического поля в нагреваемом объекте оказывают влияние два фактора: величина магнитного потока, т. е. число магнитных силовых линий, пронизывающих объект (или сцепленных с нагреваемым объектом), и частота питающего тока, т. е. частота изменений (во времени) магнитного потока, сцепленного с нагреваемым объектом.
Это дает возможность выполнить два типа установок индукционного нагрева, которые различаются и по конструкции и по эксплуатационным свойствам: индукционные установки с сердечником и без сердечника.
По технологическому назначению установки индукционного нагрева подразделяют на плавильные печи для плавки металлов и нагревательные установки для термической обработки (закалки, отпуска), для сквозного нагрева заготовок перед пластической деформацией (ковкой, штамповкой), для сварки, пайки и наплавки, для химико-термической обработки изделий и т. д.
По частоте изменения тока, питающего установку индукционного нагрева, различают:
1) установки промышленной частоты (50 Гц), питающиеся от сети непосредственно или через понижающие трансформаторы;
2) установки повышенной частоты (500-10000 Гц), получающие питание от электромашинных или полупроводниковых преобразователей частоты;
3) высокочастотные установки (66 000-440 000 Гц и выше), питающиеся от ламповых электронных генераторов.
Установки индукционного нагрева с сердечником
В плавильной печи (рис. 1) цилиндрический многовитковый индуктор, изготовленный из медной профилированной трубки, насаживают на замкнутый сердечник, набранный из листовой электротехнической стали (толщина листов 0,5 мм). Вокруг индуктора размещают огнеупорную керамическую футеровку с узким кольцевым каналом (горизонтальным или вертикальным), где находится жидкий металл. Необходимым условием работы является замкнутое электропроводное кольцо. Поэтому невозможно расплавить отдельные куски твердого металла в такой печи. Для пуска печи приходится в канал заливать порцию жидкого металла из другой печи или оставлять часть жидкого металла от предыдущей плавки (остаточная емкость печи).

Рис.1. Схема устройства индукционной канальной печи: 1 — индикатор; 2 — металл; 3 — канал; 4 — магнитопровод; Ф — основной магнитный поток; Ф1р и Ф2р — магнитные потоки рассеяния; U1 и I1 — напряжение и ток в цепи индуктора; I2 — ток проводимости в металле
В стальном магнитопроводе индукционной канальной печи замыкается большой рабочий магнитный поток и лишь небольшая часть полного магнитного потока, создаваемого индуктором, замыкается через воздух в виде потока рассеяния. Поэтому такие печи успешно работают на промышленной частоте (50 Гц).
В настоящее время существует большое число типов и конструкций таких печей, разработанных во ВНИИЭТО (однофазные и многофазные с одним и несколькими каналами, с вертикальным и горизонтальным закрытым каналом разной формы). Эти печи применяют для плавки цветных металлов и сплавов со сравнительно низкой температурой плавления, а также для получения высококачественного чугуна. При плавке чугуна печь используют либо в качестве копильника (миксера), либо в качестве плавильного агрегата. Конструкции и технические характеристики современных индукционных канальных печей приведены в специальной литературе.
Установки индукционного нагрева без сердечника
В плавильной печи (рис. 2) расплавляемый металл находится в керамическом тигле, помещенном внутрь цилиндрического многовиткового индуктора. Индуктор изготовляют из медной профилированной трубки, через которую пропускают охлаждающую воду. Узнать подробнее о конструкции индуктора можно здесь.
Отсутствие стального сердечника приводит к резкому увеличению магнитного потока рассеяния; число магнитных силовых линий, сцепляемых с металлом в тигле, будет крайне мало. Это обстоятельство требует соответствующего увеличения частоты изменения (во времени) электромагнитного поля. Поэтому для эффективной работы индукционных тигельных печей приходится питать их токами повышенной, а в отдельных случаях и высокой частоты от соответствующих преобразователей тока. Подобные печи имеют очень низкий естественный коэффициент мощности (cos φ=0,03-0,10). Поэтому необходимо применять конденсаторы для компенсации реактивной (индуктивной) мощности.
В настоящее время имеется несколько типов индукционных тигельных печей, разработанных во ВНИИЭТО в виде соответствующих размерных рядов (по емкости) высокой, повышенной и промышленной частоты, для плавки стали (тип ИСТ).

Рис. 2. Схема устройства индукционной тигельной печи: 1 — индуктор; 2 — металл; 3 — тигель (стрелками показана траектория циркуляции жидкого металла в результате электродинамических явлений)
Преимуществами тигельных печей являются следующие: выделяющееся непосредственно в металле тепло, высокая равномерность металла по химическому составу и температуре, отсутствие источников загрязнения металла (помимо футеровки тигля), удобство управления и регулирования процесса плавки, гигиеничность условий труда. Кроме этого, для индукционных тигельных печей характерны: более высокая производительность вследствие высоких удельных (на единицу емкости) мощностей нагрева; возможность плавить твердую шихту, не оставляя металл от предыдущей плавки (в отличие от канальных печей); малая масса футеровки по сравнению с массой металла, что уменьшает аккумуляцию тепловой энергии в футеровке тигля, снижает тепловую инерцию печи и делает плавильные печи этого типа исключительно удобными для периодической работы с перерывами между плавками, в частности для фасонно-литейных цехов машиностроительных заводов; компактность печи, что позволяет достаточно просто изолировать рабочее пространство от окружающей среды и осуществлять плавку в вакууме или в газовой среде заданного состава. Поэтому в металлургии широко применяют вакуумные индукционные тигельные печи (тип ИСВ).
Наряду с преимуществами у индукционных тигельных печей имеются следующие недостатки: наличие относительно холодных шлаков (температура шлака меньше температуры металла), затрудняющих проведение рафинировочных процессов при выплавке качественных сталей; сложное и дорогое электрооборудование; низкая стойкость футеровки при резких колебаниях температуры вследствие небольшой тепловой инерции футеровки тигля и размывающего действия жидкого металла при электродинамических явлениях. Поэтому такие печи применяют для переплава легированных отходов с целью снижения угара элементов.
Использованная литература:
1. Егоров А.В., Моржин А.Ф. Электрические печи (для производства сталей). М.: «Металлургия», 1975, 352 с.
Индукционная печь часто используется в сфере металлургии, поэтому данное понятие хорошо знакомо людям, которые в той или иной степени связаны с процессом плавки различных металлов. Устройство позволяет преобразовывать электричество, образованное магнитным полем, в тепло.
Подобные устройства продаются в магазинах по довольно высокой цене, но если вы обладаете минимальными навыками использования паяльника и умеете читать электронные схемы, то можно попробовать изготовить индукционную печь своими руками.
Самодельное устройство вряд ли подойдёт для выполнения сложных задач, но вполне справится с базовыми функциями. Собрать устройство можно на основе рабочего сварочного инвертора из транзисторов, либо на лампах. Самым производительным при этом является именно устройство на лампах за счёт высокого КПД.
Принцип работы индукционной печи
Нагревание металла, помещённого внутрь устройства, происходит путём перехода электромагнитных импульсов в энергию тепла. Электромагнитные импульсы вырабатываются катушкой с витками из медной проволоки или трубы.
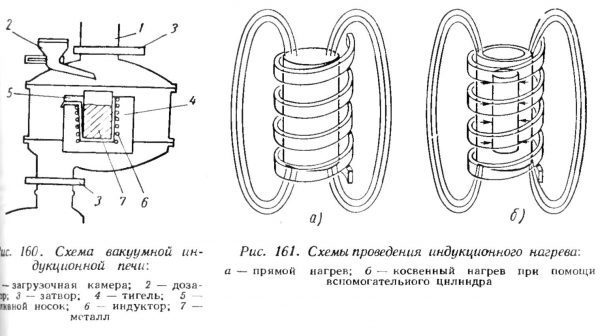 Схема индукционной печи и схемы проведения нагрева
Схема индукционной печи и схемы проведения нагрева
При подключении устройства через катушку начинает проходить электрический ток, а вокруг появляется электрическое поле со временем меняющее своё направление. Впервые работоспособность такой установки была описана Джеймсом Максвеллом.
Объект, который нужно нагреть, необходимо поместить внутрь катушки или недалеко от неё. Целевой предмет будет пронизываться потоком магнитной индукции, а внутри появится магнитное поле вихревого типа. Таким образом, индукционная энергия перейдёт в тепловую.
Разновидности
Печи на индукционной катушке, принято подразделять на два вида в зависимости от типа конструкции:
В первых устройствах металл для расплавки находится перед индукционной катушкой, а в печах второго типа помещается внутри неё.
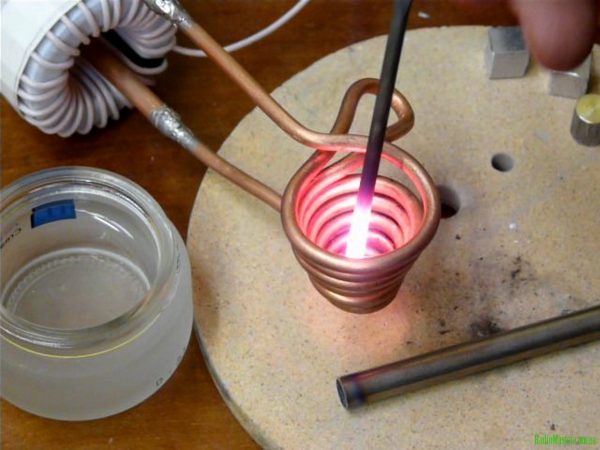 Наглядный пример тигельной индукционной печи
Наглядный пример тигельной индукционной печи
Оба устройства востребованы в бытовых и промышленных условиях. Они используются для плавки различных металлов (чугун, сталь, алюминий, медь), в том числе и драгоценных (золото, серебро). В зависимости от модели и производителя печи могут различаться между собой по ёмкости и частотным особенностям.
К слову, именно индукционные печи подтолкнули учёных к созданию микроволновых печей, которые на данный момент широко используются и установлены практически в каждой квартире.
Преимущества и недостатки
К преимуществам печей относят:
- Тепло подаётся исключительно за счёт электромагнитного поля, и используемая посуда не загрязняется;
- Подвергать плавке можно предметы из стали и других материалов, в которых отсутствует углерод;
- При использовании практически не образовывается угарный газ — плавящиеся материалы поглощают мало азота и водорода из атмосферного воздуха;
- При плавлении жидкий металл перемешивается естественным путём, и в итоге все металлургические процессы протекают гораздо быстрее;
- Во время плавки при необходимости можно регулировать температуру;
- Высокая производительность печей данного типа позволяет работать в режиме выдачи выплавленного металла маленькими порциями за короткие промежутки времени;
- Устройство имеет небольшие габаритные размеры, за счёт чего плавку металла легко проводить и на территории промышленного помещения, и на небольших рабочих площадях;
- Минимальный выброс дыма при работе и максимальная экологичность при плавке металла;
- При работе индукционная печь производит минимальный уровень шума;
- Создаются максимально благоприятные условия для обслуживающего персонала при плавке металла на подобных установках.
 Индукционная печь обладает небольшими габаритами, потому плавку производят и на территории крупного цеха, и на небольших рабочих площадях
Индукционная печь обладает небольшими габаритами, потому плавку производят и на территории крупного цеха, и на небольших рабочих площадях
Помимо перечисленных преимуществ, у устройства можно выделить и ряд недостатков:
- При плавке металла шлак нагревается именно от металлической смеси, в результате чего имеет более низкую температуру;
- При использовании устройства часто возникают сложности с удалением из металла примесей из серы и фосфора.
Индукционная печь для плавки металла своими руками
Если в наличие есть электрическая схема сборки, то процесс сборки сможет освоить даже начинающий мастер. Оборудование возможно создать на базе сварочного инвертора, на лампах или транзисторах.
Главное достоинство печей, которые были собраны подручных средств, заключается в том, что цена устройства на порядок ниже, чем при покупке магазинного оборудования.
При сборке плиты с индукционной катушкой, обращайте внимание на то, что скорость плавки металлических сплавов будет напрямую зависеть от нескольких факторов:
- Скорость тепловой передачи;
- Мощность используемого в конструкции генератора;
- Потери в вихревом потоке во время рабочего процесса;
- Частота работы устройства;
- Наличие поблизости металлических деталей и электронных устройств, которые могут провоцировать помехи.
Из сварочного инвертора
Печь, работающая на базе инвертора, выделяется характеристиками безопасности, но при этом она собирается максимально просто. Сам инвертор уже имеет все необходимые защитные механизмы на случай возникновения перегрузки. Процесс изготовления индукционной плиты при наличии сварочного аппарата сводится к сбору индуктора.
Для сборки индукционной катушки стоит приобрести медную трубу с тонкими стенками диаметром не более 10 мм. Труба сгибается по спирали, а для облегчения процесса желательно изготовить специальный шаблон.
Количество витков в катушке – от 7 до 12. Их общее число напрямую зависит от того, какими характеристиками обладает используемый сварочный инвертор. Следите за тем, чтобы сопротивление индуктора не превышало допустимую силу тока в инверторе, в ином случае при осуществлении плавки металла придётся столкнуться с автоматическими отключениями устройства из-за срабатывания внутренней защиты.
 Общий вид индукционной печи из сварочного инвертора
Общий вид индукционной печи из сварочного инвертора
После изготовления катушки переходим к производству внешней оболочки для устройства. Для этих целей лучше всего подойдёт графитовый корпус (не используйте для изготовления корпуса материал, который проводит через себя электрический ток, в противном случае общая производительность устройства значительно снизится). Внутрь индукционной катушки помещается тигель, в котором в дальнейшем будет плавиться металл.
Установить готовую индукционную катушку лучше всего на поверхности, которая устойчива к высоким температурам воздуха. Перед началом выполнения работ из зоны установки необходимо убрать посторонние предметы.
Подключать сварочный инвертор стоит только к тем розеткам, которые способны выдержать силу потребляемого устройством тока. Обязательно обустройте заземление корпуса.
На транзисторах
Для сбора печки, работающей на транзисторах, следует приобрести следующие детали:
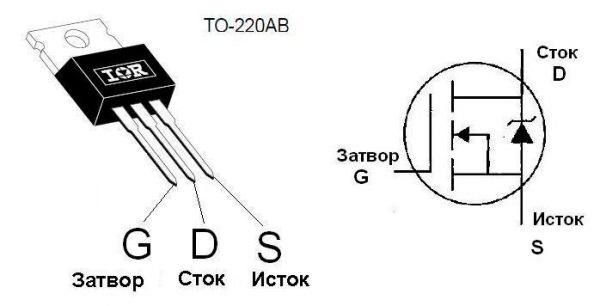
- Полевые транзисторы типа IRFZ44V;
- Два диода;
- Резистор сопротивлением 470 Ом;
- Плёночные конденсаторы различной ёмкости;
- Медные провода для обмотки в изоляции диаметром 1,2 мм и 2 мм;
- Компьютерные радиаторы.
Процесс сборки устройства включает следующие шаги:
-
Транзисторы устанавливаются на радиаторы. Обращайте внимание на то, что рабочая схема довольно быстро и сильно нагревается, поэтому радиаторы должны иметь большой размер для осуществления охлаждения конструкции. В некоторых случаях можно использовать один радиатор.
 Транзисторы необходимо установить на радиаторы большого размера во избежание перегрева рабочей схемы
Транзисторы необходимо установить на радиаторы большого размера во избежание перегрева рабочей схемы
 Конденсаторы необходимо спаять параллельно
Конденсаторы необходимо спаять параллельно
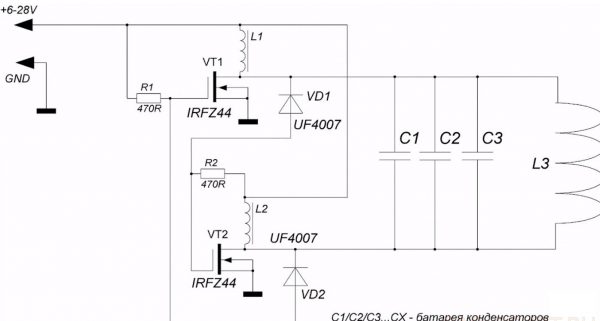 Электрическая схема сборки печи на транзисторах
Электрическая схема сборки печи на транзисторах
При необходимости для печи можно обустроить корпус из материала, который устойчив к повышенным температурам и не пропускает ток.
На лампах
Если для выполнения работ по плавке металла необходимо более мощное устройство, то можно изготовить индукционную печь на лампах по следующей схеме.
Для сборки конструкции подготавливаем:
- 4 лампы-тетрода. Для конструкции подойдут лампы формата 6L6, 6П3 или Г807;
- 4 дросселя;
- 4 конденсатора по 0,01 мкФ;
- Неоновая лампа (будет использоваться в качестве индикатора, оповещающего, что печь готова к использованию);
- Конденсатор для настройки;
- Медная труба.
 Электрическая схема индукционной печи на лампах
Электрическая схема индукционной печи на лампах
Собрать печь можно, соблюдая следующие шаги:
- Медную трубу сгибаем в виде спирали. Всего необходимо сделать около 15 витков, расстояние между которыми должно быть не меньше 5 мм. Внутри спирали должен свободно располагаться тигель, где и будет происходить процесс выплавки;
- Изготавливаем надёжный корпус для устройства, который не должен проводить электрический ток, и обязан выдерживать высокие температуры воздуха;
- Дросселя и конденсаторы собираются по обозначенной выше схеме;
- К схеме подключается неоновая лампа, которая будет сигнализировать о том, что устройство готово к работе;
- Также припаивается конденсатор для подстройки ёмкости.
Использование для обогрева
Индукционные печи подобного вида могут использоваться и для обогрева помещения. Чаще всего их используют вместе с котлом, который дополнительно производит нагрев холодной воды. На деле конструкции применяются крайне редко из-за того, что в результате потерь электромагнитной энергии КПД устройства минимален.
Ещё один недостаток основан на потреблении устройством больших объёмов электроэнергии в процессе работы, потому устройство относится к категории экономически невыгодных.
Охлаждение системы
Устройство, собранное самостоятельно, необходимо оборудовать системой охлаждения, так как при работе все составные части будут находиться под воздействием высоких температур, конструкция может перегреться и сломаться. В печах, продающихся в магазине, охлаждение производится водой или антифризом.
При выборе охладителя для дома предпочтение отдаётся вариантам, которые наиболее выгодны для реализации с экономической точки зрения.
Для домашних печей можно попробовать использовать обычный лопастной вентилятор. Обращайте внимание на то, что устройство не должно стоять слишком близко к печи, так как металлические детали вентилятора негативно воздействуют на работоспособность устройства, а также способны размыкать вихревые потоки и снижать производительность всей системы.
Меры предосторожности при использовании устройства
Работая с устройством следует придерживаться следующих правил:
- Некоторые элементы установки, а также металл, который плавится, подвергаются сильному нагреву, в результате чего существует риск получить ожог;
- При использовании ламповой печи, обязательно размещайте её в закрытом корпусе, иначе велика вероятность поражения электрическим током;
- Перед работой с устройством уберите из зоны работы прибора все металлические элементы и сложные электронные приборы. Использовать устройство не стоит людям, у которых установлен кардиостимулятор.
Печь для плавки металлов индукционного типа может применяться при лужении и формовке металлических деталей.
Самодельную установку легко подогнать под работу в конкретных условиях, меняя некоторые настройки. Если придерживаться указанных схем при сборе конструкции, а также соблюдать элементарные правила безопасности, самодельное устройство практически не будет уступать магазинным бытовым приборам.

Плавка металла методом индукции широко применяется в разных отраслях: металлургии, машиностроении, ювелирном деле. Простую печь индукционного типа для плавки металла в домашних условиях можно собрать своими руками.
Принцип действия
Нагрев и плавка металлов в индукционных печах происходят за счет внутреннего нагрева и изменения кристаллической решетки металла при прохождении через них высокочастотных вихревых токов. В основе этого процесса лежит явление резонанса, при котором вихревые токи имеют максимальное значение.
Чтобы вызвать протекание вихревых токов через расплавляемый металл, его помещают в зону действия электромагнитного поля индуктора — катушки. Она может иметь форму спирали, восьмерки или трилистника. Форма индуктора зависит от размеров и формы нагреваемой заготовки.
Катушка индуктора подключается к источнику переменного тока. В производственных плавильных печах используют токи промышленной частоты 50 Гц, для плавки небольших объемов металлов в ювелирном деле используют высокочастотные генераторы, как более эффективные.
Вихревые токи замыкаются по контуру, ограниченному магнитным полем индуктора. Поэтому нагрев токопроводящих элементов возможен как внутри катушки, так и с внешней ее стороны.
-
Поэтому индукционные печи бывают двух типов:
Канальная печь слишком габаритная и рассчитана на промышленные объемы плавки металлов. Её используют при выплавке чугуна, алюминия и других цветных металлов.
Тигельная печь довольно компактна, ей пользуются ювелиры, радиолюбители, такую печь можно собрать своими руками и применять в домашних условиях.
Устройство

-
Самодельная печь для плавки металлов имеет довольно простую конструкцию и состоит из трех основных блоков, помещенных в общий корпус:
Тигель помещают в индуктор, концы обмотки подключают к источнику тока. При протекании тока по обмотке вокруг нее возникает электромагнитное поле с переменным вектором. В магнитном поле возникают вихревые токи, направленные перпендикулярно его вектору и проходящие по замкнутому контуру внутри обмотки. Они проходят через металл, положенный в тигель, при этом нагревая его до температуры плавления.
Достоинства индукционной печи:
- быстрый и равномерный нагрев металла сразу после включения установки;
- направленность нагрева — греется только металл, а не вся установка;
- высокая скорость плавления и однородность расплава;
- отсутствует испарение легирующих компонентов металла;
- установка экологически чиста и безопасна.
В качестве генератора индукционной печи для плавки металла может быть использован сварочный инвертор. Также можно собрать генератор по представленным ниже схемам своими руками.
Печь для плавки металла на сварочном инверторе
Эта конструкция отличается простотой и безопасностью, так как все инверторы оборудованы внутренними защитами от перегрузок. Вся сборка печи в этом случае сводится к изготовлению своими руками индуктора.
Выполняют его обычно в форме спирали из медной тонкостенной трубки диаметром 8-10 мм. Ее сгибают по шаблону нужного диаметра, располагая витки на расстоянии 5-8 мм. Количество витков — от 7 до 12, в зависимости от диаметра и характеристик инвертора. Общее сопротивление индуктора должно быть таким, чтобы не вызывать перегрузки по току в инверторе, иначе он будет отключаться внутренней защитой.
Индуктор можно закрепить в корпусе из графита или текстолита и установить внутрь тигель. Можно просто поставить индуктор на термостойкую поверхность. Корпус не должен проводить ток, иначе замыкание вихревых токов будет проходить через него, и мощность установки снизится. По этой же причине не рекомендуется располагать в зоне плавления посторонние предметы.
При работе от сварочного инвертора его корпус нужно обязательно заземлять! Розетка и проводка должны быть рассчитаны на потребляемый инвертором ток.
Индукционная печь на транзисторах: схема
Существует множество различных способов собрать индукционный нагреватель своими руками. Достаточно простая и проверенная схема печи для плавки металла представлена на рисунке:

-
Чтобы собрать установку своими руками, понадобятся следующие детали и материалы:
Последовательность сборки своими руками:
- Полевые транзисторы устанавливают на радиаторы. Поскольку схема в процессе работы сильно греется, радиатор должны быть достаточно большими. Можно установить их и на один радиатор, но тогда нужно изолировать транзисторы от металла с помощью прокладок и шайб из резины и пластика. Распиновка полевых транзисторов приведена на рисунке.

- Необходимо изготовить два дросселя. Для их изготовления медную проволоку диаметром 1,2 мм наматывают на кольца, снятые с блока питания любого компьютера. Эти кольца состоят их порошкового ферромагнитного железа. На них необходимо намотать от 7 до 15 витков проволоки, стараясь выдерживать расстояние между витками.

- Собирают перечисленные выше конденсаторы в батарею общей емкостью 4,7 мкФ. Соединение конденсаторов — параллельное.


- Выполняют обмотку индуктора из медной проволоки диаметром 2 мм. Наматывают на подходящий по диаметру тигля цилиндрический предмет 7-8 витков обмотки, оставляют достаточно длинные концы для подключения к схеме.
- Соединяют элементы на плате в соответствии со схемой. В качестве источника питания используют аккумулятор на 12 В, 7,2 A/h. Потребляемый ток в режиме работы — около 10 А, емкости аккумулятора в этом случае хватит примерно на 40 минут.При необходимости изготовляют корпус печи из термостойкого материала, например, текстолита.Мощность устройства можно изменить, поменяв количество витков обмотки индуктора и их диаметр.
При продолжительной работе элементы нагревателя могут перегреваться! Для их охлаждения можно использовать вентилятор.
Индукционный нагреватель для плавки металла: видео
Индукционная печь на лампах
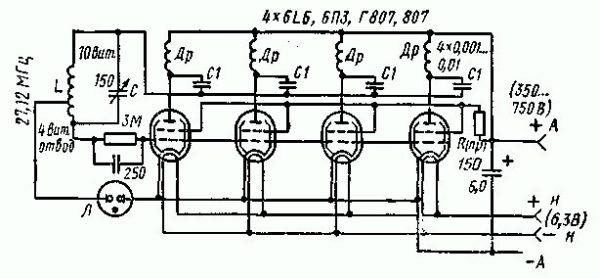
Более мощную индукционную печь для плавки металлов можно собрать своими руками на электронных лампах. Схема устройства приведена на рисунке. 
Для генерации высокочастотного тока используются 4 лучевые лампы, соединенные параллельно. В качестве индуктора используется медная трубка диаметром 10 мм. Установка оснащена подстроечным конденсатором для регулировки мощности. Выдаваемая частота — 27,12 МГц.
Для сборки схемы необходимы:
- 4 электронные лампы — тетрода, можно использовать 6L6, 6П3 или Г807;
- 4 дросселя на 100…1000 мкГн;
- 4 конденсатора на 0,01 мкФ;
- неоновая лампа-индикатор;
- подстроечный конденсатор.
Сборка устройства своими руками:
- Из медной трубки выполняют индуктор, сгибая ее в форме спирали. Диаметр витков — 8-15 см, расстояние между витками не менее 5 мм. Концы лудят для пайки к схеме. Диаметр индуктора должен быть больше диаметра помещаемого внутрь тигля на 10 мм.
- Размещают индуктор в корпусе. Его можно изготовить из термостойкого не проводящего ток материала, либо из металла, предусмотрев термо- и электроизоляцию от элементов схемы.
- Собирают каскады ламп по схеме с конденсаторами и дросселями. Каскады соединяют в параллель.
- Подключают неоновую лампу-индикатор — она будет сигнализировать о готовности схемы к работе. Лампу выводят на корпус установки.
- В схему включают подстроечный конденсатор переменной емкости, его ручку также выводят на корпус.
Охлаждение схемы
Промышленные плавильные установки оснащены системой принудительного охлаждения на воде или антифризе. Выполнение водяного охлаждения в домашних условиях потребует дополнительных затрат, сопоставимых по цене со стоимостью самой установки для плавки металла.
Выполнить воздушное охлаждение с помощью вентилятора можно при условии достаточно удаленного расположения вентилятора. В противном случае металлическая обмотка и другие элементы вентилятора будут служить дополнительным контуром для замыкания вихревых токов, что снизит эффективность работы установки.
Элементы электронной и ламповой схемы также способны активно нагреваться. Для их охлаждения предусматривают теплоотводящие радиаторы.
Меры безопасности при работе
- Основная опасность при работе с самодельной установкой — опасность получения ожогов от нагреваемых элементов установки и расплавленного металла.
- Ламповая схема включает элементы с высоким напряжением, поэтому её нужно разместить в закрытом корпусе, исключив случайное прикосновение к элементам.
- Электромагнитное поле способно воздействовать на предметы, находящиеся вне корпуса прибора. Поэтому перед работой лучше надеть одежду без металлических элементов, убрать из зоны действия сложные устройства: телефоны, цифровые камеры.
Не рекомендуется использовать установку людям с вживлёнными кардиостимуляторами!
Печь для плавки металлов в домашних условиях может использоваться также для быстрого нагрева металлических элементов, например, при их лужении или формовке. Характеристики работы представленных установок можно подогнать под конкретную задачу, меняя параметры индуктора и выходной сигнал генераторных установок — так можно добиться их максимальной эффективности.


Отправить ответ