
Из какой стали сделать нож своими руками
Содержание:
- 1 Шаг 1: Материалы и инструмент
- 2 Шаг 2: Собираем заготовку
- 3 Шаг 3: Первый нагрев заготовки
- 4 Шаг 4: Складываем заготовку
- 5 Шаг 5: Концепция и придание формы
- 6 Шаг 6: Обработка напильником и шлифовка
- 7 Шаг 7: Шлифуем дальше, и начинаем забывать, кто вы есть, и в чем смысл жизни…
- 8 Шаг 8: Наконец, профиль готов!
- 9 Шаг 9: Страшная часть
- 10 Шаг 10: Отпуск стали
- 11 Шаг 11: Травление лезвия
- 12 Шаг 12: Изготовление ручки и заточка
- 13 Шаг 13: Время похлопать себя на спине, работа, наконец, завершена

Когда я решил сделать первый нож мне было 18 лет, я только увлекся туризмом и у меня не было денег на хороший нож, китайский складник за 300р конечно не плох для нарезания колбасы, но вот палку им не построгаешь.(кстати тот китайский складник еще жив, и я по-прежнему режу им колбасу).
Итак, по порядку.
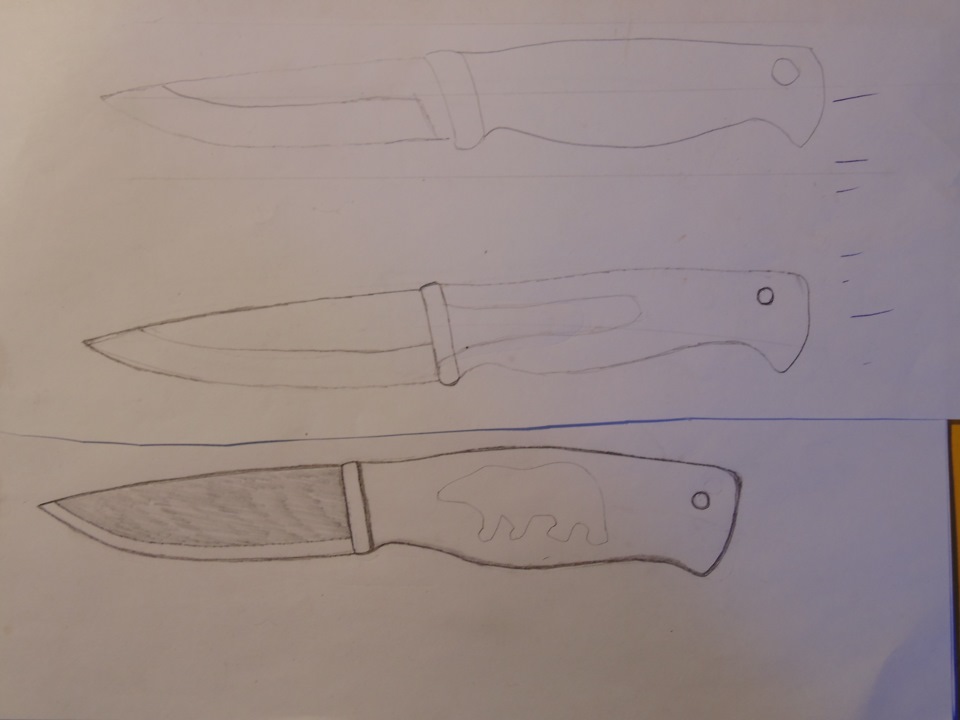
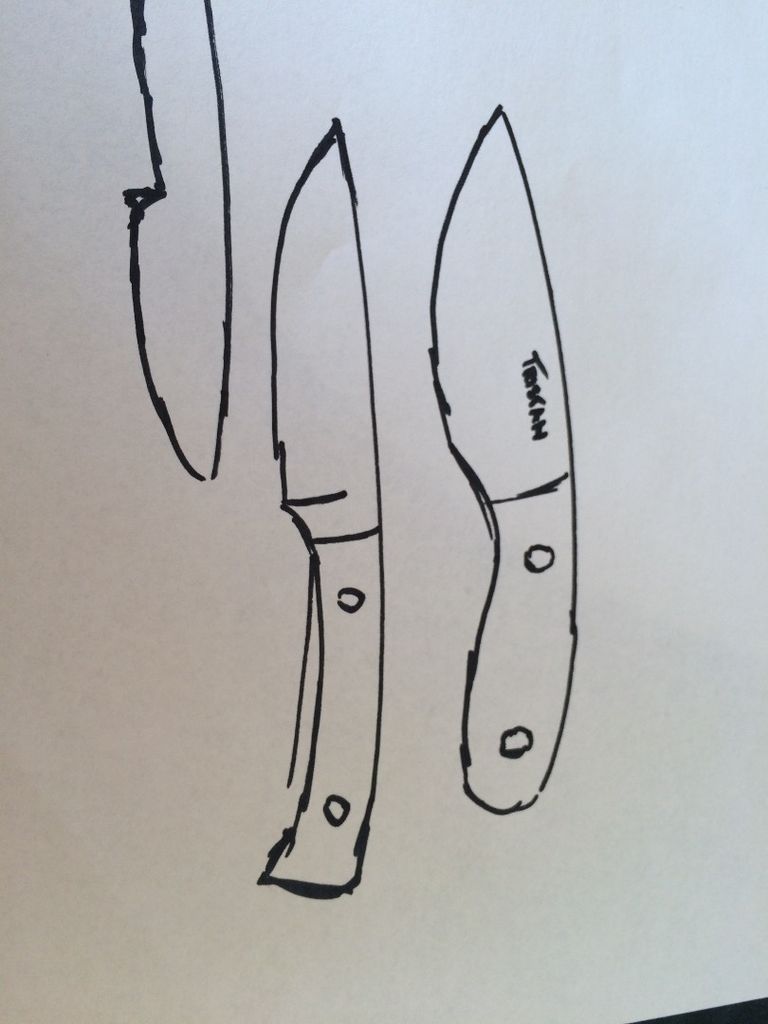
Сначала надо определиться какой будет нож, для этого его надо нарисовать.
Затем выбрать материал. Это самое сложное, вариантов масса. Я пробовал разные материалы, остановился на двух:
1. арматура, она бывает разная! Определить хорошая ли арматура можно лишь попилив ее болгаркой, найти хорошую трудно. Гарно и наковальня для ковки есть не у каждого!
2. Быстрорез (сталь марки р6м5, еще бывает р9м5 и прочие, но нам нужна именно р6м5, из нее еще сверла делают). Достать эту сталь не сложно, и она сразу удобного формата. Это пила, для пиления рельсов и прочего металла.

Эти пилы, кстати, бывают разных размеров. Свободно продаются в магазинах, следует обращать внимание на маркировку стали.
Затем размечаем краской по вырезанному трафарету.


Откладываем заготовку клинка в сторону, переходим к рукояти. Опять выбор материала — творческий процесс. В основном я использую березу, либо сочетание березы и какого нибудь темного дерева. Но цельная рукоять всегда крепче чем клееная, поэтому комбинирую редко.
В данном случае донором будет кусок березы, на который была намотана нитка на стройке.
Я в кузнечном деле чуть более года, и теперь, когда мне наконец удалось сделать и приобрести хорошие инструменты, я могу заняться реальными вещами (изначально я использовал кувалду в качестве наковальни и бил по ней небольшим молотком). Этот проект является инструкцией о том, как сделать нож из железа, имея лишь самодельную кузницу, наковальню, молот и решительность. Я ни в коем случае не профессионал, не знаю какую сталь лучше использовать, и это определенно не единственный способ ковки ножей в домашних условиях, но мне это удалось.


Современная дамасская сталь — это спрессованная сталь с узорами, которая представляет собой металлический эквивалент наложения друг на друга разных цветов, чтобы получить красивый узор. Когда изделие помещается в раствор для травления, разные металлы будут травиться с разной скоростью, создавая прекрасный контраст.
Оригинальная сталь Дамаска была выкована с использованием другого и очень специфического процесса (хотя и похожего, и именно поэтому возникло современное определение), о сути которого знали лишь немногие, и поэтому Дамаск получил репутацию металла с магическими свойствами. Причина этого сходна с Катанами / Самурайскими мечами — процесс позволил получить гораздо более однородную и, следовательно, поддающуюся обработке сталь, чем другие методы, позволяющие превращать довольно посредственную сталь и различные виды высоко/низкоуглеродистой стали в обрабатываемое вещество. Это дало возможность создавать намного более эффективные клинки.
Шаг 1: Материалы и инструмент



- Два или более вида стали (предпочтительно с высоким содержанием углерода), которые будут контрастировать друг с другом. Я использовал 1095, очень высокую углеродистую сталь и 15n20, сталь с большим количеством никеля, которая будет иметь яркий и блестящий контраст при травлении.
- Флюс (бура)
- Арматура или длинный стержень для лома (чтобы приварить к заготовке в качестве ручки)
- Древесина для изготовления ручки
- Эпоксидная смола (подойдет 5-минутная)
- Латунные штифты
- Средство для обработки ручки (я использовал льняное масло)
- Охлаждающее масло (растительное масло)
- Хлорид железа
Инструменты для ковки ножа своими руками:
- Наковальня (Предпочтительно «правильная» стальная наковальня, хотя есть и другие варианты, которые вы могли бы использовать, если «правильной» у вас нет. Вещи, которые могут быть использованы: куски траков, кувалды, ненужные куски металла, большой булыжник или любая твердая и плоская поверхность. Помните, человек начинал с того, что бил маленькими камнями по большому.)
- Молот (я использовал 1.5 кг двусторонний)
- Клещи или щипцы
- Сварка (необязательно, но будет удобней скрепить пластины и приварить рукоятку. Если нет сварки, плотно смотайте куски проволокой)
- Горн, способный достигать температуры кузнечной сварки. Это очень важно для успешного слияния слоев. Позже я расскажу подробнее о своей кузнице.
- Ленточный шлифовальный станок, наждачная бумага и тонна терпения
- Печь / другой способ закалки
- Дрель и сверло
- Тиски (очень пригодятся)
Шаг 2: Собираем заготовку




Отрежьте нужные куски стали. Я решил сделать примерно 2×7 см; чем больше заготовка, тем сложнее она поддается молотку. Обязательно удалите все окисления и сточите углы боковых сторон металла, чтобы можно было сделать чистый сварной шов. Складывайте слои попеременно, я использовал 3 слоя 15n20 и 4 слоя 1095.
Затем выровняйте их и закрепите слои вместе (не берите пример с моих сварных швов), а также приварите временную рукоятку, чтобы ее можно было перемещать и вынимать из кузницы.
Шаг 3: Первый нагрев заготовки



Немного о моей кузнице: я сделал её сам. Она сделана из пустого (на всякий случай купил новый) газового баллона, покрытого огнеупорными плитами и слоем огнеупорного цемента. Это кузница довольно компактна и без проблем нагревается до нужных мне температур.
Нагрейте заготовку до светло-вишнево-красной. Не нужно её перегревать. Посыпьте бурой сверху и обязательно между слоями. Это нужно для того, чтобы не шел процесс окисления, и кислород не контактировал с металлом. Это поможет достичь чистого сварного шва.
Переверните заготовку в кузнице и повторите этот процесс пару раз, не забывая периодически счищать верхний слой. Теперь нагрейте заготовку до температуры кузнечной сварки (примерно 1200-1300 градусов по Цельсию). Она станет ярко-оранжево-желтой, даже при умеренном или ярком свете. Убедитесь, что на рабочем месте готовы ваш молоток и щипцы, так как нельзя тратить время впустую. Быстро переместитесь на наковальню и легкими ударами осторожно равномерно отбейте всю заготовку, чтобы установить начальный сварной шов. Снова поместите изделие в кузницу и нагрейте ее до той же температуры, затем продолжайте сваривать ее умеренными или сильными ударами.
Теперь пришло время растянуть заготовку, чтобы её можно было сложить.
Шаг 4: Складываем заготовку






Теперь пришло время увеличить количество слоев. Отбейте заготовку примерно в два раза по сравнению с первоначальной длиной, убедившись, что вы отбиваете все стороны равномерно. Отмерьте половину и отрежьте, используя резак, долото или что-нибудь еще. Затем поставьте заготовку на край наковальни и ударьте по краю молотком, переверните её и аккуратно постучите по загнутому краю, чтобы полностью сложить два слоя.
Теперь повторите точный процесс первой кузнечной сварки. Флюс, тепло, прессовка, тепло, сварка, кузница. Повторяйте этот шаг, пока у вас не будет нужного вам количества слоев. Я свернул болванку 4 раза, чтобы получить 112 слоев. (Вы можете сделать и больше, тогда получится более плотный рисунок. Если вы хотите рассчитать количество слоев для любого количества складываний, используйте свое начальное количество слоев (7) и умножьте на 2 ^ количество складываний: 7 x 2 ^ 4 = 112)
Затем я снова нагрел заготовку до температуры сварки, зажал в тисках и придал хороший изгиб, который потом выпрямил обратно в прямоугольную заготовку. Перед скручиванием, однако, нужно сбить углы, чтобы получить сначала восьмиугольную форму, а затем и круглую, потому что скручивание и ковка могут создавать вкрапления и примеси, если они складываются не при температуре сварки.
После завершения сварки (которая прошла в несколько этапов), охладите его и слегка сточите с одного края, чтобы убедиться, что была достигнута однородность заготовки. При ковке, особенно на раннем этапе, важно поддерживать высокую температуру и не спешить, иначе может произойти отслаивание, а это не очень хорошо.
Шаг 5: Концепция и придание формы


Придумайте форму вашего ножа, а затем придайте заготовке грубую форму в кузнице. Чем точнее вы будете делать грани и скосы, тем меньше времени вы потратите на дальнейшую шлифовку. Есть много учебников, написанных гораздо лучшими кузнецами, чем я, поэтому я не буду рассказывать вам о техниках ковки. Самое легкое, что нужно помнить, это то, что металл, когда он горячий, движется точно так же, как плотная глина, а вам нужно просто подталкивать его в нужное направление.
Шаг 6: Обработка напильником и шлифовка




Выводим точный профиль с помощью шлифовальной машины и напильников. Возьмите с собой много напитков. Вы, вероятно, зависните там надолго, если только у вас нет хорошего оборудования.
Шаг 7: Шлифуем дальше, и начинаем забывать, кто вы есть, и в чем смысл жизни…



Шаг 8: Наконец, профиль готов!





Как только работа напильником будет завершена, отшлифуйте ее до довольно высокого уровня, я дошел примерно до 400 зернистости. Сточите кромку, но не перестарайтесь. Немного материала на краю должно остаться, чтобы он не деформировался при термообработке. Теперь просверлите пару отверстий для штифтов и разметьте их, чтобы сделать шаблон для ручки.
Шаг 9: Страшная часть




Это та часть, которая либо сделает, либо сломает ваш клинок. Очень важно сосредоточиться и быть очень осторожным, или вы можете в конечном итоге сломать или разбить лезвие. Технология, которую я использовал, — это не самый идеальный способ термообработки, но это то, на что я был способен с помощью моих инструментов, и это был лучший результат, которого я мог достичь.
Перед термической обработкой нормализуйте лезвие. Это снимет напряжения, возникающие во время ковки и скручивания, и уменьшит вероятность деформации во время закалки. Чтобы сделать это, нужно нагреть лезвие выше его критической температуры (до тех пор, пока металл не перестанет магнититься — полезно держать рядом большой магнит), а затем дать ему остыть. Повторите это 3-5 раз, я сделал 5. Этот шаг также поможет вам научиться быстро вытаскивать лезвие из кузницы, потому что при процессе гашения нельзя допускать никаких задержек. Выше находятся фотографии меня, болтающего кованым ножом. Эта часть тоже клёвая, потому что по мере окисления заготовка начнет проявлять структуру стали.
Гашение: еще раз нагрейте клинок до его критической температуры, затем быстро вытащите и погасите его, прежде всего, в теплом растительном масле (если у вас такая же сталь, как у меня). Чтобы нагреть масло, просто нагрейте кусок металлолома и бросьте его в масло. Я использовал железнодорожный костыль. Аккуратно окунайте его, чтобы добиться равномерного утопления. Если вы используете высокоуглеродистую сталь, НЕ закаляйте ее в воде, так как это может привести к растрескиванию вашего лезвия, потому что вода охлаждает его слишком быстро.
Теперь, храните его как кусочек стекла, потому что, если он правильно затвердеет, он станет настолько твердым, что может расколоться, если вы его уроните.
Пришло время закалки.
Шаг 10: Отпуск стали
Отпуск — это процесс увеличения твердости, для получения более прочного и сильного лезвия. Она достигается путем нагревания металла до определенных контролируемых температур. Я положил мой нож в духовку на полтора часа при 200 градусах по Цельсию. Очень похоже на выпечку, вы готовите его, пока он не «приготовится».
Шаг 11: Травление лезвия

Приношу извинения за отсутствие фотографий этого и следующих шагов, но процесс здесь довольно прост. Разбавьте хлорид железа, как указано на упаковке, а затем «промаринуйте» в нем лезвие в течение продолжительного времени. В моем случае это были 3 части воды на 1 часть хлорида железа в течение 3-5 минут. Это действительно захватывающая часть работы, результат похож на то, что мог бы носить с собой Бэтмен.
Шаг 12: Изготовление ручки и заточка


Существует множество инструкций и способов, как обращаться с ножом, а также затачивать его, поэтому я не буду вдаваться в подробности. Для ручки я использовал два бруска из вишни, склеенные 5-минутной эпоксидной смолой и удерживаемые на месте двумя латунными штифтами. Я отшлифовал их наждачной бумагой 400 зернистости и обработал льняным маслом.
О заточке не могу рассказать ничего интересного. Лично я использовал обычные точильные камни.
Шаг 13: Время похлопать себя на спине, работа, наконец, завершена




Конечный вариант ножа получился около 15 см в длину. Забавно показывать его людям. Как правило, они задают вопрос «А как этот красивый узор попал внутрь?»
Спасибо за прочтение!

Рассказываю как сделать какую-либо вещь с пошаговыми фото и видео инструкциями.
 Нож — это не просто верный помощник по хозяйству, но и настоящая страсть для многих мужчин. Страсть, завязанная на уровне первичных инстинктов. Правда, стоимость хорошего брендового лезвия стартует от 150$, а качество дешевых копий только расстраивает. Но если есть дача, добротный клинок можно выковать и самому. Рассказываем, как это сделать.
Нож — это не просто верный помощник по хозяйству, но и настоящая страсть для многих мужчин. Страсть, завязанная на уровне первичных инстинктов. Правда, стоимость хорошего брендового лезвия стартует от 150$, а качество дешевых копий только расстраивает. Но если есть дача, добротный клинок можно выковать и самому. Рассказываем, как это сделать.
Качество любого ножа на 90% зависит от выбора заготовки. Лучшими для такого дела считаются американская сталь 154-СМ и ее японский аналог ATS-34. Существует, правда, еще элитная 440С, но она уж совсем для дамасских мастеров . В дачных же условиях и вышеназванные образцы будет сложно достать. А потому, приняв информацию к сведению, ищем обычный советский напильник, можно даже изрядно б/у. Используемая для его производства сталь У-13, конечно, поддается коррозии (за клинком придется следить), но по остальным показателям не уступает дорогим инструментальным маркам. И самое главное, обойдется вам максимум в сто рублей.

Выбор дизайна
За красивыми лекалами отправляйтесь на рынок, там за символическую цену можно приобрести визуальные копии лучших мировых брендов. Кроме своего внешнего вида подобным безделицам похвастаться нечем, но ведь и вы их не ради стали покупаете, а ради рисунка.
Конечно, если уверены в своем художественном вкусе, то можно нарисовать себе нож самостоятельно. Мы же советуем испытать силы, изготовив простенький Roselli R-200. Имея незамысловатый дизайн клинка и широкие спуски, данная модель не доставит новичку много хлопот.

Кузня
К сожалению, для большинства моделей ширина напильника слишком узка, да и такая толщина металла вам не нужна. Словом, без кузни не обойтись. Чтобы ее организовать, вам понадобится горн и наковальня. В качестве последней можно использовать любую толстую и ровную металлическую чушку, например, обрезок рельсы. А вот с «печкой» придется повозиться.
В продаже встречается немало подобных штуковин, но стоят они недешево – от 80 тысяч рублей. А потому лучше всего сделать горн самостоятельно – выложить его из огнеупорного кирпича.
Посмотрите на схему классической кузнечной печки.

1. Подача воздуха для дожигания газов. Можно взять любую металлическую трубку диаметром в 1–2 см.
2. Дымоход
3. Проем для загрузки материала
4. Топочная камера
5. Колосниковая решетка. Можно приобрести готовую, а можно насверлить дырок в толстой чугунной сковородке.
6. Зольная камера. Обычная металлическая коробка.
7. Труба для подачи воздуха
8. Окно для загрузки топлива. При желании без него можно и обойтись.
В качестве компрессора можно использовать пылесос, а вытяжка подойдет и кухонная.
Как видите, ничего сложного!
Ковка
Перед тем, как разжигать огонь, напильник нужно слегка подготовить. Зажмите его в тиски и болгаркой спилите насечки, заодно избавите металл от ржавчины. Раскочегарьте горн и положите в угли заготовку, медленно разогрейте ее до 900°C. Если у вас нет температуромера, градусы можно определить и на глаз, ориентируясь по цвету металла.

Температурный режим в металлургии штука серьезная, а потому постарайтесь его соблюдать. Когда заготовка раскалилась до нужного вам цвета, настало время постучать молотком. Берите железку плоскогубцами и несите на наковальню, где в процессе ковки придайте пластине необходимую форму и толщину. Металл вам еще предстоит шлифовать, а значит, миллиметра 2–3 он обязательно потеряет.

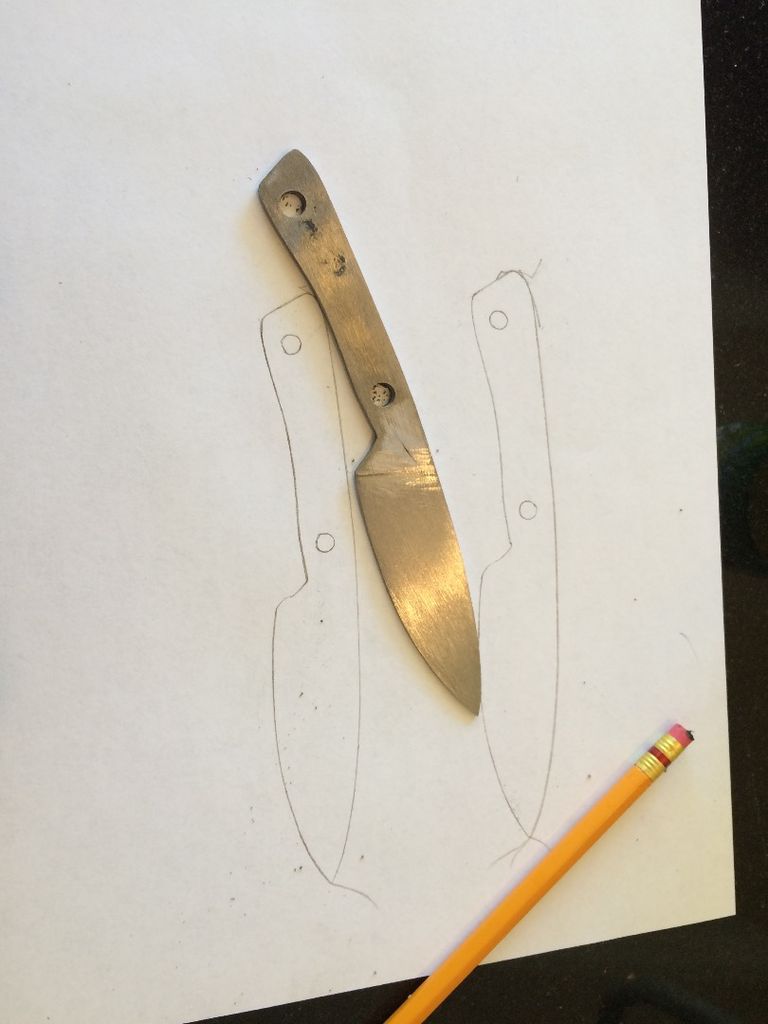
Подрезка и черновая шлифовка
Когда вы поймете, что форму железу точнее уже не придашь, пора снова взять в руки болгарку. Разберите купленный китайский нож и, используя его вместо лекала, перенесите на заготовку нужные очертания. А потом отсеките алмазным кругом все, что осталось за линией разметки.
На этом же этапе заготовку необходимо отшлифовать, добиваясь нужной толщины стенки. Идеально подойдет шлифмашинка или гриндер. Но если есть время и терпение, вся работа выполняется и обычным напильником.
Теперь о спусках – их тоже желательно выполнить еще до закалки. Для того, чтобы правильно произвести разметку, у мастеров есть свой метод. Возьмите темного цвета маркер и зарисуйте им лезвие заготовки как с одной, так и с другой, хотя бы до половины. Теперь, взяв в руки штангенциркуль, установите на нем необходимую ширину спуска и, ведя одной губкой по периметру лезвия, другой отчертите на металле параллельный кромке след.

И вновь – формировать спуски удобнее всего на шлифовальном электроинструменте. Но помните: спуск — это не заточка! Толщину лезвия в режущей части нельзя сводить тоньше двух миллиметров. Иначе при закалке она треснет. С другой стороны, на всем протяжении лезвия, на одном и том же расстоянии от кромки должна соблюдаться одинаковая толщина метала. Это очень важно для последующей заточки.
Термообработка
Чтобы сталь проявила себя в лучшем виде, ее нужно правильно закалить, а потом столь же правильно «отпустить». Простейшая обработка для У-13 (для других марок стали нужно искать свои рецепты) проводится так.
Лучше всего подойдет зонная закалка, а потому возьмите жаростойкий герметик для кладки каминов (можно купить в любом строймагазине) и нанесите его на лезвие, как показано на фотографии.

Таким образом, вы защитите от термообработки обух клинка, сохранив ему вязкость. Через сутки, когда мастика высохнет, вновь разожгите горн и разогрейте там заготовку до 900°C после чего опустите ее в холодную воду острием вниз. Пару мгновений, и закалка готова. Можно соскабливать герметик и производить «отпуск».
Проще всего «отпустить» метал в обыкновенной кухонной духовке. Для этого разогреваем ее до 200°C и оставляем там лезвие на два с половиной часа. Потом выключаем газ и даем металлу остыть – обязательно вместе с духовкой!
Заготовка после этого будет выглядеть вот так.

Шлифовка
И вновь возвращаемся к шлифмашинке. Установите на нее грубую наждачку (№120) и еще раз обдерите клинок, избавляя его от заметных дефектов. Должно получиться, как на фотографии.

Далее зажмите заготовку в тиски и поочередно обработайте ее триста двадцатой, четырехсотой и шестисотой наждачной бумагой. Шлифовать нужно каждый раз перпендикулярно к направлению предыдущей обработки.

После этого пастой ГОИ металл доводится до состояния зеркала.
И последний этап — протравливание. Просто окуните лезвие в баночку с раствором ортофосфорной кислоты и дайте ему там «покупаться» часика полтора. Образовавшаяся в результате оксидная пленка неплохо защитит сталь от коррозии.
Изготовление рукоятки
Дизайн рукоятки, конечно, дело индивидуальное. Кому-то по душе пластмасса, другим текстолит. Мы рекомендуем использовать мягкие сорта дерева, например, яблоню. Но перед тем, как браться за рубанок, позаботьтесь еще об одной детали – больстерах (небольшая металлическая пластина, которая находится между лезвием и рукояткой). Больстеры можно выточить из нержавеющей стали или позаимствовать из ранее разобранного ножа. Вещь эта носит исключительно декоративный характер, так что можно довериться даже китайскому производителю.

Дальше – чистой воды «столярка». Берем подходящего размера брусок, проделываем в его торцевой части отверстие и, предварительно защитив лезвие малярным скотчем, набиваем дерево на сталь.
Все черновые работы по формированию ручки удобно проводить неоднократно упомянутой выше шлифмашинкой (просто незаменимый при производстве ножей инструмент!).

Конечно, чистовую доводку все равно придется делать руками, но на общем фоне это мелочи. Главное, помнить, что «наждачку» надо постепенно менять на более мелкую.
В финале, чтобы защитить свой труд, обезжириваем дерево и погружаем его на несколько минут в разогретый воск. Это не только защитит рукоять от влаги, но и не позволит ей скользить в ладони.
Заточка
И наконец, заточка. Это тот процесс, который может превратить кусок красиво обработанной стали в настоящую бритву либо испортить его навсегда. Поскольку над изготовлением ножа уже пролито немало пота, второй вариант нежелателен. А потому оговоримся – никакие электронаждаки для столь деликатного процесса не годятся. Мало того, что на высоких оборотах можно нечаянно отхватить лишнего, еще есть риск перегреть металл в месте заточки, сделав непланируемый отпуск.
Лучше всего для формирования режущей кромки подойдут профессиональные точилки либо их самодельные или даже китайские аналоги.

Имя производителя непринципиально. Все будет зависеть от брусков и вашего терпения.
Первым делом закрепите лезвие и выставьте угол заточки 17-20°. На штанге закрепите грубый абразивный брусок. Если вы пользуетесь алмазными точилами, это будет «extra extra coarse» или, минимум, «coarse». Но во втором случае работать придется несколько дольше.
После того как нож закреплен, и абразив выставлен, начинайте заточку. Брусок ведите только перпендикулярно режущей кромке. Через каждые 15-20 движений промывайте абразив мыльным раствором. Когда снимете необходимую толщину металла, переверните лезвие и продолжайте работу с другой стороны.
После грубой заточки следует доводка. Вновь, если берете алмаз, то это класс бруска «extrafine». Если керамический камень, то зернистость будет 1000. Инструмент при этом должен двигаться вдоль лезвия, то есть перпендикулярно предыдущей заточке.
И наконец, для полировки применяйте алмаз «extra extra fine» или керамику зернистостью около восьми тысяч. Более мелким инструментом полировать уже не имеет смысла. При работе вновь измените движение бруска, работая им перпендикулярно кромке. Этот момент очень важен. Финальная шлифовка никогда не должна производиться вдоль лезвия, только поперек!
Ну вот, и все. Путь превращения напильника в нож пройден. Можете попробовать им побриться!


Отправить ответ