
Изготовление ленточных пил по дереву
Содержание:
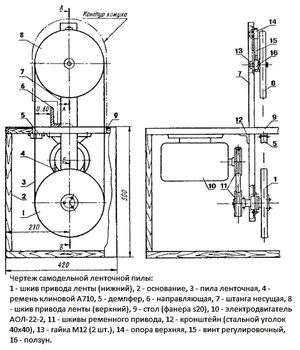
Ленточные пилы — мощный промышленный инструмент для разрезания дерева и металла. Режущее полотно представляет собой непрерывную ленту, движущуюся в одном направлении по приводным шкивам и одной стороной взаимодействующей с разрезаемым материалом. При относительной простоте конструкции, ленточная пила своими руками вполне реальна. Как сделать ее и как правильно настроить расскажем в этой статье.
Из истории
Известна ленточная пила довольно давно, с начала 19 столетия (первый патент — 1808 год). Сам принцип непрерывного движения пильного полотна (в отличие от возвратно-поступательного у ножовки) давно интересовал инженеров. Он более технологичен по многим причинам:
- Кольцевая пила охлаждается естественным путем — в контакте находится незначительная ее часть;
- Движение зубьев в одном направлении меньше повреждает область реза;
- Ленту легче затачивать;
- Механизм привода и натяжки максимально упрощен, как и механизм смазки.
Но на пути реализации возникли некоторые трудности, связанные с соединением пильной ленты в кольцо. Лента должна быть прочной, упругой и, в то же время, гибкой и достаточно эластичной. Сваривать такие металлы, чтобы не оставалось швов, которые мешали ее движению в теле материала и вызывали перегрев (в результате — разрыв в месте соединения).

На ленточных станках по дереву эти сложности удавалось минимизировать, но на металлообрабатывающих станках все было иначе. Только к концу столетия во Франции удалось наладить производство приемлемых пильных полотен, которые сваривались контактной сваркой и затем швы тщательно шлифовались.
В настоящий момент производится несколько разновидностей пильных полотен кольцевого действия:
Самодельная ленточная пила по металлу, как правило, ориентируется на зубчатое полотно биметаллической конструкции. Это лента, изготовлена из прочной стали (пружинной или аналогичной по свойствам) с зубьями из особо прочной инструментальной стали твердостью М42-М71. Заточка зубьев различная для разных материалов.

Например, для резки труб и швеллера потребуется лента с усиленными спинками зубьев, для нержавейки — с острой заточкой в 15 0 и увеличенным расстоянием между ними. Нержавейка образует при пилении вязкую стружку, мешающую движению пилы, застревая между рабочими кромками. Если приходится резать металл крупных размеров, то нужно полотно с периодической разводкой — узкая и широкая чередуются, для устранения угрозы застревания ленты в резу.
Для того чтобы ленточнопильный станок своими руками работал исправно, рассчитывайте его под ленту заводского изготовления. Своими руками ее сделать достаточно сложно, даже если удастся найти подходящий металл и в вашей мастерской есть все необходимое сварочное и заточное оборудование.
Устройство ленточной пилы
Распиловочный станок ленточного типа отличается высокой универсальностью. На нем можно пилить дерево и металл:
Есть станки с подачей рабочей консоли, когда материал закрепляется неподвижно, а полотно надвигается на него, а есть построены по другому принципу — пильный узел неподвижен, а подается бревно, доска или металлический лист. Второй вариант доступнее для самостоятельного изготовления.
Основные узлы ленточной пилы:
- Станина (рама) делается тяжелой и прочной. Она должна обеспечить устойчивость станка во время работы и отсутствие вибраций;
- Рабочий стол с упором и линейкой;
- Приводные шкивы;
- Двигатель (от 2 кВт);
- Пульт управления;
- Система смазки;
- Защитный кожух.
Следует помнить, что скорость резания различных металлов несколько отличается. Диапазон весьма широк — от 30 до 100 м/мин. Усредненные показатели скорости пиления однородных сплошных металлов приведены в таблице, но для каждой конкретной модели пилы и пильной ленты они могут отличаться в пределах 10-15%.

Ленточная пила своими руками
О том, как сделать ленточную пилу своими руками в интернете можно найти немало материалов, фото и видео. Например, канадский сайт Маттиаса Вандела предлагает чертежи станка практически полностью сделанного из дерева. Но остановимся на чем-нибудь менее экзотическом, что можно сделать как в домашней мастерской, так и небольшом цехе по обработке дерева или металла.

Изготовление станины
Начальный этап — изготовление станины. Для пилы по дереву она может быть деревянной или металлической, для металла — только стальной. Сварить ее можно из швеллера или уголка. Для небольшой мастерской или цеха это не составляет проблем. Размеры станины подбираются в зависимости от предполагаемых размеров обрабатываемого материала. Нормально пилящий самодельный станок может справиться с деревом толщиной до 350 мм и металлом в несколько сантиметров.
Несущая штанга — швеллер № 8, который приваривается к станине или прикручивается болтами. Он должен быть строго вертикальным и закреплен не менее чем в двух точках по длине, чтобы исключить угрозу отклонения. При закусывании пилы, например (что иногда случается) или пилении материала больших размеров нагрузки возникают довольно большие.

На станине расположен горизонтальный рабочий стол с пропилами для движения ленты, линейкой, упором, зажимами и прочими приспособлениями для подачи и удержания заготовок. Высота стола от нижних упоров — 0,7-0,9 метра. Высота штанги над столом — 0,6-0,8 м.
В нижней части станины устанавливается асинхронный электродвигатель с конденсаторами запуска, соединенный ременной передачей с приводным шкивом изменяемого диаметра. При необходимости изменить скорость резания, клиновидный ремень просто перебрасывается на другой диаметр. Натяжение ремня обеспечивается пружинным натяжным механизмом.

Монтаж привода
Для привода ленты используются деревянные или металлические шкивы одинакового диаметра (240-260 мм), которые закрепляются на валах, насаженных на подшипники. Нижний шкив соединен валом с приводом двигателя. Валы пильных шкивов закреплены на штанге. Нижний — неподвижно, верхний — в прорези фиксируемого натяжного механизма. Это позволяет использовать ленты различной длины.
От биений ленты станок защищает специальный механизм демпфера, который расположен под рабочим столом. Чертежи этого устройства можно найти в интернете. Иногда можно увидеть ленточные пилы с двумя демпферами — снизу и сверху рабочей зоны. Это оправдано, если станок предназначен для работы с заготовками больших размеров или требуется исключительно высокая точность пиления.

Система смазки и защита
Система смазки (регулируемая), устанавливается над рабочим столом. Масло самотеком поступает на пильное полотно в требуемом количестве, которое для каждого самодельного станка определяется экспериментальным путем.
Все рабочие узлы, где что-нибудь вращается или движется, необходимо защитить кожухами. Лучше всего, сделать их из водостойкой фанеры толщиной от 10 мм. Это обойдется недорого, а шлифованная фанера, покрашенная эмалью, выглядит очень хорошо.
Система пуска — стандартная кнопка с возможностью аварийного отключения. Нижнюю часть станка желательно выполнить в виде тумбочки с широкой дверкой, или даже двумя. Одна служит для отбора падающих опилок, вторая — для доступа к шкивам и регулировки скорости движения ленты.

Сделать своими руками ленточный станок для опытного слесаря не составит особого труда. Часть необходимых деталей и узлов можно взять от списанных или демонтированных машин собственного предприятия или купить на рынке или и по интернету, часть — изготовить самому. В любом случае, сделанный самостоятельно станок обойдется раза в два дешевле заводского, при том же уровне работоспособности и точности регулировок.
 Ленточные пилы относятся к высокопроизводительному оборудованию, позволяющему выпиливать фигурные и прямолинейные контуры. Рабочий инструмент представляет собой гибкую ленту из стали, замкнутую в кольцо, оснащенную по одному краю рядом зубьев.
Ленточные пилы относятся к высокопроизводительному оборудованию, позволяющему выпиливать фигурные и прямолинейные контуры. Рабочий инструмент представляет собой гибкую ленту из стали, замкнутую в кольцо, оснащенную по одному краю рядом зубьев.
Широко агрегаты стали применять только в конце XIX века, несмотря на то, что первый патент на пилу был получен еще в 1808 году английским конструктором. Затем в ближайшие годы такие изобретения регистрировались во Франции и США. Причиной такой нелюбви к ленточной пиле была невозможность точно выполнить соединение режущего полотна.
Описание ленточных пил
 Два вращаемых колеса, поддерживающие ленту, размещаются на станине. Они приводятся в действие с помощью привода, идущего от электрического мотора. Режущая лента фиксируется двумя роликами и упором рядом с рабочим столом, предусмотрена ее регулировка. Размер зубьев на пильном полотне определяют от величины агрегата и рода операции, как и в ручных пилах. Затачиваются зубья по форме универсального профиля.
Два вращаемых колеса, поддерживающие ленту, размещаются на станине. Они приводятся в действие с помощью привода, идущего от электрического мотора. Режущая лента фиксируется двумя роликами и упором рядом с рабочим столом, предусмотрена ее регулировка. Размер зубьев на пильном полотне определяют от величины агрегата и рода операции, как и в ручных пилах. Затачиваются зубья по форме универсального профиля.
Чтобы полоску режущего полотна замкнуть в кольцо, используют пайку припоем из меди, так крепят между собой концы и соединяют место разрыва при ремонте. В заводских условиях пайку ведут электрической сваркой, небольшие мастерские используют горелку или специальные клещи.
Разновидности агрегатов
Они выпускаются трех видов:
- агрегаты с зубчатым полотном;
- станки беззубого трения;
- пилы, работающие по принципу электроискрового воздействия.
От ножовочного полотна полоска зубчатой пилы отличается размером по длине и делается в виде кольца, но по внешнему виду в разомкнутом состоянии они не отличаются. Используются зубчатые полоски для установки в ленточных станках по металлу или дереву, применяются в мясном и рыбном производстве для разделки туш, в промышленности с их помощью режется пенобетон, минеральный утеплитель, пенопласт и другие строительные материалы.
Принцип ленточного беззубого трения применяют по тому же принципу, что и кольцевые пилы трения. На рабочем полотне также расположены зубья, но их форма способствует не резанию, а нагреванию обрабатываемого слоя. Выделение тепла в этом случае повышает производительность агрегата. Режущее полотно в пилах трения изготавливается толщиной 0,6−1,7 мм, при ширине от 6 до 26 мм.
Электроискровое действие пилы применяют при раскрое заготовок с толщиной 150−400 мм, которые не поддаются обработке круглыми пилами из-за больного шага и диаметра, вызывающего сильное биение.
Виды материала для полотен
Для резки древесины чаще всего используют полосы из сталей с высоким содержанием углерода, полотна с напайками зубьев из твердосплавного материала и биметаллические полосы. Биметаллический вариант предусматривает гибкое полотно и твердые зубья, для чего применяют два вида металла. Основа полосы делается из пружинистого материала, к нему с помощью электронно-лучевого вида сварки приваривается инструментальная быстрорежущая проволока, из которой впоследствии фрезеруется зубчатый профиль.
Выпускают полотна, универсальные в применении и специальные пилы, применяемые для конкретных сталей. Область использования выбирается с учетом параметров зубьев:
- крупность;
- твердость;
- геометрия;
- разводка.
Для резки крупных заготовок используют полосы с большими зубьями, в частности, для обработки листового металла значительных размеров применяют полотна с элементами увеличенного размера. Чтобы избежать биения полотна и резонансных явлений, на одной полосе крепят зубья разного размера (переменный шаг).
 Твердость режущих элементов зависит от этого показателя стали. Чаще всего при изготовлении зубьев применяется металл с обозначением М42 (это означает твердость кромки по категории Виккерса — 950 единиц). Чтобы обрабатывать инструментальную сталь, такого показателя мало, поэтому берется твердость зубьев М71 (100 единиц по Виккерсу), работы средней сложности требуют твердости М51.
Твердость режущих элементов зависит от этого показателя стали. Чаще всего при изготовлении зубьев применяется металл с обозначением М42 (это означает твердость кромки по категории Виккерса — 950 единиц). Чтобы обрабатывать инструментальную сталь, такого показателя мало, поэтому берется твердость зубьев М71 (100 единиц по Виккерсу), работы средней сложности требуют твердости М51.
Геометрическая форма определяется углом заточки и профилем режущего элемента. Чтобы резать профиль (швеллер, уголок, тавр, двутавр, трубы) в размер, требуется формировать зубья с усиленными спинками. Это диктуется специальной формой профиля, при резке которой возникает ударное действие и вибрация, ведущие к возникновению сколов и трещин. Чтобы обрабатывать вязкую нержавейку или другие материалы с подобными показателями, зубья делают острыми, между ними оставляется значительный промежуток.
Разводка режущих элементов делается в зависимости от размеров и массивности обрабатываемого материала. Например, для предупреждения защемления при резке сплошного массивного материала применяют полосы на пиле с чередованием узкой и широкой разводки.
Виды пил в зависимости от работы с материалом
 Следующее разделение на категории производится по материалу обработки:
Следующее разделение на категории производится по материалу обработки:
- для камня;
- для металла;
- для дерева;
- для синтетики.
Работа с твердыми материалами (металл, камень) проводится инструментом, у которого рабочее пильное полотно усилено сверхпрочными зубьями из соответствующих сплавов. Неправильный выбор пильного полотна ведет к его разрыву и порче кромок на обрабатываемой заготовке. Перед покупкой пилы определяют фронт дальнейшей работы.
Устройство и сборка ленточного станка
 Агрегат для распиливания различных материалов можно изготовить самостоятельно, в мастерских отлично работают ленточные пилы. Своими руками можно собрать пилу с наименьшими затратами и предусмотреть все тонкости работы.
Агрегат для распиливания различных материалов можно изготовить самостоятельно, в мастерских отлично работают ленточные пилы. Своими руками можно собрать пилу с наименьшими затратами и предусмотреть все тонкости работы.
Столярные агрегаты для распиловки древесины ленточного типа имеют в основании рабочий стол, на нем располагаются рабочие и дополнительные элементы, круговым движением подается режущее полотно, опирающееся на два колеса. Для устройства и установки полноценного оборудования требуется достаточное пространство, так как оборудование вместе с линией подачи имеет большие размеры.
Можно изготовить своими руками переносную настольную установку для ручного распиливания, но в небольшом пространстве цеха нельзя распускать бревна на доски.
Устройство каркаса
 Для станины выбирают твердое дерево, чтобы избежать вибрации. Поверхность рабочего стола можно делать из толстой фанеры, а боковые ребра окантовывать рейками или металлом. Несущую штангу изготавливают в виде балки. Предварительно делают схематический чертеж, размеры деталей на котором зависят от горизонтальных размеров и высоты цеха. Указывается заранее продуманная высота каркаса, диаметр шкивов и длина штанг. Можно выполнить точный деталировочный чертеж, что более удобно для сборки.
Для станины выбирают твердое дерево, чтобы избежать вибрации. Поверхность рабочего стола можно делать из толстой фанеры, а боковые ребра окантовывать рейками или металлом. Несущую штангу изготавливают в виде балки. Предварительно делают схематический чертеж, размеры деталей на котором зависят от горизонтальных размеров и высоты цеха. Указывается заранее продуманная высота каркаса, диаметр шкивов и длина штанг. Можно выполнить точный деталировочный чертеж, что более удобно для сборки.
Высота стола для работы предусматривается комфортного размера, при этом предусматривается место для размещения приводного и нижнего шкива, отходов стружки и самого двигателя. Форма стола бывает любая, но часто станину изготавливают в виде тумбы с закрытыми боками, одновременно служащей для накопления стружки. Делается простое открывание для удобства очистки.
Столешница располагается непосредственно на каркасе. Иногда высоты нижней станины оказывается недостаточно, в таком случае делают крепкую надставку для поднятия поверхности рабочего стола на нужную высоту.
Установка штанги и шкивов
 Опорная штанга выполняется из брускового профиля сечением не меньше 8×8 сантиметров. К нему со стороны, принятой за условно заднюю поверхность, прикрепляют две опоры, на которых будут расположены шкивы (колеса). Опоры делают из крепкого материала, допускается клееная фанера с прочным остовом. Расстояние между колесами выбирают так, чтобы проходило распиливаемое бревно с запасом по бокам.
Опорная штанга выполняется из брускового профиля сечением не меньше 8×8 сантиметров. К нему со стороны, принятой за условно заднюю поверхность, прикрепляют две опоры, на которых будут расположены шкивы (колеса). Опоры делают из крепкого материала, допускается клееная фанера с прочным остовом. Расстояние между колесами выбирают так, чтобы проходило распиливаемое бревно с запасом по бокам.
Диаметр шкивов выбирается произвольно, увеличение показателя ведет к более качественной работе. Для подбора существует негласное правило, по которому отношение режущего полотна к диаметру шкива составляет 1/1000. Например, для ленты шириной 4 мм диаметр колеса должен быть 400 мм.
Диаметр колеса для натяжки ременного привода выбирают в зависимости от длины режущей ленты, диаметра основных шкивов и числа оборотов двигателя.
Кромку шкивов для полотна изготавливают немного выпуклой, около 5−10˚, что способствует самоцентровке ленты, отчего она не уходит в сторону и не спадает. На приводном шкиве предусматривают неглубокую канавку для нахождения там ремня. Обычно для обтяжки шкива используют велосипедные камеры, резина которых не дает соскакивать ленте.
Верхний шкив располагают на движущемся горизонтально блоке для выбора натяжения ленты. Для этого нужен механизм подъема, простой вариант которого представляет собой брус, подсоединенный пружиной к рычагу и находящийся под блоком. Крепится рычаг несколькими болтами на разных уровнях, а пружина обеспечивает требуемое давление.
Нижний шкив составлен из двух колес (ведущего и ведомого), расположенных на оси. Важно провести балансировку нижнего и верхнего шкивов в плоскости, сведя к минимуму появление «восьмерок». Верхний шкив удобно крепить самоцентрирующимися подшипниками, крепко закрепленными к колесам. После окончания сборки указанного этапа проводят проверочный пуск агрегата на короткое время.
Установка направляющих для полотен
 Чтобы пила распиливала материал ровно и лента не продавливалась, на узком брусе вдоль тупого пильного конца устанавливают направляющие. Расхожий вариант устройства представляет собой расположенные на брусе три подшипника, на один из которых ложится полотно плоской стороной, два другие поддерживают его с боков. Иногда по бокам вместо подшипников ставят ограничители из дерева.
Чтобы пила распиливала материал ровно и лента не продавливалась, на узком брусе вдоль тупого пильного конца устанавливают направляющие. Расхожий вариант устройства представляет собой расположенные на брусе три подшипника, на один из которых ложится полотно плоской стороной, два другие поддерживают его с боков. Иногда по бокам вместо подшипников ставят ограничители из дерева.
Выравнивают направляющие в опорной точке, чтобы на противоположном конце не было вертикального отклонения, для удобства положение балки отмечают при полотне, распложенном внатяжку.
Процесс спайки режущей ленты
Пайка в мастерской происходит следующим образом:
- места на стыке полотна с двух концов шлифуют, между поверхностями размещают латунную полоску;
- для изготовления полоски отрезают кусочек латуни (0,3−0,4 мм) по ширине пильного полотна, увлажняют и присыпают с двух сторон порошком буры;
- губки клещей разогревают доступным способом (газовая горелка или горн) до ярко-красного цвета, прикладывают к месту спайки и прижимают;
- полоса нагревается от раскаленных губок, латунь плавится и растекается, а бура работает в виде флюса, который предупреждает окисление пайки при нагревании;
- клещи не снимают до полного остывания соединения и отвердевания припоя, после их снятия место спайки увлажняют мокрой губкой для закаливания;
- осматривают стык, его твёрдость должна соответствовать полотну;
- если место стыка твердое, то процедуру подогрева клещами повторяют до возникновения соломенного цвета спайки, постепенно охлаждают;
- мягкая спайка требует еще одного раскаленного подогрева клещами и более резкого охлаждения;
- чтобы губки клещей в процессе не припаялись к пильной полосе, на их контактные поверхности наносят раствор мела с жидким стеклом;
- для установки и натяжения на нижний и верхний шкив используют рукоятку, правильность расположения на дисках и роликах упора проверяют вращением, регулируют правильность прохождения;
- на короткое время включают агрегат и дополнительно регулируют при необходимости.
Установка дополнительных направляющих
 Идеальным положением для направляющих считается расстояние на 30−40 мм от бревна, больше делать не рекомендуется. Если на ленточной пиле будет распускаться древесина разной ширины, то лучше предусмотреть возможность регулировки направляющих элементов.
Идеальным положением для направляющих считается расстояние на 30−40 мм от бревна, больше делать не рекомендуется. Если на ленточной пиле будет распускаться древесина разной ширины, то лучше предусмотреть возможность регулировки направляющих элементов.
После указанных этапов сборки ленточная пила готова к работе, но по технике безопасности требуется изготовление защитного кожуха, для установки на верхний шкив. Это делается на случай соскальзывания стремительно вертящейся ленты со шкива — так она задержится кожухом.
Контейнер для накопления стружки делается легко доставаемым и очищаемым. Так как сбор отходов обычно ведется в нижней части станины, то привод ремня выводят в боковое пространство, чтобы он не засорялся стружкой. Двигатель также закрывается кожухом от пыли и отходов обработки.
Чтобы древесина станка не портилась на протяжении длительного времени, ее обрабатывают лаком, предварительно применив антисептические препараты.
Одним из основных этапов деревообработки является распиловка древесины. Обрезать доску, создать точный срез, вырезать заготовку – в домашней мастерской для всего этого используют циркулярную пилу, но сфера ее применения ограниченна. Она позволяет выполнять лишь прямолинейные распилы и способна обработать доску относительно небольшой толщины.
Подобных ограничений лишены ленточные пилы по дереву. Их конструктивные особенности позволяют резать брус большого сечения, вырезать заготовки сложной формы, при необходимости распускать кругляк.
![]()
Ленточная пила: что это
Основная особенность ленточной пилы заключается в ее рабочем инструменте. Это гибкая полоса из высокопрочной стали с острыми зубцами, замкнутая в кольцо. Режущее полотно надевают на два барабана, один из которых вращает электродвигатель.
![]()
Точность движения режущей кромки обеспечивается направляющими. Лезвия пилы сменные. Подбирая полотна с различными характеристиками, можно получить разрез с необходимыми параметрами. Различают горизонтальные и вертикальные ленточные пилы.
Критерии выбора
Современная промышленность предлагает различные модели ленточных пил, отличающиеся по мощности, производительности и размеру. Для любой мастерской можно подобрать устройство с оптимальными характеристиками. Выбирая пилу для домашнего использования, необходимо обращать внимание на ряд основных ее характеристик:
- мощность двигателя;
- форма, размер и шаг зубьев;
- ширина лезвия;
- возможность быстрой смены режущего полотна;
- производитель оборудования.
![]()
Мощность устройства выбирают исходя из предполагаемого объема работ, параметры полотна – ориентируясь на доступную древесину и тип изделий, которые планируется изготавливать.
Характеристики
Для эффективного использования ленточной пилы потребуется несколько полотен различной ширины и толщины. При выборе инструмента для той или иной работы важно учитывать следующее:
- тонким полотном можно обрабатывать только мягкую древесину, в противном случае оно быстро погнется, линия распила получится неровной;
- чем шире лезвие, тем точнее будет срез;
- толстая пила не подходит для работы с небольшими брусками и тонким листовым материалом, они деформируются из-за нагревания;
- разрезы под углом и фигурную резку можно выполнить только узким полотном.
![]()
Помимо геометрических размеров полотна, важно обращать внимание на профиль и высоту зуба. Важный критерий полотна для ленточной пилы – количество зубьев на единицу длины.
Обратите внимание! Чем чаще расположены зубья, тем ровнее стороны пропила.
Пила с частым зубом имеет больший срок службы из-за меньшего давления на каждый зуб. Пила с редким зубом предпочтительнее для твердой древесины благодаря большему давлению на режущую кромку.
![]()
На качество среза влияет и высота зубца. Крупный зуб отлично подходит для черновой работы и резки толстой древесины. Небольшие бруски и тонкий листовой материал качественно распилит лишь лента с мелким зубом.
![]()
Еще один важный параметр – шаг зубьев. Различают ритмичный шаг и переменный. Пила с ритмичным шагом подходит для тонких работ, таким инструментом удобно резать рейки небольшой толщины, выпиливать детали из фанеры. Полотно с переменным шагом стоит выбирать для обработки крупных заготовок из мягкой древесины. Благодаря асимметричному расположению зубьев такое полотно не забьется и легко разрежет толстую доску.
Производители
Особое внимание стоит уделить производителю оборудования. Ленточная пила, как и любой станок, используемый в деревообработке, должна отличаться качеством и надежностью, не стоит гнаться за временной выгодой, лучше сразу купить хорошее устройство. Производителей с именем не так и много.
![]()
- Arntz (Германия) . Один из мировых лидеров в производстве оборудования для деревообработки. Пилы данного производителя отличаются высоким качеством, но относятся к устройствам высшего ценового сегмента.
- Lenox (США) . Популярная американская компания, выпускающая качественные станки. Отличительная особенность продукции – фирменное покрытие режущих кромок, гарантирующее долговечность и низкую стоимость эксплуатации.
- Wikus (Германия) . Отличное немецкое качество плюс широкий ассортимент. В каталоге продукции каждый выберет себе станок, полностью отвечающий его пожеланиям.
- Forezienne (Франция) . Фирма предлагает широкий ассортимент пил и другого оборудования для деревообработки. Режущий инструмент данного производителя характеризуется отличным качеством и высокой надежностью.
- Lennartz (Германия) . Компания специализируется на изготовлении ленточных пил различного предназначения, предлагает как небольшие бытовые станки, так и оборудование для лесопилок.
- Doall (США) . Небольшая фирма, которая сумела хорошо зарекомендовать себя на рынке деревообрабатывающего оборудования. Предлагает широкий ассортимент пил, запасных частей и приспособлений к ним.
Широкий ассортимент ленточных пил предлагают китайские производители. Эти устройства выгодно отличаются низкой ценой, но далеко не всегда могут похвастаться высоким качеством.
Как сделать ленточный станок
Подобно множеству других станков пилу необязательно покупать. Имея навыки работы с материалом и желание, можно смело приступать к изготовлению ленточного станка по дереву. Качественно выполненный, по своим характеристикам он может сравниться с заводским оборудованием, а кое в чем даже превзойти его.
![]()
Прежде всего, стоит определиться с компоновкой основных узлов и агрегатов, для этого можно подыскать чертеж или сделать свой уникальный проект. Создавая свою пилу, важно учитывать параметры ленты, которую придется покупать в магазине. Ее точно не удастся изготовить самостоятельно.
Станина самодельного станка
Основа любого станка (ленточная пила не исключение) – станина. Это рама, на которую крепятся узлы и агрегаты, она собирает составные части в единое устройство.
![]()
Лучшим материалом для станины вертикального ленточнопильного станка по дереву является сталь. Подойдет массивный угольник, можно использовать профильную толстостенную трубу квадратного сечения. Для сборки деталей используется сварка.
Станину самодельного станка можно изготовить и из дерева. Сразу стоит оговориться, использовать листовые материалы (ДСП, фанеру и прочие) для станины не стоит. Стойки можно сделать из бруса сечением 80 х 80 мм или изготовить коробчатую конструкцию из доски, толщиной от 20 мм. Деревянный каркас в местах стыковки проклеивают, для усиления используют металлические уголки на шурупах.
![]()
Неважно, какой материал используется для изготовления станины, она должна быть устойчивой, прочной, при этом гибкой. Она должна компенсировать колебания, вызванные вращением шкивов и перемещением режущего полотна.
Шкивы и опоры для них
Важнейшей составляющей ленточной пилы являются шкивы. На нижний передается вращение от электродвигателя. Лучший способ для этого, обеспечивающий возможность изменения скорости и безопасность, – клиноременная передача. Верхний шкив является ведомым. Помимо того что он поддерживает режущий инструмент, он обеспечивает его натяжение.
![]()
Для изготовления шкивов самодельного станка подойдет многослойная фанера. Из нее вырезают несколько одинаковых заготовок (общая толщина пакета должна быть не менее 30 мм). В центре каждой заготовки делают отверстие для подшипника.
Обратите внимание! Заготовки склеивают, придерживаясь принципа склейки фанеры – направление волокон соседних листов должно быть взаимно перпендикулярным.
![]()
После склейки пакет дополнительно обрабатывают с целью получения гладкой поверхности. Сам шкив можно облегчить, прорезав в нем несколько симметричных круглых окон.
Подшипник устанавливается в металлический фланец, который фиксируется болтами. Ось подшипникового узла должна быть точно перпендикулярна плоскости диска, в противном случае шкив расшатает, что может стать причиной серьезной поломки.
![]()
Чтобы полотно не проскальзывало, рабочую поверхность дисков обрабатывают до бочкообразного профиля и оклеивают тонкой резиной (подойдет старая камера от велосипеда).
Столешница
Материалом для столешницы может послужить многослойная фанера, оклеенная текстолитом или другим прочным пластиком. Если есть возможность, можно использовать металлический лист. В любом случае ее поверхность должна быть устойчивой к появлению заусениц и обеспечивать хорошее скольжение обрабатываемой заготовки.
![]()
На столешнице обязательно сделать боковой упор. Он должен быть съемным и надежно фиксироваться в любом положении. Это позволит значительно облегчить обработку однотипных заготовок и обеспечит точность среза. В качестве упора можно использовать угольник подходящего размера или изготовить простую конструкцию из нескольких роликов.
Направляющие
Работа ленточной пилы основана на том, что, вращаясь на дисках, полотно осуществляет поступательное движение, вгрызаясь зубьями в заготовку. Из-за большой длины и сложной геометрии в ходе движения полотно будет дребезжать. Чтобы обеспечить точный распил, необходимо свести дрожание ленты к минимуму. Для этого станок дополняют направляющими.
![]()
Простейшие направляющие, которые можно изготовить в домашних условиях, – два подшипника, в промежутке между ними укладывается лента. Подшипники крепят к станине на болтах. Чтобы сохранить возможность использования ленты разной толщины, расстояние между ними должно регулироваться.
Внешняя отделка
Изготавливая станок для дома, нельзя забывать о безопасности его эксплуатации и эстетичности внешнего вида. После установки верхнего шкива его нужно закрыть кожухом. Это придаст завершенность всей конструкции и обеспечит безопасность оператора в случае, если пила соскочит со шкива.
![]()
Если станина сделана из дерева, проще всего закрыть шкив с помощью фанеры. В случае металлической конструкции можно использовать ту же фанеру или листы оцинкованного металла. В любом случае одна боковина должна сниматься для замены ленты. В завершение работы кожух, как и станину, красят или покрывают лаком.
На передней панели рядом с оператором необходимо установить кнопки включения-выключения. Кнопки должны легко срабатывать и не быть вдавленными в корпус. Провода, подходящие к двигателю, укладываются в короб или гофрированную трубку.
![]()
Чтобы работать было удобнее, на станок устанавливают лампу. Лучше, если она будет на подвижном креплении. Заметно упростить уборку поможет ящик для сбора опилок под нижним шкивом. Это несложно, надо лишь прикрутить наклонную планку, по которой опилки будут ссыпаться в расположенную ниже емкость.
После того как распиловочный станок полностью смонтирован, выполняют его тестирование. Прежде всего, надо визуально удостовериться в соосности шкивов. В случае малейших отклонений шкивы выравнивают, для этого на валы надевают шайбы из текстолита или фторопласта. Далее делают тестовый распил. Он выполняется без направляющих, работа идет без нажима. Если устройство работает нормально, можно устанавливать направляющие и смело приступать к работе.


Отправить ответ