
Электродуговой способ получения стали
Содержание:
Электрометалл у рг и я, область металлургии, охватывающая промышленные способы получения металлов и сплавов с помощью электрического тока. В Э. применяются электротермические и электрохимические процессы. Электротермические процессы используются для извлечения металлов из руд и концентратов, производства и рафинирования чёрных и цветных металлов и сплавов на их основе (см. Электротермия). В этих процессах электрическая энергия является источником технологического тепла. Электрохимические процессы распространены в производстве чёрных и цветных металлов на основе электролиза водных растворов и расплавленных сред (см. Электрохимия). Здесь за счёт электрической энергии осуществляются окислительно-восстановительные реакции на границах раздела фаз при прохождении тока через электролиты. Особое место в этих процессах занимает гальванотехника, в основе которой лежат электрохимические процессы осаждения металлов на поверхность металлических и неметаллических изделий.
Электротермические процессы охватывают плавку стали в дуговых и индукционных печах (см. Электросталеплавильное производство), спецэлектрометаллургию, рудовосстановительную плавку, включающую производство ферросплавов и штейнов, выплавку чугуна в шахтных электропечах, получение никеля, олова и других металлов.
Электродуговая плавка. Электросталь, предназначенная для дальнейшего передела, выплавляется главным образом в дуговых печах с основной футеровкой. Важные преимущества этих печей перед другими сталеплавильными агрегатами (возможность нагрева металла до высоких температур за счёт электрической дуги, восстановительная атмосфера в печи, меньший угар легирующих элементов, высокоосновные шлаки, обеспечивающие существ, снижение содержания серы) предопределили их использование для производства легированных высококачественных сталей — коррозионностойких, инструментальных (в т. ч. быстрорежущих), конструкционных, электротехнических, жаропрочных и др., а также сплавов на никелевой основе. Мировая тенденция развития электродуговой плавки — увеличение ёмкости единичного агрегата до 200—400 т, удельной мощности трансформатора до 500—600 и более ква/т, специализация агрегатов (в одних — только расплавление, в других — рафинирование и легирование), высокий уровень автоматизации и применение ЭВМ для программного управления плавкой. В печах повышенной мощности экономически целесообразно плавить не только легированную, но и рядовую углеродистую сталь. В развитых капиталистических странах доля углеродистой стали от общего объёма электростали, выплавляемой в электропечах, составляет 50% и более. В СССР в электропечах выплавляется
80% легированного металла.
Для выплавки специальных сталей и сплавов получают распространение плазменно-дуговые печи с основным керамическим тиглем (ёмкостью до 30 т), оборудованные плазмотронами постоянного и переменного тока (см. Плазменная металлургия). Дуговые электропечи с кислой футеровкой используют для плавки металла, предназначенного для стального литья. Кислый процесс в целом более высокопроизводителен, чем основной, из-за кратковременности плавки благодаря меньшей продолжительности окислительного и восстановительного периодов. Кислая сталь дешевле основной вследствие меньшего расхода электроэнергии, электродов, лучшей стойкости футеровки, меньшего расхода раскислителей и возможности осуществления кремневосстановительного процесса. Дуговые печи ёмкостью до 100 т широко применяются также для плавки чугуна в чугунолитейных цехах.
Индукционная плавка. Плавка стали в индукционной печи, осуществляемая в основном методом переплава, сводится, как правило, к расплавлению шихты, раскислению металла и выпуску. Это обусловливает высокие требования к шихтовым материалам по содержанию вредных примесей (P, S). Выбор тигля (основной или кислый) определяется свойствами металла. Чтобы кремнезём футеровки не восстанавливался в процессе плавки, стали и сплавы с повышенным содержанием Mn, Ti, Al выплавляют в основном тигле. Существенный недостаток индукционной плавки — холодные шлаки, которые нагреваются только от металла. В ряде конструкций этот недостаток устраняется путём плазменного нагрева поверхности металл-шлак, что позволяет также значительно ускорить расплавление шихты. В вакуумных индукционных печах выплавляют чистые металлы, стали и сплавы ответственного назначения (см. Вакуумная плавка). Емкость существующих печей от нескольких кг до десятков т. Вакуумную индукционную плавку интенсифицируют продувкой инертными (Ar, Не) и активными (CO, CH4) газами, электромагнитным перемешиванием металла в тигле, продувкой металла шлакообразующими порошками.
Спецэлектрометаллургия охватывает новые процессы плавки и рафинирования металлов и сплавов, получившие развитие в 50—60-х гг. 20 в. для удовлетворения потребностей современной техники (космической, реактивной, атомной, химического машиностроения и др.) в конструкционных материалах с высокими механическими свойствами, жаропрочностью, коррозионной стойкостью и т. д. Спецэлектрометаллургия включает вакуумную дуговую плавку (см. Дуговая вакуумная печь), электроннолучевую плавку, электрошлаковый переплав и плазменно-дуговую плавку. Этими методами переплавляют стали и сплавы ответственного назначения, тугоплавкие металлы — вольфрам, молибден, ниобий и их сплавы, высокореакционные металлы — титан, ванадий, цирконий, сплавы на их основе и др. Вакуумная дуговая плавка была предложена в 1905 В. фон Больтоном (Германия); в промышленных масштабах этот метод впервые использован для плавки титана В. Кроллом (США) в 1940. Метод электрошлакового переплава разработан в 1952—53 в институте электросварки им. Е. О. Патона АН УССР. Для получения сталей и сплавов на никелевой основе особо ответственного назначения применяют различные варианты дуплекс-процессов, важнейший из которых — сочетание вакуумной индукционной плавки и вакуумно-дугового переплава. Особое место в спецэлектрометаллургии занимает вакуумная гарнисажная плавка (см. Гарнисаж), в которой источниками тепла служат электрическая дуга, электронный луч, плазма. В этих печах, применяемых для высокоактивных и тугоплавких металлов (W, Mo и другие и сплавы на их основе), порция жидкого металла в водоохлаждаемом тигле с гарнисажем используется для получения слитков и фасонных отливок.
Рудовосстановительная плавка включает производство ферросплавов, продуктов цветной металлургии — медных и никелевых штейнов, свинца, цинка, титанистых шлаков и др. Процесс заключается в восстановлении природных руд и концентратов углеродом, кремнием и другими восстановителями при высоких температурах, создаваемых главным образом за счёт мощной электрической дуги (см. Руднотермическая печь). Восстановительные процессы обычно являются непрерывными. По мере проплавления подготовленную шихту загружают в ванну, а получаемые продукты периодически выпускают из электропечи. Мощность таких печей достигает 100 Мва. В некоторых странах (Швеция, Норвегия, Япония, Италия и др.) на основе рудовосстановительной плавки производится чугун в электродоменных печах или электродуговых бесшахтных печах.
Электрохимические процессы получения металлов. Г. Дэви в 1807 впервые применил электролиз для получения натрия и калия.
В конце 70-х гг. 20 в. методом электролиза получают более 50 металлов, в том числе медь, никель, алюминий, магний, калий, кальций и др. Различают 2 типа электролитических процессов. Первый связан с катодным осаждением металлов из растворов, полученных методами гидрометаллургии — выщелачиванием руд и концентратов; в этом случае восстановлению (отложению) на катоде металла из раствора отвечает реакция электрохимического окисления аниона на нерастворимом аноде.
Второй тип процессов связан с электролитическим рафинированием металла из его сплава, из которого изготовляется растворимый анод. На первой стадии в результате электролитического растворения анода металл переводится в раствор, на второй — он осаждается на катоде. Последовательность растворения металлов на аноде и осаждения на катоде определяется рядом напряжений. Однако в реальных условиях потенциалы выделения металлов существенно зависят от величины перенапряжения водорода на соответствующем металле. В промышленных масштабах рафинируют цинк, марганец, никель, железо и другие металлы; алюминий, магний, калий и др. получают электролизом расплавленных солей при 700—1000 °С. Последний способ связан с большим расходом электроэнергии (15—20 тыс. квт·ч/т) по сравнению с электролизом водных растворов (до 10 тыс. квт·ч/т).
Лит.: Беляев А. И., Металлургия легких металлов, 6 изд., М., 1970; Зеликман А. Н., Меерсон Г. А., Металлургия редких металлов, М., 1973; Еднерал Ф. П., Электрометаллургия стали и ферросплавов, 4 изд., М., 1977.
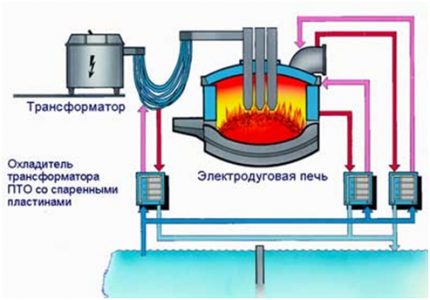
Электросталеплавильный процесс – более совершенный способ выплавки стали. Выплавка стали в электропечах основана на использовании электроэнергии для нагрев металла. Тепло в электропечах выделяется в результате преобразования электроэнергии в тепловую либо при горении электрической дуги, либо за счет возбуждения вихревых токов.
В отличие от конвертерного и мартеновского процессов выделение тепла в электропечах не связанно с потреблением окислителя. Поэтому электроплавку можно вести в любой среде ? окислительной, восстановительной, нейтральной и в широком диапазоне давлений ? в условиях вакуума, атмосферного или избыточного давления.
Наиболее широко применяются электродуговые печи.
Электродуговая печь имеет три цилиндрических электрода из графитизированной массы, к которым подводится электрический ток (рис. 2.11 и рис. В.28 — В.29).
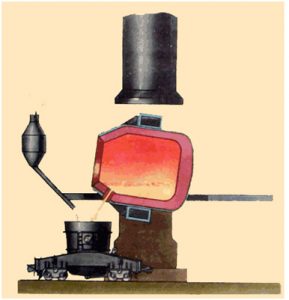
Основным принципом электродугового способа производства стали является выделение тепла при горении электрической дуги. Дуга горит между металлом, находящимся в рабочем пространстве печи под напряжением, и электродом, вводимым в рабочее пространство. Температура дуги достигает 6000 градусов по Цельсию, что обеспечивает эффективное плавление металла и более полное удаление серы и фосфора. В электропечах легко регулировать тепловой режим, изменяя параметры электрического тока. Сталь получается высококачественной, хорошо раскисленной.
Сила тока в дуге – 20000 А и более, температура – 4000-6000°С. Емкость электрических печей от 3-5 т до 200-300 т, с трансформаторами мощностью до 125 тыс. квт. Время плавки до 90 мин.
Главным преимуществом электродугового способа является возможность выплавки сталей практически любого состава с заданными физико-химическими свойствами. Этот способ является основным при выплавке высококачественных легированных сталей. Кроме того в электродуговых печах возможно получение стали из металлического лома.
Среди недостатков следует выделить исключительную сложность технологического оборудования, повышенный расход электроэнергии и, как следствие, высокую себестоимость выплавляемой стали. В процессе плавки (горения электрической дуги) электроды сгорают. По мере сгорания их постоянно заменяют (рис. В.29).
В настоящее время этот способ наряду с кислородно- конвертерным наиболее широко применяется для производства строительных сталей.
В настоящее время для производства строительных сталей применяют либо электродуговой либо кислородно- конвертерным способ
Сталь еще более высокого качества выплавляют в электроиндукционных печах. По сравнению с электродуговыми печами электроиндукционные имеют ряд преимуществ: плавка отличается высоким КПД и возможностью точного регулирования температуры металла. Отсутствие электродов и электрических дуг позволяет получать стали и сплавы с низким содержанием углерода и вредных примесей.
В индукционных печах сталь плавится в небольших по объему емкостях – огнеупорных тиглях (рис. 2.13), помещенных в индуктор. Емкость тигля составляет от 4?5 до 60 т.
Сверху тигель закрывается сводом. Для слива металла печь может наклоняться в сторону сливного носка. Тигель печи изготавливается набивкой из молотых огнеупорных материалов. Вокруг тигля располагается спиральный многовитковый индуктор (рис. 2.13). К индуктору подключается генератор переменного тока. При пропускании тока через индуктор в тигле индуктируются мощные вихревые токи, которые обеспечивают нагрев и плавление стали. Кроме того, за счет электродинамических сил происходит перемешивание расплава металла. Слив металла производится подъемом и поворотом печи.
Продолжительность плавки в малых печах – 45 мин.
Нагрев с помощью электромагнитного поля исключает загрязнение металла. При работе индукционной печи меньше дыма, ниже уровень пыли и светового излучения.
Однако высокая стоимость оборудования и электроэнергии, а также малая емкость тиглей индукционных печей ограничивают их применение. В индукционных печах, как правило, выплавляют стали специальных марок.
Дуговая плавка металла в электрических печах является самым совершенным способом ее производства. Угар металла и, особенно, легирующих элементов при выплавке стали в электрических печах значительно меньше, чем при других способах ее производства. В электрических печах можно выплавлять стали высочайшего качества, поэтому в наше время в них выплавляют большинство марок легированных сталей.
Исходные материалы для плавки стали в электрических печах такие:
- стальной лом,
- чугун,
- железная руда,
- флюсы,
- раскислители,
- ферросплавы.
Основной вид сырья — это лом углеродистых и легированных сталей. Чугун составляет 5-10% всей шихты. Железную руду используют ограничено — для окисления примесей в металле. Как флюс в основных печах применяется свежее выпаленная известь, а в кислых — кварцевый песок. Раскислители и ферросплавы применяют такие же, как и при производстве стали в мартеновских печах.
Строение электрических печей для плавки металла
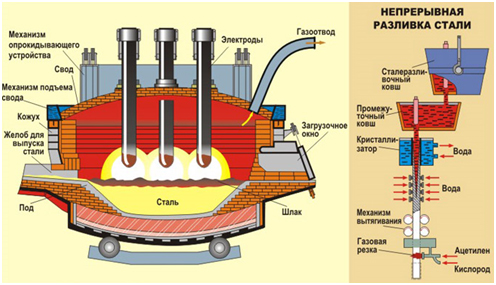
Электродуговая плавка металла производится в электропечи вместимостью от 0,5 до 200 т. Разрабатываются печи на 300 и 400 т. Принципиальная схема устройства дуговой электрической печи показана на рис. 1.
Корпус печи имеет форму цилиндра со сферическим или плоским днищем. Внешне он имеет защитный кожух из стального листа толщиной 10…40 мм, внутренняя поверхность футерована основными или кислыми огнеупорами. Угольные или графитовые электроды пропускаются через отверстия в своде печи. В стенке корпуса имеется рабочее окно, через которое сливают шлак, загружают ферросплавы, отбирают пробы металла.
Применяют два типа сталеплавильных электропечей: дуговые, и индукционные высокой частоты. Дуговые печи, в которых шихтовые материалы расплавляются теплом электрической дуги, наиболее распространенные благодаря высокому коэффициенту полезного действия, возможности выплавлять в них стали различных марок, простоте строения и удобства обслуживания.
Футеруют печи основными или кислыми огнеупорными материалами. Более распространены печи с основной футеровкой, так как в них можно удалять из жидких сталей серу и фосфор. Современные электродуговые печи оборудованы специальными устройствами, чтобы подводить кислород, используемый для окисления примесей во время плавления стали.
Технология плавки стали в основной дуговой электропечи
В зависимости от состава шихты в электрических печах с основной футеровкой можно плавить сталь тремя методами:
- с полным окислением примесей,
- с частичным их окислением,
- без окисления.
Первые два метода плавления применяют для плавления высококачественной стали, если нет сырьевых материалов с нужным содержанием углерода и вредных примесей. За первым методом плавления удаляют вредные примеси и газы и уменьшают содержание углерода вследствие интенсивного кипения металла. По второму методу интенсивного кипения не допускают, а снижают содержание углерода и фосфора присадкой железной руды. Плавка без окисления, или метод переплавки, широко применяют, переделывая собственные отходы металлургического производства и особенно отходы легированных сталей, состав которых соответствует составу выплавляемой стали. Чтобы снизить содержание углерода в металл вводят отходы низкоуглеродистой стали.
Особенности процесса плавления первыми двумя методами заключаются в следующем. При повышении температуры начинается выгорание углерода, то есть период кипения металла, скорость которого регулируют периодическим добавлением железной руды. После достижения нужного содержания углерода и фосфора, кипение прекращают, скачивают окислительный шлак и приступают к раскислению металла, которое ведут диффузионным методом, то есть через шлак. Реакции раскисления происходят в шлаке и на поверхности, которая разделяет шлак и металл, через что продукты процесса почти не проникают в металл. В этом отличие и преимущество раскисления стали в электропечах над процессом производства стали в конвертерах, где раскислители погружают непосредственно в металл и продукты раскисления в значительном количестве остаются в нем в виде неметаллических включений.
Иногда раскисления металла ведут под слоем карбидного шлака, для чего в печь загружают смесь, состоящую из извести, плавикового шпата и молотого кокса. В зоне горения электродуги в смеси образуется 2-5% карбида кальция СаС2. Этот шлак имеет сильную восстановительную способность, чем белый.
Если в электропечи является восстановительная атмосфера и белый или карбидный шлак, то при высокой температуре происходит интенсивное удаление серы при невозвратной реакции FеS + СаО + С = Fе + СаЅ + СО-Q.
Завершают раскисления стали за 2-3 мин до выпуска, вводя 0,4—1 кг/т алюминия. При плавке легированных сталей для доведения до заданного химического состава в раскисленный металл вводят легирующие ферросплавы.
Дуговая плавка металла в кислых дуговых электропечах по сравнению с плавлением ее в основных печах имеет следующие преимущества:
- более высокую производительность;
- в 2,5-3,0 раза большую устойчивость и в столько же раз меньшую стоимость футеровки;
- на 30 — 40% меньшие затраты энергии и электродов;
- меньшие потери легирующих элементов;
- ниже стоимость переработки.
Недостатком является большой расход электроэнергии.
Однако кислый процесс не приобрел большого распространение для плавки высококачественных сталей и конечно применяется в производстве фасонного стального литья.
Объясняется это тем, что при плавлении высококачественной стали предъявляются высокие требования к содержанию фосфора и серы в шихтовых материалах. В кислых электропечах примеси окисляются окалиной и ржавчиной на кусках шихты, а во время плавления окислением — железной рудой, которую вводят. Раскисляют сталь так, как в кислой мартеновской печи, или диффузионным способом. Диффузионное раскисление ведут при плавлении стали повышенного качества, применяя предварительное скачивание окислительного шлака и наведение нового — из ферромарганца, песка, шамотного боя и молотого ферросилиция, кокса или древесного угля.
Вакуумно-дуговая, плазмо-дуговая и электронно-лучевая переплавка
Вакуумно-дуговую переплавку (ВДП) проводят в вакуумных дуговых печах с электродом 6, что переплавляется (рис. 4, б), при этом слиток 3 образуется, как и в охлаждаемом водой кристаллизаторе 2. В корпусе 7 печи поддерживается вакуум около 1,5 Па, что способствует качественному очищению металла от газов, а направлена кристаллизация обеспечивает удаление неметаллических примесей, образование плотной структуры и исключает образование усадочной раковины. Вместимость печей для ВДП достигает 60 т.
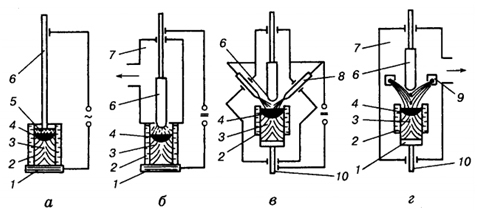
- а — электрошлаковая;
- б — вакуумно-дуговая;
- в – плазмо-дуговая;
- г — электронно-лучевая;
- — охлаждаемый водой поддон;
- — кристаллизатор;
- — слиток;
- — металлическая ванна;
- — расплавленный шлак;
- — заготовка (электрод);
- — вакуумная камера;
- — плазмотрон;
- — электронная пушка;
- — устройство для извлечения слитка.
Плазмо-дуговую переплавку (ПДП) применяют для производства сталей и сплавов особо высокой чистоты. Источником нагрева является плазменная дуга с температурой 10 000-15 000 °С (рис. 4, в).
Переплавка производится в вакуумных установках, подобных тем, что используются для ПДП при остаточном давлении 0,001 Па (рис. 4, г).


Отправить ответ