
Электроды для сварки меди инвертором
Содержание:
- 1 Электроды для сварки меди и ее сплавов
- 2 Для чего нужны медные электроды?
- 3 Электроды для сварки меди
- 4 Медные электроды | Методы выработки, классификация, преимущества, виды сварки, характеристики – на промышленном портале Myfta.Ru
- 5 Электроды для сварки меди
- 6 Разновидности электродов для сварки меди
- 7 Список популярных производителей
- 8 Материал для стержней
- 9 Ключевые принципы сварки
- 10 Выбор диаметра электрода
Электроды для сварки и наплавки меди
Электроды для сварки меди из цветных металлов с защитным покрытием. При дуговой сварке меди необходимо учитывать, что теплопроводность меди, превышает теплопроводность железа до шести раз. При температурах свыше 500°C медь становится хрупкой, а при 700-800°C её прочность снижается так сильно, что при лёгких сотрясениях возникают трещины.
Комсомолец-100 предназначен для наплавки и сварки меди марки М1-М3. Работа должна производится на постоянном токе, в нижнем или наклонном положениях. Выпускаются электроды Комсомолец-100 толщиной 3-5 миллиметров. Рекомендуемая сила тока для диаметра 3 мм 90-180 ампер, 4 мм 120-140, 5 мм 150-190. Эти показатели зависят от положения шва. Перед началом работы рекомендуется нагреть свариваемое изделие до 300-700 градусов, в зависимости от его толщины.
ОЗБ-2М предназначен и для работы с бронзой, используемой в художественном литье. Ими можно наплавлять ее на сталь, исправлять дефекты чугуна. При этом необходимо включать ток обратной полярности, производить работу в вертикальном или горизонтальном положении. ОЗБ-2М состоят из меди, железа, фосфора, марганца, никеля и олова. Их длина 350 мм. Для успешной работы необходимо устанавливать сварочный ток следующих значений: для диаметра 3 мм- 90 – 120 ампер, 4 мм-120 – 160.
ОЗБ-3 используются в работе с цветными металлами, медью и бронзой. Они делаются со специальным покрытием. Сварку нужно производить только в нижнем положении. Используется постоянный ток. Коэффициент и производительность наплавки ОЗБ-3 12,5 г/А.ч — 3,5 кг.ч при диаметре изделия 4 мм.
АНЦ/ОЗМ-2 применяется для работы с чистой медью, при этом ее нет необходимости нагревать, если она не очень толстая. Сварка должна производиться в наклонном или нижнем положениях. Используется постоянный ток обратной полярности. Расходуется АНЦ/ОЗМ-2 1,6 кг на то, чтобы наплавить килограмм металла.
АНЦ/ОЗМ-3 нужны для работы с изделиями из меди технических марок по ГОСТ 859-78. Они выпускаются толщиной 4-6 мм. Чтобы успешно выполнить сварку нужно настроить ток на 220-300 ампер для диаметра 4 мм, 350-400 для 5 мм, 420-600 для 6 мм. Положение шва должно быть нижнее. Работать нужно короткой дугой, с медью толщиной до 10 мм, без подогрева, без разделки кромок одно или двусторонним швом с небольшими поперечными колебаниями электрода.
Для наплавки при изготовлении и восстановлении электродов машин контактной точечной сварки, в том числе для сварки стержневой арматуры
Электроды для сварки меди и ее сплавов
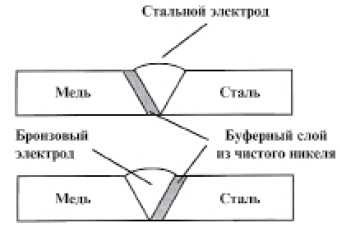
Когда сваривают медные сплавы со сталями (в том числе и с коррозионностойкими), следует применять буферную технологию. Жидкая медь и, в несколько меньшей степени бронза, перераспределяются в зоне термического влияния стали и располагаются по границам зерен.
Эти фазы имеют температуру плавления на несколько сотен градусов ниже, чем сталь. Проникновение происходит быстро и может достигать глубины более 1 мм, вызывая в этой зоне образование горячих трещин. Этот феномен усугубляется наличием растягивающих напряжений, которые всегда присутствуют при сварке. Это может также наблюдаться при сварке сплавов на никелевой основе, за исключением чистого никеля и медноникелевых сплавов. По этой причине чистый никель и медноникелевые сплавы могут использоваться как буферные слои, позволяющие избежать растворения меди.
Растворение меди может и не оказывать влияния на свариваемость, однако, если сварка проводится при высоких температурах, то растворения меди следует избегать, т.к. охрупчивание будет происходить по границам зерен. В этих случаях должен использоваться никелевый или медноникелевый буферный слой.
Буферный слой может накладываться либо со стороны меди, либо со стороны стали. После наплавки буферного слоя отсутствует контакт между наплавленным металлом и металлом, находящимся под буферным слоем.
В обоих случаях для наплавки буферных слоев следует использовать электроды из чистого никеля ОК 92.05. Для окончательного заполнения разделки используют электроды из коррозионностойкой стали или из бронзы (в зависимости от того, на какой стороне находится буферный слой). Рисунки на странице показывают, как накладываются буферные слои и заполняется разделка.
Когда буферные слои наносят со стороны меди или бронзы, следует применять предварительный подогрев до 300-500°С. При сварке тонколистового металла может быть подогрет только металл, находящийся в зоне разделки.
При наложении буферного слоя со стороны стали, температура предварительного подогрева определяется температурой подогрева этой стали.
При наложении буферного слоя со стороны стали и при использовании электродов на медной основе, медная деталь должна быть подогрета до 150-200°С (если это алюминиевая или оловянистая бронза) и др 100°С (если это кремниевая бронза).
При наложении буферного слоя со стороны медного сплава и при использовании электродов на никелевой основе, нет необходимости в предварительном подогреве, т.к. изолирующий никелевый слой эффективно снижает высокую теплопроводность меди.
Условное обозначение положения сварки
| Марка, тип покрытия, описание |
Тип покрытия — основной.
Электрод оловянисто-бронзового типа для сварки оловяннистых бронз, красной латуни. Используется также для сварки меди или бронзы со сталью, чугуном.
Применяется также для наплавки на сталь для защиты от коррозии.
Рекомендации по сварке:
При сварке меди и бронз предварительный подогрев до 300°С позволяет получить лучшее сплавление. При сварке крупногабаритных объектов предварительный подогрев обязателен. Рекомендуются кромки с широкой разделкой.
Угол между электродом и направлением сварки должен быть 90°, дуга — короткой.
Ток = + .
Положение 1, 2, 3, 4.
Выпускается в упаковке VacPac.
1733
Российский аналог:
АНЦ/ОЗМ3;
Комсомолец 100;
ОЗБ-2М
Р 0,10
Fe Сu основа
Предел прочности 330-390 МПа
Удлинение 25% KV
+20°C 25 Дж
0°С 20 Дж
Твердость 95 НВ
Тип покрытия — основной.
Медно-никелевый электрод для сварки меди со сталями и никелевыми сплавами, а также для наплавки буферных слоев. Применяется в химическом машиностроении, а также при изготовлении установок опреснения морской воды.
Ток = +.
Положение 1, 2, 3, 4, 6
Выпускается в упаковке VacPac
DIN 1733
E Cu Ni/ AWS
A5 6
Si max 0,05
Мп 1,5
Ni 30
Сu основа Fe 0,6
Удлинение 35%
Твердость 120 НВ
Для чего нужны медные электроды?

Медь – это металл, который очень важен практически для любого строительства. Часто для того чтобы сделать хорошее отопление или же какие-нибудь другие удобства в доме Вам нужно использовать медь.
Температура плавления меди составляет 1080 – 1083 градуса по Цельсию. Если медь разогреть до температуры 300 – 500 градусов, то Вы увидите, что при такой температуре медь обладает горячеломкостью. Если же медь находится в жидком состоянии, то она способна растворять газы.
Как видите, медь имеет много прекрасных свойств, которые как раз на руку многим людям. Например, ее способность плавиться при невысокой температуре позволяет Вам производить сваривание с меньшими усилиями и подогревом дуги.
Также для сваривания есть огромное количество электродов, которые позволяют производить сваривание медных конструкций с наименьшими усилиями, поэтому многие сварщики используют именно специальные электроды для сваривания меди.
Также для того чтобы производить сваривание меди Вам нужно использовать дуговую сварку с использованием повышенной величины сварочного тока. Еще при сваривании меди Вам нужно учитывать, что ее жидкотекучесть намного больше, чем у стали, поэтому для сваривания медных конструкций Вам нужно соединять части свариваемой детали очень плотно. Угол кромок для сваривания должен составлять 90 градусов.
Зачастую для того чтобы производить сваривание медных конструкций многие сварщики используют угольные электроды. Однако при использовании угольных электродов для сваривания Вам нужно помнить, что сваривание нужно производить без перерыва, чтобы сварочный шов был более прочным. Также у сваривания угольными электродами есть свои особенности, поэтому большинство сварщиков используют обычные медные электроды для сваривания медных конструкций.
Также если Вы делаете проводку, то можете воспользоваться возможностью производить сваривание медными электродами. Чаще всего проводку делают из меди, поэтому со свариванием проводов у Вас не должно возникнуть проблем. Сделав скрутку, Вы сможете ее хорошенько проварить, поэтому использование медных электродов – это ключ к высокому качеству проводки. Если же Вы сделаете проводку высокого качества, то Вам не нужно будет беспокоиться о качестве скруток, а также о возможности замыкания.
Да, действительно, использование медных электродов для сварки позволяет Вам производить сваривание практически любых деталей, которые сделаны из меди. Примечательно, то Вы можете производить сваривание медных проводов в электрической проводке, что позволяет Вам значительно сократить время строительства или ремонта. Также теперь Вам больше не нужно использовать паяльник, канифоль и олово для пайки электрической проводки, что значительно сократит Вам как расходы, так и время выполнения работы. Поэтому будьте уверены в том, что медные электроды широко используются при сваривании медных конструкций и несут большую пользу при работе с медью.
Электроды для сварки меди
В зависимости от применяемого для цветных металлов способа сварки могут использоваться различные электроды для сварки меди.
При этом стоит учитывать то, что такие сплавы имеют отличные от стали физические характеристики, поэтому технология сварки и ее режимы существенно отличаются.
Электроды для ручной дуговой сварки меди
Сварка меди и сплавов на ее основе выполняется аппаратами постоянного тока при обратной полярности. Для выполнения работ используют специальные электроды, выпуск которых осуществляется на основании технической документации, разработанной непосредственно на предприятии-производителе. Исключение составляют только электроды для работы со сплавами с большим содержанием никеля (ГОСТ 10052-75).
На практике чаще всего применяют электроды медные ЛЭЗ Комсомолец 100 различных типов (ЛЭЗ АНЦ/ОЗМ-3, ЛЭЗ ОЗБ-2М и другие).
Они имеют следующие особенности:
- Диаметр от 3 до 5 мм.
- Специальное покрытие, предназначенное для работы с различными типами медных сплавов.
- Возможность выполнять шов, как в нижнем и горизонтальном, так и в вертикальном положении.
- В состав электрода кроме меди входят примеси марганца, кремния, никеля и железа в различных концентрациях. При этом количество всех примесей не превышает 1%, все остальное приходится именно на медь.
Такими электродами можно выполнять ручную дуговую сварку по различным технологиям:
- Без предварительного подогрева.
- С малым подогревом (до 350 градусов). Оба этих типа электродов могут применяться для работы с технической медью с примесью О2 (до 0,01%).
- С подогревом до 700 градусов (работа с чистой медью).
Аргонно-дуговая сварка меди
Работы по данной технологии практически не отличаются от сварки других металлов. Используются стандартные вольфрамовые электроды по меди и сплавам различных марок. Работы можно выполнять при постоянном и переменном токе, правда во втором случае значительно сокращается скорость выполнения работ.
К особенностям стоит отнести то, что дугу следует разжигать на пластине из графита или угля, в противном случае (розжиг на заготовках) происходит быстрое загрязнение и выход электрода из строя.
В качестве защитного газа может применяться аргон или гелий, а так же другие смеси.
Сварка угольным электродом
Эта технология предполагает применение угольного или графитового электрода. В качестве присадочного материала применяется медный пруток (круглый или прямоугольный), при этом его сечение не может быть менее 20 кв. мм.
Сварка выполняется традиционно на постоянном токе (обратная полярность). Наиболее качественный шов получается при длине дуги в 30-40 мм. При выполнении работ не следует допускать перегрева, а так же окисления металла, это приводит к снижению качества шва.
Выполняя сварку медных деталей, особое внимание стоит уделять подготовки их поверхностей, это станет залогом качества сварного соединения при работе с любыми электродами, предназначенными для этого металла и сплавов на его основе.
Медные электроды | Методы выработки, классификация, преимущества, виды сварки, характеристики – на промышленном портале Myfta.Ru
 Сварка чугуна, произведенная с помощью медножелезных электродов, представлена механической смесью меди с железоуглеродным сплавом. Такая комбинация в свою очередь соединяется с основным металлом с помощью кристаллов стали и диффузии меди о микроскопические поры чугунного изделия. Данный процесс объясняется нерастворимостью меди и железа.
Сварка чугуна, произведенная с помощью медножелезных электродов, представлена механической смесью меди с железоуглеродным сплавом. Такая комбинация в свою очередь соединяется с основным металлом с помощью кристаллов стали и диффузии меди о микроскопические поры чугунного изделия. Данный процесс объясняется нерастворимостью меди и железа.
Сама структура металла шва имеет двухфазовую систему, которая включает железоуглеродистый сплав с медью. Соотношение меди к углероду влияет на обработку шва.
По мере того, как увеличивается количество шва металла, увеличивается и количество углерода, выделенного из расплавленного чугунного изделия. В связи с этим, повышается твердость металла шва.
Исследования, в процессе которых нам медными электродами ставились опыты, показали, что лучшим соотношением меди и железа в сплаве является: железо — от 5 до 10%, медь — от 90 до 95%. Данный тип сплава очень прочен, а его обрабатываемость вполне удовлетворяет всем требованиям.
Медные электроды в промышленности для процесса сварки используются сравнительно давно.
Различают ряд методов выработки электродов:
- Применение медного стержня с жестяной оплеткой, предварительно смазанной стабилизующей обмазкой.
- Использование медного стержня со стабилизирующей обмазкой в железной трубке
- Использование электрода из биметаллической проволоки.
- Применение пучка электродов во взаимодействии с медными и стальными стержнями.
- Использование медного стрежня с мраморной обмазкой.
- Наконец, введение плавикового шпата и его погружение в обмазку железного порошка.
Механический способ для всех выше указанных электродов является не подходящим. За исключением последнего электрода. Отличные показатели дает электрод маркировки 034 1. Дело в том, что порошок из железа, добавленный в покрытие, создает равномерную сетку железа на медной основе.
Полученный сплав вязок, его можно подвергать проковке и обрабатывать с легкостью Можно попробовать механический способ при разделке под сварку. Сварка осуществляется не полностью в один раз, а частями по 30-50 мм на каждый участок, при постоянном токе с обратной полярностью. Сварку проводят в несколько слоев, которые потом необходимо тщательно проверить.
Все медные электроды классифицируются по следующим типам:
Медно-сульфатный электрод сравнения направлен для того чтобы измерить разность потенциалов между землей и подземным металлическим сооружением, который защищен с помощью катодной поляризации. По маркировке различают электроды сравнения СМЭС-1, СМЭС-2. Электрод СМЭС необходим для того, чтобы провести измерения в режиме температуры 0-55 градусов рабочей среды.
Корпус медно-сульфатного электрода изготовлен с помощью пористой керамики, которая благоприятно сказывается на создании и поддержке электролитического контакта с грунтом. Заполняют корпус купоросом. В него помещаю медный спиральный электрод. Свободное пространство между корпусами заполняют влагоустойчивой засыпкой с примесью бетонита. Это способствует возникновению электролитического контакта между модулем и грунтом.
 Электрод медно-графитовый
Электрод медно-графитовый
Медно графитовые электроды используются в дуговых печах. Они нужны для выплавки легированных, малоуглеродистых сталей, специальных сплавов и сплавов, содержащих железо. Кроме того, графитовые электроды используют для того, чтобы выплавлять сталь, цветные металлы. Графитовые электроды находят свое применение при дуговой резке металлов на чугунолитейном производстве. Данный тип сварочного материала готовят из нефтяного кокса, а также из камнеугольного песка. Этот вид электродов отличает от других их термоустойчивость, низкая степень содержания золы.
Для сваривания чугуна применяют электроды с никелевой и медной основой. Молекулярные свойства этих двух материалов позволяют сделать сварочный метал шва более пластичным и защищает его от трещин. Определяют электроды два сварки чугуна по химическому составу.
- Электроды для сварки медных проводов
- Холодная сварка выполняется при помощи следующих типов электродов
- Чугунных электродов с толстым покрытием
- Стальными низкоуглеродистыми со стабилизирующими покрытиями
- Электродами из никеле-медного сплава
- Медными электродами
Сварка чугунными электродами
Различают два основных вида чугуна: белый, серый. Белый чугун добывается с помощью большой скорости остужения отливок. Они характеризуются повышенной твердостью и в то же время хрупкостью. Именно поэтому они редко используются в производстве производственных деталей механизма, а также поступают для переделки в стальной материал.
Серый чугун в своем составе имеет высокое количество такого химического элемента, как кремний. Кремний, в свою очередь, идет на графитизацию углерода. Эти чугуны добываются с помощью замедленного охлаждения отливок. По своим свойствам они мягче и хрупкие. Из серого чугуна производят детали машин.
Сварка используется в основном для ремонта чугунных изделий, а также для исправления некоторых дефектов, которые добываются в процессе литья, заварки трещин, в процессе эксплуатации изделий.
 Сварка чугуна намного сложнее, чем сварка стали. Для того, чтобы получить хорошее сварочное соединение процессе сварки чугуна, нужно применить наиболее сложную технологию сварки, намного сложнее, чем если бы это была сварка легированной стали
Сварка чугуна намного сложнее, чем сварка стали. Для того, чтобы получить хорошее сварочное соединение процессе сварки чугуна, нужно применить наиболее сложную технологию сварки, намного сложнее, чем если бы это была сварка легированной стали
Холодная сварки с применением чугунных электродов не особо цениться, так как приносит далеко не самые хорошие результата. Дело в том, что наплавленный металл эти электродом имеет при себе отбеленную структуру и очень много мелких трещин. Что касается примкнутых друг к другу швов, то их вовсе невозможно подвергать механической обработке простым инструментом.
Некоторые производства стали создавать специальные покрытия для этих электродов. За счет использования таких покрытий в сварке, шов и переходная зона получают структуру серого чугуна, не содержащую каких-то шлаковых и газовых включений. Эти покрытия и особая технология сварки направлены на понижения скорости охлаждения швов. Кроме того, важно, что в шов были введены элементы, направленные на графитизацию углеродов, то есть на добычу структуры серого углерода.
Электроды для сварки медных проводов представлены угольными стержнями. Отличным решением становятся омедненные графитовые электроды. Их можно купить в специальных магазинах сварочного оборудования. Кроме того, вместо них можно применить графитовый стержень старой батарейки или щетки коллекторного двигателя.
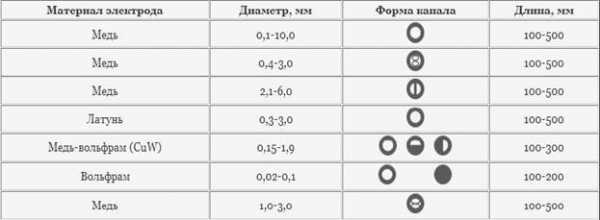
 Трубчатые медные электроды предназначены для электроэрозионной скоростной прошивки отверстий, диаметр которых составляет 0,3-2 мм.
Трубчатые медные электроды предназначены для электроэрозионной скоростной прошивки отверстий, диаметр которых составляет 0,3-2 мм.
Их преимущества заключаются в следующем:
- Во-первых, в максимальной глубине обработки.
- Во-вторых, в низком удельном электрическом сопротивлении материала электрода.
- В-третьих, в жесткой конструкции электрода.
- А также в оптимальной длине электрода, которая определяется по характеристикам оборудования, а в данном случае, по станку.
Электроды для сварки меди
Для обработки медных изделий подходит несколько вариантов электродов. При работе с электросваркой обязательно помните, что медь в несколько раз теплопроводнее, чем железо. Как говорилось в прошлой статье, при нагревании медного элемента выше 500 градусов Цельсия оно приобретает хрупкость, а на 700-800 градусах дополнительно понижается прочностные характеристики. Даже небольшой удар приводит к трещинкам.

Состав защитных покрытий электродов
Покрытые электроды часто требуются для электросварки. В табличке указаны основные марки и варианты их покрытий:
 Электроды, которые покрываются металлическим слоем и используются для ручной дуговой сварки стальных элементов, классифицируются по своим механическим свойствам, по назначению и по составу. Также предусматривается разделение графитовых электродов по толщине покрытия и особенности сварочных характеристик.
Электроды, которые покрываются металлическим слоем и используются для ручной дуговой сварки стальных элементов, классифицируются по своим механическим свойствам, по назначению и по составу. Также предусматривается разделение графитовых электродов по толщине покрытия и особенности сварочных характеристик.
Разновидности электродов для сварки меди
Специальные медные электроды используются для сварки меди и цветных металлов. Также они находят применение для обработки медных труб. Сюда можно отнести электроды:
- ESAB OK 94.55;
- ESAB OK NiCu-7 (OK 92.86);
- ЕСАБ OK Ni-1 (OK 92.05);
- ZELLER 390;
- ЕСАБ OK 94.55;
- ESAB OK NiCu-7 (OK 92.86);
- ЕСАБ OK Ni-1 (OK 92.05);
- ZELLER 390.
Начинать работать с их помощью следует, вникнув в характерные особенности.
Комсомолец-100 используется для наплавки и сварки меди М1 и М3. Работа осуществляется на постоянном токе. Ведётся она в наклонном или нижнем положениях. Толщина угольных электродов для сварки медных проводов варьируется от 3 до 5 мм. Сила тока для диаметра 3 мм рекомендуется от 90 до 180 ампер. Если поперечник составляет 4 мм, она лежит в пределах 120−140, если 5 мм — 150−190. Указанные параметры зависят во многом от расположения шва. Перед тем как начать работу, надо нагреть свариваемые изделия до 200 градусов в зависимости от толщины.
ОЗБ2М предназначается для работы с бронзовыми элементами. Они применяются в художественном литье. С их помощью можно направлять указанный металл на сталь, корректировать дефекты чугуна. При этом необходимо включать ток обратной полярности. Работу производят в горизонтальном или вертикальном положениях. Модификация состоит из следующих соединений:
 фосфор;
фосфор;- железо;
- медь;
- марганец;
- олово;
- никель.
Длина их равна 350 мм. Для успешной работы надо устанавливать сварочный ток со значениями:
- от 90 до 120 ампер — для диаметра 3 мм;
- от 120 до 160 — для поперечника 4 мм.
ОЗБ-3 используют при манипуляциях, связанных с медью и бронзой, а также цветными металлами. Их делают со специальным покрытием. Сварка производится в нижнем положении. Используется постоянный ток. Производительность наплавки и коэффициент этого показателя лежат в пределах 12,5 г/А.ч — 3,5 кг. ч, если изделие в поперечнике равно 4 мм.
Использование типов АНЦ/ОЗМ-2 и АНЦ/ОЗМ-3
Электод АНЦ/ОЗМ-2 используется для манипуляции с чистой медью. При этом нет необходимости в её нагреве, если структура у неё не очень толстая. Сварка производится в нижнем или наклонном положении. Постоянный ток при этом должен обладать обратной полярностью. Чтобы наплавить килограмм металла, требуется 1,6 кг указанной модификации.
АНЦ/ОЗМ-3 необходим для работы с медными изделиями технических марок. Выпускают их в толщине от 4 до 6 мм. Чтобы выполнить сварку, надо настроить ток на показатели от 220 до 300 ампер для диаметра 4 мм. Если поперечник составляет 5 мм, аналогичный показатель лежит в пределах от 350 до 400, если 6 мм, то от 420 до 600. Расположение шва должна быть нижним. Использовать необходимо короткую дугу. Действия производятся без подогрева с медью толщиной до 10 мм. Колебания медного электрода для сварки должны быть небольшими поперечными. Кромки не подвергаются разделке двусторонним швом.
Особенности стержней ESAB ОК 94.25, ESAB OK 94.35, ESAB OK 94.55
 Модель ESAB ОК 94.25 хорошо подходит для работы с большинством цветных металлов и сплавов. Особенно хорошо использовать ее для оловянной бронзы, латуни и меди. Может использоваться для наплавки на сталь с целью защиты от коррозионного воздействия. Толстые медные изделия лучше нагреть при 300 градусах. Данная модификация хорошо зарекомендовала себя при использовании в пространственных положениях 1−4.
Модель ESAB ОК 94.25 хорошо подходит для работы с большинством цветных металлов и сплавов. Особенно хорошо использовать ее для оловянной бронзы, латуни и меди. Может использоваться для наплавки на сталь с целью защиты от коррозионного воздействия. Толстые медные изделия лучше нагреть при 300 градусах. Данная модификация хорошо зарекомендовала себя при использовании в пространственных положениях 1−4.
Тип скрутки ESAB OK 94.35 имеет толстое рутиловое покрытие. Его применяют для обработки медных и никелевых изделий. Причём содержание последнего не должно превышать 30%. Электрод позволяет наплавлять кромки. С его помощью можно работать в нескольких положениях. Металл, который был наплавлен с помощью данного изделия, устойчив к коррозии, не теряет своих свойств под воздействием морской соленой воды и отличается хорошей прочностью.
Электрод ESAB OK 94.55 хорошо зарекомендовал себя в работе с красной латунью, бронзой и медью. Чтобы сварить его, используется короткая дуга. Расположение электрода должно быть перпендикулярно по отношению к кромкам. Надо, чтобы сварные валики переходили друг на друга. Каждый проход необходимо своевременно зачищать от шлака. Подходящими видами положений для данного изделия являются 1−4 и 6. Твёрдость составляет 120 HB, предел прочности равен 400 мПа.
Характеристики изделий ESAB OK NiCu-7, ESAB OK Ni-1, ZELLER 390
Сварочные электроды ESAB OK NiCu-7 используются для никеля и меди. Металл, наплавленный с их помощью, характеризуется устойчивостью к воздействию солёной воды, образованию трещин. Даже при наличии щелочной и кислотной среды металл сохраняет свои характеристики. Хорошо поддается ковке. Для варки этим электродом используют положение 1−4, 6. Данная марка выпускается толщиной от 2 до 4 мм. В работе используется постоянный ток обратной полярности.
Вариант ESAB OK Ni-1 имеет основной тип покрытия. Чтобы не допустить образования трещин и пор, лучше работать на допустимых для данного диаметра электрода токах. Положения здесь допускаются те же, что и для предыдущего варианта. Электрод прокаливается на протяжении 2 часов при температуре плюс 250 градусов. Для этого требуется постоянный ток.
Электроды типа ZELLER 390 имеет основное покрытие. Предел прочности равен 200 мПа, текучесть составляет 185, твердость 40 HB. Модель выпускается в различной длине: от 300 до 450 мм. Диаметр равен 2,5−5 мм.
Силу тока надо устанавливать для электрода толщиной 2,5−5 мм. Сила тока здесь составляет 80−110 ампер. Если поперечник равен 3 мм, то параметр варьируется от 100 до 130 А, если 4 мм, то от 130 до 170 А, 5 мм — 174−200 А. Используется при работе с изделиями, которые должны отвечать увеличенным показателям стойкости к воздействию ржавчины, проводимости домашней электропроводки и воздействию тепла.
Список популярных производителей
 Наилучшим образом себя зарекомендовала компания ESAB и производимые ею электроды. Ими пользуются во всём мире. Шведская фирма ESAB была основана в 1904 году. Она специализируется на изготовлении сварочных аппаратов различных модификаций того или иного назначения. Компания также смогла разработать множество современных сварочных методик, которые соответствуют современным требованиям.
Наилучшим образом себя зарекомендовала компания ESAB и производимые ею электроды. Ими пользуются во всём мире. Шведская фирма ESAB была основана в 1904 году. Она специализируется на изготовлении сварочных аппаратов различных модификаций того или иного назначения. Компания также смогла разработать множество современных сварочных методик, которые соответствуют современным требованиям.
ZELLER — еще одна организация из Германии, которая работает с 1963 года. Она представляет на рынке каталог, включающий более 500 товаров. Все соответствуют высоким требованиям, отличаются хорошей коррозионной стойкостью и образуют надежный шов.
Материал для стержней
Стержни, которые устанавливаются в электродах и предназначены для сплавов меди, производятся из прутков и проволоки. Их состав соответствует ГОСТу. Главным образом это бронза и медь. Часто находят применение в производстве сплавы металлов. Медные стержни выполняют в диаметре от 2 до 6 мм. Они могут быть обернуты жестью толщиной 0,3 мм. На них наносится различное покрытие. Оно может быть рутиловым и основным.
Для электродов Комсомолец-100 стержень изготавливается из меди М1. Бронзовые изделия выполняются из специального металла и покрываются смесью различных веществ. Иногда их производят из оловянно-фосфористой бронзы. Бронзовый стержень придает отличное качество швам. Они меньше окисляют металлы, нежели медные. Бронзовые стержни снижают механическую прочность при определённых условиях.
Ключевые принципы сварки
Проводя сварочные работы по сварке меди и ее сплавов, сварщик сталкивается с определенными трудностями. На шве может формироваться трещина. При работе легкоплавкие соединения скапливаются на границах кристаллов. Соответственно, образуются поры. Надо это учитывать и предотвращать. Медь толщиной до 4 мм соединяют без разделки кромок, до 10 мм — с односторонней разделкой. Скос кромок должен иметь угол не более 70 градусов.

Допускается притупление от 1,5 до 3 мм. Текучесть заметно осложняет работу в потолочном, горизонтальном и вертикальном положениях. Дуговая сварка производится при повышенном сварочном токе из-за высокой теплопроводности металла. Кромки соединяются с минимальным зазором из-за высокой текучести меди. Нередко рекомендуют использовать стальную подкладку.
Изделия толщиной больше 6 мм необходимо нагревать до 250 градусов. Делать это заранее, учитывая при этом характеристики плавления металла и особенности сплавов. Тонкий металл не следует нагревать. Лучше производить дугой от 10 до 15 мм такую сварку. Это позволяет манипулировать электродом намного легче.
При постоянном токе обратной полярности сваривается медь. Это также нужно учитывать. Дуговая сварка латуни и бронзы выполняется мощной дугой. Это происходит при увеличенном напряжении за счёт соответствующей силы тока. Работа выполняется быстро и на большой скорости. Сварку по возможности рекомендуется делать в нижнем положении, а также при угле наклона 20 градусов по отношению к вертикали.
Дуга направляется на поверхность сварочной ванны. Лучше применять специальные подкладки. Их делают из графита и асбеста. Характеристики металла при этом надо обязательно учитывать. Медь плавится при плюс 1080 градусах. Прочность ее составляет 20 кг на квадратный миллиметр. Если изделие толстое, надо обрабатывать его постепенно. Наполняется один слой за другим.
Сварка выполняется обратноступенчатым швом. Длина каждого участка составляет от 20 до 30 см. Его делят на две части: в соотношении 75% и 25%. Обрабатывается длинный участок по направлению к меньшему. За счет этого понижается риск возникновения трещин. Работа выполняется снизу. Шов правится кувалдой или молотком по причине вспенивания. В процессе сварки необходимо уменьшить ток, так как разогрев тонкой меди может привести к ожогам. Перед началом работы электроды прокаливаются при рекомендуемой производителем температуре.
Выбор диаметра электрода
 Подбирая подходящий диаметр электрода, необходимо обращать внимание на толщину материала или сплава на его основе. Учитывается и то, что в структуре могут появляться поры при сварке на повышенных токах. Специалисты рекомендуют выбирать такой диаметр при определенной толщине меди и сплавов на ее основе.
Подбирая подходящий диаметр электрода, необходимо обращать внимание на толщину материала или сплава на его основе. Учитывается и то, что в структуре могут появляться поры при сварке на повышенных токах. Специалисты рекомендуют выбирать такой диаметр при определенной толщине меди и сплавов на ее основе.
Есть электроды, которые используют для наплавки и сваривания с заблаговременным подогревом до 300 градусов по Цельсию. Есть и малый подогрев со 150 градусов. Возможно сделать это всё и без подогрева. Для меди может применяться ручная сварка угольными электродами или металлическими, аргонодуговая сварка. Сваривание цветных металлов может значительно отличаться от аналогичного процесса для стали, что обусловлено разными физическими свойствами материалов.
Основными факторами, оказывающими влияние на свариваемость цветных металлов, являются температура кипения и плавления.
Также важны теплопроводность и восприимчивость к воздушным газам, таким как кислород и азот. Медь имеет повышенную текучесть в расплавленной форме, характеризуется увеличенными тепло- и электрической проводимостью. При сварке могут образовываться микротрещины и поры, если отмечается взаимодействие с кислородом и водородом. Чтобы не допустить такой дефект, необходимо использовать только хорошо раскисленный металл.

Сварка по меди своими руками осуществляется хорошо прокаленными электродами. Детали должны быть подготовлены в местах наложения швов. Здесь требуется зачистка до металлического блеска с удалением загрязнений и жиров.


Отправить ответ