
Как измеряется диаметр резьбы
Содержание:
Измерение резьбы, прежде всего, подразумевает измерение диаметров, шага и формы поверхности. С этой целю применяют и специальные, и универсальные инструменты. Необходимый измерительный прибор выбирается в зависимости от вида резьбы, а также от ее точности. Сначала контролируются средний диаметр, шаг, форма профиля, после этого производят контроль внутреннего и внешнего диаметра.
Измерение резьбового шага
 Определение шага производят, используя штангенциркуль или линейку. При этом определяют длину нескольких шагов и делят ее на число шагов .Шаг на внутренней и внешней резьбе определяют при помощи резьбомера. Каждая пластинка указывает на величину шага. Пластинки выбирают так, что зубья плотно входили в резьбу. Это позволяет шагу совпасть с шагом на пластине.
Определение шага производят, используя штангенциркуль или линейку. При этом определяют длину нескольких шагов и делят ее на число шагов .Шаг на внутренней и внешней резьбе определяют при помощи резьбомера. Каждая пластинка указывает на величину шага. Пластинки выбирают так, что зубья плотно входили в резьбу. Это позволяет шагу совпасть с шагом на пластине.
Средний диаметр
Замеры среднего диаметра резьбы выполняются при помощи резьбового микрометра. Важно использовать разные комплекты наконечников (один с конусом, а другой с вырезом) необходимого размера. Предел применения указан на самих средствах измерения. К примеру, маркировка М 3—5 означает, что комплект позволяет измерить детали с шагом резьбы в 3; 3,5; 4; 4,5,5 мм.
Профиль резьбы
Измерение резьбы по профилям производится особым микроскопом и контролируется профилями. Нормальным кольцом с резьбой меряют внешний диаметр резьбы . На винт навинчивают кольцо, которое показывает точность резьбы покачиванием. Диаметр внутри координируют, используя стандартную пробку с резьбой. Ее выступающий гладкий конец служит и нструментом контроля диаметра резьбового отверстия.
Проверка резьбовыми калибрами
Резьбовыми калибрами проверяют точность резьбовых соединений. Внутреннюю резьбу измеряют посредством специальной пробки, п роходной конец которой должен войти в отверстие с резьбой на всю длину . Конец непроходной включает в себя 2-3 витка профиля, он не ввинчивается внутрь отверстия. Резьба снаружи контролируется при помощи колец, которые навинчиваются на винт и зажимающихся регулируемой скобой.
Проверка с помощью КИМ
Контрольно-измерительная машина — непревзойденный инструмент измерений деталей на производстве. Это специально разработанный агрегат, который позволяет сканировать поверхности деталей и передавать координаты на блок управления посредством щупа. Измерения с использованием КИМ могут проводиться и по шести осям. В приборостроении востребована разработанная специалистами ООО «Лапик» измерительная машина с шестью осями.
Контроль резьбы достигается на практике разнообразными средствами измерения. Рассмотрим наиболее употребляемые.
Штангенинструменты и микрометрические инструменты являются измерительными средствами, широко применяемыми в машиностроении, поэтому приобретение навыков работы с ними обязательно. К основным штангенинструментам относятся штангенциркули.
Отсчетным устройством в штангенинструментах является линейный нониус. Это приспособление позволяет отсчитывать дробные доли интервала делений основной шкалы штангенинструмента.
Интервал деления шкалы нониуса а′ меньше, чем интервал деления основной шкалы а на величину с , называемую величиной отсчета по нониусу, если модуль нониуса γ = 1. При модуле γ = 2 деление шкалы нониуса а′ меньше, чем два деления основной шкалы, также на величину с.
При нулевом положении нулевые штрихи основной шкалы и шкалы нониуса совпадают. При этом последний штрих шкалы нониуса совпадают с штрихом основной шкалы, определяющим длину l шкалы нониуса. При измерении шкала нониуса смещается относительно основной шкалы и по положению нулевого штриха шкалы нониуса определяют величину этого смещения, равную измеряемому размеру. Если нулевой штрих нониуса располагается между штрихами основной шкалы, то следующие за ним штрихи нониуса также занимают промежуточное положение между штрихами основной шкалы.
Ввиду того, что деления шкалы нониуса отличаются от делений основной шкалы на величину с, каждое последующее деление нониуса расположено ближе предыдущего к соответствующему штриху основной шкалы. Совпадение какого – либо k – го штриха нониуса с любым штрихом основной шкалы показывает, что расстояние нулевого штриха основной шкалы, по которому производят отсчет целых делений, равно kc.
Таким образом, отсчет измеряемой величины А по шкале с нониусом складывается из отсчета целых делений N по основной шкале и отсчета дробной части деления по шкале нониуса, т. е. A = N + kc.
Параметры нониуса и основной шкалы связаны следующими уравнениями:
с = a/n; c = γa — a′; l = n (γa — c); l = а (γn — 1), 7.1
где l – длина шкалы нониуса; n – число делений шкалы нониуса.
Приведенные формулы позволяют производить расчет нониуса и отсчеты по шкале с нониусом.
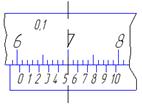
Пример. Для нониуса, изображенного на рис. 7.2, а и б, определить с и произвести отсчет, если а = 1 мм.
Основываясь на формулах (7.1), по рисунку 7.2, а определяем, что n = 10, γ = 2, l = 19 мм.
Следовательно, c = a/n = 1/10 = 0,1 мм
По рис. 7.2, б определяем отсчеты по основной шкале N = 60 мм и по нониусной ck = 0,1х5 = 0,5 мм. Общий отсчет А = N + ck = 60 + 0,5 = 60,5 мм.
Обычно при градуировании шкалы нониуса учитывается величина отсчета по шкале нониуса. Так, например, на шкале нониуса с величиной отсчета C = 0,02 мм цифра 10 обозначает “десять сотых миллиметра” и соответствует пятому делению нониуса, цифра 20 соответствует десятому делению нониуса и т.д.
На рис. 7.3 показан штангенциркуль типа ШЦ11 – с двухсторонним расположением измерительных губок 1, 2, 3, 4. Верхняя пара измерительных губок (1 и 2) предназначена для измерений отверстий, нижняя – для наружных измерений. Верхние губки расположены относительно основной шкалы и шкалы нониуса так, что при измерении внутренних размеров отсчет ведется от нуля, как и при измерении наружных размеров. Шкала нониуса – 5, винт – 6 служит для фиксирования положения подвижной губки.
| Характеристика нониуса | Нулевые положения | Примеры отсчета |
| а=1мм; а′=1,9 с=0,1мм; n=10 γ=2 | 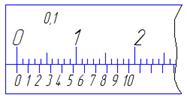 |
 60,5 60,5 |
| a=1мм; а′=0,98 с=0,02 мм n=50; γ=1 | 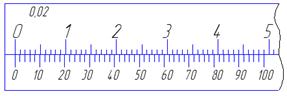 |
 64,18 64,18 |
Рис. 7.2 Нулевые положения шкал штангенциркуля и примеры отсчета в зависимости от модуля γ
| 1 |
| 2 |
| 6 |
| 3 |
| 4 |
| 5 |
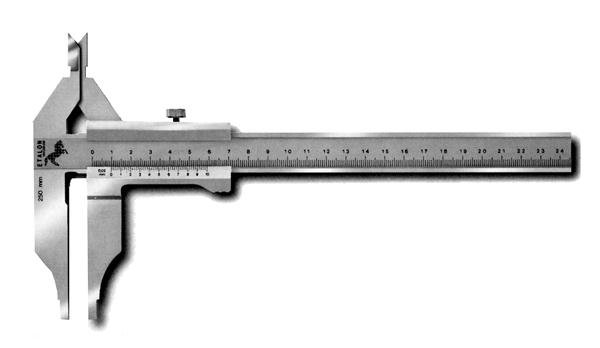
Рис. 7.3 Штангенциркуль, тип ШЦ11
Резьбовой микрометр. Для измерения среднего диаметра наружной резьбы на стержне применяют резьбовой микрометр (рис. 7.4). Внешне он отличается от обычного только наличием измерительных вставок – конусного наконечника, вставляемого в отверстие микровинта, и призмати-ческого наконечника, помещаемого в отверстие пятки. Вставки к микрометру (рис. 7.5) изготовляются парами, каждая из которых предназначена для измерения крепежных резьб с углом профиля 60 о и 55 о и с определенным шагом. Например, одна пара вставок применяется для измерения резьбы с шагом 1 – 1,75 мм, другая – с шагом 1,75 – 2,5 мм и т.д.
После установки микрометра на ноль вставками обхватывают один виток проверяемой резьбы. Как только вставки войдут в соприкосновение с поверхностью резьбы, стопорят микрометрический винт и отсчитывают результат по шкалам микрометрической головки
| Рис. 7.4 Резьбовой микрометр | Рис.7.5 Вставки к микрометру |

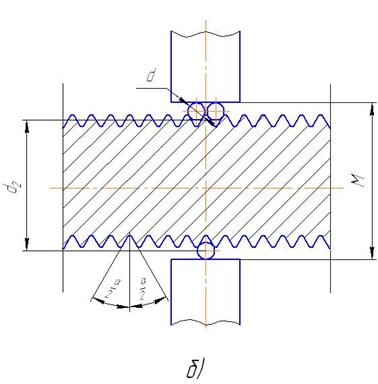
Проволочки. Проволочки служат для измерения среднего диаметра резьбы (рис. 7.6). Для этого их закладывают во впадины резьбы, а затем при помощи контактного прибора (микрометра, оптиметра и т. п.) определяют размер М. По известным значениям шага, половины угла профиля резьбы и диаметра проволочек вычисляют действительный размер среднего диаметра резьбы. Так для метрической резьбы (α/2 = 30 о ) средний диаметр резьбы будет равен: d2 = М – 3d + 0,866 × S, где d – диаметр проволочек, S – шаг резьбы.
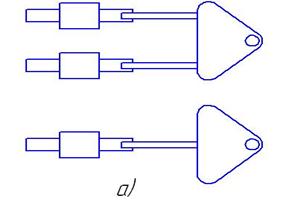
Рис. 7.6 Проволочки для измерения среднего диаметра резьбы
Измерение среднего диаметра резьбы с помощью трех проволочек находит наибольшее применение. Этим методом пользуются не только для измерения крепежных резьб, но и кинематических (ходовых).
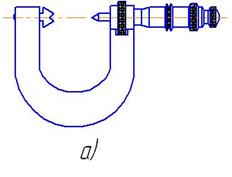
Резьбовые кольца жесткие. Для измерения наружной цилиндрической правой и левой резьбы применяют резьбовые кольца жесткие (рис. 7.7). Так они называются в отличие от регулируемых резьбовых колец. Проверка заключается в свинчивании резьбового кольца с проверяемой деталью. Резьбу проверяют двумя кольцами: проходным (ПР), изготовленным с резьбой полного профиля по всей длине кольца, и непроходным (НЕ), имеющим резьбу неполного укороченного профиля с 2 – 3,5 витками.
Проходное резьбовое кольцо должно свободно свинчиваться с проверяемой деталью и проходить без заклинивания по всей длине нарезки. Непроходные резьбовые кольца не должны навинчиваться на деталь более чем 3,5 оборота.
Для отличия непроходное кольцо имеет снаружи кольцевую выточку. Все кольца маркируются с указанием предельного калибра (НЕ, ПР), размера и типа резьбы.
Резьбовые калибры. Для измерения внутренней цилиндрической правой и левой резьбы применяются резьбовые калибры (пробки, рис. 7.8) со вставками и насадками; проходные (ПР) и непроходные (НЕ). Проверяют и измеряют резьбы резьбовыми пробками так же, как и резьбовыми кольцами.
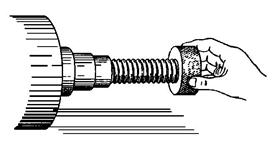
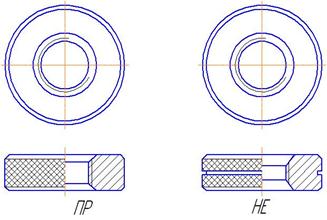
Рисунок 7.7 – Резьбовые кольца жесткие
Наружная резьба диаметром от 6 до 52 мм контролируется иногда резьбовыми роликовыми скобками других конструкций. Конические внутренние и наружные, правые и левые резьбы от 1/8” до 2” измеряют специальными калибрами.
Резьбомеры. Для измерения шага резьбы применяют резьбомеры – наборы шаблонов (тонких стальных пластинок) (рис. 7.9), измерительная часть которых представляет собой профиль стандартной резьбы определенного шага или с определенным числом ниток на дюйм для подсчета шага.
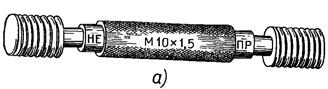

Рис. 7.8 Резьбовые калибры


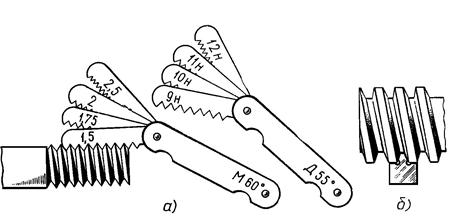
Рис. 7.9 Резьбомеры
Изготавливают резьбомеры двух типов: для метрической резьбы с шагом (в мм): 0,4; 0,45; 0,5; 0,6; 0,7; 0,75; 0,8; 1; 1,25; 1,5; 1,75; 2; 2,5; 3; 3,5; 4; 4,5; 5; 5,5; 6 и для дюймовой и трубной резьбы с числом ниток (на один дюйм): 28; 20; 19; 18; 16; 14; 12; 11; 10; 9; 8; 7; 6; 5; 4,5; 4.
Внешне резьбомеры – шаблоны отличаются тем, что на резьбомерах для метрической резьбы выбито клеймо “М60 о ”, а на резьбомерах для дюймовой и трубной резьбы выбито клеймо “Д55 о ”.
При определении резьбы с натуры, замерив отдельные параметры, получают приближенные данные, с помощью которых по таблицам резьбы в стандартах уточняют ее тип и размер. Необходимость в определении резьбы с натуры может возникнуть в двух случаях: 1) при замене частично изношенной или полностью вышедшей из строя нестандартной резьбовой детали; 2) при монтаже и ремонтных работах, когда по каким – либо причинам неизвестен размер резьбы, а в ходе работы требуется установить новое изделие или узел с подсоединением на резьбе.
На точность измерения при определении резьбы с натуры влияет много факторов, основные из них следующие:
а) процент изношенности и загрязненности детали;
б) удобство измерения детали;
в) вид, качество и чистота измерительного инструмента;
г) навыки пользования инструментом, правильная установка его без смещений и перекосов;
д) соблюдение температурного режима измерения.
Для более точного определения рекомендуется сделать последовательно три измерения одного и того же размера и как окончательный результат взять их среднее значение. Оценка точности измерения в различных случаях может колебаться от 0,5 до 0,25 мм.
Поскольку в производственной, а тем более учебной практике наиболее часто при выполнении эскизов с натуры пользуются резьбомером, рассмотрим как это измерение выполняется.
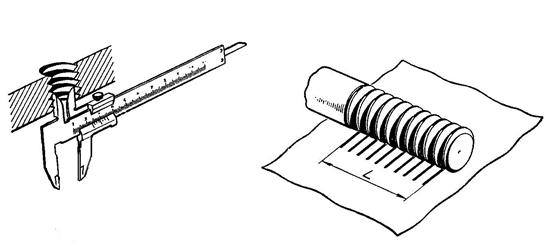
Для измерения шага резьбы резьбомером подбирают шаблон – пластинку, зубцы которой совпадают со впадинами измеряемой резьбы (рис. 7.10). Затем читают указанный на пластинке шаг (или число ниток на дюйм). При определении шага по дюймовому резьбомеру делят дюйм (25,4 мм) на количество ниток, указанное на шаблоне, Наружный диаметр резьбы d на стержне или внутренний диаметр резьбы D1 в отверстии измеряют обычным путем штангенциркулем (рис. 7.11) (располагая мерительные губки штангенциркуля в осевой диаметральной плоскости) с торца стержня или отверстия. Имея эти исходные данные, подбирают точное значение резьбы по таблицам стандартных резьб.
При отсутствии резьбомера шаг резьбы (или число ниток на дюйм) может быть определен с помощью оттиска на бумаге. Для этого резьбовую часть детали обжимают листком чистой бумаги, с тем чтобы получить на ней оттиски (отпечатки) ниток резьбы, т.е. несколько шагов (желательно не менее 10) (рис. 7.12). Затем по оттиску измеряют расстояние L между крайними достаточно четкими рисками. Сосчитав число шагов n на длине L (при этом надо помнить, что n на единицу меньше числа рисок, так как средняя оценка величины шага данной резьбы определяется не из количества рисок, а из величины расстояния меду ними), определяем шаг.
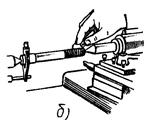

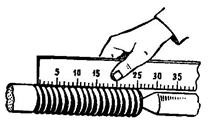
Рис. 7.10 Измерение шага резьбы шаблон — пластинкой
Пример: оттиск дал 10 четких рисок (т.е. 9 шагов) общей длиной 13,5 мм. Наружный диаметр резьбы при измерении – 14 мм. Определяем шаг: P = 13,5 : 9 =1,5 мм. По таблице стандартных резьб в стандарте ГОСТ8724 – 81 находим резьбу: М14 ´ 1,5, т.е. метрическая резьба 2-го ряда с диаметром 14 мм и мелким шагом 1,5 мм.
В отверстиях определение резьбы этим способом возможно только при достаточно больших диаметрах. Вообще же резьбу отверстий следует измерять на тех деталях, которые ввинчиваются в данное отверстие.
| Рис. 7.11 Измерение внутреннего диаметра резьбы d1 штангенциркулем | Рис. 7.12 Оттиски ниток резьбы |
На практике определение резьбы описанным способом облегчается тем, что для наиболее употребительных диаметров шаги метрической резьбы выражаются или целым числом миллиметров, или числом ,кратным 0,5 мм или 0,25 мм.
Диаметры метрической резьбы, начиная с 6 мм, всегда измеряются целым числом миллиметров.
У дюймовой резьбы диаметр и шаг могут быть с достаточным приближением выражены только в тысячных долях миллиметра, но число ниток на дюйм всегда число целое.
При измерении метрической и дюймовой резьбы может оказаться, что шаблоны-гребенки не укладываются между витками резьбы того или иного изделия, а замеряемый диаметр (наружный или внутренний) даже с грубой прикидкой на изношенность не соответствует размерам, установленным стандартом. Такое несоответствие шага и диаметра стандарту указывает на то, что резьба у данного изделия нестандартная. В этом случае на чертеже должны быть обозначены шаг резьбы P,замеренный вышеприведенным или другим способом с достаточной точностью, наружный и внутренний диаметры, общие для болта и гайки.
При замере одного диаметра резьбы (наружного или внутреннего) другой может быть определен подсчетом. Как известно, размер Н – радиально измеренная высота основного расчетного профиля, общего для болта и гайки, может быть представлена в выражении через шаг P ,как через модуль.
Для метрической резьбы: H = 0,86603 Р.
Для дюймовой: H = 0,6403 P
Диаметр d1 для стержня определяем по формуле:
d1 = d – 2х0,86603 P — для метрической резьбы,
d1 = d – 2х0,6403 Р – для дюймовой резьбы.
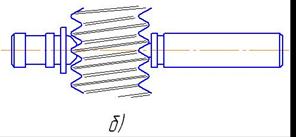
Таким же образом можно определить необходимые параметры у специальных ходовых винтов: трапецеидального, упорного, круглого и прямоугольного профиля.
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: Для студента самое главное не сдать экзамен, а вовремя вспомнить про него. 9825 —  | 7406 —
| 7406 —  или читать все.
или читать все.
91.146.8.87 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
Дюймовая резьба используется преимущественно для создания соединений труб: ее наносят как на сами трубы, так и на металлические и пластиковые фитинги, необходимые для монтажа трубных магистралей различного назначения. Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты.

Сантехнические изделия с трубной дюймовой резьбой
Основные параметры
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
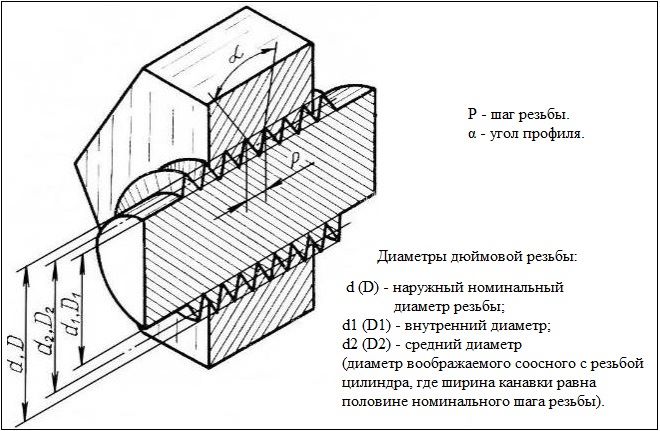
Параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение. Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения.
Ознакомиться с положениями ГОСТ относительно дюймовых резьб можно, скачав документ в формате pdf по ссылке ниже.
Таблица размеров дюймовых и метрических резьб
Узнать, как соотносятся метрические резьбы с различными видами дюймовых резьб, можно с помощью данных из приведенной ниже таблицы.
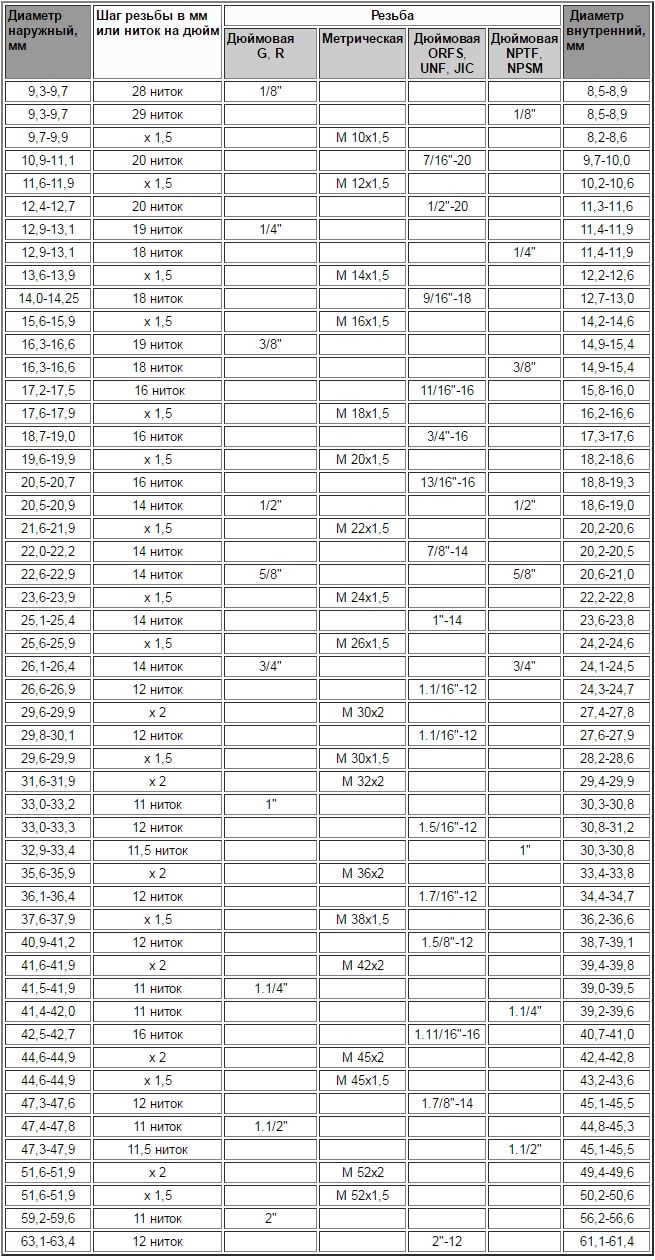
Сходные размеры метрических и различных разновидностей дюймовых резьб в диапазоне примерно Ø8-64мм
Отличия от метрической резьбы
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.
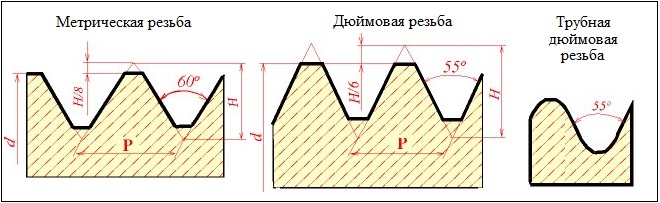
Различия в профиле резьбы
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
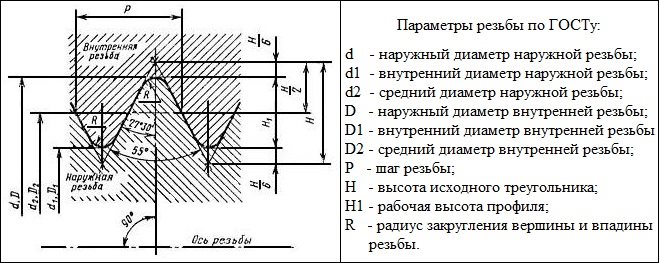
Чертеж. Основные параметры профиля по ГОСТу

Таблица 1. Основные размеры профиля резьбы

Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Проще всего измерить шаг трубной дюймовой резьбы по следующей методике:
- В качестве простейшего шаблона используют муфту или штуцер, параметры внутренней резьбы которых точно соответствуют требованиям, которые приводит ГОСТ.
- Болт, параметры наружной резьбы которого необходимо измерить, вкручивается в муфту или штуцер.
- В том случае, если болт сформировал с муфтой или штуцером плотное резьбовое соединение, то диаметр и шаг резьбы, которая нанесена на его поверхность, точно соответствуют параметрам используемого шаблона.

Шаг дюймовой резьбы – это количество витков на дюйм
Если же болт не вкручивается в шаблон или вкручивается, но создает с ним неплотное соединение, то следует провести такие измерения, используя другую муфту или другой штуцер. По аналогичной методике измеряется и внутренняя трубная резьба, только в качестве шаблона в таких случаях применяется изделие с наружной резьбой.
Определить требуемые размеры можно при помощи резьбомера, представляющего собой пластину с зазубринами, форма и другие характеристики которых точно соответствуют параметрам резьбы с определенным шагом. Такая пластина, выступающая в роли шаблона, просто прикладывается к проверяемой резьбе своей зазубренной частью. О том, что резьба на проверяемом элементе соответствует требуемым параметрам, будет свидетельствовать плотное прилегание к ее профилю зазубренной части пластины.

Использование резьбомера для дюймовой резьбы
Для того чтобы измерить размер наружного диаметра дюймовой или метрической резьбы, можно использовать обычный штангенциркуль или микрометр.
Технологии нарезки
Резьба трубная цилиндрическая, которая относится к дюймовому типу (как внутренняя, так и наружная), может нарезаться ручным или механическим методом.
Нарезка резьбы вручную
Нарезание резьбы при помощи ручного инструмента, в качестве которого используется метчик (для внутренней) или плашка (для наружной), выполняется в несколько шагов.
- Обрабатываемая труба зажимается в тисках, а используемый инструмент фиксируется в воротке (метчик) или в плашкодержателе (плашка).
- Плашка надевается на конец трубы, а метчик вставляется во внутреннюю часть последней.
- Используемый инструмент вворачивается в трубу или навинчивается на ее конец посредством вращения воротка или плашкодержателя.
- Чтобы сделать результат более чистым и точным, можно повторить процедуру нарезания несколько раз.
Нарезка резьбы на токарном станке
Механическим способом трубная резьба нарезается по следующему алгоритму:
- Обрабатываемая труба зажимается в патроне станка, на суппорте которого фиксируется резьбонарезной резец.
- На конце трубы, используя резец, снимают фаску, после чего выполняют настройку скорости перемещения суппорта.
- После подведения резца к поверхности трубы на станке включают резьбовую подачу.
Следует иметь в виду, что резьба дюймовая нарезается механическим методом с помощью токарного станка только на трубных изделиях, толщина и жесткость которых позволяют это сделать. Выполнение трубной дюймовой резьбы механическим способом позволяет получать качественный результат, но применение такой технологии требует от токаря соответствующей квалификации и наличия определенных навыков.
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.

Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
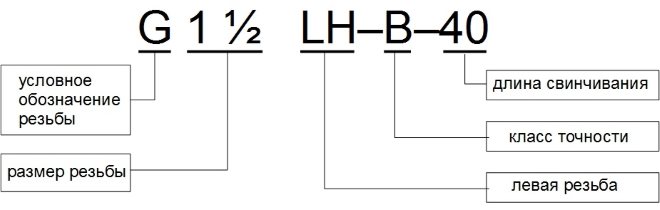
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
В обозначении дюймовой резьбы также могут присутствовать буквы LH, которые указывают на то, что ее витки имеют не правое, а левое направление.


Отправить ответ