
Как определить точность микрометра и штангенциркуля
Содержание:
- 1 Содержание
- 2 Устройство [ править | править код ]
- 3 Снятие показаний [ править | править код ]
- 4 Виды штангенциркулей [ править | править код ]
- 5 Уход [ править | править код ]
- 6 Названия в разных языках [ править | править код ]
- 7 Определение показаний по нониусу
- 8 Устройство механического штангенциркуля
- 9 Порядок проведения измерений, проверка исправности
- 10 Как использовать микрометр
- 11 Как определить результат
- 12 Проверка точности микрометра и особенности измерений
- 13 Особенности применения микрометров:

Штангенци́ркуль (от нем. Stangenzirkel ) — универсальный инструмент, предназначенный для высокоточных измерений наружных и внутренних размеров, а также глубин отверстий.
Штангенциркуль — один из самых распространённых инструментов измерения благодаря простой конструкции, удобству в обращении и быстроте в работе [1] . Является подвидом штангениструмента, к которому относятся также штангенрейсмас, штангенглубиномер и другие.
Содержание
Устройство [ править | править код ]
Штангенциркуль, как и другие штангенинструменты, имеет измерительную штангу (отсюда и название этой группы) с основной шкалой и нониус — вспомогательную шкалу для отсчёта долей делений. Точность его измерения — десятые/сотые (у разных видов) доли миллиметра. Точность шкалы с нониусом рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса.
На некоторых экземплярах штангенциркуля возможно также присутствие в верхней части подвижной рамки шкалы, измеряющей расстояние в дюймах. Нониус такого штангенциркуля дает отсчет в 128-х долях дюйма.
Снятие показаний [ править | править код ]


По способу снятия показаний штангенциркули делятся на:
- нониусные,
- циферблатные — оснащены циферблатом для удобства и быстроты снятия показаний,
- цифровые — с цифровой индикацией для безошибочного считывания.
Порядок отсчёта показаний штангенциркуля по шкалам штанги и нониуса:
- считают число целых миллиметров, для этого находят на шкале штанги штрих, ближайший слева к нулевому штриху нониуса, и запоминают его числовое значение;
- считают доли миллиметра, для этого на шкале нониуса находят штрих, ближайший к нулевому делению и совпадающий со штрихом шкалы штанги, и прибавляют его порядковый номер и цену деления нониуса (цена деления нониуса рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса), у наиболее распространенных штангенциркулей ШЦ-1 цена деления нониуса — 0.1 мм.
- подсчитывают полную величину показания штангенциркуля, для этого складывают отсчет по основной шкале (число целых миллиметров) и отсчет по шкале нониуса (долей миллиметра).
Виды штангенциркулей [ править | править код ]

- ШЦ-I — штангенциркуль с двусторонним расположением губок для измерения наружных и внутренних размеров и с линейкой для измерения глубин.
- ШЦК — (штангенциркуль с круговой шкалой). В выемке штанги размещена рейка, с которой сцеплена шестерёнка головки, поэтому показания штангенциркуля, отвечающие положению губок, читают по шкале штанги и круговой шкале головки по положению стрелки. Это значительно проще, быстрее и менее утомительно для исполнителя, чем чтение отсчёта по нониусу;
- ШЦТ-I — с односторонним расположением губок, оснащённых твёрдым сплавом для измерения наружных размеров и глубин в условиях повышенного абразивного изнашивания.
- ШЦ-II — с двусторонним расположением губок для измерения наружных и внутренних размеров и для разметки. Для облегчения последней оснащён рамкой микрометрической подачи.
- ШЦ-III — с односторонним расположением губок для измерения наружных и внутренних размеров.
- ШЦЦ — с цифровой индикацией (электронный).
По ТУ выпускается:
В 2014 году запатентовано устройство (Application RU2017120932U events: caliper marker)
Штангенциркуль типа ШЦРТ (приспособление разметочное ШЦРТ).
Уход [ править | править код ]
В условиях активной работы со штангенциркулем рекомендуется протирать его салфеткой, смоченной в водно-щелочном растворе, затем вытирать насухо, а по окончании работ — укладывать в чехол. Желательно не допускать при эксплуатации грубых ударов или падения инструмента во избежание изгибов штанги, а также царапин на измерительных поверхностях или их трения об измеряемую деталь.
Порядок поверки штангенциркулей определён ГОСТ 8.113-85 [2] .
Названия в разных языках [ править | править код ]
В английском языке нет отдельного слова «штангенциркуль», а подвиды оного определяются как разные подвиды штангениструмента:
- обычный штангенциркуль — Vernier caliper (так как нониус по-английски — Vernier scale);
- цифровой штангенциркуль — digital caliper;
- циферблатный штангенциркуль — dial caliper,
- Штангенциркуль типа ШЦРТ- caliper marker.
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
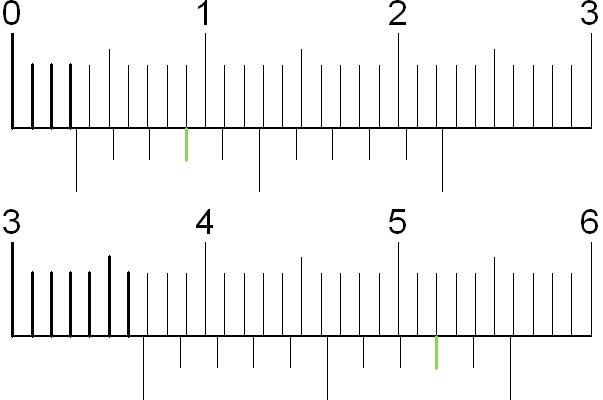
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
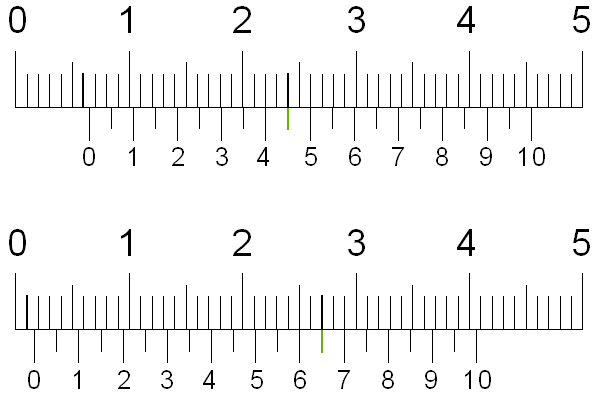
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
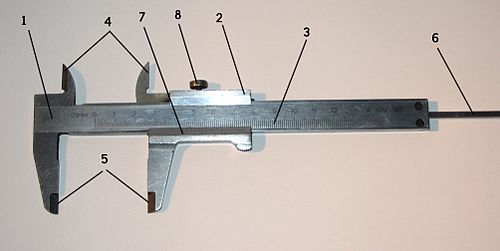
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
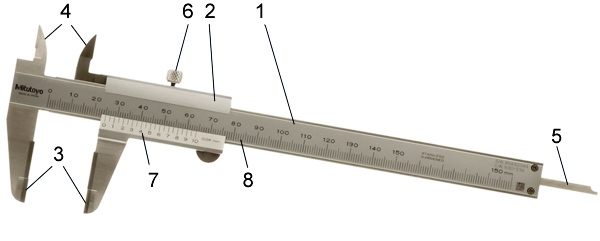
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров. Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д. Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом. Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги. В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Содержание: Скрыть Открыть

Микрометр – это прецизионный измерительный инструмент для определения точных размеров деталей. Точность ручного инструмента составляет 0,01 мм, а электронных достигает 2 микрон или 0,002 мм. Этого достаточно для выполнения особо сложных сборочных операций, изготовления деталей на металлорежущих станках и решения многих других задач в металлообработке и машиностроении. Главное – это правильно произвести замер и этому мы посвятим данную статью.
Как использовать микрометр

На рисунке выше представлено наименование основных узлов ручного микрометра. Также существуют инструменты с приборной круговой и электронной шкалой, но что касается правил замера то они идентичны, а процесс определения результата там гораздо проще, чем на ручном микрометре, достаточно лишь зафиксировать результаты приборов.
Конструкцию и процесс применения микрометра вы можете изучить по представленному ниже видео.
Сама схема замера достаточно простая, но необходимо точно соблюдать последовательность чтобы не исказить конечный результат:
- Установите замеряемую деталь между пяткой и микрометрическим винтом. Учтите, что максимальный ход винта составляет 25 мм. Поэтому размер детали не должен быть более чем на 25 мм меньше максимального расстояния между пяткой и винтом. Соответственно для микрометра М50 замеряемый размер должен быть не менее 25 мм.
- Держите инструмент за изолированную часть дуги. Иначе возможен нагрев корпуса и искажение результата.
- Понемногу вращайте барабан, пока винт не приблизится к поверхности замеряемой детали.
- Далее вращаем трещотку до упора по часовой стрелке, держась за нарезку. Винт окончательно считается зафиксированным при характерном звуке проворачиваемой трещотки.

- Фиксируем показатели верхней и нижней шкал на линейке, и круговой шкалы на барабане. Это необходимо для дальнейшего определения размера.
Как определить результат
Результат измерений определяется по показаниям трех шкал. Нижняя шкала на стебле показывает целые значения с ценой деления в 1 мм. По верхней шкале определяем половину миллиметра, цена деления 0,5 мм. Третья, круговая шкала с точностью 0,01 мм.

Пример определения размера микрометром М50:
- Берём минимальный измеряемый размер – 25 мм.
- Добавляем целое значение делений нижней шкалы, например 3 мм.
- Смотрим на верхнюю шкалу стебля. Если после нижнего значения 3 мм заметна верхняя риска, то добавляем ещё 0,5 мм.
- Снимаем показания с круговой шкалы нониуса. Допустим это число15, что означает 0,15 мм.
- Складываем полученные значения: 25+3+0,5+0,15=28,65 мм
Микрометры оснащены фиксатором, что позволяет определить размер детали и произвести сравнение другими деталями.
Проверка точности микрометра и особенности измерений
Можно проверить настройки инструмента, закрутив барабан и трещотку до упора, до соприкосновения с пяткой или с установочной мерой для других приборов. На нулевом положении 0-е значение круговой шкалы должно совпадать с центральной меткой на стебле.
Для прибора М25 с пределом измерений 0 до 25 мм винт должен упереться в пятку. Для других приборов используются установочные меры равные минимальному значению показаний. Так, для М50 с пределом 25-50 используется установочная мера равная 25 мм. При неточном совпадении шкалы с меткой стебель можно подкрутить специальным ключом.
Особенности применения микрометров:
- Перед проведением измерений необходимо чтобы деталь и прибор имели одинаковую температуру. Для этого они должны находиться в одном помещении не менее 3 часов.
- Замер необходимо производить в чистом окружении, прибор и деталь должны быть очищены от загрязнений.
- Определение размеров партии однотипных деталей рекомендуется производить одним прибором.
- Нельзя прикладывать чрезмерные усилия к трещотке и винту.
- Для получения максимально точного результата проведите несколько замеров.
Хранение и уход за прибором необходимо производить в строгом соответствии с требованиями производителя.


Отправить ответ