
Как отремонтировать сварочный инвертор своими руками
Содержание:
- 1 Как самостоятельно сделать ремонт
- 2 Принцип работы сварочного инвертора
- 3 Конструкция сварочного инвертора
- 4 Управление и защита
- 5 Почему инверторы выходят из строя
- 6 Основные неисправности сварочных инверторов
- 7 Порядок действий при проведении ремонтных работ
- 8 Как отремонтировать силовой блок инвертора
- 9 Инструменты для ремонта инвертора
- 10 Ремонт сварочных инверторов своими руками
- 11 Как правильно организовать ремонт сварочного инвертора
- 12 Восстанавливаем сварочный инвертор, полный курс выживания
- 13 Заключение

Предпосылки для проведения ремонта инвертора:
- Горение сварочной дуги сопровождается большим числом брызг от материала электрода. Такой дефект возникает при неправильном выборе тока, диаметра и типа электродов.
- Чрезмерное прилипание к свариваемым деталям. Данная проблема возникает из-за низкого уровня сетевого напряжения.
- При включенном инверторе и при световых индикаторах отсутствует дуга. Отсутствие объясняется наличием перегрева аппарата. Повреждение разъемов проводов сварочного аппарата.
- Отключается напряжение в сети во время сварки. Неправильно подключен автоматический выключатель.
- Инвертор не включается. Отсутствует, либо низкий уровень напряжения в сети.
Этапы проведения диагностики инвертора:
- Визуальный анализ транзисторов.
- Проверка на наличие неисправностей драйверов.
- Проверка работоспособности выпрямителей.
- Анализ работы управляемой платы.
Как самостоятельно сделать ремонт
Самое сложное при ремонте инверторных сварочных аппаратов – это выявление поломки в схемах управления, которая напрямую влияет на правильную работоспособность устройства.
Применяется осциллограф для проверки подачи сигналов с платы управления на ключи.
Видео о ремонте сварочного инвертора в двух частях.
Часть 1:
Часть 2:
В настоящее время инверторная сварка нашла широкое применение в самых разных областях. Эти аппараты считаются очень надежными и долговечными. Однако несмотря на все положительные качества, они иногда выходят из строя. В таких случаях при отсутствии специализированных мастерских, особую актуальность приобретает вопрос, как выполнить ремонт сварочного инвертора своими руками. Проведение подобного ремонта не является неразрешимой проблемой. Вполне достаточно основных знаний электротехники, конструктивных особенностей аппарата, а также основные методы и последовательность проведения ремонтных работ в соответствии с выявленными неисправностями.
Принцип работы сварочного инвертора
Традиционный инверторный аппарат по своей сути является источником постоянного тока, обеспечивающим зажигание и поддержку электрической дуги в процессе сварки металлических деталей и конструкций. Основным принципом работы устройства служит высокочастотная трансформация тока, обладающего значительной силой. За счет этого размеры трансформатора существенно уменьшаются, а выходной ток становится более стабильным и хорошо поддается регулировке.

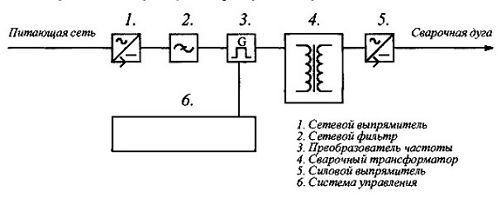
Получение тока с нужными параметрами происходит в несколько этапов:
- В начале поступающий из сети ток подвергается первичному выпрямлению.
- Далее, первичный постоянный ток трансформируется в ток с высокой частотой.
- С помощью высокочастотного трансформатора сила тока увеличивается, а величина напряжения соответственно уменьшается.
- В завершение, на выходе осуществляется вторичное выпрямления тока до нужного значения.
Для выпрямления тока используются диодные мосты с необходимой мощностью. Частота изменяется под действием транзисторов повышенной мощности. Получение необходимой силы тока на выходе обеспечивается с помощью трансформатора высокой частоты.
Конструкция сварочного инвертора
В состав стандартного инвертора входят несколько блоков. Среди них следует отметить блок питания, предназначенный для стабилизации входных сигналов. Схема данного элемента состоит из многообмоточного дросселя, управляемого с помощью транзисторов, а также конденсатора, в котором накапливается энергия. В дроссельной системе управления используются диоды. Блок питания как правило отделяется от других элементов и блоков специальной металлической перегородкой.
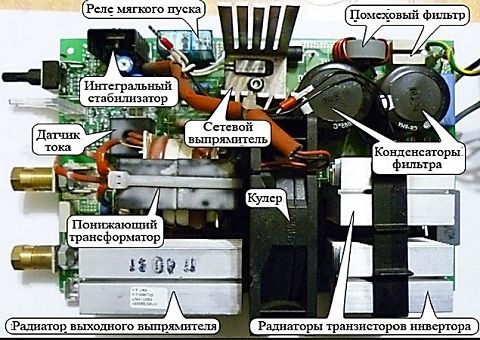
Основной деталью сварочного инвертора считается силовой блок. С его непосредственным участием происходит весь цикл преобразования, начиная от первичного тока, выходящего из блока питания, и заканчивая сварочным током на выходе. В состав силового блока входят платы первичного выпрямителя, инверторного преобразователя, трансформатора высокой частоты и вторичного выпрямителя.
Первичный выпрямитель изготовлен в виде диодного моста, на который происходит подача электротока, не превышающего 40 ампер. Чаще всего подается от 25 до 32 А. Значение напряжения составляет 200-250 вольт, а частота – 50 Гц. Конструкция инверторного преобразователя выполнена в виде мощного силового транзистора, рассчитанного на ток в 32 А, напряжение – до 400 В и мощность – не ниже 8 кВт. Выход сигнала из преобразователя имеет частоту от 50 до 55 кГц, максимально – 100 кГц.
Основой трансформатора высокой частоты служат обмотки из тонкой медной ленты, позволяющие увеличивать силу тока до 200-250 ампер. При этом напряжение во вторичной обмотке не превышает 40 вольт. В схему вторичного выпрямителя входят мощные диоды, рассчитанные на рабочий ток не ниже 250 ампер, с рабочим напряжением не более 100 вольт. Вся конструкция инвертора в обязательном порядке охлаждается радиаторами и вентиляторами. Выходной сигнал стабилизируется с помощью дросселя, установленного на выходной плате.
Управление и защита
Системы управления и защиты играют важную роль в обеспечении надежной и устойчивой работы сварочного инвертора. Основой блока управления служит задающий генератор с использованием специальной микросхемы или широкоимпульсный модулятор. Плата управления дополняется резонансным дросселем и резонансными конденсаторами в количестве от 6 до 10 единиц. Трансформатор обеспечивает каскадную систему управления.
Защитная схема чаще всего собирается на плате силового блока, обеспечивая защиту соответствующих частей и элементов. Защита от перегрузок осуществляется с помощью специальной платы, основой которой является микросхема 561ЛА7. Выпрямители и преобразователь защищаются путем использования снабберов, включающих в себя резисторы и конденсаторы К78-2. Для тепловой защиты элементов, установленных в силовом блоке, применяются термовыключатели.
Почему инверторы выходят из строя
Многие поломки и неисправности сварочных инверторов возникают в результате нарушений правил эксплуатации. Нередко внутрь устройства попадает влага, вызывая короткие замыкания. К негативным последствиям может привести пыль, концентрирующаяся внутри аппарата.
Инверторы очень часто выходят из строя при попытках выполнения работ, на которые они не рассчитаны. Это происходит из-за существенных перегрузок. Поломки нередко случаются в результате сильного падения сетевого напряжения, особенно при работе в загородных домах и в сельской местности. Критичным становится снижение напряжения до 190 вольт и более.

Поломка инвертора может быть вызвана некачественным креплением в контактных колодках входного или выходного кабеля. Ослабленные контакты в местах соединений приводят к появлению в этих местах зоны перегрева. В некоторых случаях наблюдается искрение.
Довольно частой причиной становится использование некачественных деталей при ремонте аппаратов и замене схем. Кроме того, в электрических схемах возникают повреждения, вызванные перегревом силовых элементов из-за недостаточного охлаждения.
Основные неисправности сварочных инверторов
Существуют определенные виды неисправностей, характерные именно для сварочных инверторов. Среди них в первую очередь нужно отметить следующие:
- Входное напряжение имеется, но ток на выходе устройства отсутствует. Чаще всего это происходит из-за перегорания предохранителей или нарушенной целостности цепей, которая может появиться в любом месте устройства.
- Сварочный ток на выходе не достигает нужного значения, несмотря на максимальные регулировки. Причиной может стать недостаточное входное напряжение, а также неисправности силового блока и потери в контактных зажимах.
- Инвертор самопроизвольно отключается, что указывает на наличие короткого замыкания в цепи или перегревание элементов, установленных в силовом блоке. В то же время защита срабатывает нормально, в том числе и аварийное отключение.
- Сварочная дуга нестабильная, сварочный ток отрегулировать невозможно. Подобная ситуация возникает из-за неполадок в блоке управления или силовом блоке.
- Работа инвертора сопровождается повышенным шумом. Это связано с возможными перегрузками и может вызвать поломку оборудования.
- Сбой в работе защитной системы инвертора, сопровождающийся сильным нагревом всего устройства.
Порядок действий при проведении ремонтных работ
Прежде чем выполнять ремонт сварочного инвертора, необходимо произвести внешний осмотр устройства. Визуально определяются механические повреждения корпуса, а также черные пятна и прожоги, указывающие на возможные короткие замыкания. Кроме того, проверяется качество крепления кабелей во входных и выходных контактных колодках.

В любом случае все имеющиеся зажимы подтягиваются с помощью отвертки или ключей. Работоспособность предохранителей проверяется тестером, неисправные элементы подлежат замене.
Если первичные действия не позволили устранить неисправность, то следующим этапом будет снятие крышки корпуса устройства. При снятой крышке выполняется осмотр внутреннего содержимого, чтобы выявить возможные обрывы электрических цепей и действия коротких замыканий. Далее, необходимо измерить значения входного тока и напряжения, а затем выполнить такие же замеры на выходе. Для проведения измерений применяется тестер или мультиметр. В случае отсутствия видимых неисправностей, целостность цепи проверяется путем поблочного контроля всех систем и частей аппарата. В начале проверяется блок питания, а после него все остальные блоки.
Как отремонтировать силовой блок инвертора
Силовой блок играет важную роль в обеспечении общей работоспособности сварочного инвертора. Поэтому его проверка осуществляется в первую очередь, сразу же после блока питания. Одновременно рекомендуется проверять и блок управления. Как правило неисправность силового транзистора сопровождается ярко выраженными следами повреждений в виде следов прогара, деформации корпуса и других признаков.
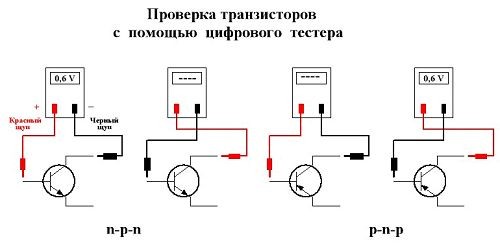
Если визуальный осмотр не дал положительных результатов, рекомендуется проверить транзистор с помощью мультиметра. В случае неисправности транзистора, он должен быть заменен. При установке нового транзистора на плату используется специальная термопаста марки КПТ-8. Другой причиной неисправности может стать драйвер, вышедший из строя. Данная микросхема является транзистором управления и проверяется омметром. При обнаружении неисправных деталей их нужно аккуратно отпаять от платы и заменить новыми.
Проверка диодных мостов также должна быть проведена, несмотря на более высокую надежность этих элементов по сравнению с транзисторами. Для того чтобы точно установить неисправность, диодный мост полностью снимается с платы и проверяется в том состоянии, когда все диоды соединяются друг с другом. Если значение сопротивления близко к нулевому, необходимо определять уже конкретный неисправный диод.

При замене диода следует помнить, что в инверторах как правило применяются быстродействующие элементы. Поэтому устанавливать нужно только аналогичные марки с такой же мощностью. Крепление радиатора охлаждения и соединение его с диодом должно выполняться при помощи теплопроводной пасты КПТ-8. В процессе ремонта блока управления проверяются параметры деталей, выдающих сложные виды сигналов. Этот фактор может вызвать проблемы с диагностикой в случае использования осциллографа. Поэтому такие ремонтные работы рекомендуется проводить с привлечением специалистов.
В случае неисправности термовыключателя, в силовом блоке не отключается аппаратура в случае перегрева. В первую очередь проверяется надежность его крепления к тому участку, где осуществляется контроль температуры. Если термовыключатель определяется как нерабочий, его нужно заменить.
Инструменты для ремонта инвертора
Для того чтобы выполнить ремонт сварочного инвертора своими руками потребуется: паяльник, мощностью 40-100 Вт, отвертка, плоскогубцы, кусачки, ключи и нож. Проведение измерений осуществляется с помощью амперметра, омметра и вольтметра, частотомера и осциллографа. Замеры, требующие высокой точности, выполняются штангенциркулем и микрометром.
Ремонт сварочных инверторов своими руками
Опубликовал: Артур Канапацкий 0 440 Просмотров
Разница между старым сварочным трансформатором и новым инверторным сварочником примерно такая же, как между первыми автомобилями «Даймлер Бенц» и современным «Мерседесом». Инвертор значительно легче своего неподъемного предшественника, имеет встроенные функции, о которых ранее можно было только мечтать, например, возможность контроля величины сварочного тока или функция предотвращения залипания электрода. Но у великолепно задуманной идеи есть существенный недостаток – электронная начинка выходит из строя значительно чаще, чем у «старичков», а ремонт инверторных сварочных аппаратов требует немалых знаний и навыков. Любая попытка отремонтировать оборудование вслепую, без подготовки, чревата пожаром или даже травмой.

Как правильно организовать ремонт сварочного инвертора
Разумеется, ситуации, когда электронный сварочный аппарат сгорает, как свечка, и не подлежит дальнейшему ремонту, случаются крайне редко. На практике ремонт сварочного аппарата может оказаться намного проще, чем казалось в первый момент. В 90% случаев из строя выходят силовые цепи, в 50% — чувствительные управляющие элементы схемы. Но чтобы выполнять ремонт инверторных сварочных аппаратов своими руками, мало одного желания, как минимум, потребуется следующее оборудование:
- Цифровой тестер или мультиметр, все равно какой, можно с функцией проверки транзисторов;
- Паяльная станция, можно самодельная, но обязательно с регулируемым по температуре феном и исправным низковольтным паяльником;
- Нагрузочный реостат.
Кроме перечисленного, для работы может потребоваться шприц для откачки припоя, кисточка, спирт, лупа, сильный фонарик, лампа накаливания с проводами, ну и, конечно, справочники для заказа запасных частей.
Совет! У большинства профессиональных ремонтников имеется в распоряжении осциллограф. Для ремонта электроники, по сути, незаменимая вещь, если дело касается проверки работы системы управления аппарата.
Не факт, что осциллограф потребуется для ремонта сварочного аппарата своими руками, но в особо сложных случаях без него просто не обойтись.
Восстанавливаем сварочный инвертор, полный курс выживания
Перед тем как раскрывать аппарат и вникать в детали поломки, необходимо выяснить у сварщика две основные подробности. Во-первых, необходимо выяснить, как и в каких условиях произошла поломка сварочного инвертора, и во-вторых, были ли попытки выполнить ремонт другими специалистами.
Проблема заключается в том, что «любители» нередко заменяют заводские детали первыми попавшимися под руку компонентами. Без схемы восстановить номинал и марку детали, что крайне важно для качественного ремонта сварочного аппарата, очень сложно.
Процесс восстановления сварочного аппарата выполняется в три этапа:
Нередко любительский ремонт сварочных аппаратов заканчивается проверкой, зажигается дуга или нет. Использование реостата позволяет проверить один из основных параметров работоспособности сварочного инвертора – способность к регулировке и подстройке сварочного тока под нагрузкой.


Перед тем как приступать к ремонту, нужно разобраться и выяснить для себя, как устроен аппарат, и в чем особенности его работы. Например, посмотреть типовую схему или блок схему, тогда станет понятно, что и где находится на плате.
Этап первый, определяем проблемы внешним осмотром платы
Чтобы получить доступ к внутренней начинке сварочного агрегата, необходимо освободить электронную плату от корпуса и сетевого шнура.
Совет! Если перед ремонтом аппарат включался в сеть для проверки, перед разборкой сварочного инвертора осторожно замкните выходные муфты под сварочные шланги с помощью пары проводов и обычной лампы накаливания 100-150 Вт. Это поможет избежать ударов током.
Для разборки нужно снять два-четыре винтовых или саморезных крепления корпуса и вытащить из и соединительных фишек провода. Для ремонта остается голая плата, утыканная электронными деталями. Первым делом осматриваем ее, стараемся выявлять критические для ремонта сгоревшие или поврежденные элементы, подгоревшие дорожки платы, черные резисторы и раздувшиеся конденсаторы.


В подавляющем большинстве случаев выходят из строя и подлежат ремонту следующие элементы платы сварочного аппарата:
- Балластное мощное сопротивление, разряжающее конденсаторы в силовом блоке схемы. Если питающий блок исправен, то при попытке включить сварочный аппарат конденсаторы моментально наберут немаленькую емкость и напряжение под 300В. Если в ходе ремонта, при отсутствии резистора, включить аппарат сварочный и случайно коснуться руками клемм, получите крайне болезненный удар током, почти как электрошоком;
- Полевые транзисторы-ключи. Их легко найти, они всегда установлены на массивных алюминиевых радиаторах. Если сгорело сопротивление, почти всегда требуется ремонт и замена как минимум одного из транзисторов;
- Если не регулируется сварочный ток, то, скорее всего, потребуется ремонт драйвера, одного из его каналов или операционного усилителя, входящего в схему управления.
Разумеется, приведенный перечень для ремонта является наиболее распространенным, но не исчерпывающим. Например, может сгореть термодатчик, следящий за перегревом сварочного аппарата, токовый трансформатор, работающий в паре с операционником, элементы входного диодного моста и многое другое. Поэтому ремонт сварочного аппарата необходимо начинать с прозвонки элементов по цепи.


Второй этап ремонта, проверяем цепи прозвонкой
В ходе ремонта нужно проверить самые нагруженные элементы платы. Переворачиваем ее тыльной стороной кверху и острыми щупами тестера, продираясь сквозь слой защитного лака, проверяем наличие короткого замыкания. Первоначально проверим, не пробит ли выпрямительный диодный мост на выходе. Ремонт диодов — довольно редкая вещь, если внутрь сварочного аппарата не попала вода или не произошло КЗ на шнуре. Аналогично меряем мост на входе.


После блока питания переходим к самым ответственным местам силовой части схемы. Это пара мощных конденсаторов и ключи на полевых транзисторах. Для ремонта необходимо установить наличие сопротивления между коллектором и эмиттером, или правильнее – переходы сток-сток, сток-затвор. В 99% случаев полевые транзисторы выходят из строя первыми, как результат — короткое замыкание между коллектором и стоком.


Кроме них, вторым кандидатом на ремонт и замену является драйвер платы сварочного аппарата. Но для его ремонта потребуются очень серьезные навыки и знания. Поэтому, если после замены транзисторов будут определены неисправности в каналах драйвера, лучше поручить его ремонт более квалифицированному специалисту.
Как проверить целостность драйвера
Забегая вперед, можно сказать, что после демонтажа ключей или полевых транзисторов потребность в ремонте драйвера первоначально определяют по состоянию опорных резисторов, соединяющих канал драйвера с затвором полевого транзистора — ключа. Для этого просто пальцем по плате проследим дорожку от места затвора до первого резистора. Проверяем его на обрыв, если сопротивления резисторов в каждом канале примерно совпадают, то на 99% можно считать, что устройство управления в рабочем состоянии.


В противном случае для ремонта сварочного аппарата придется обращаться к специалисту.
Простейший ремонт сварочного аппарата
Для ремонта агрегата потребуется снять старые транзисторы и заменить их новыми деталями. Каждый ключ крепится к массивному алюминиевому радиатору болтиком. После снятия болтов выворачивают саморезы крепления радиаторов. Для ремонта потребуется аккуратно выпаять полевой транзистор с помощью фена паяльной станции, делается это с максимальной осторожностью, чтобы не повредить дорожки и навесной монтаж. При выпаивании транзистор должен выйти без усилия, в противном случае поднимутся дорожки, и стоимость ремонта сварочного аппарата может подскочить в несколько раз. Место выпайки нужно освободить от припоя с помощью груши или шприца и очистить от пригорелого лака.


Перед установкой новых полевых транзисторов – ключей нужно выполнить ремонт балластного сопротивления. Вместо старого резистора, впаиваем новую деталь на 47 Ом, 10 Вт. Кроме того, прозваниваем конденсаторы и супрессоры, установленные по схеме на дорожках полевиков.
Чтобы продолжить ремонт, необходимо проверить форму и размер сигнала, приходящего по каждому каналу драйвера на затворы своего ключа — полевого транзистора. Перед тем как подключить осциллограф, между стоком и затвором рекомендуется выполнить навеску в виде конденсатора в несколько сот пикофарад, тем самым имитируется емкость затвора транзистора. Такой способ позволяет в ходе восстановления платы сварочного аппарата оптимальным образом нагрузить каждый канал драйвера, поэтому сигнал приходит в том виде, в котором он существует в реальных условиях при проведении сварочных работ.


После напайки конденсаторов подключаются щупы осциллографа, и включается питание платы сварочного аппарата.


Форма сигнала подтверждает, что ремонт выполнен правильно, на затворы транзисторов приходит сигнал от драйвера нужной формы и величины.
Осталось только закрепить новые полевые транзисторы с нанесенной теплоотводящей пастой на алюминиевых радиаторах. Радиаторы устанавливаются на плату, а ножки транзисторов поочередно запаиваются. Восстановление сварочного аппарата практически закончено, осталось только испытать устройство.




Заключение
Для этого подключаем к выводным контактам платы сварочного аппарата лампу на 40 Вт и включаем ее, если лампа загорелась вполнакала, значит, восстановление выходных цепей выполнено успешно. Чтобы удостовериться в полной работоспособности аппарата, к муфтам сварочных шлангов подключают реостат и тестером измеряют напряжение на выходных клеммах. Если поворотом ручки напряжение на клеммах муфты плавно меняется от 60 В до 10 В, значит, аппарат полностью исправен, в противном случае нужно менять операционный усилитель в цепи регулировки.


Отправить ответ