
Как показывается сварка на чертеже
Содержание:
Техническая документация — это своеобразная книга для конструкторов, проектировщиков, инженеров, мастеров и рабочих. Составляется (пишется) по определенным правилам и требованиям. Это требуется для правильного понимания изложенной информации. Одна из областей технического текста — обозначение сварных швов на чертежах.
Что такое сварной стык
Сварочный процесс — технологическая операция образования монолитного соединения. Зона, где происходило расплавление и застывание материала стыкуемых деталей, называется сварным швом.
Сварной стык подразделяется:
- Стыковой. Соединение образовано по торцевым поверхностям деталей. Осуществляется с обработкой кромок и без оного. Маркировка «С».
- Нахлесточный. Плоскости деталей параллельны друг другу и частично заходят одна на другую. Маркировка «Н».
- Тавровый. Торец детали примыкает к плоскости другой детали под углом. Шов располагается вдоль стыка. Маркировка «Т».
- Угловой. Основные плоскости стыкуемых деталей в зоне сварки расположены под углом друг к другу. Маркировка «У».

- Торцовый. Полуфабрикат прижат боковыми поверхностями. Шов образован наплавлением металла на торцы изделий.
- Односторонний. Наплавление осуществляется с одной из сторон соединения (стыка).
- Двусторонний. Обработка происходит с двух сторон.
Необходимость обозначения сварки
Любая конструкция состоит из отдельных деталей (узлов), соединенных между собой тем или иным способом. Один из них — сварка. Стык обладает своими характеристиками, влияющими на работоспособность изделия в целом.
Обозначение сварки на чертеже — это пояснение способа стыковки, формы шва и его геометрические параметры, способ выполнения и другая дополнительная информация. Грамотный инженер почерпнет дополнительные сведения:
- о прочности — соединение сплошное или прерывистое; кроме этого, в зоне шва образуются термические напряжения;
- о размерах и форме наплавленного металла;
- герметичности стыка;
- время выполнения соединения — до монтажа или в его процессе, и другое.
Расшифровка технической аббревиатуры
Изучение обозначения сварного шва на чертеже можно выполнить двумя способами:
- начать с азов — чтения специальной литературы, в том числе ГОСТов (аналог — изучение букв по Азбуке);
- пойти от обратного, то есть начать с рассмотрения примеров как обозначается сварка на чертежах, с постепенным углублением своих знаний.
Примеры
Маркировка сварочного стыка регламентируется ЕСКД. В нее входит:
Пример 1.

 стыковку производить при подгонке полуфабриката на месте монтажа;
стыковку производить при подгонке полуфабриката на месте монтажа;- ГОСТ 5264-80 — регламентирующий документ; обозначает, что соединение осуществлено посредством электродуговой сварки;
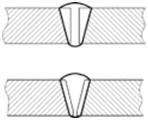
- С 13 — стык с изогнутой фаской на одном скосе;
 произведено снятие усилия (термического внутреннего напряжения) с двух сторон;
произведено снятие усилия (термического внутреннего напряжения) с двух сторон;- лицевая сторона отшлифована до чистоты поверхности Rz20; обратная сторона — до Rz80.
По ГОСТ, сварной стык обозначается в технической документации выносной стрелкой:

Расположение надписи сверху стрелки, ниже ее или с обеих сторон показывает на расположение соединения:
- с лицевой части детали;
- с обратной (невидимый стык);
- двусторонняя обработка.


Надпись и стрелка обозначают обратную (закрытую) или лицевую часть, соответственно.
Пример 2.

- Выполнен с одной стороны, с загибом края, разомкнутый контур, по нормативам ГОСТ 5264-80, электродуговая сварка.
Пример 3.

- — соединение произведено по сплошной линии в виде кольца;
- ГОСТ 17771-76 — сварка в облаке газов;
- Т3 — тавровый стык с обработкой каждой из сторон; разделка кромок отсутствует;
- УП — газообразная окись углерода, расплавляемый электрод;
- 6 — величина катета сварочного стыка 6мм;
- Периодическое исполнение с проваренным сплошным участком 50мм в шахматном порядке (Z), шаг 100мм.
Маркировочные знаки условно чертят над (под) полочкой выносной стрелки:

- поз. 1 — (
 , ) дополнительное обозначение монтажных условий, замкнутость шва;
, ) дополнительное обозначение монтажных условий, замкнутость шва; - поз.2 — ГОСТ, норматив на вид, конструкцию части элемента стыка;
- поз.3 — маркировка буквами и цифрами по регламентирующей документации;
- поз.4 — дефис;
- поз.5 — варианты сварных связок (ручная электродуговая — Р, на автоматическом оборудовании — А, механическая с применением флюса — П, в среде инертных газов — П3, электрошлаковая — Ш ) могут не указываться;
- поз.6 — , размеры катета в мм;
- поз.7 — величина прерывистого соединения в мм;
- поз.8 — дополнительные знаки, кроме , ;
- поз.9 — показатель чистоты поверхности шва по Rz при его механической обработке.
Применяемые вспомогательные знаки
- — применяется при требовании о выравнивания поверхности стыка;
 — обеспечить сглаженный переход на основную поверхность посредством механической шлифовки подтеков металла и неровностей;
— обеспечить сглаженный переход на основную поверхность посредством механической шлифовки подтеков металла и неровностей;
 — неразъемное соединение выполняется по разомкнутому контуру;
— неразъемное соединение выполняется по разомкнутому контуру;
- , — стык выполнен в виде замкнутого сплошного контура;
- — сварочную операцию произвести при подгонке детали по месту;
 — прерывистое соединение с периодическим типом месторасположения сварочной ванны;
— прерывистое соединение с периодическим типом месторасположения сварочной ванны;
 — разрывной стык, шахматное расположение сварной ванны.
— разрывной стык, шахматное расположение сварной ванны.
Обозначение сварки (выдержки из нормативной документации) по отличающимся способам операций (ручной электродуговой, аргоновой) сведены в таблицу:

Способы выполнения сварочного шва отражены в ГОСТ:
- А — стыковка посредством автоматики с флюсом при отсутствии подкладки, подушки, без предварительного шва;
- Аф — сварка на автомате с использованием флюса и подущки на его основе;
- ИН — стыковка осуществляется посредством тугоплавкого электрода из вольфрамового сплава в облаке газов без добавления дополнительного материала;
- ИНп — стыковка производится электродом из вольфрама в облаке инертных газов с добавлением добавочного материала;
- ИП — применение расплавляющегося электрода в облаке газов;
- УП — соединение в среде окиси углерода посредством расплавляющегося электрода.

В целом, расшифровывать и читать обозначение сварных швов в документации почти тоже самое, что учиться читать по Азбуке или Букварю. Требуется запомнить регламентирующие документы (ГОСТ) и грамотно расшифровывать обозначения, приведенные на чертежах.
Сварка является одной из распространённых технологий обработки металлов. Сварка широко применяется во многих направлениях производства, для получения неразъемных соединений. Изделие, изготавливаемое с применением сварки, имеет меньшей вес, проще в изготовлении, более надёжное по сравнению с другими видами соединений, может быть выполнено в значительно более короткий срок, с меньшей затратой материалов и средств.
У сварных соединений имеется несколько типов, которые определяются взаимным расположением деталей, подвергаемым сварке. Основными видами сварных соединений являются: стыковое соединение, тавровое, торцовое, угловое, и сварка внахлёст.
| Характеристика шва | Поперечное сечение шва | Условное обозначение шва на чертеже |
|---|---|---|
| Шов с лицевой стороны | Шов с оборотной стороны | |
Двусторонний шов стыкового сварного соединения с криволинейным скосом одной из кромок, выполняемый дуговой сваркой вручную при монтаже изделия. Усиление снято с обеих сторон. Значение шероховатости шва с лицевой стороны составляет Rz 20 мкм , а с оборотной стороны Rz 80 мкм .



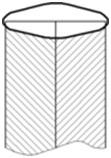
Двусторонний шов углового соединения без скоса кромок, который выполняется автоматической сваркой по замкнутой линии с подачей флюса.



Сварной шов углового соединения со скосом прилегающих кромок, выполняемый электрошлаковой сваркой с проволочным электродом. Катет шва равен 22 мм .



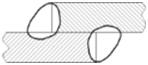
Соединение, выполняемое дуговой сваркой внахлестку точечным швом, в инертном газе с применением плавящегося электрода. Расчетный диаметр точки составляет 9 мм . Расположение точек в шахматном порядке с шагом 100 мм . Шероховатость должна соответствовать Rz 40 мкм . Усиление снять.



Односторонний шов соединения встык без скоса кромок, выполненный на оставляемой подкладке с использованием нагретого газа и присадки.



Соединение одиночными сварными точками, выполняемое дуговой сваркой с использованием флюса. Диаметр электрозаклёпки равен 11 мм . Усиление должно быть снято. Шероховатость обработанной поверхности должна соответствовать Rz 80 мкм .


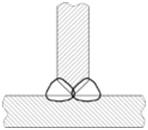
Двусторонний шов таврового соединения без скоса кромок, выполняемый в шахматном прерывистом порядке, ручной дуговой сваркой в защитных газах неплавким электродом по замкнутой линии. Катет шва равен 6 мм . Длина провариваемого участка 50 мм с шагом 100 мм .



Соединение внахлестку, образуемое одиночными сварными точками, выполняется контактной точечной сваркой. Расчетный диаметр используемой точки 5 мм .



Прерывистый шов соединения внахлестку, выполняемый специальной контактной шовной сваркой. Длина провариваемого участка 50 мм с шагом 100 мм при ширине шва 6 мм .


Односторонний шов соединения внахлестку без скоса кромок, выполняется полуавтоматической дуговой сваркой в защитных газах плавким электродом. Шов проваривается по незамкнутой линии с катетом 5 мм .
Железо повсеместно используется при строительстве и производствах. Для соединения используется сварочный стык, к сегодняшнему дню возможно производить до 150 видов работ. Для грамотного выполнения конструкции, перед началом работ, используют чертежи, включенные в состав системы конструкторской документации. Регламентом определены основные требования к конструкциям сварочных соединений.

Что такое сварной стык
Процесс сварки изделия подразумевает замыкание деталей за счёт температурного воздействия. Расплавление металла на определенном участке, а затем место его застывания именуется сварным швом.

Существует разнообразие сварных швов, маркируемое ГОСТом при соответствии со стандартом чертежей по сварке.
- Стыковое соединение маркируется буквой «С», образовывается объединение торцевых поверхностей изделия, обрабатываются кромки.
- Нахлёстанный способ применяется при возможном наложении деталей друг на друга, маркируется как «Н».
- Стыкуемые детали располагаются плоскостями по отношению друг к другу под углом, обозначается «У» в технической документации.
- Торцовые швы используются путем нахлеста слоя металла к торцам изделий.
Выполнение работ происходит как при одностороннем порядке, так и двухстороннем, когда деталь обрабатывается с обеих сторон. Качество стыковки путем сварки влияет на срок службы используемой детали. Условные обозначения сварных соединений содержат подробную информацию о параметрах ширины, выпуклости и т.д.
Протяженность указывается как сплошное, прерывистое соединение. Сварной шов, изготовленный прерывистым способом не дает полной герметичности конструкции, однако выполняется при труднодоступных соединениях. Шов по незамкнутой линии обозначается как дополнительное условие в чертежах, используется при ясном расположении на схеме.
Необходимость определения сварки
Геометрические параметры, форма шва отмечается для определения типа конструкции в чертежах. Способ сварных работ влияет на характеристики изделия, его герметичность и прочность. Перед производством стыковых объединений необходимо изучить все необходимые параметры согласно проекту.
Обозначение сварки происходит по основным параметрам:
- Размеры и форма металла, наплавленного сварным способом.
- Тип стыковки обозначается прерывистым либо сплошным, термические напряжения, образуемые в зоне стыка.
- Герметичность сварного сращивания определяется при назначении, типе конструкции.
Выполнение изделие контролируется отделом качества, при соответствии с параметрами. Замеры готовой продукции происходят при соответствии с техническими условиями и обозначениями сварных швов на чертежах.
Полное обозначение шва на чертежах
Полное указание согласно ГОСТу включает в себя полную информацию. Схематично отображаются дополнительные знаки, прописывается метод соединения, наименование и артикул шва. Чертеж включает в себя стрелку, которая указывает на линию шва. Отображение может использоваться с применением полки для дополнительной информации. Над полкой отображается информация или условное обозначение в случаях видимого шва, когда сварочный стык невидим, позиционирование устанавливается под полкой.

Виды сварных соединений и структура их обозначения
Лицевой стороной изделия принимается часть, с которой необходимо производить сварку. Штриховой линией описывается невидимый стык при лицевом отображении детали. Информация чертежа должна включать буквенные и цифровые сочетания, указывающие принадлежность к виду, форме сварного стыка. Способы креплений выражаются буквами:
- А – автоматический способ, применяемый с флюсом без проставок, под варочных работ;
- Аф – Использование флюсовой подушки при автоматической сварке;
- ИН – Метод сварки электродом в инертных газах, без применения вспомогательного материала;
- ИП – происходит стыкование плавящимся электродом в среде инертных газов;
- УП – Плавящийся электрод используется совместно с углекислым газом.
Чертежи включают в себя обозначение процесса, наименование типа стяжки и другие параметры.
ГОСТы
Стандартами ГОСТов называется тип и параметры сварного соединения на чертеже. Используется во всех видах промышленности, строительства как единый стандарт к обозначению. ГОСТ 2.312-72 указывает тип производимых стыковым способом изделий вне зависимости от сферы применения. Для корректного процесса требуется запомнить основные выражения инструкций.

Схема обозначения сварных швов на чертежах по ГОСТ
Возможные упрощения или сокращения запрещены, однако имеют место при некоторых случаях:
- Проект, содержащий конструкцию параметров по одному стандарту может содержать таблицу и наименованиями точке соединений.
- Обозначение линиями без выноски или полок возможно при случаях одинакового отображения положения детали чертежом (лицевой или обратной стороны).
- В условиях симметричности отображенного изделия допускается обозначить швы только одной части.
- В технических требованиях возможно указать запись по определению мест и способов сварки, а также выноску одинаковых требований.
Вспомогательные знаки
Отображение вспомогательных знаков для обозначения сварных швов производится для более точной информации, предназначения работ. Примеры знаков:
 — Сварной шов, выполнение которого происходит при монтаже изделия;
— Сварной шов, выполнение которого происходит при монтаже изделия; — Исполнение производится по замкнутой линии;
— Исполнение производится по замкнутой линии; — Стык по незамкнутой линии сварки;
— Стык по незамкнутой линии сварки; — Шахматное расположение прерывистого шва;
— Шахматное расположение прерывистого шва; — Требование к выпуклости, которую необходимо снять после выполнения работ;
— Требование к выпуклости, которую необходимо снять после выполнения работ; — Неровности обрабатываются переходом к металлу.
— Неровности обрабатываются переходом к металлу.
Структура обозначения
Наименование происходит в последовательности стандартов, по которым выполняются сварные процессы.

Применяется как выноска к образцу изделия, состоит из следующих параметров:
- Вспомогательные знаки, обозначают дополнительные действия со стяжками при сварке.
- Стандарт, обозначаемый по ГОСТу.
- Обозначение по стандарту, в зависимости от типа конструктивных элементов или соединений.
- Разделение на подкатегории по стандарту происходит знаком «дефис».
- Способ сварки, подразделяющийся на автоматическую, механизированную под флюсом или электродом, а также электрошлаковую.
- Размеры катета и его выражения при соответствии с элементами конструкции.
- Дополнительные параметры.
- Вспомогательные знаки, состояние шероховатости готового изделия.
Примеры и расшифровка швов на чертеже
Для полного представления, как происходи работа со стыками по чертежу, необходимо рассмотреть несколько примеров.

Соединение таврового типа
Соединение таврового типа, располагающиеся в шахматном порядке по ГОСТ 14806-80. Способ сварки – дуговая, ручная в защитных газах металлическим электродом. Длина проваренного участка должна составлять 50 см, шаг 100 мм, катет шва применяется 6 мм.

Односторонний стык внахлест
Односторонний стык внахлест, без скашивания рамок по ГОСТ 14806-80 выполняется полуавтоматической дуговой сваркой с применением защитных газов, плавящегося электрода. Обозначена работа по замкнутой линии, катет 5 мм. При тех случаях, когда проектом указываются одинаковые наименования, описывать каждую сторону необязательно, достаточно использовать информацию с одной стороны.



Односторонняя стяжка стыкового соединения без применения скоса кромок, прокладке. По ГОСТ 16310-80 выполняется нагретым газом с присадками. Лицевая сторона имеет указание стыка с лицевой части непрерывной линией, для более понятного режима работы.
В работе конструктора на сегодняшний день имеется масса программных продуктов, инструментов. Использование программ для чертежей сварных стяжек позволяет сократить время на разработку, за счет автоматизации процесс.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.


Отправить ответ