
Как правильно паять пластиковые трубы для отопления
Содержание:
- 1 Виды пластиковых труб, соединяемых пайкой
- 2 Суть процесса и способы пайки полимерных труб
- 3 Инструмент для соединения труб отопления из полимеров
- 3.1 Инструмент для диффузионного способа монтажа полимерных труб
- 3.2 Сварочный аппарат для соединения пластиковых труб
- 3.3 Устройство трубного паяльника
- 3.4 Характеристики аппарата для сварки пластиковых труб
- 3.5 Ножницы для резки полимерных труб
- 3.6 Инструмент для зачистки пластиковых труб
- 3.7 Инструмент для электрофитингового монтажа пластиковых труб
- 3.8 Сварка пластиковых труб холодным способом
- 4 Выполнение соединений полимерных теплопроводов
- 5 Заключение
- 6 Виды труб, соединяемых пайкой
- 7 Необходимые инструменты и материалы для пайки
- 8 Советы по выбору и эксплуатации трубного паяльника
- 9 Суть процесса и способы пайки
- 10 Пошаговая инструкция по пайке пластиковых труб
- 11 Частые ошибки
- 12 Советы специалистов
Полимерные трубы для устройства отопительного водопровода используются уже не один десяток лет. Достоинств у них много, в том числе простота технологий соединения, которые получаются прочными и долговечными. Высокое качество соединения полимерных труб, а именно, герметичность стыков, обусловлено особенностями полимерного материала и технологией монтажа, основанной на этих особенностях. Процесс соединения фрагментов трубопровода отопления, который в обиходе называют пайкой или сваркой, технически доступен самостоятельному исполнению и не требует дорогостоящего инструмента. Поэтому монтаж пластиковых трубопроводов часто производят собственными силами, приобретая навыки пайки по ходу выполнения работ.
Чтобы эти навыки приобретались легче и с меньшими ошибками, рассмотрим процесс пайки полимерных изделий подробнее.
Виды пластиковых труб, соединяемых пайкой
Из пластика изготавливаются следующие виды полимерных труб:
- полиэтиленовые (РЕ);
- из сшитого полиэтилена (РЕ-Х);
- из полиэтилена повышенной термостойкости (PE-RT);
- полипропиленовые (РР);
- полибутеновые (РВ);
- из поливинилхлорида (аббревиатура кириллицей — ПВХ);
- стеклопластиковые;
- из металлопластика.
Из перечисленных материалов для монтажа отопительной системы пригодны полипропилен, сшитый полиэтилен, полиэтилен высокой термостойкости, полибутен и металлопластик. А из этих пяти термостойких видов материала лишь три можно соединять с помощью пайки.
Трубы под пайку для отопления:
- полипропиленовые (РВ);
- из полиэтилена повышенной термостойкости (PE-RT);
- полибутеновые (РВ).
Технология сварки этих видов трубных изделий имеет как общие для всех материалов составляющие, так и индивидуальные, присущие только одной разновидности, особенности.
Суть процесса и способы пайки полимерных труб
Сварка полимерных труб используется для соединения фрагментов трубопровода между собой, врезке в контур отопления запорной арматуры, измерительной, контролирующей и предохранительной аппаратуры. Соединение стыков этих составляющих системы отопления выполняется тремя способами, каждый из которых по сути технологии находится ближе к пайке или сварке, но для простоты может называться обоими терминами:
- диффузионный – способ соединения приложением усилия сдавливания при повышенной температуре без использования припоя (сварка);
- электрофитинговый – от диффузионного отличается только конструкцией фитингов и автоматизацией процесса (сварка);
- холодный – соединение фрагментов с использованием промежуточного вещества, припоя (пайка).
Первые два метода заключаются в проникновении молекул соединяемых поверхностей друг в друга при сжимающей нагрузке после разогрева их до определённой температуры, что характерно для сварки.
Холодный способ заключается в механической подготовке, очистке соединяемых поверхностей, нанесении на них сварочной массы и соединении изделий с кратковременной фиксацией в рабочем положении, необходимой для схватывания припоя – элемента процесса пайки.
Последний способ соединения отличается меньшей степенью надёжности, но удобен при монтаже фрагментов в труднодоступных местах.
Инструмент для соединения труб отопления из полимеров
Для каждого способа монтажа пластиковых трубных изделий существует определённый набор инструментов, основных и вспомогательных. Без некоторых из них, вспомогательных, можно обойтись, заменив их схожими по назначению.
Инструмент для диффузионного способа монтажа полимерных труб
Для выполнения диффузионного соединения трубной продукции из пластика также необходим комплект инструментов, каждый из которых предназначен для определённой операции. Рассмотрим эти приспособления, расположив в списке в сторону уменьшения степени значимости.
Сварочный аппарат для соединения пластиковых труб
Так называется специальное электрическое сварочное устройство, в обиходе более известное как трубный паяльник или утюг.
По форме корпуса и платформы паяльники подразделяются на мечевидные и цилиндрического исполнения, и дело не только в визуальном различии.

Аппараты мечевидного исполнения в бытовом применении распространены больше, так как устройство насадок на таких моделях отличается простотой, и цена инструмента в связи с этим ниже.
Паяльники с корпусом цилиндрической формы более компактны, конфигурация их насадок сложнее, а фиксация жёстче. Кроме того, рабочая температура цилиндрических утюгов стабильнее – её перепады между циклическими включениями и выключениями меньше по значению. Поэтому стоимость такого инструмента выше, и его используют в основном профессионалы.

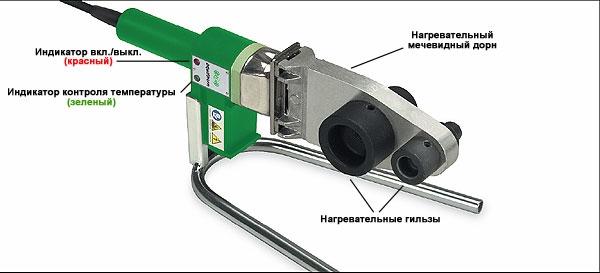
Устройство трубного паяльника
Аппарат для пайки полимерных труб состоит из следующих элементов:
- корпус с рукояткой;
- литая платформа треугольной (мечевидной) или цилиндрической формы с возможностью крепления насадок;
- термоэлектронагреватель (ТЭН) внутри литой платформы;
- терморегулятор;
- покрытые тефлоном съёмные насадки под различные диаметры труб;
- индикаторные лампы нагрева и готовности инструмента к работе;
- штатив для установки на горизонтальной поверхности;
- электрический шнур питания.

Характеристики аппарата для сварки пластиковых труб
Основной параметр трубного паяльника – мощность, так как она определяет:
- наибольший диаметр свариваемых данным аппаратом полимерных труб;
- скорость нагрева утюга;
- производительность – как следствие предыдущих факторов.
Однако при покупке устройства для бытовых нужд не следует руководствоваться принципом «мощнее – лучше». В данном случае невостребованный избыток мощности – это излишние траты в виде более высокой стоимости устройства и не рационального расхода электроэнергии. Оптимальная мощность паяльника для бытовых нужд определяется простым расчётом: максимальный диаметр используемых труб в мм умножают на 10 и получают минимальное значение в ваттах, к которому нужно прибавить 10%. Например, для сварки полипропиленовых труб диаметром 40 мм нужен утюг минимальной мощности в 400 Вт. Если учесть, что в частном доме пластиковые трубы диаметром более 60 мм при устройстве отопления не используются, то для выполнения сварки оптимальной мощностью аппарата будет величина в 700 Вт.
Если же учитывать вероятность выполнения сторонних заказов, то необходимо приобретать более мощный утюг (1,5 – 1,8 кВт), с помощью которого можно выполнять соединение труб диаметром 100 мм и более.
Приблизительные величины мощности инструмента с привязкой к диаметру труб:

Таким образом, мощность сварочного аппарата и диаметры насадок к нему – взаимосвязанные факторы.
Важно! Приобретая к утюгу в наборе дополнительные насадки большего диаметра, необходимо делать это с привязкой к мощности инструмента.

Кроме диаметра, насадки характеризуются ещё и исполнением – величиной теплопроводности (выше – лучше), а также толщиной и качеством тефлонового покрытия. Визуально определить это невозможно, но поможет опыт использования утюгов другими мастерами – хорошо зарекомендовавшие себя модели среди профессионалов достаточно известны, при покупке необходимо только проконтролировать отсутствие механических повреждений тефлона. Что касается неофициального рейтинга стран-производителей трубных паяльников, то выглядит он так:
Для профессионального использования лучше приобретать инструмент первых двух позиций, производительный и долговечный. Для эпизодического применения подойдёт китайская и турецкая продукция. Российские изделия находятся на границе между бытовой потребностью и профессиональным применением, и при правильном выборе мощности также прослужит долгие годы.
Ножницы для резки полимерных труб
Этот инструмент упрощённо называют трубными ножницами, труборезом или трубным резаком. Труборез обеспечивает быструю резку полимерных изделий без приложения значительных усилий, выполняя кромку реза без заусенцев, что упрощает подготовку трубы к сварке.
Существует 4 разновидности этого инструмента, перечисленные ниже в порядке возрастания сложности конструкции и стоимости:
- прецизионные ножницы с механизмом-трещоткой – простой и удобный в использовании инструмент, различающийся максимальным диаметром разрезаемых труб (до 42 и до 75 мм в диаметре);
- автоматический трубный резак в форме пистолета – сходный с предыдущим по принципу действия инструмент, но требующий приложения меньших усилий, универсальный для диаметров труб и удобный для резки-демонтажа зафиксированного на стене трубопровода одной рукой;
- роликовый труборез – очень удобное в применении приспособление, осуществляющее резку трубы прокатом её по дисковому лезвию;
- трубный резак-гильотина – инструмент с ручным или электрическим приводом, выполняющая резку зафиксированной в зажиме трубы.

Инструмент для зачистки пластиковых труб
Если предстоит сваривать полимерную трубу, армированную алюминиевой фольгой, то армирующий слой необходимо удалить, иначе монолитность сварочного стыка не будет достигнута и герметичность соединения будет близка к нулевой.
Инструмент для этой подготовительной процедуры называют шейвером, зачистной муфтой или по названию операции – зачисткой, и производится он для двух видов армирования.
Если армирование фольгой расположено близко к поверхности, то на срез трубы надевается шейвер другой модели, который при вращении своим расположенным внутри лезвием удаляет верхний слой изделия вместе с алюминием и торцует срез.

Если же армирование выполнено в толще стенки, то фольга на определённую глубину удаляется из паза расположения между полимерными слоями. Такая обработка стыка перед сваркой выполняется другим видом зачистной муфты.

Из остального инструмента, необходимого для сварки полимерных изделий, можно упомянуть мерную рулетку и маркер для нанесения мерных рисок.
Инструмент для электрофитингового монтажа пластиковых труб
Основным инструментом и одновременно деталью монтажа в этом случае является электрофитинг – один из соединительных элементов (муфта, отвод, тройник), внутри которого конструктивно присутствует электронагревательный элемент с выведенными наружу контактами. Поэтому описание инструмента одновременно является и краткой инструкцией по применению этого оборудования.

Соединяемые фрагменты вставляются в электрофитинг и фиксируются в специальном приспособлении, после чего на контакты фитинга подаётся через реле времени напряжение от специального сварочного аппарата. Нагрев элемента внутри электрофитинга вызывает расплавление полимера контактных поверхностей и прочное их соединение через фитинг.
Достоинство способа — простота технологии и высокая производительность монтажа, что важно при выполнении больших объёмов работ.
Недостаток – высокая стоимость аппарата сварки и электрофитингов соединения, что обуславливает непопулярность этого способа пайки в домашних условиях.

Сварка пластиковых труб холодным способом
Холодная пайка труб отопления из полимеров производится с применением специальной сварочной массы (припоя, клея). В состав припоя входят компоненты, размягчающие верхний слой материала контактных поверхностей склеиваемых деталей.
Поверхности труб очищают и обезжиривают, после чего подготавливают припой — в зависимости от консистенции исполнения, перемешивают или размягчают, разминая вручную.

Затем сварочная масса наносится на контактные поверхности, и изделия соединяются. Соединение фиксируется в рабочем положении приблизительно в течение полуминуты (срок фиксации указан в инструкции по применению), после чего стык отпускают, но окончательную прочность он наберёт по истечении суток.

Соединение полимерных труб методом холодной сварки по прочности не уступает диффузионному методу, но имеет низкую термостойкость, поэтому не используется для отопления — только для монтажа систем холодного водоснабжения, что, естественно, является недостатком.
Достоинство – простота исполнения, не требующая приобретения специального электронагревательного инструмента.
Выполнение соединений полимерных теплопроводов
Рассмотрим технологию выполнения наиболее распространённого вида соединения пластиковых труб – диффузионной сварки, для чего распишем последовательность пайки труб отопления из полипропилена – в силу высоких характеристик широко востребованного сегодня полимерного материала.
Рулеткой отмеряют нужную длину трубы, и в месте реза маркером наносится риска. Трубными ножницами производится контрольный рез не нужного куска материала для проверки остроты инструмента и качества кромки реза. Затем труборезом отрезают нужный фрагмент, и торец трубы обрабатывают торцевателем – удаляются заусенцы, фольга и выполняется наружная фаска.

Важно! Линия реза трубы диаметром до 50 мм выполняется перпендикулярно оси трубы. При диаметре более 50 мм торец подрезается под углом в 35-40% для предотвращения смятия трубы при вставке в фитинг.
Выбирается нужный фитинг:
- Фитинг и торец трубы проверяются на отсутствие дефектов, их контактные поверхности обезжириваются. На трубе наносится ограничительная риска маркером, обозначающая глубину вхождения её в фитинг – на 1 мм меньше, чем до упора (чтобы сохранить диаметр просвета трубы). На соединяемые детали наносится также метка оптимального расположения относительно друг друга.
- Пара насадок нужного диаметра примеряется к свариваемым деталям, обезжиривается и устанавливается на платформу трубного паяльника. Паяльник устанавливается в удобном для работы месте, на нём выставляется нужное значение температуры нагрева (240-260 град.), и утюг включается в сеть.

- По готовности аппарата к работе (срабатывание термостата дважды) на дорн надевается фитинг, после чего в гильзу вставляется торец трубы (именно в такой последовательности – стенки изделий имеют разную толщину). Если посадка деталей плотная, то допускается их небольшое осевое проворачивание.

- По истечении необходимого для прогрева времени детали снимаются с насадок (в обратной последовательности) и плавно вставляются друг в друга в соответствии с нанесёнными метками (ограничительная, взаимного расположения). При этой операции вращать детали уже нельзя. При соединении должна быть соблюдена соосность элементов, обуславливающая максимальную площадь сварки.

- Детали несколько секунд выдерживаются в выверенном положении, после чего им даётся время для остывания.
По истечении часа после паек трубопровод готов к эксплуатации.
Необходимые данные продолжительности термических процессов с привязкой к диаметру труб сведены в таблицу:

Важно! Табличные данные рассчитаны на температуру окружающей среды в +20 градусов. При более низких её значениях время нагрева, соответственно, увеличится – откорректировать его позволит одно пробное соединение.
Заключение
Сварка полипропиленовых труб отопления – операция не сложная, но ответственная. Ошибка в выполнении или небрежность чревата серьёзными последствиями даже при пробном пуске отопительной системы, поэтому выполнять её впервые лучше под руководством наставника – процесс выполнения имеет множество мелких нюансов, которые в отсутствие опыта могут быть не учтены.

Паять пластиковые трубы можно своими руками, т. к. это более простая задача по сравнению с технологией сварки металлических аналогов. Такой способ стыковки используется для работы с полимерными коммуникациями разных видов. Однако техники пайки пластиковых труб и аналогов с армировкой незначительно различаются. Чтобы избежать ошибок, занимаясь сваркой коммуникаций, изучают рекомендации специалистов.

Пайка пластиковых труб своими руками.
Виды труб, соединяемых пайкой
Паяльник для работы с полимерным материалом предназначен для стыковки водопроводных коммуникаций, которые различаются по технологии производства, виду материала:
- из полипропилена – хорошо переносят влияние высоких температур, благодаря этому свойству их можно применять при монтаже системы отопления;
- ПВХ: при сильном нагреве частично теряют свойства;
- пластмассовые с армированием – за счет армирующего слоя увеличивается прочность, устойчивость к нагреву, такие коммуникации менее подвержены расширению при контакте с источником тепла;
- полиэтиленовые термостойкие – хорошо переносят длительный контакт с теплоносителем;
- полибутиленовые – по свойствам превосходят аналоги из других материалов: отличаются прочностью, стойкостью к предельным температурам, эластичностью, могут применяться в напорных системах отопления;
- участки трубопровода из меди соединяют паяльником или газовой горелки.
Необходимые инструменты и материалы для пайки
Когда планируется выполнять ремонт или замену сетей водоснабжения, понадобится аппарат для работы с пластиком.
Дополнительно подготавливают вспомогательные инструменты:
- строительный уровень;
- труборез или ножницы для нарезки;
- набор насадок (вход в комплект сварочного аппарата для полимеров);
- рулетку;
- шейвер, позволяющий удалять армировку коммуникаций;
- фаскосниматель;
- инструмент для удаления заусенец;
- припой;
- флюс.

Паяльник для пайки пластиковых труб.
Элементы наименьшего диаметра в быту соединяют по стыковому методу намного реже. Предпочтение отдают фитингам.
Припой для пайки
Это расходный материал, применяемый для соединения медных участков трубопровода. Он выполнен в виде проволоки, прутьев. Также встречается фольгированный припой. Отличаются материалы этой группы по составу. Они могут производиться на основе олова, цинка, свинца, сурьмы, серебра. От того, какие металлы входят в состав, зависит качество шовного соединения. Кроме того, припой делится на виды с учетом подверженности воздействию высоких температур: легкоплавкие, средне- и тугоплавкие.
Флюсы и фитинги

Фитинги для пластиковых труб под пайку.
Флюс необходим для сварки металлических деталей. Если планируется пользоваться аппаратом для пайки пластиковых элементов, этот материал не используют. Флюс позволяет защитить металлические поверхности в процессе окисления. Еще одним свойством таких материалов является улучшение текучести припоя. Флюс представлен разными вариантами, отличными по составу. Необходимые материалы для работы с медью: хлорид цинка, борная и соляная кислоты.
Фитингами называют соединительные элементы для трубопроводов: тройники, муфты, крестовины и т. д. Их внутренний размер должен быть равен наружному диаметру элементов. Благодаря этому создается надежное соединение. Однако если выполняется сварка ПВХ-трубопровода или других видов полимерных конструкций, то шовное соединение посредством фитингов в данном случае будет неразъемным.
Ножницы для резки
Назначение инструмента – выполнение среза на полимерных изделиях. Если использовать труборез, то кромка коммуникаций будет более аккуратной, заусеницы не появляются. Благодаря этому облегчается дальнейшая работа.
Такой инструмент представлен разными видами, среди которых:
- автоматический;
- резак-гильотина;
- роликовые ножницы;
- труборез с механизмом-трещоткой (подходит для работы с коммуникациями до 75 мм в диаметре).
Советы по выбору и эксплуатации трубного паяльника
Когда планируется выполнять сварку пластиковых труб своими руками, необходимо подготовить инструмент заранее, т. к. полимерные изделия быстро остывают при нагреве. Основные критерии выбора паяльника для работы с эластичными коммуникациями:
- вид нагревательного элемента: цилиндрический, плоский;
- количество насадок в комплекте, их наружный диаметр, что позволит работать только с трубами заданных размеров;
- мощность – определяет нагревательную способность паяльника, при самостоятельном выполнении работы допустимым является значение до 1,2 кВт, при выборе инструмента учитывают размер соединяемых коммуникаций;
- вид покрытия насадок, важно, чтобы к ним не прилипал полимерный материал во время пайки;
- тип температурного регулятора – влияет на погрешность при определении температуры материала.
Суть процесса и способы пайки
В основе данной технологии лежит принцип изменения структуры материала для стыковки отдельных участков трубопровода. При этом обеспечивается соединение высокой степени прочности.
Разные способы соединения полимерных труб:
- электросварная техника монтажа – основана на использовании специальных фитингов, оснащенных токопроводящими элементами;
- пайка путем нагрева деталей: предполагает необходимость изменения температуры торцевых участков, их дальнейшее сдавливание;
- холодная сварка ПВХ-труб: используются химические вещества, которые способны изменить структуру пластика, после стыковки участков трубопровода получают неразъемный прочный шов, но по степени надежности такое соединение уступает сварке, при этом элементы системы не нагреваются.
Пошаговая инструкция по пайке пластиковых труб
В процессе монтажа коммуникаций важно избежать ошибок. При нарушении технологии монтажа качество шовного соединения существенно снижается, что приводит к сокращению срока службы трубопровода. Увеличивается риск протечки.
Меры безопасности
Для работы необходимо использовать перчатки. Нельзя прикасаться к нагревательному элементу после включения аппарата, т. к. он имеет свойство нагреваться до +300°С.
Помещение, где выполняются сварочные работы, должно проветриваться. Если рядом находится источник воды, важно обезопасить рабочее место. Нельзя допустить, чтобы на паяльник попала жидкость в процессе проведения сварки.
Необходимо удостовериться, что аппарат для сварки находится в рабочем состоянии – целостность провода не нарушена.
Подготовка элементов и деталей
Не рекомендуется соединять необработанные коммуникации. Сначала выполняется нарезка материала в соответствии с проектом системы водоснабжения. Даже если используется труборез, то заусеницы все равно необходимо удалить, т. к. они хоть и в меньшем количестве, но образуются. Чтобы коммуникации легче соединялись с фитингами, делают фаски на торцевых участках (угол до 45°). Для этого используется специальный инструмент. Перед началом сварочных работ трубы обезжиривают.

Перед пайкой проводят процедуру обезжиривания трубы.
Подготовка паяльника
Работать с аппаратом для сварки полимерных коммуникаций несложно. Его устанавливают на подставку, затем подключают к сети. Одновременно задается требуемая температура нагрева (если есть такая функция), которая реализуется посредством терморегулятора. После этого остается дождаться, когда терморгулятор достаточно прогреется (используют электрический термометр). Длительность данного периода зависит от мощности агрегата и скорости нагрева. Часто приходится ожидать до 30 минут.
При какой температуре паять пластиковые трубы
Температурный режим изменяется в зависимости от вида материала коммуникаций. Чаще всего используются трубы из полипропилена, для них задается температура +260°С (верхний предел). С полиэтиленовыми изделиями работают при менее агрессивных условиях: температура не выше +220°С. При отсутствии терморегулятора в качестве главного критерия выступает время нагрева. Чем больше диаметр трубы, тем дольше она прогревается. Время нагрева изменяется в пределах от 6 до 20 секунд (для коммуникаций диаметром 20-63 мм).
Правила стыковки
Основное требование при монтаже полимерных коммуникаций – соответствие оси трубопровода. Они гибкие, становятся пластичными при нагреве. Это способствует увеличению риска неправильной установки труб. Чтобы избежать образования наплывов внутри коммуникаций на участке стыка, оставляют зазор до 3 мм между кромками.

Последовательность пайки пластиковых труб.
Соединение трубы
Выдержав достаточное количество времени, трубу и фитинг снимают с насадок. Важно сразу соединить их, установив в правильном относительно оси трубопровода положении. Полное отвердевание полимерного материала происходит через 2-3 минуты. Однако ближе к окончанию этого отрезка времени уже нельзя регулировать положение трубы и фитинга относительно друг друга. Это приведет к разрушению образовавшихся молекулярных связей. В результате качество соединения снизится.
Зачистка и охлаждение соединений

Стыковка трубопровода с фитингом.
Участок трубопровода после стыковки с фитингом оставляют в неподвижном положении. Ожидают, когда температура материала уменьшится до +40°С (допускается изменение на 1-2°С). После этого необходимо частично удалить наплывы. При таких условиях полимерный материал успевает набрать прочность, но все еще сохраняет достаточную пластичность. Это позволяет легко удалить наплывы, не деформируя шовное соединение.
Нельзя подвергать участок трубопровода искусственному охлаждению. Он должен остывать на открытом воздухе. Применять специальные средства (обдув, источники низкой температуры или холодную воду) для этого запрещено.
Проверяем качество соединения
Выполняется оценка внешнего вида участка трубы. Так, на шве не должно быть трещин. Материал здесь должен быть равномерным, без неплотностей, структура – не пористой. Качественным считается соединение без дефектов и с наплывом в пределах 2-4 мм. Если толщина стенки трубы менее 10 мм, то оставляют валик на шве до 2 мм высотой. Когда свариваются коммуникации большего размера, наплыв должен быть не менее 4 мм.
Частые ошибки
Недопустимые действия, который могут привести к снижению качества шовного соединения:
- нарушение температурного режима при нагреве труб: недостаточное тепловое воздействие или, наоборот, перегрев;
- полное удаление наплывов или срезание избыточного количества материала со шва до его остывания;
- приложение избыточной силы при соединении труб, что приведет к ухудшению качества стыка;
- если сварка проводится без предварительной обработки коммуникаций, шов не будет служить долго, т. к. на трубах остается пыль, грязь, что снижает адгезию материалов.
Советы специалистов
Если недостаточно опыта в выполнении сварочных работ, можно изучить рекомендации мастеров.
Пайка в труднодоступных местах и углах
Когда работы выполняют на участках, куда сложно добраться, допустимо нагревать элементы трубопровода последовательно. Сначала на насадку паяльника нужно установить фланец, затем – участок трубы. Чтобы первый из элементов не успел остыть, его следует прогреть сильнее. Для перехода от сложных участков к основной линии трубопровода используют угловые фитинги.
Соединение пластиковых труб без пайки
Если нет сварочного аппарата, рассматривают другие методы:
- Холодная пайка. В данном случае предполагается необходимость нанесения специального клеящего состава на внутренние стенки трубы и наружную поверхность фитинга. Предварительно можно обработать материал наждачкой, затем элементы трубопровода обезжириваются и соединяются.
- Применение компрессионного фитинга: используется соединительный элемент, который фиксируется посредством гайки.
Сварка пластиковых труб большого диаметра
Если появилась необходимость выполнить монтаж более крупных коммуникаций, используют стыковой метод соединения. При этом не применяют фитинги. Между трубами оставляют минимальный зазор, их фиксируют специальным оборудованием. После выполнения центровки переходят к пайке.

Если вы приняли решение собственными силами сделать водопровод для своего дома, то знайте, что лучшим материалом для этого будут пластиковые трубы. Для того чтобы соединить трубы в единую систему, вам необходимо представлять, как производится сварка пластика. Однако пусть это вас не пугает, поскольку сам процесс пайки пластиковых труб не отличается особой сложностью и не требует наличия большого числа специальных инструментов.
Для производства сварочных работ вам потребуются:
- рулетка;
- маркер;
- строительный уровень;
- ножницы для резки пластиковых труб;
- сварочное устройство для пластиковых труб.
Все инструменты, кроме последнего, имеются практически у любого мастерового человека. Последний же может вам потребоваться всего лишь раз в жизни, поэтому гораздо целесообразнее не покупать его, а одолжить или взять на прокат.
Кратко о сварочном аппарате
Перед началом пайки следует вкратце познакомиться с тем устройством, которым вам предстоит пользоваться.
Важным элементом сварочного аппарата является подошва, оснащенная нагревательными элементами. Удобство работ обеспечивается тем, что на подошве имеются отверстия, позволяющие закрепить специальные насадки для пайки. Регулировка температуры производится с помощью терморегулятора, находящегося на корпусе.
Процесс пайки труб
Приступая к пайке, прибор необходимо установить в нужном положении и зафиксировать на нем насадки подходящего размера. Используя терморегулятор, выставить необходимую температуру:
- 260°С для труб из полипропилена;
- 220°С для труб из полиэтилена.
Дать прибору прогреться в течение 10-20 минут до погасания индикатора.
Выполняя пайку, необходимо исходить из следующих данных:
| Внешний размер трубы, мм |
| Интервал до метки, мм |
| Продолжительность нагрева, сек |
| Максимальная продолжительность технологической паузы, сек |
| Продолжительность охлаждения, мин |




Отправить ответ