
Как приварить тонкий металл к тонкому электросваркой
Содержание:
- 1 Технология сварки
- 2 Сварка тонкого металла инвертором: видео, особенности
- 3 Электроды для сварки тонкого металла инвертором
- 4 Сварка металла 1мм инвертором: существующие методы
- 5 Технологический процесс
- 6 Практические советы
- 7 Особенности деталей
- 8 Сварка инвертором
- 9 Работа с полуавтоматом
- 10 Нержавейка и алюминий
- 11 Листовые заготовки различной толщины
Изобретение сварочного аппарата значительно упростило процесс соединения металлических предметов. При работах с тонкими заготовками, новички могут испытывать определенные трудности.
Сварка тонкого металла электродом должна выполняться с применением сварочных аппаратов, которые
позволяют осуществить данную операцию без деформации и прогорания тонкого листа.
Технология сварки
Чтобы не произошло прогорания металла, сварка должна осуществляться как можно быстрее. Электрод проводится один раз вдоль шва, без задержек. Чтобы без проблем сварить тонкий металлический лист, необходимо, насколько это возможно, снизить рабочий ток.

Инверторный аппарат, который используется для этой цели, должен иметь плавную регулировку выходной мощности. Чтобы не возникло проблем с запалом дуги, применяются устройства, которые имеют напряжение холостого хода не менее 70 В.
При выполнении работ следует обращать внимание на геометрию тонкого листа, которая может изменяться во время сильного нагрева. Для надежного соединения встык, необходимо зачистить кромки материала от ржавчины. Следует, также выровнять заготовки, если в этом есть необходимость и закрепить. Только чистый и ровный металлический лист, позволит получить требуемое качество свариваемых поверхностей.
Когда подготовительные работы будут окончены, свариваемые изделия прихватывают через каждые 7 — 10 см, и только затем уже производят окончательное соединение материала.
Если нужно сделать соединение двух тонких листов внахлёст, то такой вариант сварки, позволяет использовать больший ток, при этом значительно снижаются негативные проявления высокой температуры на свариваемые поверхности. Вероятность прожога материала снижается в несколько раз, а изменение геометрии практически не наблюдается.
Чтобы минимизировать влияние высокой температуры, на соединяемый встык или внахлёст металл, под него следует подложить листовую медь. Этот материал отлично отводит излишки тепла от свариваемой поверхности, тем самым предотвращая появления коробления и других негативных проявлений температурного расширения свариваемых поверхностей. Иногда, с этой же целью используется проволока, которая укладывается в месте стыка двух металлов.
Работа инвертором
Сварка тонкого металла инвертором, позволяет выполнить эту операцию с применением обратной полярности. В этом случае " — " подключается к свариваемому металлу, а «+» к держателю электродов.

Такая техника сварки электродом позволяет минимизировать вероятность деформации и прогорания металлического изделия. При обратной полярности электрод нагревается значительно сильнее, чем соединяемый металл, поэтому удаётся выполнить работу по соединению, максимально эффективно.
Для получения качественного шва, необходимо использовать тонкие электроды диаметром не более 2 мм. Следует использовать изделия, которые обладают высоким коэффициентом расплавления. Это качество позволяет осуществлять сварку тонких конструкций при малом токе, что положительно отразится на качестве сварного шва.

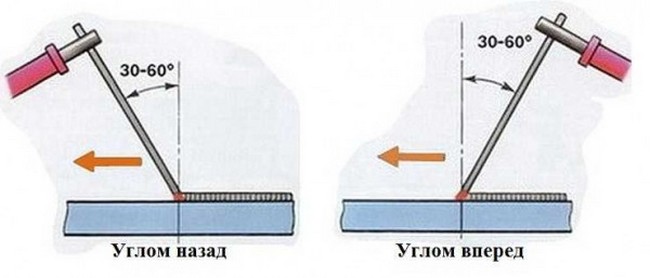
Сварка тонких листов инвертором должна осуществлять плавным движением электрода. Чтобы не прожечь изделие и чтобы шов получился ровным необходимо располагать электрод в пределах 45 — 90 градусов к свариваемой поверхности. Соединение лучше выполнять углом вперед.
От качества используемых электродов зависит уровень соединения. Электроды для сварки тонкого металла инвертором должны быть хорошего качества и, желательно, импортного производства.
Видео: показываются простые приемы в нахлест и стык.
Достоинства сварки тонких заготовок инвертором
Этот способ позволяет выполнить качественное соединение тонкого металла. Если сварочные работы осуществляются профессионалом, то не происходит температурной деформации и изделие будет иметь эстетичный внешний вид. Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Микропроцессорное управление такого устройства позволяет устранить «ямы» и сбои напряжения, генерируя на выходе идеальный ток, который подходит для проведения сварочных работ.
Единственным недостатком использования инвертора, является нестабильная работа при низкой температуре воздуха. Даже качественные приборы при минусовой температуре дают сбой.
Особенности сварки тонкой оцинковки
Если необходимо сварить оцинкованную сталь, то потребуется полностью очистить от слоя цинка кромки соединяемого металла. Слой цинка можно удалить с помощью шлифовальной машинки или вручную.
Можно выжечь кромки металла с помощью сварки, но в этом случае необходимо соблюдать осторожность. Пары цинка очень ядовиты и при их вдыхании способны вызвать сильное отравление организма. Работы необходимо выполнять только при правильно организованной вытяжке, или варить изделие на улице.
Заключение
Мы разобрали, как варить тонкий металл инвертором. Главное правильно подготовить заготовки, сделать отвод излишков температуры, подобрать электроды, выставить ток и можно приступать к работе.
Во время соединения, необходимо тщательно следить за качеством шва, вовремя отрывать на мгновение электрод, чтобы не произошло прожога, пользоваться теплоотводящими пластинами или проволокой. Только практика поможет в освоение процесса.
Несмотря на то, что сварочный инвертор представляет собой оборудование, с которым может работать даже непрофессионал с небольшим опытом, сварка тонкого металла инвертором может оказаться непростой задачей. Сложность состоит в том, чтобы правильно подобрать силу тока и воздействия на металл таким образом, чтобы он не оказался прожженным насквозь.
Сварка тонкого металла инвертором: видео, особенности
В отличие от сварки толстого металла, металлический лист толщиной 1 мм нельзя подвергать сильному нагреву. Если возникает перегрев, листы деформируются и прожигаются насквозь. Электроды проводят строго вдоль шва в одном направлении, не отклоняясь в стороны.
Второй особенностью сварки тонколистового металла инвертором является то, что необходимо использовать короткую дугу, потому что работа производится на малых токах. Сложность при этом состоит в том, что при отрыве от металла она может погаснуть, а недостаточная сила тока приведет к непровару.
Если края изделия свариваются встык, они должны быть тщательно зачищены и обработаны, потому что загрязнения сделают процесс сварки еще более проблематичным.
Учитывая эти особенности, а также опираясь на подробную инструкцию, сварка инвертором для начинающих тонкого металла 1 мм окажется не сложным процессом с качественным результатом работы.
Электроды для сварки тонкого металла инвертором
Важнейшее значение при сварочном процессе имеет электропроводник. Для сварки металла 1 мм необходимо использовать электроды с небольшим диаметром. Сварка толстого металла инвертором производится с использованием электродов толщиной 3-4 мм, а чтобы варить металл 1 мм нужно использовать диаметр 0,5-2 мм с величиной тока, составляющей до 60 ампер. Если толщина листа составляет 1,5- 2 мм, используется электрод диаметром 2-2,5 мм.
 Электроды для сварки тонкого металла инвертором
Электроды для сварки тонкого металла инвертором
Помимо маленького диаметра, электроды для тонколистового металла имеют специальное покрытие, которое обеспечивает нормальное горение дуги и образует жидкотекучий металл, поскольку электрод расплавляется очень медленно. В результате получается аккуратный, неглубокий сварочный шов. Примером подходящего электрода является «ОМА-2», состав которого включает титановый концентрат, ферромарганцевую руду, муку, и добавки. Благодаря этому составу обеспечивается стабильность горения дуги. Кроме «ОМА-2» часто используется тип электродов «МТ-2».
Марка электродов выбирается исходя из состава материала. Для низко- и среднеуглеродистой стали используются углеродистые электроды. Такой же принцип работает для легированной стали.
В зависимости от типа соединения листов, положение электрода устанавливается определенным образом во избежание перегрева металла:
- Для варки вертикальных, горизонтальных, потолочных швов электрод устанавливается углом вперед на 30-60 градусов.
- Для сварки в труднодоступных местах положение электрода устанавливается вертикально под углом 90 градусов.
- Для варки угловых и стыковых соединений положение держателя с электродом устанавливается углом назад под углом 110-120 градусов.
Кончик электрода двигают строго в одном направлении без отклонений.
Сварка металла 1мм инвертором: существующие методы
Способов, с помощью которых осуществляется сварка металла инвертором листов толщиной 1 мм, существует несколько:
Этот способ применяется тогда, когда необходимо сварить листы тонкого металла 1 мм под углом. При этом отгибаются кромки листов под необходимым углом, скрепляются поперечными короткими швами с промежутком 5-10 см. Затем шов проваривается непрерывным движением сверху вниз.

При использовании этого способа изделие из металла успевает несколько остыть, что позволяет избегать перегрева. Прерывистый способ заключается в отрыве на несколько секунд электродуги от поверхности листа, после чего электрод снова опускается в то же место и продвигается на несколько миллиметров. Главное при этом, чтобы металлический лист не остывал слишком сильно.
- С теплоотводящими прокладками.
Этот способ применяется с использование термоотводящей проволоки или медных пластин. Обычно этот метод применяется при сварке деталей тонколистового металла встык. В первом случае, между листами прокладывается проволока небольшого диаметра (2,5- 3,0 мм) таким образом, чтобы с лицевой стороны она оказалась вровень с поверхностью листа, а с изнаночной немного выступала за его края. Сварочная дуга проходит по месту размещения проволоки, принимающей на себя основную термическую нагрузку. Края свариваемых деталей при этом прогреваются периферийным током. В результате шов получается ровный, металл не перегревается и не деформируется. После сваривания проволока удаляется без видимых следов присутствия.
При использовании медной пластины под стыком в качестве теплоотводящей прокладки, она забирает большую часть тепла, не допуская перегрева металла.
Бывают следующие типы сварных швов:
- Наиболее часто сварной шов делается на стыковке листов внахлест, т.к. это более простой метод, при котором один лист перекрывается другим на 1-3 см.
- Точечный шов получается, когда не требуется сваривание деталей непрерывным швом. При этом осуществляется точечная прерывистая сварка на некотором расстоянии швов друг от друга.
- Шов встык. Более сложный тип, при котором два листа свариваются друг с другом стык в стык без нахлеста. Как правило, он получается при методе сварки с теплоотводящими прокладками.
Технологический процесс
Пошаговая инструкция сварочного процесса позволит справиться с работой без особых сложностей. Для начала, необходимо обеспечить меры безопасности при проведении работы, которые заключаются в использовании защитной одежды – сварочной маски, рукавиц, одежды из плотной грубой ткани. Нельзя использовать резиновые перчатки.
Далее можно руководствоваться следующей инструкцией:
- Сначала осуществляется настройка тока и подбирается электропроводник для работы с инвертором. Показатель силы тока берется исходя из характеристики металлических деталей. Подбирается нужный диаметр электрода, вставляется в держатель. К детали подсоединяется клемма массы, подносить электропроводник не следует слишком резко во избежание залипания.
- Зажигание электродуги начинает работу инверторного аппарата. Для активирования дуги следует точечно коснуться электродом под небольшим уклоном места линии сварки. Держать электрод следует до появления на поверхности небольшого красного пятнышка – это означает, что под ним располагается капля раскаленного металла, которая будет способствовать дальнейшему свариванию по всей длине шва.
Электрод держат от места сварки на расстоянии, соответствующем его диаметру.
- Следуя этим шагам, выбрав определенный способ сварки, имеется большой шанс получить качественный и ровный шов. Образовавшиеся на месте сварки окалины и накипь удаляются небольшим молотком.
Практические советы
Во время работы необходимо поддерживать неизменное расстояние между электродом и металлической поверхностью. Дуговой зазор должен соответствовать диаметру электрода. В случае, если расстояние будет слишком маленьким, шовное соединение будет с выпуклыми образованиями. Если оно будет слишком большим, возникает риск непровара.
При получении шва внахлест необходимо придавить грузом один лист на другой, чтобы между ними не было пустого места.
Следует помнить, что, чем короче шаг точечной сварки, тем меньше деформируется тонкий металл.
Если двигать электродом слишком быстро, в результате шов может получиться неровным. Чтобы избежать появления дефектного шва, необходимо представлять себе, что такое сварочная ванна: это жидкий металл, образующийся в ходе варочного процесса, в который попадает присадочный материал. Если образуется сварочная ванна, значит, процесс варки проходит успешно. Ванна находится под поверхностью металлического изделия. Если электродуга ровно и на большую глубину проникает внутрь изделия, сварочной ванной образуется ровный шов. При этом нужно следить, чтобы шов находился на уровне поверхности металла. Качественное соединение образуется при осуществлении круговых движений электродом. Ванна в этом случае распределяется по кругу.
Самым оптимальным углом наклона электрода является диапазон от 45 до 90 градусов.
Подключение электродов следует производить к положительной клемме. Это позволит избежать чрезмерной термической нагрузки на поверхность изделия, и получить ровный шов с неглубокой проплавкой.
Процесс сваривания изделий из листового металла предполагает деление заготовок на тонкие и толстые. Причём к тонким относятся листы, толщина которых не превышает 5-ти миллиметров.
Сварка тонколистового металла отличается рядом характерных особенностей, знание которых позволяет профессионалу подготовить достаточно качественный и ровный шов.
Особенности деталей
Особый подход к работе с тонкими деталями объясняется тем, что любое непроизвольное или неосторожное движение электродом может привести к прожиганию металла в месте сварки и получению нежелательного отверстия. Но и излишняя осторожность при этом также не приветствуется, поскольку при медленном сваривании не исключена вероятность повреждения заготовки.

Данное утверждение справедливо для всего спектра приёмов, используемых при работе электросваркой, включая сплавление тонколистовых материалов посредством импульсного инвертора, полуавтоматом или же обычным (непокрытым) электродом.
Рассмотрим каждый их перечисленных методов сварки листового металла более подробно.
Сварка инвертором
При сваривании тонкого металла посредством инвертора начинающим электрикам следует придерживаться определенных правил, предполагающих учёт таких важных моментов, как:
- тщательный выбор условий и режима, в которых предполагается вести сварку тонких листов металла (учитываются толщина электрода, величина сварочного тока и особенности расположения стержня по отношению к свариваемому стыку);
- внимательное отслеживание параметров дуги и поддержание её в пределах регламентируемых показателей;
- использование подсобного инструмента для сварки, посредством которого можно будет своевременно избавляться от окалины, образующейся при сваривании любых металлических заготовок.
Для выполнения каждого из этих условий следует строго придерживаться требований методик работы с инвертором.
Особое внимание уделяется выбору сварочных стержней, толщина которых должна соответствовать данным таблицы.

Как правило, этот показатель варьируется в диапазоне от 2-х до 3-х миллиметров.
Величина рабочего тока инвертора выбирается, исходя из характера самих листовых заготовок из тонкого металла (иногда этот показатель для различных материалов указывают непосредственно на кожухе, которым закрывается сварочный аппарат).
Ещё одним важным условием эффективной работы с инвертором является правильное поднесение электрода к свариваемому стыку и продольное его ведение. Профессиональные сварщики рекомендуют удерживать его в зоне контакта на определённом удалении от стыка, что исключает нежелательные залипания и остановки.
Перед тем как приварить листовую заготовку к основанию, следует грамотно зажечь дугу, точечно прикоснувшись к стыку слегка наклонённым стержнем. При этом правильно выбранный наклон позволяет ускорить процесс и быстро начать сваривание листов.
Профессиональные сварщики выбирают угол наклона и расстояние до свариваемого стыка чисто интуитивно (последнее не должно превышать диаметра самого стержня).
Появляющаяся в процессе сваривания тонкого металла окалина удаляется с помощью специального подручного инструмента (небольшого по размерам молотка).
Работа с полуавтоматом
 Сваривание тонкого листа металла полуавтоматом подпадает под ту же категорию работ, что и сварка инвертором, и так же допускает большое разнообразие образуемых соединений. При этом стальные листовые изделия могут свариваться не только встык, но и внахлёст.
Сваривание тонкого листа металла полуавтоматом подпадает под ту же категорию работ, что и сварка инвертором, и так же допускает большое разнообразие образуемых соединений. При этом стальные листовые изделия могут свариваться не только встык, но и внахлёст.
Формирование соединения внахлёст начинается с того, что стыкуемые заготовки металла укладывают одна на другую с нужным по условиям сварки перекрытием. Затем, за счёт придавливания любыми подручными грузами они соединяются таким образом, чтобы их края были плотно прижаты.
В идеальном случае между тонкими листами металла должна оставаться щель не более 2-х миллиметров.
После этого согласно инструкции выставляют необходимую величину сварочного тока. При сварке внахлёст листов миллиметровой толщины ток выбирается в диапазоне 30-50 Ампер.
Сначала прихватывают листовых изделий по месту сопряжения. Прихват выполняется короткими перемычками, наносимыми прерывистыми прикасаниями электрода к контакту с быстрым его отрывом и новым касанием.
Такой порядок работы в дуговой зоне позволяет поддерживать непрерывный режим горения, при этом тонкий материал не успевает сильно остывать.
По завершении формирования перемычек листы металла окончательно соединяются сплошным швом, прерываемым лишь на уже проваренных местах. При этом сварочный электрод иногда отклоняют в низкотемпературную зону стыка, что исключает сильное коробление металла.
Нержавейка и алюминий
 Алюминий и нержавейку (в том числе и в виде тонких листовых изделий) сваривают по так называемой «аргонной» технологии, реализуемой с помощью неплавящихся электродов в среде защитного газа.
Алюминий и нержавейку (в том числе и в виде тонких листовых изделий) сваривают по так называемой «аргонной» технологии, реализуемой с помощью неплавящихся электродов в среде защитного газа.
При организации сварки используется специальная горелка со встроенным в неё вольфрамовым электродом, обеспечивающая подачу в зону сваривания аргона. Инертный газ используется для ограничения доступа в зону сварки кислорода из окружающей среды.
Помимо этого сваривание неплавящимися электродами с вольфрамовым покрытием исключает разбрызгивание расплавленного металла и позволяет получить ровные и качественные швы.
Необходимость варить нержавейку и тонкий алюминий нередко возникает при сборке узлов сложного производственного оборудования, эксплуатируемого в особо агрессивных средах.
В соответствии с видом свариваемого материала производится выбор нужного типа присадочной проволоки, которая выпускается в вариантах с диаметром 2 или 3 миллиметра.
При её выборе следует исходить из того, что для сварки чисто алюминиевых деталей она должна иметь строго фиксированные или откалиброванные значения.
При работе с тонкими деталями из алюминия и нержавейки также возможны два варианта соединения заготовок: встык и внахлёст. В любом случае кромки свариваемого металла сначала тщательно зачищают примерно на 30 миллиметров по обе стороны от места сопряжения. И лишь после этого переходят к самому сварочному процессу с подбором оптимального режима по току.
Сварка нержавейки и алюминия аргоном должна проводиться в режиме постоянного тока с обратной полярностью подключения подводящих проводов. Его величина определяется толщиной сопрягаемых заготовок.
Ещё один важный момент при сварке алюминия и нержавейки – это выставление требуемого зазора между свариваемыми деталями, который не должен превышать 2-х миллиметров.
Листовые заготовки различной толщины
На практике нередки ситуации, когда к толстому листу металла требуется приварить встык более тонкую деталь или заготовку. Для решения этой непростой задачи прибегают к всевозможным ухищрениям, которые чаще всего сводятся к двум вариантам.
 В первом случае более толстый лист непосредственно в стыковой зоне стачивается до требуемой толщины, обеспечивая тем самым необходимое тонкое сопряжение. Однако этот способ не совсем удобен, поскольку в таких условиях очень сложно правильно выставлять горелку с электродом.
В первом случае более толстый лист непосредственно в стыковой зоне стачивается до требуемой толщины, обеспечивая тем самым необходимое тонкое сопряжение. Однако этот способ не совсем удобен, поскольку в таких условиях очень сложно правильно выставлять горелку с электродом.
Второй из известных подходов предполагает приваривание к тонкому листу металла специального ободка, обеспечивающего простоту ведения сварочных работ. Единственным неудобством этого метода является то, что после сварки на тонком листе остаётся портящий вид нарост.
В отличие от работы с газосваркой, при которой основное внимание обращается на настройку пламени газовой горелки, при электросварке особый акцент делается на подготовке деталей к сплавлению и правильности ведения непокрытого электрода.


Отправить ответ