
Как проверить шероховатость поверхности детали
Содержание:
- 1 Обозначение шероховатости поверхности
- 2 Знаки для обозначения шероховатости поверхности в зависимости от вида ее обработки
- 3 Примеры обозначения шероховатости поверхности
- 4 Условные обозначения направлений неровностей поверхности
- 5 Вообще, принято выделять три вида шероховатости объекта:
- 6 Оценка шероховатости может производиться двумя способами:
- 7 Наиболее точным, на момент написания статьи, является поэлементный способ, который может быть осуществлен различными методами определения шероховатости:
Шероховатость поверхности — совокупность неровностей поверхности с относительно малыми шагами.
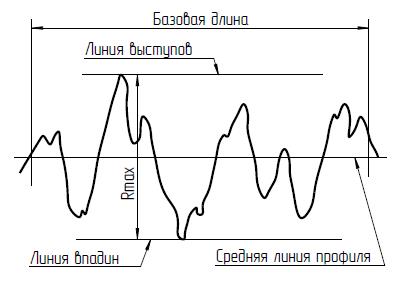
Для отделения шероховатости поверхности от других неровностей с относительно большими шагами (отклонения формы и волнистости) её рассматривают в пределах ограниченного участка, длина которого называется базовой длиной.
Шероховатость поверхности оценивается по неровностям профиля, получаемого путем сечения реальной поверхности плоскостью.
Числовые значения параметров шероховатости поверхности определяют от единой базы, за которую принята средняя линия профиля, т.е. базовая линия.
Для количественной оценки шероховатости наиболее часто используют три основных параметра:
Ra — среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины.
Rz — высота неровностей по десяти точкам (сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины).
Rmax — наибольшая высота неровностей профиля в пределах базовой длины.
Предпочтительным является параметр Ra, поскольку определяется по большему количеству точек профиля. В связи с этим параметром Ra нормируется шероховатость образцов сравнения, используемых для оценки шероховатости в промышленности.
Параметры Rmax и Rz используют в тех случаях, когда по функциональным требованиям необходимо ограничить полную высоту неровности профиля, а также когда прямой контроль Ra с помощью профилометров или образцов сравнения не представляется возможным (поверхности, имеющие малые размеры или сложную конфигурацию, например режущий инструмент).
Требования к шероховатости поверхности устанавливают исходя из функционального назначения поверхности для обеспечения заданного качества изделий. Если в этом нет необходимости, то требования к шероховатости не устанавливают и шероховатость поверхности не контролируют.
Обозначение шероховатости поверхности
Шероховатость поверхностей обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
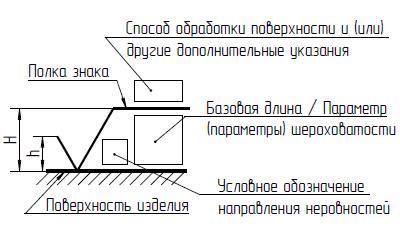
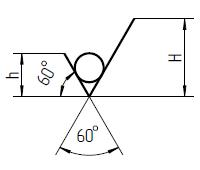
Структура обозначения шероховатости поверхности включает знак шероховатости, полку знака и другие дополнительные указания. При применении знака без указания параметра и способа обработки его изображают без полки.
Высота h должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел. Высота H равна (1.5. 5) h. Толщина линий знаков должна быть приблизительно равна половине толщины сплошной основной линии, применяемой на чертеже.
Знаки для обозначения шероховатости поверхности в зависимости от вида ее обработки
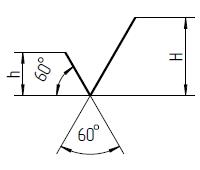
Основной знак, соответствующий обычному условию нормирования шероховатости, когда метод образования поверхности чертежом не регламентируется.
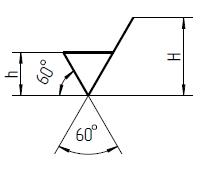
Знак, соответствующий, конструкторскому требованию, чтобы поверхность была образована удалением слоя материала, например, точением, шлифованием, полированием, травлением и т. п. (конкретный вид обработки может и не указываться).
Знак, соответствующий конструкторскому требованию, чтобы поверхность была образована без удаления поверхностного слоя материала, например, литьем, штамповкой, прессованием (конкретный вид образования поверхности может и не указываться).
Примеры обозначения шероховатости поверхности
| Графическое изображение шероховатости | Пояснение |
|---|---|
   |
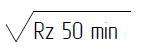
Указано числовое значение параметра, соответствующие наиболее грубой допускаемой шероховатости, т.е. наибольшему предельному значению для параметра Ra, Rz и Rmax. Значения параметров Ra, Rz и Rmax указывают в мкм. |
  |
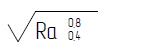
Указано наименьшее значение параметра шероховатости. Способ применяется в отдельных случаях, когда для правильного функционирования недопустима слишком гладкая поверхность. |
 |
Указаны числовые значения, соответствующие наибольшему и наименьшему предельным значениям нормируемого параметра. Значение, указываемое сверху, соответствует наиболее грубой допускаемой шероховатости. |
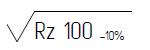 |
Указано номинальное значение параметра с предельными отклонениями от него в % от номинального значения. Способ применяют в основном для образцов сравнения шероховатости поверхности или для образцовых деталей, служащих тем же целям. |
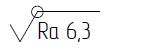 |
Указана шероховатость поверхностей образующих контур. |
 |
Указан вид обработки поверхности. Указывается только в тех случаях, когда данный вид обработки является единственным, обеспечивающим требуемое качество поверхности. |
Допускается применять упрощенное обозначение шероховатости поверхности с разъяснением его в технических требованиях чертежа. В упрощенном обозначении используют строчные буквы русского алфавита в алфавитном порядке, без повторений.
Условные обозначения направлений неровностей поверхности
| Графическое изображение шероховатости | Пояснение |
|---|---|
 |
Параллельное направление неровностей (параллельно линии, изображающей на чертеже поверхность). |
 |
Перпендикулярное направление неровностей (перпендикулярно к линии, изображающей на чертеже поверхность). |
 |
Перекрещивающееся направление неровностей (перекрещивание в двух направлениях наклонно к линии, изображающей на чертеже поверхность). |
 |
Произвольное направление неровностей (различные направления по отношению к линии, изображающей на чертеже поверхность). |
 |
Кругообразное направление неровностей (приблизительно кругообразно по отношению к центру поверхности). |
 |
Радиальное направление неровностей (приблизительно радиально по отношению к центру поверхности). |
 |
Хаотичное направление неровностей. |
Высота знака условного обозначения направления неровностей должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел.
Отверстия под резьбу
Таблица сверл для отверстий под нарезание трубной цилиндрической резьбы.
Размеры гаек под ключ
Основные размеры под ключ для шестигранных головок болтов и шестигранных гаек.
G и M коды
Примеры, описание и расшифровка Ж и М кодов для создания управляющих программ на фрезерных и токарных станках с ЧПУ.
Типы резьб
Типы и характеристики метрической, трубной, упорной, трапецеидальной и круглой резьбы.
Масштабы чертежей
Стандартные масштабы изображений деталей на машиностроительных и строительных чертежах.
Режимы резания
Онлайн калькулятор для расчета режимов резания при точении.
Отверстия под резьбу
Таблица сверл и отверстий для нарезания метрической резьбы c крупным (основным) шагом.
Станки с ЧПУ
Классификация станков с ЧПУ, станки с ЧПУ по металлу для точения, фрезерования, сверления, расточки, нарезания резьбы, развёртывания, зенкерования.
Режимы резания
Онлайн калькулятор для расчета режимов резания при фрезеровании.
Форматы чертежей
Таблица размеров сторон основных и дополнительных форматов листов чертежей.
CAD/CAM/CAE системы
Системы автоматизированного проектирования САПР, 3D программы для проектирования, моделирования и создания 3d моделей.
Чтение чертежей
Техническое черчение, правила выполнения чертежей деталей и сборочных чертежей.
Методика измерения шероховатости и волнистости
Общие положения и определения. Поверхность обработанной детали не является идеально ровной и геометрически правильной. Она отличается от номинальной (заданной чертежом) микро- и макрогеометрическими отклонениями. Микрогеометрические отклонения определяют шероховатость поверхности, макрогеометрические — характеризуют волнистость и отклонения формы. Между этими видами погрешностей нет четкого физического различия, однако условно их можно разделить по отношению шага S к значению отклонения D от номинального контура. Неровности, для которых отношение S / D S / D > 40 — к волнистости, при S / D > 1000 — к отклонениям формы.
Шероховатость поверхностей регламентируется ГОСТ 2789-73 и соответствующими рекомендациями.
Шероховатость поверхности при обработке заготовки детали зависит от многих технологических факторов: режимов обработки (скорости резания, подачи); геометрии (переднего и заднего углов), материала и качества поверхности инструмента; механических свойств, химического состава и структуры материала заготовки; состава смазывающе-охлаждающей жидкости; жесткости системы СПИД и др. В то же время шероховатость поверхностей в значительной степени определяет основные эксплуатационные свойства деталей и узлов — износостойкость, сопротивление усталости, надежность посадок, контактную жесткость и теплопроводность стыков сопряженных деталей, коррозионную стойкость, герметичность соединений, отражающую и поглощающую способность поверхностей и др. Поэтому характеристики шероховатости поверхности строго нормируются и подвергаются постоянному анализу в технологических исследованиях и контролю в процессе производства.
Оценка точности результатов измерений микронеровностей поверхностей производится общепринятыми в метрологии методами. Однако при оценке шероховатости поверхности возникают и некоторые специфические метрологические проблемы.
Чертежом, как правило, задаются требования к шероховатости всей рабочей поверхности детали. Контроль соблюдения этих требований осуществляется обычно по некоторому числу профилей ограниченной длины. При этом возникают вопросы: какой длины должен быть каждый обследуемый профиль, т.е. участок измерения; сколько должно обследоваться таких участков; какие участки выбирать для измерений, чтобы оценить качество поверхности в целом.
Оценку шероховатости поверхности можно производить комплексно (путем сравнения с эталонной поверхностью или другими способами) либо поэлементно, измеряя отдельные параметры шероховатости поверхности. Поскольку в технологических исследованиях поэлементная оценка шероховатости более распространена, рассмотрим некоторые из указанных методов.
Оптические методы измерения шероховатости . Измерение параметров шероховатости оптическими приборами производится бесконтактными методами, среди которых наибольшее распространение получили методы светового сечения, теневого сечения, микроинтерференционные, с применением растров.
Метод светового сечения заключается в следующем: пучок световых лучей, поступающих от источника света через узкую щель 3 (рис.1.1, а) шириной около 0,1 мм, направляется объективом 2 под углом a на контролируемую поверхность 1. Отражаясь от этой поверхности, лучи через объектив 5 переносят изображение щели в плоскость фокуса окуляра 6. Если контролируемая поверхность является идеально ровной, то в окуляре щель будет иметь вид светящейся прямой линии (обычно зеленого цвета). Если на поверхности имеется канавка, то в плоскости окуляра наблюдается искривленная светящаяся линия (рис.1.1, б). При глубине канавки, равной Н, ее световое сечение b = H / sin a , размер же светового сечения канавки в плоскости объектива b 1 = bV x , где V х — увеличение объектива микроскопа.

Р исунок 1.1 — Схема для определения шероховатости методом светового сечения
Измерение b 1 осуществляется с помощью окулярного микрометра, перекрестие которого перемещается на угол b =45° и при этом оценивается b 2 . Если пучок световых лучей направить на контрольную поверхность под углом a =45°, то b 2 = b 1 / sin b = H /( sin aЧ sin b ) Ч V x , откуда Н = b 2 /(2 V x ).
Если на расстоянии 0,1 мм от контролируемой поверхности установить линейку 4 со скошенным ребром, то последнее срежет часть пучка света, и на контролируемой поверхности будет видна тень, отбрасываемая линейкой. Верхний край тени, являющийся как бы лезвием ножа, отражает профиль изучаемой поверхности, который и рассматривают в микроскоп (метод теневого сечения).
По принципу светового сечения работают двойной микроскоп МИС-11 и прибор ПСС-2, по принципу теневого сечения – прибор ПТС-1. Эти приборы позволяют измерять неровности поверхности высотой от 0,8 до 63 мкм при погрешности показаний от 24 до 7,5% при наличии четырех пар сменных объективов ОС-39, ОС-40, ОС-41, ОС-42. Прибор ПСС-2 представляет собой усовершенствованную модель ранее выпускающегося прибора МИС-11. Поле зрения у прибора ПСС-2 при работе со всеми объективами соответствует базовым длинам участков измерений по ГОСТ 2789-73. Оба прибора позволяют определять параметры Rz, Rmax и S, а также фотографировать микронеровности.
Прибор ПТС-1 применяется для оценки параметров шероховатости грубо обработанных поверхностей с высотой неровностей Rz от 320 до 80 мкм. Прибор накладной, что позволяет контролировать детали без снятия их со станка.
Микроинтерференционный метод реализуется с помощью приборов МИИ-4, МИИ-5, МИИ-15, МИИ-9, МИИ-10, предназначенных для лабораторных измерений параметров Rz и S и фотографирования микронеровностей чистых поверхностей с Rz = 0,03. 1 мкм. Принцип устройства микроинтерферометра В.П. Линника – сочетание интерферометра Майкельсона с измерительным микроскопом, что позволяет в поле зрения микроскопа увеличенное в нужное число раз изображение интерференционной картины и измерять координатным методом вырисовывающиеся неровности с помощью обычного винтового окулярного микрометра. В местах выступов и впадин на исследуемой поверхности интерференционные полосы искривляются. Степень искривления полос и характеризует неровность поверхности.
На рис.1.2 приведена интерферограмма поверхности, сфотографированная на МИИ.

Рис.1.2 – Схема искривления интерференционных полос
Каждая интерференционная полоса на ней представляет собой изображение полосы профиля поверхности. Высоты микронеровностей (мкм) определяют путем измерения искривления интерференционной полосы а по отношению к интервалу полос b (рис.1.3): R =a /b Ч l /2=0,275a/b ( l — длина световой волны; наиболее часто l =0,55 мкм). В тех случаях, когда необходима определить и шаг неровностей, его подсчитывают по формуле S =2a tg ( a /2) , где a — угол профиля, измеряемый при помощи окулярного микровинта.

Рис.1.3 – Схема для измерения параметров шероховатости по интерферограмме
Идея растрового метода заключается в следующем. Если на испытываемую поверхность наложить стеклянную пластинку, на которую нанесены с малым шагом штрихи (растровая сетка), при наклонном падении лучей отраженная растровая сетка накладывается на штрихи самой сетки и наблюдаются муаровые полосы. На основе этого явления предложена методика измерения высот неровностей поверхностей с помощью растрового микроскопа. Растровый измерительный микроскоп ОРИМ-1 предназначен для измерения высоты неровностей (от 0,4 до 40 мкм) наружных поверхностей деталей со следами обработки, имеющими определенное преимущественное направление.
При оценке шероховатости поверхностей сложной формы и в случае трудного доступа к исследуемой поверхности применяют так называемый метод слепков, заключающийся в снятии копий (как правило, «негативных») поверхностей для последующего измерения по ним высоты неровностей. Неровности на слепках можно измерять как с помощью оптических, так и щуповых приборов. В частности, для этого используют приборы МИС-11, ПСС-2, электромеханические профилографы-профилометры. Материалы для изготовления слепков – легкоплавкие сплавы; воск; целлулоид; гипс; масляная гуттаперча; парафин; кинопленка, растворенная в ацетоне, и др. Наилучшим из них является масляно-гуттаперчевая масса.
Щуповой метод измерения параметров шероховатости . При щуповом (контактном) методе измерения неровностей поверхности в качестве щупа используют остро заточенную иглу, поступательно перемещающуюся по определенной трассе относительно поверхности. Ось иглы располагают по нормали к поверхности. Опускаясь во впадины, а затем поднимаясь на выступы во время движения ощупывающей головки по испытуемой поверхности, игла колеблется относительно головки соответственно огибаемому профилю. Механические колебания иглы преобразуются, как правило, в электрические при помощи электромеханического преобразователя того или иного типа. Снятый с преобразователя полезный сигнал усиливают, а затем измеряют его параметры, характеризующие неровности исследуемой поверхности (профилометрирование), или записывают параметры профиля поверхности в заранее выбранных вертикальном и горизонтальном масштабах (профилографирование).
Щуповые электромеханические приборы, предназначенные для измерений параметров шероховатости поверхности, называют профилометрами, а такие же приборы для записи неровностей поверхности — профилографами. Профило-графы позволяют не только записывать профиль поверхности, но и измерять параметры шероховатости. Поэтому их называют профилографами-профилометрами.
В щуповых приборах для измерения параметров шероховатости поверхности применяются индукционные, индуктивные, электронные и пьезоэлектрические преобразователя механических колебаний иглы в электрические сигналы.
Ранее в электромеханических щуповых приборах использовались индукционные преобразователи, в витках катушки которых наводилась электродвижущая сила при перемещении в поле постоянного магнита катушки под действием измерительной иглы (в США — прибор Аббота, в СССР — КВ-7). Теперь преимущественное распространение получили индуктивные преобразователи (приборы моделей 201, 202, 240 и 252 в СССР, «Телисурф-4», «Телисурф-10» в Англии, «Перт-о-метр-34В» в ФРГ, «Профикордер» в США и др.).

Рис.1.4 – Электрическая схема профилометра-профилографа мод. 201
Принцип действия индуктивного преобразователя рассмотрим на примере профилографа-профилометра модели 201. Электрическая часть прибора (рис.1.4) включает в себя электронный блок 7, показывающий 8 и записывающий 9 приборы. Магнитная система датчика представляет сердечник 2 с двумя катушками 1. Катушка датчика и две половины первичной обмотки дифференциального входного трансформатора 6 образуют балансный мост, который питается от генератора звуковой частоты 5. При перемещении датчика относительно исследуемой поверхности алмазная игла 4, ощупывая неровности поверхности, приводит в колебательное движение коромысло 3. При этом меняются воздушные зазоры между якорем и сердечником, а следовательно, и напряжение на выходе дифференциального трансформатора. Оно усиливается электронным блоком 7, на выходе которого подключены записывающий или показывающий приборы.
Электронный механотронный преобразователь представляет собой электронную лампу с подвижным электродом (обычно анодом), на выведенном из баллона конце которого укреплена ощупывающая исследуемую поверхность игла.
В ряде конструкций щуповых приборов («Брюэль и Кьер» в Дании, «Филлипс» в Голландии, «Тейлор-Гобсон-105» в Англии, «Швистул» в Швейцарии, «Хоммель-Тестер-Р» в ФРГ, «Сурфком-1» в Японии, ДБ-1 в СССР и др.) применяются пьезоэлектрические преобразователи. Пьезо-преобразователь выполняют в виде элемента, склеенного из двух пластин пьезоэлектрика (титанат бария, титанат циркония, сегнетова соль и др.) и имеющего на конце иглу. Нормальные к исследуемой поверхности смещения иглы вызывают деформацию элемента, а вследствие асимметрии кристаллической структуры пьезоэлектрика — пропорциональное этой деформации напряжение на выходе преобразователя.
Точность, размеры и технические условия эксплуатации профилографов-профилометров регламентированы ГОСТ 19299 -73 и ГОСТ 19300 — 73. Проверяются профилографы согласно ГОСТ 8.241 — 77 и ГОСТ 8.242 — 77.
В настоящее время в технологических лабораториях чаще всего используются профилографы-профилометры блочной конструкции (модели 201). Прибор имеет малое измерительное усилие (не более 1 мН при градиенте усилия до 5 мкН/мкм), благодаря чему можно измерять параметры шероховатости деталей с покрытиями без их повреждения, деталей из цветных металлов, пластмасс и других неметаллических материалов. Прибор оценивает параметр шероховатости Ra в пределах от 0,04 до 8 мкм на базовых длинах от 0,08 до 2,5 мм и записывает профиль с высотой неровностей от 0,05 до 20 мкм на прямолинейных трассах поверхностей (плоскостей, образующих цилиндров, конусов и т.п.). Погрешность показаний прибора не превышает ±10%, а погрешность записи — ±4%. Он позволяет произвести запись профиля плоской и цилиндрической поверхностей вдоль образующей на длине до 40 мм; в отверстиях диаметром 8. 20 мм — на глубине до 10 мм, а в отверстиях диаметром 20. 45 мм — до 100 мм. Прибор снабжается приспособлением для записи волнистости поверхности. По профилограммам, записываемым на электротермической бумаге шириной 80 мм, можно определить все нормируемые ГОСТ 2789-73 параметры шероховатости поверхности указанных поверхностей.
Профилограф-профилометр модели 202 более универсален. Этот прибор укомплектован специальными устройствами, позволяющими записывать профиль и измерять параметр Ra и на криволинейных поверхностях с радиусом не менее 50 мм, шариках и роликах диаметром 1. 25 мм, зубьях зубчатых колес, в малых отверстиях диаметром не менее 3 мм на глубине до 5 мм.
Профилограф-профилометр модели 252 с цифровой индикацией результатов предназначен для измерения параметров шероховатости Ra (от 0,02 до 100 мкм), Н max и Н min (от 0,1 до 100 мкм), tp (90 — 100%), числа шагов Кр (до 1000) и для записи профиля на прямолинейных трассах поверхностей. Наименьший диаметр проверяемого отверстия составляет 3 мм при глубине до 5 мм.
Профилометр модели 240 — переносной прибор для оценки шероховатости поверхностей по параметру Ra (2,5. 0,025 мкм) в цеховых условиях.
Портативный профилометр модели 253 предназначен для измерения параметра Ra в цеховых условиях. Диапазон измерения Ra — от 0,04. 2,5 мкм на базовой длине 0,25; 0,8; 2,5 мм. В приборе использован механотронный преобразователь.
Разработана модель портативного переносного щупового прибора с индуктивным преобразователем. Прибор используется для измерения стандартных параметров шероховатости и записи профиля поверхности. Диапазон измерения высоты микронеровностей — 0,5. 400 мкм, базовые длины — 0,08. 25 мм, длины трасс ощупывания — 3. 100 мм, скорости трассирования — 3, 10, 30, 50, 100 мм/мин.
Промышленностью выпускаются щуповые приборы специального назначения, в частности для измерения параметров шероховатости поверхностей колец подшипников (модель 261 и др.).
К наиболее распространенным зарубежным профилографам-профилометрам принадлежат приборы «Телисурф» (Англия), «Перт-о-метр», «Перт-о-граф» (ФРГ), «Профикордер», профилометр фирмы Бендикс (США) и др.
Любая, обработанная даже тщательнейшим образом поверхность детали, не может быть полностью идеально ровной. Значение гладкости и ровности поверхности детали в любом случае будет отличаться от заданного чертежом значения, т.е. от номинального значения. При этом, отклонение может быть либо макрогеометрическим, либо микрогеометрическим. Макро геометрические отклонения могут быть охарактеризованы волнистостью детали и несоответствием форме. Микрогеометрические отклонения, в свою очередь, определяются не чем иным, кроме шероховатости поверхности.
Шерховатость — это совокупность микронеровностей появляющихся на поверхностях готовых изделий или деталей. При этом, шаг неровности, принимаемый в качестве шероховатости, должен быть очень мал, относительно базовой длины всей поверхности.
Вообще, принято выделять три вида шероховатости объекта:
— Исходная шероховатость — возникающая в результате технологической обработки изделия различными абразивами.
— Эксплуатационная шероховатость — это приобретаемая в процессе эксплуатации шероховатость в результате износа и рабочего трения.
— Равновесная шероховатость — это вид эксплуатационной шероховатости, который можно воспроизвести в стационарных условиях трения.
Параметры шероховатости определены в ГОСТ 2789-73 «Шероховатость поверхности. Параметры, характеристики и обозначения». Согласно этому документу, выделяют такие показатели шероховатости, как:
- Ra — это среднее арифметическое значение отклонения профиля.
- Rz — это высота неровностей профиля, снятая в 10 точках.
- S — это средний шаг местных выступов профиля;
- Sm — это среднее арифметическое значение шага неровности;
- Rmax — это максимальная высота профиля;
- tp — это относительная длина профиля (опорная), р — это уровень сечения профиля.
При задании шероховатости, как правило, используется параметр ср. арифм-го. отклонения профиля (Ra).
Стоит отметить, что именно шероховатость, оказывает наиболее сильное влияние на эксплуатационные характеристики двигателей машин, а также деталей и узлов различного оборудования. Возможно, именно поэтому, точное определение значения шероховатости — одна из самых важных задач метрологии.
Оценка шероховатости может производиться двумя способами:
Наиболее точным, на момент написания статьи, является поэлементный способ, который может быть осуществлен различными методами определения шероховатости:
1) Щуповой метод измерения шероховатости поверхности — это контактный метод, измерения при котором производятся при помощи профилометра. Профилометр представляет собой чувствительный датчик, оборудованный тонкой, остро заточенной алмазной иглой, с так называемой, ощупывающей головкой.
Алмазная игла прижимается и перемещается параллельно исследуемой поверхности. В местах возникновения микронеровностей (выступов и впадин), возникают механические колебания измерительной головки иглы. Эти колебания передаются в датчик, преобразующий механическую энергию колебания в электрический сигнал, который усиливается преобразователем и измеряется. Записанные параметры этого сигнала в точности повторяют неровности на шероховатой поверхности детали.
Профилометры, по признаку типа преобразователя сигналов, разделяют на пьезоэлектрические, электронные, индукционные и индуктивные. Наиболее распространены приборы, использующие индуктивные преобразователи.
В качестве примера профилометра можно привести приборы моделей «СЕЙТРОНИК-ПШ8» (модели СЕЙТРОНИК-ПШ8-1, СЕЙТРОНИК-ПШ8-2, СЕЙТРОНИК-ПШ8-3 и СЕЙТРОНИК-ПШ8-4) а также старый-добрый «профилометр модели 130».
Помимо профилометров существуют также профилографы, которые позволяют не просто измерить, но и записать параметры шероховатого профиля в заранее выбранном масштабе.
Исследование поверхностней щуповым методом производится в несколько этапов: так, сначала профиль исследуемого объекта «ощупывается» несколько раз, а только затем, на основании серии измерений вычисляется усредненное значение параметра, характеризующегося как количественное выражение неровности относительно длины участка.

Профилограф — профилометр СЕЙТРОНИК-ПШ8-1
2) Оптический метод — это бесконтактный метод измерения шероховатости, который состоит из целой группы методов. Самые распространенные из них — это:
— метод светового свечения и теневой метод,
Итак, растровый метод предполагает следующую последовательность действий: на исследуемую поверхность кладется стеклянная пластинка, с нанесенной на неё растровой сеткой (т.е. системой равноудаленных параллельных линий), с маленьким шагом. Затем, на пластинку подаются световые лучи под наклоном. При падении световых лучей под наклоном в местах микроскопических неровностей, штрихи отраженной растровой сетки накладываются на штрихи реально нарисованной сетки, в результате чего возникают муаровые полосы, которые и свидетельствуют о наличии выступов или впадин на поверхности изучаемого объекта. При помощи растрового микроскопа и определяют параметры неровности. Точную методику определения параметров можно посмотреть в соответствующем ГОСТе. Отметим, что растровый метод применим для обследования поверхностей, следы неровностей на которых имеют преимущественно одинаковое направление (например, царапины в цилиндрах двигателей внутреннего сгорания).
Метод светового и теневого свечения — это наиболее часто применяемые методы измерения параметров неровностей. Метод светового свечения сводится к тому, что: световой поток от источника света, проходя сквозь узкую щель, превращается в тонкий, узкий пучок. Затем, при помощи объектива, он направляется на исследуемую поверхность под определенным углом. Отражаясь, луч опять проходит через объектив и формирует изображение щели в окуляре. При этом, абсолютно ровная поверхность будет иметь идеально прямой световой пучок (линия), а шероховатая поверхность — искривленный.
Теневой метод — это усовершенствованный и продолженный метод светового свечения. Состоит он в том, что: недалеко от изучаемой поверхности приспосабливается линейка со скошенным ребром. Пучок света преодолевает тоже самое расстояние, однако, будто ножом, срезается ребром линейки. При этом, на измеряемой поверхности можно наблюдать тень, верхняя часть которой в точности повторяет изучаемый профиль. При помощи микроскопа, такое изображение рассматривают, анализируют и делают выводы о параметрах и характере шероховатости.
Микроинтерференционный метод — реализуется при помощи специального измерительного прибора, который состоит из измерительного микроскопа и интерферометра. Используя интерферометр, получают интерференционную картину поверхности исследуемого объекта с искривлениями полос в местах неровностей. Параметры шероховатости измеряют, затем, при помощи микроскопа.
Также, следует выделить отдельно метод слепков, который применяется для оценки шероховатости различных труднодоступных поверхностей, а также поверхностей, обладающих сложным строением. Метод слепков, представляет собой снятие негативных копий поверхности при помощи воска, парафина или гипса, а также последующее их изучение щуповым или оптическим методом. Таким образом, метод слепков — это не самостоятельный метод, а лишь метод связанный с подготовкой к измерению. Он применим только совместно с одним из способов измерения шероховатости.


Отправить ответ