
Как самому заточить сверло по металлу
Содержание:
- 1 Параметры заточки сверл
- 2 Что необходимо для процедуры
- 3 Практические рекомендации
- 4 Преимущества использования специальных приспособлений
- 5 Шаг 1: Знакомимся с битами ближе
- 6 Шаг 2: Почему сверла крошатся и тупятся
- 7 Шаг 3: Подготавливаем сверло
- 8 Шаг 4: Выбираем инструмент для заточки
- 9 Шаг 5: Учимся держать сверло правильно
- 10 Шаг 6: Доводим заднюю поверхность
- 11 Шаг 7: Формируем поперечную кромку
- 12 Шаг 8: Формируем заднюю поверхность
- 13 Шаг 9: Затачиваем
- 14 Шаг 10: Повторение
- 15 Шаг 11: Заключение
- 16 Требования к оснастке
- 17 Заточка бура для бетона
- 18 Как держать сверло при обработке
- 19 Заточка сверла по металлу
- 20 Заточка сверла по дереву
Качественно выполнить обработку металла (в том числе просверлить отверстие в металлической детали) невозможно без использования инструмента, механические характеристики и геометрические параметры которого соответствуют требуемым значениям. Именно поэтому вопрос о том, как заточить сверло по металлу правильно, актуален для домашних мастеров, которые часто работают с таким инструментом, изнашивающимся (что естественно) в процессе эксплуатации.
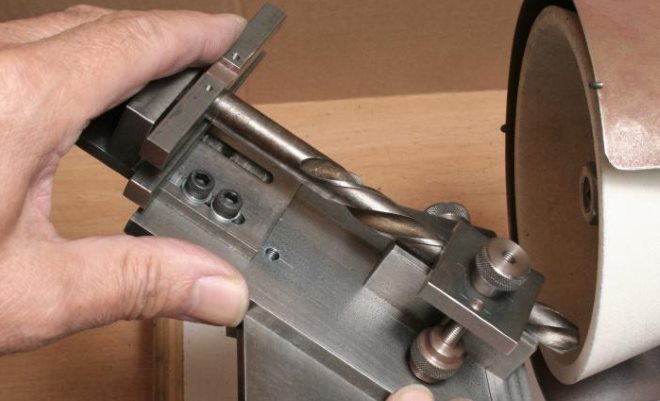
Заточка сверла по металлу с помощью специального приспособления заметно упрощает задачу
Затачивать сверла, предназначенные для работ по металлу, приходится значительно чаще, чем те, при помощи которых выполняется обработка древесины. При обработке такого мягкого материала, каким является древесина, сверла практически не затупляются и могут успешно эксплуатироваться очень длительное время, полностью сохраняя свои первоначальные характеристики. Совсем иначе обстоит дело со сверлами, при помощи которых выполняются отверстия в деталях из металла. Следить за состоянием таких сверл надо постоянно и сразу принимать меры, если их рабочая часть подверглась износу.
О том, что сверло по металлу необходимо наточить, свидетельствует целый ряд признаков:
- скрип и гул, издаваемые изношенным инструментом;
- интенсивный нагрев сверла в процессе его использования;
- низкое качество создаваемых отверстий.
У сверла с разной длиной режущих кромок работает только одна сторона и стружка выходит по одной спиральной канавке
Работа изношенным сверлом является не только неэффективной, но и небезопасной. В любой момент такое сверло, на рабочую часть которого приходятся значительные нагрузки, может сломаться, а его отдельные фрагменты, разлетающиеся в разные стороны с большой скоростью, могут нанести серьезную травму.
Параметры заточки сверл
Как в производственных, так и в домашних условиях сверла по металлу можно заточить на наждачных станках, оснащенных точильным кругом соответствующей твердости. Лучше всего в таких случаях использовать серийное оборудование. Если же его нет в наличии, то точить сверла можно и на устройствах, изготовленных своими руками. Следует иметь в виду, что характеристики данного оборудования, а также приспособлений для заточки сверл, используемых с ним в комплекте, во многом определяют качество такой процедуры.
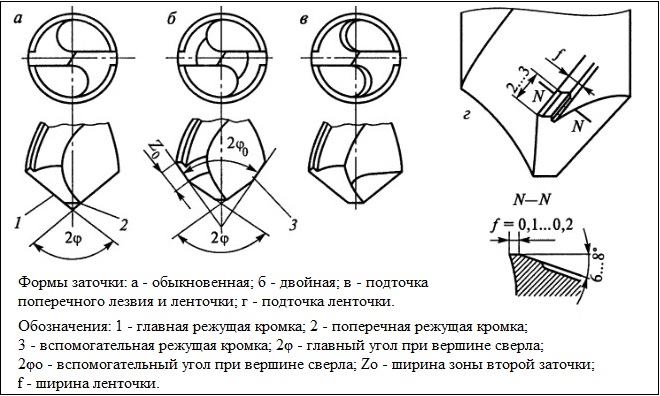
Основные формы заточки спиральных сверл
Наиболее важными параметрами, которые следует учитывать, чтобы правильно заточить сверло по металлу своими руками, являются:
- угол, под которым задняя часть инструмента располагается к плоскости сверления;
- угол заточки передней поверхности режущей части;
- длина поперечной перемычки на режущей части;
- угол при вершине режущего инструмента;
- длина режущих кромок.
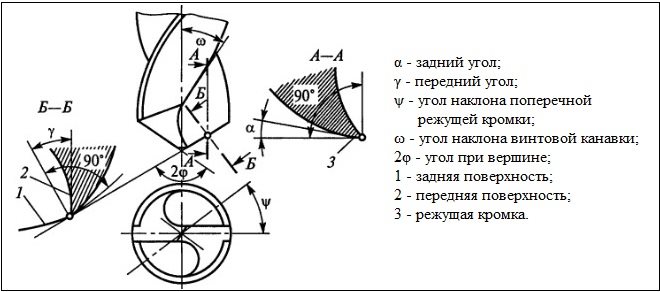
Основные параметры заточки сверла
Чтобы заточка сверла была качественной, необходимо обеспечить его подачу в зону обработки под требуемым углом. Для решения этой задачи используются различные приспособления, которыми оснащаются точильные станки.
Следует иметь в виду: если заточка сверла по металлу будет выполнена неправильно, это может привести не только к некачественному результату, но и к поломке инструмента.
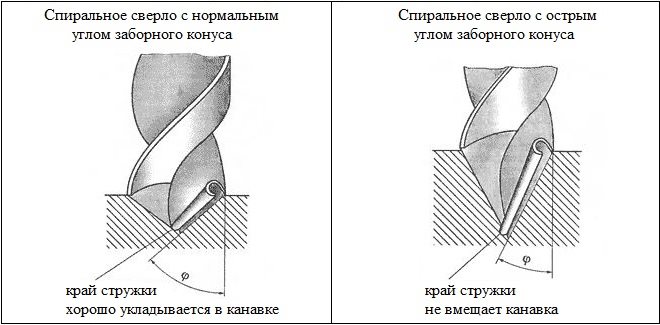
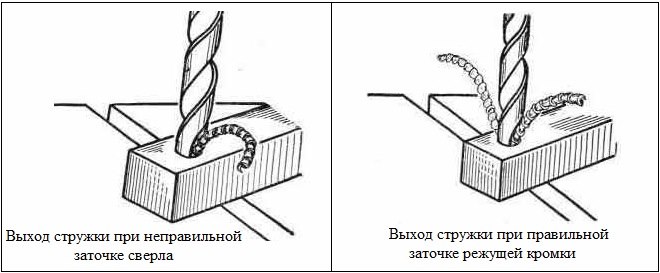
Влияние угла при вершине на правильное образование стружки
Что необходимо для процедуры
Чтобы заточить сверло по металлу самому, необходимо в первую очередь определить, для решения каких задач оно будет применяться. В производственных условиях для заточки сверл используются, как правило, специальные приспособления, обеспечивающие максимальную точность и производительность такого процесса. При выполнении заточки сверл в домашних условиях всегда приходится искать способы, позволяющие сделать результат этого процесса качественным.
В минимальный набор для заточки сверл по металлу должны входить:
- наждачный станок;
- точильные круги различной твердости, выбираемые в зависимости от материала изготовления сверла, которое необходимо заточить;
- емкость для охлаждающей жидкости и сама жидкость, в качестве которой может использоваться обычная вода (или машинное масло);
- приспособления, позволяющие выдержать правильные углы заточки.

Стойка для заточки сверл устанавливается рядом с абразивным диском и позволяет затачивать режущую кромку под точным углом
При заточке сверл своими руками нужно обращать внимание на следующие параметры:
- угол между плоскостью передней части сверла и основанием его режущей кромки (такой угол, измеряемый в главной режущей плоскости, называется передним);
- задний угол, который измеряется так же, как и передний, но по задней плоскости сверла;
- угол при вершине инструмента, измеряемый между двумя режущими кромками.
Для заточки сверл по металлу по всем правилам надо придерживаться следующих значений вышеуказанных параметров:
- передний угол режущей части – 20°;
- задний угол – 10°;
- угол при вершине – 118°.

Таблица 1. Углы при вершине сверла в зависимости от обрабатываемого материала
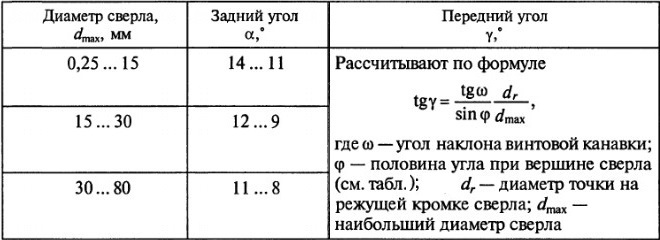
Таблица 2. Задние и передние углы сверла
Если вам необходимо заточить сверло по металлу в производственных или в домашних условиях, вы должны строго соблюдать технику безопасности. Этот процесс сопровождается образованием большого количества искр, от воздействия которых необходимо защищать органы зрения. Кроме того, поскольку такая процедура выполняется с остро заточенными инструментами из металла, осуществлять ее следует, используя перчатки для защиты рук.
Практические рекомендации
Наждачный станок, оснащенный точильным кругом, является универсальным устройством, позволяющим даже в домашних условиях качественно заточить сверло по металлу. Используя такое устройство, технологическую операцию следует начинать с обработки задней поверхности инструмента. Сверло, которое надо заточить, удерживают по отношению к точильному кругу таким образом, чтобы его режущая часть располагалась параллельно к поверхности круга. Заточка, выполняемая по данной методике, оптимально подходит для сверл по металлу, диаметр которых не превышает 10 мм.
Чтобы качественно точить сверла, диаметр которых больше 16 мм (в том числе и оснащенные твердосплавными пластинами), лучше всего использовать наждачный станок со специальным приспособлением. Применение последнего позволяет не только контролировать угол заточки сверл значительного диаметра, но и выполнять такой процесс с максимальной безопасностью.

Точность заточки в специальном приспособлении достигается точной подгонкой и надежной фиксацией сверла в оправке
Точильные станки, оснащенные дополнительными приспособлениями, рекомендуется использовать в тех случаях, когда необходимо заточить сверла следующих категорий:
- используемые для сверления глухих отверстий, для которого характерно снижение осевого усилия резания;
- универсальные, характеризующиеся повышенной прочностью;
- применяемые для сверления глубоких отверстий и отличающиеся незначительной величиной подточки.
Основная задача, которую решают приспособления, позволяющие качественно заточить сверло по металлу на точильном станке, – это правильное ориентирование режущей части инструмента по отношению к поверхности абразивного круга. Именно поэтому в конструкции такого приспособления имеется специальная опорная плита. На нее устанавливаются сам станок, двигатель, приводящий во вращение точильный круг, а также поворотная колонка, на которой фиксируется обрабатываемый инструмент. Использование такой колонки позволяет затачивать сверла практически в любом пространственном положении, располагая их режущую часть по отношению к поверхности точильного круга под требуемыми углами.
Преимущества использования специальных приспособлений
Большим преимуществом использования точильных станков, оснащенных специальными приспособлениями, является то, что движение обрабатываемого инструмента на них обеспечивается за счет привода, соединенного с электродвигателем. Конструктивная схема такого привода включает в себя подшипниковый узел и вал. На конце последнего и фиксируется сверло, которое надо заточить.
Перед началом процедуры инструмент закрепляется на устройстве под требуемыми углами заточки. После того как сверло по металлу оказывается зафиксированным на подвижной колонке приспособления, она сама подводится к вращающемуся точильному кругу. Таким образом, все углы, которые необходимо сформировать на задней поверхности режущей части, выдерживаются в процессе заточки автоматически. Среди основных недостатков такого станка для заточки сверл обычно отмечают его большие размеры.

Станок для заточки сверл
Если вы ищете ответ на вопрос о том, как правильно заточить сверло по металлу, не выполняя при этом сложных манипуляций с обрабатываемым инструментом, вам можно порекомендовать более компактные устройства. Одно из таких приспособлений – это насадочный станок. Он устанавливается на шпиндель обычной электрической дрели, от которого и приводится во вращение его основной рабочий элемент – точильный круг. Один конец такого приспособления оснащается специальной муфтой, соединяющей устройство с вращающимся шпинделем электрической дрели, а другой – крышкой с отверстиями разного диаметра, в которые вставляются рабочие части затачиваемых сверл по металлу.

Насадка на дрель для заточки сверл Sparta
Научить кого-либо пользоваться этим приспособлением, позволяющим быстро заточить сверло в домашних условиях, очень легко. При этом можно даже не показывать такой процесс по видео или вживую, все понятно и без демонстрации. Чтобы заточить сверло по металлу при помощи такого устройства, достаточно вставить инструмент в отверстие соответствующего диаметра до упора и включить электродрель, которая приведет во вращение точильный круг. Заточенный при помощи такого простейшего приспособления инструмент обладает всеми требуемыми геометрическими параметрами.
Казалось бы, заточить сверло можно при помощи любого устройства, способного привести во вращение точильный круг. Между тем без использования приспособлений для фиксации инструмента в процессе заточки нельзя выполнить такую процедуру качественно. Кроме того, можно получить серьезные травмы. Обращаться к такому простейшему способу заточки можно только в том случае, если вам требуется заточить сверла небольшого диаметра, которые несложно удержать в руках в ходе обработки.

При ручной заточке выдержать нужные параметры поможет закрепленный на опоре уголок
После того как вы заточили сверло по металлу, необходимо выполнить такую технологическую операцию, как доводка. Она нужна для того, чтобы довести качество режущей части восстановленного инструмента до требуемых значений. Доводка выполняется при помощи точильных кругов с небольшой зернистостью. При этом с режущей части сверла устраняются все неровности, ей придается гладкость. Сверла, на рабочей части которых отсутствуют шероховатости, создают в процессе сверления меньше трения, меньше нагреваются, а значит, способны прослужить дольше. Для выполнения доводочных операций как в производственных, так и в домашних условиях используются точильные круги, изготовленные из карбида кремния.
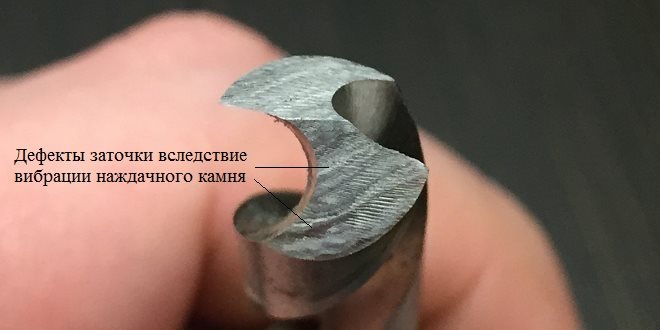
Немаловажным условием качественной заточки является отсутствие вибрации абразивного камня
Сверла, рабочая часть которых оснащена напайками из твердых сплавов, также можно наточить, но при этом следует учитывать ряд нюансов. Твердосплавные пластины очень критично относятся к перегреву, поэтому качественно заточить такие сверла по металлу можно только на невысоких скоростях вращения точильного круга. Кроме того, выполняя заточку, необходимо следить за тем, чтобы инструмент не перегревался. В противном случае твердосплавные пластины растрескаются или даже отломаются в месте пайки.
Чтобы заточить твердосплавные пластины, можно следовать технологии обработки обычных режущих инструментов. Надо также иметь в виду, что для заточки сверл с твердосплавными пластинами используют точильные круги с алмазным напылением, так как только они могут эффективно справиться с обработкой такого твердого материала.
Для того чтобы подробно познакомиться с правилами и методами заточки сверл по металлу, лучше не ограничиваться только теоретическим материалом, а изучить соответствующие видео. Показанный во всех подробностях технологический процесс позволит вам заточить свой инструмент качественно и быстро.
Вы никогда не замечали при сверлении, что сверла стали резать материал как-то по-другому, не так, как раньше? А может, некоторые уже настолько старые, что визжат и дымят при использовании и с трудом проходят дерево? Тогда прежде чем отправится в скобяной магазин за новым набором, попробуйте мой вариант заточки сверла по металлу, этим вы сэкономите себе время и деньги.

Следуйте моей инструкции как точить сверла, и ваши старые затупленные или выщербленные сверла будут как новые.
В заточке есть свои особенности. Когда я только начал работать слесарем-механиком девять лет назад, мой наставник весьма скептически отнесся к идее автоматической заточки старых сверл. Большая часть таких станков при высокой стоимости не сделает сверло даже приблизительно таким же острым, как заводская заточка (если, конечно, вы не раскошелитесь на промышленный станок). Что я собираюсь вам продемонстрировать – своего рода утерянное искусство, как наточить сверло по металлу на ленточном шлифовальном станке или на настольном шлифовальном станке.
Я не пытаюсь убедить вас, что, прочитав мое руководство, вы сразу сможете заточить сверло до идеального состояния, но справится со соей задачей вы сумеете, а после, набравшись опыта, вы сможете затачивать свои сверла до нужной остроты. Мы с наставником до такой степени стали в этом мастерами, что, покупая дешевые китайские сверла из высокоуглеродистой стали, мы затачивали их сразу после вскрытия упаковки, еще до первого использования.
- затупленная или выщербленная бита
- ленточная шлифовальная машина или шлифовальный настольный станок
Предупреждение! Ваши пальцы будут находится в близи от рабочего полотна устройства, есть риск содрать кожу. Не одевайте перчатки, так как их может затянуть станок, а значит, и вашу руку тоже. Тщательно выберите место возле станка, и лучше используйте защитные очки.
Шаг 1: Знакомимся с битами ближе
Есть много особенностей, по которым различают виды бит. Чтобы не углубляться, мы рассмотрим три основных элемента сверла: режущая кромка, задняя поверхность и поперечная кромка (перемычка).
Главная режущая кромка – производит срезание. Две режущих кромки на винтовом сверле должны быть симметричны друг другу, если нужно просверлить ровное отверстие. Если во время заточки уделять больше внимания одной из кромок, она будет больше и срез будет больше с этой стороны. Это значит, что отверстие будет шире, чем поперечный размер.
Задняя поверхность идет после режущей кромки и поддерживает острую кромку сверла в процессе резания. Если угол задней поверхности будет слишком большим, это снизит прочность режущей кромки и сверло будет обкалываться чаще, особенно в углах.
Поперечная кромка (перемычка) – образована пересечением задних поверхностей винтового сверла. На самом деле, поперечная режущая кромка не режет материал, а заминает его под главные. Поэтому желательно делать перемычку как можно меньше.
Шаг 2: Почему сверла крошатся и тупятся

Чтобы научиться затачивать биты, вам нужно понять, почему это вообще приходится делать.
Сверло крошится потому, что прочность режущей кромки ниже, чем сила, действующая на нее при резании. Чтобы избежать этого, задняя поверхность должна быть конической формы. Это делает режущую кромку более прочной.
Тупятся они либо в результате того, что перемычка неправильно заминает материал под режущую кромку и ее нужно снова сформировать, либо же сглаживается режущая кромка и ее нужно заново заострить, чтобы она снова врезалась в материал.
Шаг 3: Подготавливаем сверло

Пройдитесь пилкой по хвостовику, чтобы убрать возможные заусенцы, чтобы они не поранили вам пальцы.
Шаг 4: Выбираем инструмент для заточки


Заточить можно на точильном станке или на шлифовальной машинке. Убедитесь, что между щель между защитным кожухом и рабочей поверхностью, не больше 3 мм, чтобы сверло не цеплялось за край защиты.
Шаг 5: Учимся держать сверло правильно


Встаньте поудобнее перед станком и возьмите сверло двумя руками. Держите под углом 60° к ленте станка. Расположите конец задней поверхности прямо впритык к ленте. Повторяйте шаги 5-7, перемещая сверло по ленте до финишной позиции. Обратите внимание, на двух фотография разница между начальной и финишной позициями почти не заметна. Шаги 5-7 одновременны, но не забывайте, что двигаться должна только левая рука. Правая должна оставаться неподвижной, только пальцы поворачивают сверло.
Шаг 6: Доводим заднюю поверхность
Доводим заднюю поверхность поднимая левую руку и надавливая сверлом на ленту станка.
Шаг 7: Формируем поперечную кромку
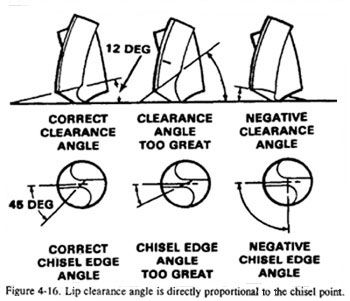
Перемещая левую руку к правой, вы сформируете угол поперечной кромки (перемычки). Повторите несколько раз, пока угол между поперечной и режущей кромками не станет равен 45°.
Шаг 8: Формируем заднюю поверхность
Вращением против часовой стрелки вы придадите задней поверхности коническую форму, это придаст большую стойкость кромке.
Шаг 9: Затачиваем

Соберите предыдущие три шага в одно движение, чтобы получился идеальный срез на поверхности.
Повторите несколько раз и переверните противоположной режущей кромкой к ленте станка.
Предупреждение: сверло разогреется в процессе заточки. Держите недалеко от станка пару чашек с холодной водой, чтобы периодически охлаждать его. Если оно перегреется, прочность сплава снизится. Поэтому охлаждайте.
Шаг 10: Повторение

Чтобы сделать кромки симметричными, возможно вам придется повторить шаги 5-7 пару десятков раз. Это нормально, запаситесь терпением. Продолжайте тренироваться! Чаще поворачивайте, чтобы обе кромки точились равномерно. Ваши движения должны быть осторожными, не пытайтесь сделать острую кромку рваными легкими надавливаниями на ленту станка, это почти всегда ведет к неровному краю или затупляет его.
Попрактиковавшись в заточке и формировании кромки и перемычки, можно попробовать сверлить. Если процесс резания все еще затруднен, проверьте перемычку и заднюю поверхность, чтобы убедиться, что задний угол сформирован правильно.
Если стружки выходят только с одной стороны, проверьте, симметричны ли режущие кромки относительно центральной линии. Если стружки на обеих сторонах, сверло готово к использованию.
Шаг 11: Заключение

Если вы купили замечательные кобальтовые биты с напайками, то у меня для вас плохая новость. Хотя сверлить ими намного легче, вручную заточить их вряд ли выйдет. Вам нужен будет аппарат, который сможет срезать задний угол и сформировать поперечную кромку. Если не уменьшить поперечную кромку, во время сверления будет происходить слишком сильное замятие, через большинство металлов вы просто не сможете сверлить.

Рассказываю как сделать какую-либо вещь с пошаговыми фото и видео инструкциями.
Заточить сверло в домашних условиях несложно, если знать как. Главная трудность в этом деле – выдерживать правильные углы. Ведь дома, как правило, нет специальных оправок и кондукторов. Есть только точильный станочек. По крайней мере, будем исходить из таких условий.

Требования к оснастке
Из оснастки у нас только электрический точильный станок. Но то, что он есть, еще не означает, что на нем можно точить сверла. Нужно, чтобы точильный диск имел правильную форму – то есть, форму цилиндра с ровным, не скругленным краем. Выпуклый край со сточенными ребрами может дать неправильную заточку
Если диск сильно сточен, его лучше заменить на новый или поправить специальным эльборовым «карандашом», если он есть в хозяйстве. Очень хорошо, если диск сбалансирован, не дает биений и вибраций (вообще-то, это обязательная норма). В работе участвует только периферийная, поверхность диска, не его торцы.
Есть соблазн воспользоваться ровной боковой поверхностью диска. Но она после нескольких заточек потеряет форму и исправить камень после этого будет намного труднее.
Заточка бура для бетона
Бур для перфоратора в качестве режущей части имеет пластину из твердого сплава, вставленную в прорезь на рабочем конце и закрепленную припоем. Нормально заточенный бур имеет четкие режущие кромки с углом заточки около 90 0 и углом между кромками при вершине – 130–140 0 .
При стандартной заточке передняя грань режущей кромки (направленная в сторону вращения) наклонена к оси бура под углом 30 0 , а задняя – под углом 60 0 . При ручной заточке, не имея специальных приспособлений, можно ориентироваться на целую, неизношенную часть граней и воспроизводить их углы наклона.
Процесс затачивания
Заточку начинаем с передних граней. Выставляем бур возле периферийной поверхности камня так, чтобы режущая кромка была параллельна оси точила и направлена вверх, а грань параллельна поверхности, и на короткое время несильно прижимаем бур к точилу. На металле остается ясно различимый след, который показывает, правильно ли было выбрано его положение. Плоскость пробного шлифа должна совпадать с плоскостью грани, а пятно шлифа располагаться по центру его неизношенной части, без существенного смещения. Найдя опытным путем правильное положение, запоминаем его и приступаем к заточке.
Параллельности достичь нетрудно, если поднести режущую кромку к поверхности камня и ориентироваться по зазору, оставшемуся до контакта.
Не следует сразу добиваться остроты кромки. Помните, что еще предстоит сточить заднюю грань, и тогда кромка «станет на место».
Сначала одна за другой затачиваются передние грани. Затем нужно проверить их симметричность. Это делается визуально, на просвет, поместив головку бура возле края какого-либо предмета. Край должен быть ровным или вогнутым, но симметричным. Можно изготовить специальный шаблон для проверки. При несимметричности дополнительно стачивается более короткая грань.
После этого, так же, поочередно, стачиваются задние грани кромок, с последующей проверкой симметричности. Симметричность расположения кромок проверяется и при взгляде с торца, вдоль оси бура. При правильной заточке они параллельны, а между ними остается перемычка длиной около 0,2–3 мм в зависимости от диаметра.
Если в результате обработки режущие кромки не стали острыми, на них остались видимые скругления или каверны, весь цикл заточки нужно повторить.

Дополнения
При затачивании важно не перегреть инструмент. Для охлаждения его периодически макают в воду. Емкость с водой нужно держать у станка. Не следует прижимать бур к точилу длительное время. Лучше работать короткими касаниями, около 2–4 с, с перерывами на такое же время. В этом случае лишнее тепло успевает отводиться телом бура и снижается риск перекаливания кромки.
Для работы по мягким материалам без удара, например по кирпичу или кафельной плитке, режущие кромки сводят «в ноль», без перемычки, а угол их заточки уменьшают до 30–35 0 .
Как держать сверло при обработке
Поскольку у нас по условиям задачи нет приспособлений для четкого позиционирования сверл, вся надежда на собственные руки. Есть несколько простых приемов, как добиться «твердой руки».
Лучше всего, если при заточке сверла его можно опереть на подручник – специальный «столик» закрепленный перед точилом. Если при непосредственной опоре на подручник не удается добиться нужного положения, его можно держать обрабатываемую деталь в руках, но обязательно опираться:
- пальцами на подручник;
- запястьем или кистью на верстак, на колено, на любой стабильный и удобно расположенный предмет;
- локтем или предплечьем на верстак или на колено.
В самом крайнем случае можно просто локти прижать к бокам, образуя треугольник руками и туловищем. Но в любом случае нужно найти возможность для максимально жесткого удержания инструмента с минимальными усилиями.
При фиксации сверла во время работы следует запоминать его положение не только визуально, но и по ощущениям в руках. Мышечная, кинестетическая память может оказаться точнее, чем визуальный контроль.
Чтобы сохранить симметричность заточки, полезно переходить ко второй кромке поворотом сверла вокруг продольной оси, без смены положения рук и тела. Если не нужен перерыв на охлаждение.
Заточка сверла по металлу
При заточке сверл по металлу стачиваются только задние поверхности режущих кромок. Эти поверхности имеют скругленную форму (при диаметре сверла меньше 3 мм – плоскую) с понижением относительно кромки около 10 0 . Режущие кромки сходятся к вершине сверла под углом 116 – 120 0 (угол заточки). Для латуни, меди, мягкой бронзы этот угол увеличивают до 125–130 0 , для алюминия – до 140 0 .
Затачивание
При заточке сверло удерживается двумя руками. Одной возле точила, другой – за хвостовик. Пальцы ближней к точилу (ведущей) руки опираются на подручник. Если его нет, нужно найти любую опору, как описано выше.
Сверло располагается под углом к рабочей поверхности точильного камня: 60 0 по горизонтали (половина угла при вершине) и около 10 0 по вертикали. Затачиваемая режущая кромка направлена вверх и расположена горизонтально, параллельно оси камня. Подбор положения можно сделать при выключенном станке, по форме зазоров между кромкой и точилом при взгляде сверху, и между точилом и тыльной поверхностью при взгляде сбоку. Для более точной установки угла заточки, на подручнике можно нанести четко видимую линию под нужным углом.
При заточке сверло прижимается к точилу режущей кромкой, а затем, без изменения прижима и горизонтального угла, наклоняется хвостовиком вниз до полной обработки тыльной поверхности. При этом положение ведущей руки не меняется. После 1 – 3 таких проходов сверло поворачивается вокруг продольной оси на 180 0 , и операция повторяется для второй кромки. Поворот инструмента производится только пальцами, без изменения положения рук.
После заточки нужно проверить симметричность кромок – равенство их длин и углов наклона к оси сверла. Если одна из кромок оказалась короче, ее нужно проточить еще раз. Равенство углов проверяется визуально – на просвет или при помощи простого шаблона, длину кромок можно замерить штангенциркулем.
Дополнительная обработка
При правильной заточке режущие кромки не сходятся на вершине, между ними остается короткая перемычка. Для уменьшения сопротивления входу в материал, перемычка стачивается углом точильного камня или алмазным надфилем. Стачивание производится с двух сторон, симметрично, под острым углом к оси сверла, а край образующейся при этом канавки располагается под углом 30 0 к режущей кромке. Цель этой операции – укоротить перемычку, но не сточить ее полностью! Без нее сверло не будет центрироваться при входе.
Стачивание перемычки производится на сверлах диаметром более 3 мм. Но на практике, для простых работ без высоких нагрузок перемычку, как правило, не стачивают даже при диаметре 10 мм и более.

Проверка заточки
После затачивания нужно проверить инструмент в работе и при необходимости подправить. На ошибки заточки указывают несколько признаков.
- Плохая центровка при входе, при работе заметны биения – несимметричная заточка кромок или перемычки.
- При работе слышен визг металла, сверло сильно греется, стружка имеет вид мелких крупинок – большой угол заточки кромки, недостаточное понижение тыльной поверхности (тупые кромки).
- Повышенное усилие вращения, на режущих кромках быстро образуются сколы – слишком малый угол заточки кромок (чрезмерно острые кромки).
Признаки правильной заточки:
- четкая центровка при входе, стабильная работа, отсутствие биений;
- вход в материал легкий, стружка выходит в виде одинаковых «спиралек» из обеих канавок;
- нагрев сверла невелик.
Заточка сверла по дереву
Для сверления древесины и древесных материалов существует несколько видов сверл. Здесь рассмотрим самое универсальное и распространенное – спиральное.
Особенности сверления древесины
Спиральное сверло по дереву по конструкции мало отличается от его собрата для металла. Даже режущая часть может быть такой же. Но древесина имеет волокнистую структуру. При его сверлении резцы в разных направлениях по разному взаимодействует с материалом. Следствием этого могут быть задиры и сколы на поверхности обрабатываемой детали. Чтобы этого избежать и получить аккуратное ровное отверстие, применяют специальную заточку сверла, с центровиком и подрезателями.
Первым в контакт с материалом входит центровик – узкий шип, расположенный по оси сверла. Углубляясь, он центрует инструмент, удерживает его от боковых смещений. Затем в дело вступают подрезатели – боковые резцы, выступающие над режущими кромками. Они отсекают древесные волокна по контуру отверстия и предотвращают распространение отщепов за его пределы. Оконтуренный, фактически изолированный материал, извлекается основными лезвиями.
Геометрия рабочей части
Углы наклона граней центровика к оси сверла составляют 10 0 , наклон внутренних кромок подрезателей – 30 0 , внешние кромки подрезателей совпадают с боковой поверхностью сверла. Угол понижения задней поверхности режущих кромок составляет 25 0 . Высота центровика и подрезателей над режущими кромками зависит от диаметра сверла, но подрезатели всегда ниже.
Например, сверло диаметром 10 мм должно иметь центровик высотой 3,5–4,5 мм, а подрезатели – 1 мм. Ширина основания центровика составляет около 1,5 мм. Рекомендованные параметры для разных диаметров смотрите в таблицах 1 и 2 приложения 1 к ГОСТ 22053-76.
Чем затачивать
Для выполнения такой сложной заточки нужен камень специальной формы. Если есть «карандаш» для правки абразивных дисков, можно стандартному точильному диску придать трапециевидный профиль (сточить один край на конус) и назначить этот камень для заточки только сверл по дереву.
Еще можно использовать диск для «болгарки», установив его на точильный станок. При разных посадочных диаметрах можно заказать переходник. Другой вариант – использовать «болгарку». Но ее нужно обязательно надежно закрепить.
Заточка – знакомая работа
Сам процесс заточки сверла по дереву в принципе не отличается от заточки других сверл. Используются те же приемы выбора нужных углов, фиксации инструмента и контроля симметричности. Если нужно просто подточить затупившееся сверло, то больших сложностей при хорошей оснастке возникнуть не должно. Если же нужно сделать сверло по дереву из стандартного, то стоит вначале потренироваться на старых сверлах, которые не жалко извести на обучение.


Отправить ответ