
Как сварить чугун с металлом
Содержание:
- 1 Электроды по чугуну
- 2 Сварка чугуна и стали
- 3 Особенности материала
- 4 Способы сварки
- 5 Как варить чугун
- 5.1 Подготовительные работы
- 5.2 Сваривание без подогрева
- 5.3 Сварка с нагревом
- 5.4 Необходимость сварки чугуна и в чём её сложность
- 5.5 Какими электродами можно варить чугун
- 5.6 Подготовка чугунных заготовок к сварке
- 5.7 Способы сварки чугуна
- 5.8 Горячая сварка чугуна инвертором
- 5.9 Холодная сварка чугуна инвертором
- 5.10 Режим холодной сварки чугуна инвертором
- 5.11 Где окажут услугу
Мне предстоит ремонт коробки УАЗика и в перспективе — блока тракторного двигателя. В связи с чем вопрос: каковы особенности сварки чугуна?

Пример шва по чугуну
Указанный Вами сплав — довольно непростой материал, т.к. содержит от 2.14 до 6% углерода (все что ниже 2,14% именуется сталью). Высокое содержание углерода отрицательно влияет на его свариваемость. Как способ плавления, лучше всего подходит ручная дуговая (ММА), либо полуавтоматическая сварка (MIG-MAG).
Консультируйтесь при выборе инвертора со специалистами магазина, они помогут выбрать правильный вариант.
Теперь, собственно, про особенности чугуна:
• он обладает высокой теплопроводностью – соответственно, очень быстро отдает переданное ему тепло. Быстрое охлаждение приводит к возникновению закалочных участков в зоне шва и образованию белого чугуна склонного к охрупчиванию.
• Отсутствие пластичности создает внутреннюю сверхнапряженнность в структуре
• Углерод интенсивно сгорает при нагреве и плавлении с выделением монооксида углерода, способствующего развитию пор и раковин.
• Окисел чугуна очень тугоплавкий
Электроды по чугуну
Для РДС (ММА) используют следующие:
• чугунные сейчас редко встречаются. Могут быть очень большого диаметра от 6 до 15 мм. Рекомендуется применять электроды с минимальным диаметром и на малых токах.
• на медной основе,
• на никелевой основе
• стальные.
Применение стальных электродов
Для чугуна – хуже не придумаешь. Целесообразно, если ремонтируются небольшие дефекты и не планируется дальнейшая мех.обработка. Из-за процесса отбеливания шов становится податливым и хрупким. Применяют электроды ЦЧ-4 стержень которых составлен из чистого Fe или УОНИИ-13/45 , которые используются для заварки «черных » и малолегированных сталей
 Наилучшие же характеристики показывают электроды на основе никеля (электроды ESAB ОК 92.18, ОК 92.58 ). Ими осуществляют холодную сварку чугуна (см. ниже), но рекомендуется незначительный подогрев до 40 градусов. Полученный шов обладает хорошими прочностными характеристиками и обрабатывается резцом или фрезой без ограничений
Наилучшие же характеристики показывают электроды на основе никеля (электроды ESAB ОК 92.18, ОК 92.58 ). Ими осуществляют холодную сварку чугуна (см. ниже), но рекомендуется незначительный подогрев до 40 градусов. Полученный шов обладает хорошими прочностными характеристиками и обрабатывается резцом или фрезой без ограничений
Электродами на медной основе варится чугун хорошо, но прочностные свойства шва и околошовной зоны вы не получите, связано это с тем, что Cu и Fe не взаимодействуют друг с другом до растворения Cu.
Для полуавтоматической сварки
применяют стальную, никелевую и кремний-бронзовые проволоки в сочетании с защитным газом или его смесями.
Различают горячую и холодную сварку
• При горячая сварке чугун подогревают до температуры от 250 до 650 градусов с последующей плавлением на малых токах. Перегрев и большие токи могут привести к растрескиванию. После сварочной операции чугун медленно охлаждают. Для этого его можно поместить в песок или накрыть теплоизоляционным материалом.
• Холодная сварка для чугуна производится без подогрева, но нужно делать швы как можно короче, необходимо, чтобы они остывали постепенно.
Шлифмашинка Макита от брызг
Сварщик может столкнуться с «обилием» брызг. В таком случае должна помощь зачистка на глубину более 0,5мм. Дело в том, что при изготовлении песчано-глинистой формы, в которую отливают чугун, используются не только песок и глина, а еще и связующие компоненты, среди которых и канифоль. При нагреве возможно попадание этих примесей в поверхностный слой, и они «газят» при нагреве. Используйте шлифмашинку Макита с зачистным или обдирочным кругом для удаления поверхностного слоя.
Сварка чугуна и стали
Здравствуйте, делаю забор с фундаментом в виде ленты. Через каждые 2,5 метра – металлические решетки, которые будут между каменными столбиками. Для армирования каменных столбиков нашлись чугунные канализационные трубы. Решетки в столбиках будут крепиться с помощью стальных полосок. Вопрос: как приварить сталь к чугуну?
Обычно, перед сваркой стальную и чугунную заготовку подогревают до температуры 600 градусов. Предварительный подогрев позволяет получать сплошные герметичные сварные соединения в один проход.
Но если, как в вашем случае, предварительный подогрев в печи невозможен, то технология меняется. Сварку забора осуществляйте валиками длиной не более 25 мм. Перед наплавкой нового валика необходимо подождать, пока предыдущий валик остынет полностью. То есть нельзя перегревать основной металл соединения.
Также шов, полученный таким образом, нельзя подвергать механической обработке, поскольку он имеет повышенную хрупкость. Но прочности для поддержания целостности такой конструкции, как забор, должно хватить с запасом.
Для получения менее хрупкого сварного соединения и более прочного шва используйте электроды для сварки чугуна — а также чугуна со сталью — ESAB ОК 92.58.
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Сварка чугуна требует другого технологического подхода. Это связано с химическими особенностями металла, что влияет на его обработку и, в частности, на сварку.
В этой статье мы рассмотрим технологии сваривания чугуна в домашних условиях с применением двух основных приемов.
Особенности материала
Чугун по своему составу — соединение элементов железа и некоторого количества углерода. Но, в сравнение со сталью, последнего в нем свыше 2,14 %.
В зависимости от составов чугуны бывают белые и серые.
Белый чугун по своей сути полуфабрикат и используется для производства ковкого металла. Он очень хрупкий и изделия из него не производят.
Серый вид этого металла чаще всего применяют в промышленности и изготовлении различных вещей.
Также есть ковкие и высокопрочные чугуны.
В чем особенности этого материала в сварочных работах? Главное — это трудности с получением качественного шва, связанные со следующими проблемами.
- Чугун в силу своей неоднородной структуры склонен к растрескиванию в месте сваривания. Это связано с воздействием на него высокой температуры дуги, что приводит к его отбеливанию и изменению состава в месте варки (высокая температура плюс быстрое остывание).
- Вследствие высокотемпературного влияния электрической дуги происходит выгорание части углерода в составе металла, как следствие — в сварном шве образуются поры. Это не добавляет прочности такому соединению и качество значительно ухудшается.
- При расплавлении чугун очень текуч, что не позволяет сформировать правильный шов. Чем выше процентный состав углерода, тем текучесть будет выше.
- Также при сварке могут образовываться окиси в составе шва, которые тоже не упрочняют соединение. К тому же, окислы более тугоплавки.
Такие особенности значительно затрудняют сварочные работы по чугуну. Главная сложность — это непредсказуемость результата в итоге сварки. Чаще всего образовываются трещины на поверхности уже во время остывания металла.
Самым плохим чугуном для сварки является темно-серого или черного цвета (высокая вместимость графита). Такие виды лучше всего не варить в домашних условиях, в большинстве случаев это приведет к растрескиванию шва и самой детали.
Определить такие виды металла можно проведя рукой по излому. При большой вместимости графитов чугун «мажется».
Но, несмотря на трудности, сварное соединение все-таки возможно. Как проводиться сварка чугуна?
Способы сварки
Способ сваривания такого металла, как чугун, зависит от того, как его подготовить к процессу. Зависимо от этого различают «холодный» способ (без предварительного подогрева поверхности) и «горячий» (с предварительным нагревом детали).
Холодный способ сварки
Сваривание чугунных деталей холодным способом более простое, но нужно использовать специально предназначенные для этой сварки электроды.
Если пользоваться обычными (стальными) электродами без предварительного нагрева, то в сварном шве образуется металл в виде высокоуглеродистой стали с элементами, входящими в состав чугуна (серы, фосфора, марганца и прочих).
К тому же, такой шов нельзя зачищать, ввиду его высокой способности к растрескиванию. Слишком быстрое остывание приведет к образованию белого чугуна в месте рядом со швом. Металл станет твердым и очень хрупким.
Холодное сваривание проводят электродами небольшого диаметра и на малом токе.
Чаще всего такой способ целесообразно использовать при небольших объемах работ и невозможности сделать подогрев деталей.
Холодную сварку чугунных деталей можно проводить стальным электродом только в том случае, если швы не будут испытывать нагрузки на растяжение. Чаще всего используются медно-никелевые электроды, или же имеющие в своем составе медь и железо.
Горячий способ
Использование такого метода сваривания чугуна более целесообразно в домашних условиях. При подогреве сварочный шов более качественный, так как отсутствую процессы отбеливания металла и его закалки.
Горячий способ может быть местным или общим (частичный прогрев или полностью всей детали).
Для нагревания стоит использовать печь, где деталь будет равномерно прогреваться со всех сторон.
Также различают варианты прогрева в зависимости от температурного показателя
- Горячий — от 500 до 600 градусов.
- Полугорячий — от 300 до 400.
- Теплый — от 150 до 200.
Вся технология заключается в нагревании детали до необходимых температур перед свариванием и медленном охлаждении после завершения процесса.
Нагрев не должен превышать показатель 600-650 градусов. Иначе это приведет к изменению в структуре чугуна. Также нужно соблюдать неспешное нагревание, выдерживая скорость в 150 градусов в час.
Охлаждение тоже происходит неспешно. Лучше всего — поместить деталь в печь, в которой происходило нагревание, где и будет происходить остывание вместе с ней.
Как варить чугун
В работе с чугуном, как и с другим металлом, можно выделить два основных пункта: подготовка деталей и собственно сама сварка.
Подготовительные работы
Требования к предварительной подготовке при сварочных работах по чугуну намного выше, чем в стали.
- Во-первых, структура чугуна может привести к разрастанию повреждений.
- Во-вторых, пористость способствует проникновению загрязнения глубже в металл. Настоящая головная боль по очистке чугуна от машинного масла, которое очень глубоко проникает в поверхность.

Очищают поверхности чугунных деталей с помощью щетки по металлу и наждачной бумагой, тщательно устраняя все загрязнения и ржавчину. Можно воспользоваться болгаркой со специальной насадкой с металлическим ворсом.
При наличии машинного масла его нужно удалить, используя растворитель.
Также потребуется зачистка всех неровностей, поверхности должны быть ровными и гладкими.
По краям свариваемых деталей или трещин нужно сделать фаску. Кромки при этом скашивают, пользуясь подходящим инструментом.
При этом стоит помнить о хрупкости металла. Если края скругляют зубилом, то это делают очень тонкими слоями, постепенно. Толщина стружки должна быть не более 1 миллиметра.
Вокруг будущего соединения, на ширину в 20-30 мм, все зачищают до блеска металла.
После подготовки переходят к свариванию. Как заварить чугун используя основные методы в домашней мастерской?
Сваривание без подогрева
Сварка чугуна электродом в домашних условиях холодным способом возможна только при правильном подборе материалов. Чем варить чугун? Сегодня существует много видов различных расходников для сваривания практически любых металлов.
Лучше всего использовать электроды, в составе которых есть медь или никель. С последним углерод не вступает в соединения, что не приводит к образованию белого чугуна в шве. При этом сам шов не будет иметь слишком высокую твердость и легко зачищается и поддается любой обработке.
Такими же свойствами обладает и медь.
Чаще всего распространены железно-никелевые, железно-медно-никелевые электроды. С производителей можно обратить внимание на расходники от компании ESAB.
Режим сварки (сила тока и полярность), обычно указывается на упаковке с самими электродами.
Варка происходит в несколько этапов. После наложения каждого шва, ему дает остыть, после чего возобновляют работу.
Главное — это не пережигать металл, а как бы наплавлять расплав на свариваемую поверхность.
Для более качественной сварки лучше использовать горячий способ.
Сварка с нагревом
Главной проблемой при сваривании чугунных деталей является перепад температуры. Слишком большой нагрев с последующим охлаждением приводят к растрескиванию. Чтобы свести этот фактор к нулю, используют предварительное прогревание деталей равномерно по поверхности металла.
Итак, как варить чугун электросваркой с предварительным нагреванием?
- Поверхности заготовок или детали тщательно очищают от любого загрязнения.
- Если нужно заварить сквозные пробоины или трещины, то для предотвращения вытекания расплава используют специальные формы. Их изготавливают из графитовых пластин.
- Нагрев деталей в промышленных условиях производят в специальных индукционных нагревателях, дома для этой цели подойдет печь. Температуру нагрева определяют зависимо от массивности и толщины чугуна (от 300 до 600 градусов).
- Используя нужные электроды, выставляют соответствующую силу тока (сварка чугуна происходит на большей мощности, чем при варке стали).
- Нужно также настроить аппарат на постоянный ток при прямой полярности (кабель держателя ставят на минус, а массу — на плюс).
- Во время ведения шва нужно, чтобы сварочная ванна была достаточно заполнена расплавом, при этом его как бы перемешивают кончиком электрода.
- После завершения варки нужно обеспечить медленное остывание. Лучше всего сваренные детали засыпать теплоизолирующим материалом (древесным углем или сухим песком), также можно оставить чугун в остывающей печи, которую использовали для нагрева. Остывание зависит от массивности, слишком большие детали могут остывать до 5 суток (в промышленных объемах).
Горячий способ варки чугунных соединений более трудоемкий и ответственный, но его использование позволяет получить на выходе качественный шов без дефектов.
Сварка инвертором чугуна — довольно сложный процесс. Требуется тщательная подготовка самих деталей и внимательный подбор расходных материалов. Особенно важно, какими электродами осуществляется соединение при холодной сварке.
А что вы думаете по этому поводу? Есть ли у Вас опыт сваривания чугунных деталей электросваркой в домашних условиях? Какими приемами вы пользовались при этом? Ваш опыт важен для нас. Оставьте свои комментарии к этому материалу.
Чугун – сплав железа и углерода, который очень плохо варится по причине содержания там второго компонента в объёме от 2% до 6% (сталь имеет тот же химический состав, но углерода в ней до 2% и она прекрасно варится). Учёные и инженеры разработали технологические процессы, которые позволяют производить сварку чугуна при помощи сварочного инверторного аппарата .

Внутреннее устройство сварочного инвертора «Строитель 300Р».
Ответ на вопрос «как варить чугун инвертором» начнём с рассмотрения ситуаций, в которых возникает необходимость сварки чугунных деталей. И разберёмся: в чём заключается сложность сварки этого сплава.
Необходимость сварки чугуна и в чём её сложность
Ситуации, в которых необходима сварка чугуна, представлены в таблице.

В каких случаях требуется сварка чугуна.
Процесс сварки чугунных деталей осложняется тем, что сваренное соединение (шов) может получиться низкого качества. Вызвано это двумя причинами:
- в районе шва происходит насыщенная закалка металла, который и без того имеет низкую пластичность. В результате этого повышается его хрупкость, приводящая к образованию трещин в процессе усадки сварочного шва;
- на сварочном процессе отрицательно сказывается соединение кислорода и углерода с последующим образованием окиси углерода. Это приводит к тому, что шов становится очень пористым.
Использование инвертора для сварки чугуна помогает решить очень многие проблемы. Сначала давайте разберёмся, какие электроды следует использовать.
Какими электродами можно варить чугун
Особенности сварки деталей из чугуна сварочным инвертором требуют применения преимущественно электродов на базе следующих металлов:
Как осуществляется сварка чугуна этими электродами показано на рисунке.
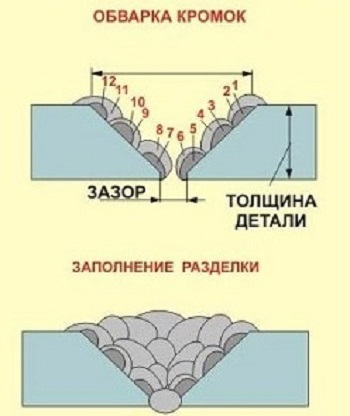
Порядок заполнения разделки трещин.
Для сварки чугуна инвертором применяются специальные электроды и очень важно их правильно выбрать. Давайте в этом разберёмся.
Электроды марки ЦЧ-4 применяются для:
- горячей и холодной сварки чугуна;
- заделки дефектов;
- ремонтной наплавки.
Эти же электроды используются для сварки стали с чугуном. Они позволяют наплавлять 1…2 слоя на изношенные детали из чугуна, подготавливая их под дальнейшую наплавку другими сварочными электродами.
Технические требования при выполнении сварки инвертором при помощи электродов ЦЧ-4 (далее – требования):
- сварка выполняется в нижнем положении шва;
- процесс осуществляется на обратном токе.
Электроды марки ОЗЧ-2 применяются для:
- холодной сварки ковкого и серого чугуна;
- устранения дефектов литья и наплавки.
- сварка выполняется в вертикальном и нижнем положениях шва;
- процесс осуществляется на обратном токе.
Электроды марки ОЗЧ-6 применяются для:
- холодной сварки ковкого и серого чугуна;
- проведения ремонтных работ тонкостенных изделий.
- сварка выполняется в вертикальном и нижнем положениях шва;
- процесс осуществляется на обратном токе.
Электроды марки МНЧ-2 используются для;
- холодной сварки чугуна;
- заваривания дефектов литья;
- наплавки на детали из ковкого, серого и высокой прочности чугуна. Наплавленный металл имеет высокую плотность. Поэтому, обычно такие электроды применяются при ремонте ответственных объектов, требующих высокого качества сварного шва.
- сварка выполняется в вертикальном, нижнем и ограниченно потолочном положениях шва;
- процесс осуществляется на обратном токе.
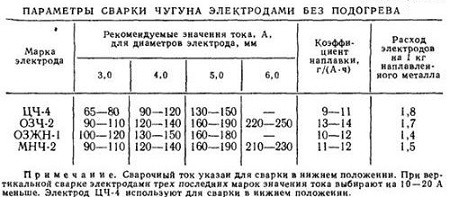
Параметры сварки чугуна электродами без подогрева.
Электроды марок ОЗЖН-1 и ОЗЖН-2 используются для сварки высокопрочного и серого чугуна с выполнением многослойной заварки крупных дефектов и наплавлением больших объемов металла. Они обычно используются совместно с электродами марок МНЧ и ОЗЧ: при помощи последних выполняются первый и последний слои шва, а промежуточные – при помощи электродов ОЗЖН.
- сварка выполняется в вертикальном и нижнем положениях шва;
- процесс осуществляется на обратном токе.
Электроды марки ОЗЧ-4 используются для сварки высокопрочного и серого чугунов. Они дают возможность наплавлять и сваривать последние слои поверхности, обеспечивая при этом износостойкость и высокое качество наплавленного слоя, делая его высокотехнологичным и ударопрочным.
- сварка выполняется в вертикальном и нижнем положениях шва;
- процесс осуществляется на обратном токе.
В настоящее время существуют другие модели и разрабатываются новые типы сварочных электродов, которые применяются при сварке чугуна. Качество сварного шва во многом зависит от правильно выбранных инвертора и сварочных электродов.
Подготовка чугунных заготовок к сварке
Вне зависимости от марки используемого сварочного оборудования (инвертора и электродов) и выбранной технологии сварки, подлежащие сварке заготовки должны пройти подготовку. Заключается она в устранении дефектных участков и обработке определённым образом свариваемых кромок.

Варианты разделки кромок.
Дефектные участки заготовки следует разделывать до незапятнанного металла. Кромки следует удалить таким образом, что бы обеспечить максимально комфортные рабочие условия. При обработке используется следующий инструмент:
- переносной наждачный круг;
- шаберы;
- сверла;
- шарошки и т. д.
Можно использовать слесарное зубило и им стесать кромки. Что бы предотвратить отколы при использовании этого инструмента, следует срубать металл тонкими слоями.
При подготовке и разделке дефектных мест следует выполнять следующие требования:
- операция производится исключительно по трещине;
- что бы предотвратить увеличение размеров несквозных трещин при обработке, на расстоянии 10 им от их концов просверливаются отверстия. Их диаметр должен на 1…2 мм превышать ширину трещины;
- разделка сквозных трещин выполняется с одной либо с двух сторон (в зависимости от марки и толщины чугуна);
- заделка пробоины производится следующим образом:
- сглаживаются края;
- срубаются при помощи зубила остроугольные выступы;
- пробоину рекомендуется ремонтировать в следующей последовательности. Наждачным кругом производится зачистка поверхности на расстояние до 30 мм от краев пробоины. Из листовой низкоуглеродистой стали вырезается заплатка. Её размеры должны быть таковы, что бы она перекрывала пробоину примерно на 15…20 мм. С целью снижения напряжений, возникающих в металле в процессе сварки, края заплатки отбортовывают на 30°. Заплатка размещается отбортованной частью к чугуну и приваривается внахлест;
Способы сварки чугуна
Варить чугун можно разными способами. При выборе метода, чтобы получить положительный результат, важно знать особенности его сварки. Основным критерием при выборе способа сварки является качество получаемого сварного шва.
Существуют два вида сварки чугуна:
Горячий вид сварки применяют на предприятиях, которые имеют возможность нагреть свариваемые изделия из чугуна до необходимой температуры. Этот вид сварки позволяет получать сварные швы высокого качества. Но, далеко не везде есть возможность осуществить такой нагрев, и применяется метод холодной сварки.
Горячая сварка чугуна инвертором
Достоинством горячей сварки является отсутствие риска образования трещин. В процессе сварки следует добиваться равномерного прогрева свариваемых деталей. Наличие большой разницы температур между основным металлом и швом чаще всего приводит к образованию трещин и появлению прочих дефектов.
Приступая к нагреву деталей, их следует надежно закрепить в жестком каркасе (кондукторе). Такая форма заневоливания позволит избавиться от напряжений, которые во время работы могут привести к образованию трещин. Жёсткий каркас можно не использовать в случае применения местного нагрева деталей. Нагрев заготовок, как правило, производят в индукционных нагревательных печах. При необходимости можно использовать следующее оборудование:
- горны;
- паяльные лампы;
- пламенные горелки и т. п.
При необходимости произвести сварку сквозных трещин или устранения дефектов, проявившихся на краях изделия, традиционно применяются графитовые формы. Такая технологическая оснастка позволяют предотвратить вытекание жидкого металла.
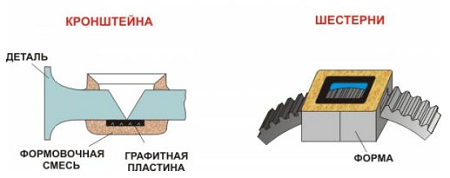
Сварка в графитовых формах кронштейна и шестерни.
Формы изготавливаются из графитовых пластинок. Для монтажа отдельных частей в функциональную конструкцию применяется формовочная смесь, состоящая из кварцевого песка и жидкого стекла. Для минимизации риска появления трещин, формы следует подогревать и, в дальнейшем, обеспечивать равномерное охлаждение
Холодная сварка чугуна инвертором
Если потребность в сварке чугуна возникает нечасто, и у вас нет специального нагревательного оборудования, то следует применять технологию холодной сварки. Она осуществляется сварочным инвертором и специальными электродами:
- ОЗЧ-2. Представляет собой медный стержень, покрытый особым составом;
- МНЧ-2. Стержнем является сплав, в состав которого входят:
- медь;
- железо;
- марганец;
- никель.
Технологичный и качественный сварной шов позволяют получить электроды МНЧ-2. Но у них высокая стоимость, да и найти их, зачастую, не так просто. Значительно дешевле электроды ОЗЧ-2, но качество шва будет несколько хуже.
Для холодной сварки чугуна часто, при использовании инвертора, применяются самодельные электроды. Изготавливаются они следующим образом: на электрод для сварки стали навивается медная или латунная проволока. Диаметр проволоки Ø 1,5…2 мм. Длина проволоки определяется по её массе: у проволоки она должна быть в 4…5 раз больше, чем у стержня. Этот метод проиллюстрирован видеороликом в конце статьи.
Режим холодной сварки чугуна инвертором
Сварка должна производиться в следующем режиме:
- короткая дуга;
- обратный сварочный ток;
- сварку производить с перерывами на остывание металла до температуры Т = +50°С;
- осуществлять сварку небольшими участками длиной 30…50 мм и сразу проковывать.
Где окажут услугу
Компания «Сварка»;
Компания выполняет сварку изделий из чугуна (в том числе и в день обращения).
В заключение, предлагаем посмотреть видеоролик «Сварка чугуна электродом для стали».


Отправить ответ