
Как узнать мощность паяльника
 В комплекте домашнего мастера необходимо иметь паяльник, иногда даже несколько разных мощностей и конструкций. Промышленность выпускает много различных моделей, их не сложно приобрести. На фото показан работающий образец выпуска 80-х годов.
В комплекте домашнего мастера необходимо иметь паяльник, иногда даже несколько разных мощностей и конструкций. Промышленность выпускает много различных моделей, их не сложно приобрести. На фото показан работающий образец выпуска 80-х годов.
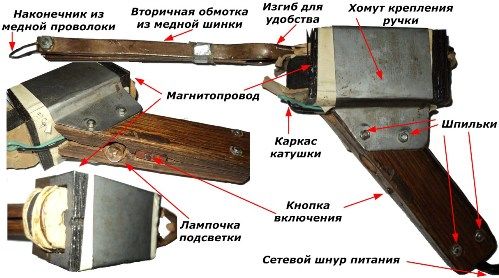
Однако, многих умельцев интересуют самодельные конструкции. Одна из них на 80 ватт показана фотографиями ниже.
Этим паяльником удавалось спаивать медные провода 2,5 квадрата на улице при морозе и менять транзисторы и другие компоненты электронных схем на печатных платах в лабораторных условиях.
Принцип работы
Паяльник «Момент» работает от электрической сети
220 вольт, представляя собой обыкновенный трансформатор, у которого вторичная обмотка закорочена медной перемычкой. При включении под напряжение на несколько секунд через нее протекает ток короткого замыкания, разогревающий медный наконечник паяльника до температур, расплавляющих припой.
Первичная обмотка подключается шнуром с вилкой в розетку, а для подачи напряжения используется выключатель с механическим пружинным самовозвратом. Когда кнопка нажата и удерживается, то через наконечник паяльника идет ток нагрева. Стоит только отпустить кнопку, как нагрев сразу прекращается.
В некоторых моделях, для удобства работы при недостаточном освещении, от первичной обмотки по принципу автотрансформатора делают отвод на 4 вольта, которые подводят к патрону с лампочкой от карманного фонарика. Направленный свет собранного источника освещает место пайки.
Конструкция трансформатора
Перед началом сборки паяльника следует определиться с его мощностью. Обычно 60 ватт хватает для выполнения простых электромонтажных и радиолюбительских работ. Чтобы постоянно паять транзисторы и микросхемы желательно мощность снизить, а для обработки массивных деталей ее увеличивают.
Для изготовления потребуется использовать силовой трансформатор соответствующей мощности, желательно от старых устройств выпуска времен СССР, когда вся электротехническую сталь магнитопроводов производилась по требованиям ГОСТ. К сожалению, у современных конструкций встречаются факты изготовления трансформаторного железа из низкокачественной и даже обычной стали, особенно в дешевых китайских устройствах.
Виды магнитопровода
Железо необходимо подбирать по мощности передаваемой энергии. Для этого допустимо использовать не один, а несколько одинаковых трансформаторов. Форма магнитопровода может быть прямоугольной, круглой или Ш-образной.
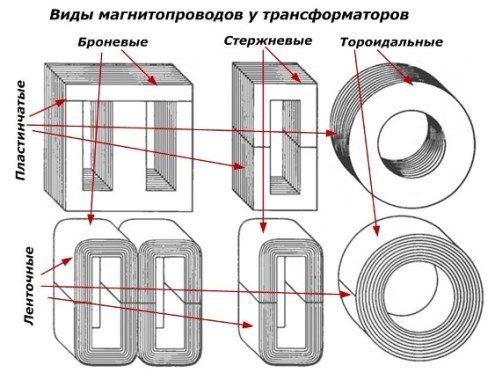
Использовать можно железо любой формы, но удобнее выбрать броневой пластинчатый потому, что у нее более высокий кпд передачи мощности и она позволяет делать составные конструкции путем простого добавления пластин.
При выборе железа следует обращать внимание на отсутствие воздушного зазора, который используется только в дросселях для создания магнитного сопротивления.
Методика упрощенного расчета
Как подобрать железо по требуемой мощности трансформатора
Сразу оговоримся, что предлагаемая методика разработана опытным путем и позволяет в домашних условиях из случайно подобранных деталей собирать трансформатор, который нормально работает, но может при определенных стечениях обстоятельств выдавать немного отличающие параметры от расчетных. Это несложно исправить доводкой, которая в большинстве случаев не требуется.
Связь между объемом железа и мощностью первичной обмотки трансформатора выражается через поперечное сечение магнитопровода и представлена на рисунке.
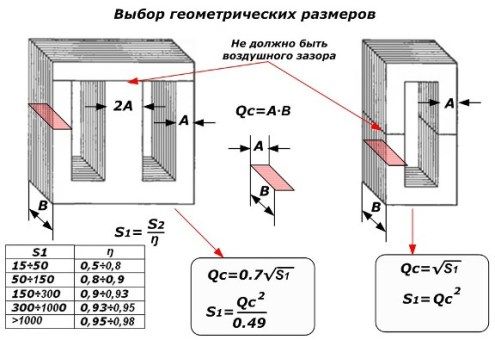
Мощность первичной обмотки S1 больше вторичной S2 на величину кпд ŋ.
Площадь сечения прямоугольника Qc вычисляется по известной формуле через его стороны, которые легко замерить простой линейкой или штангенциркулем. Для броневого трансформатора объем железа требуется меньше на 30%, чем для стержневого. Это хорошо видно из приведенных эмпирических формул, где Qc выражена в сантиметрах квадратных, а S1 — в ваттах.
Для каждого вида трансформатора по своей формуле вычисляется мощность первичной обмотки через Qc, а затем через кпд оценивается ее величина во вторичной цепи, которая будет разогревать жало паяльника.
Например, если для 60 ватт мощности выбран Ш-образный магнитопровод, то его сечение Qc=0,7∙√60=5,42см 2 .
Как подобрать диаметр провода для обмоток трансформатора
В качестве материала для провода следует использовать медь, которая покрыта слоем лака для изоляции. При намотке витков на катушки лак исключает появление межвитковых замыканий. Толщина провода подбирается по максимальному току.
Для первичной обмотки мы знаем напряжение 220 вольт и определились с первичной мощностью трансформатора, подбирая поперечное сечение для магнитопровода. Разделив ватты этой мощности на вольты первичного напряжения, получим ток обмотки в амперах.
Например, для трансформатора мощностью 60 ватт ток в первично обмотке получится меньше 300 миллиампер: 60 [ватт]/220 [вольт]=0,272727..[ампера].
Таким же способом вычисляется ток вторичной обмотки от своих величин напряжения и мощности. В нашем случае это не нужно: обмотка из двух витков, напряжение будет маленькое, а ток большой. Поэтому поперечное сечение токовода выбирается с огромным запасом из медной шинки, которая максимально снизит потери от электрического сопротивления вторичной обмотки.
Определив ток, например, 300 мА, можно вычислить диаметр провода по эмпирической формуле: d провода [мм]=0,8∙√I [А]; или 0,8∙√0,3=0,8 0.547722557505=0,4382 мм.
Такая точность, естественно, не нужна. Вычисленный диаметр позволит очень длительно и надежно работать трансформатору без перегрева на максимальной нагрузке. А мы делаем паяльник, который периодически включается всего на пару секунд. Затем отключается и остывает.
Практика показала, что для этих целей вполне подходит диаметр 0,14÷0,16 мм.
Как определить число витков обмотки
Напряжение на выводах трансформатора зависит от количества витков и характеристик магнитопровода. Обычно мы не знаем марки электротехнической стали и ее свойства. Для наших целей этот параметр просто усредняется, а весь расчет количества витков упрощается до вида: ώ=45/Qc, где ώ — число витков, приходящихся на 1 вольт напряжения на любой обмотке трансформатора.
Например, для рассматриваемого трансформатора в 60 ватт: ώ=45/Qc =45/5,42=8,3026 витка на вольт.
Поскольку мы подключаем первичную обмотку на 220 вольт, то для нее число витков составит величину ω1=220∙8,3026=1827 витков.
Во вторичной цепи используется 2 витка. Они выдадут напряжение всего около четверти вольта.
Изготовление каркаса для катушки
Для равномерного распределения витков проволоки внутри магнитопровода необходимо изготовить каркас из электротехнического картона, гетинакса или стеклотекстолита. Технология работ показана на рисунке, а размеры выбирают с учетом конструкции магнитопровода. Изолированные каркасом обмотки располагают в катушке, вокруг которой собирают пластины магнитопровода.
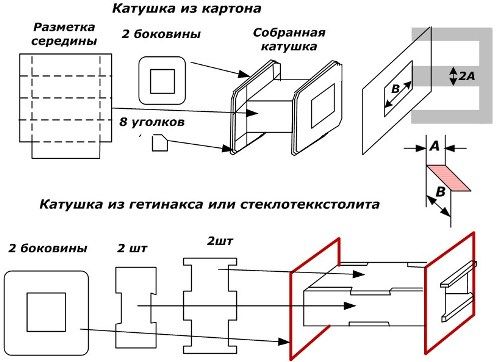
Часто удается использовать заводской каркас, но если для повышения мощности необходимо добавить пластины, то придется увеличить габариты. Детали из картона можно сшить обыкновенными нитками или склеить. Корпус из стеклотекстолита при точной подгонке деталей можно собирать даже без клея.
При изготовлении катушки надо постараться как можно больше пространства выделить для размещения обмоток, а при намотке витков располагать их вплотную и равномерно. При размещении провода «внавал» может просто не хватить места и всю работу придется переделывать.
Изготовление вторичной обмотки паяльника
В приведенном на фотографии паяльнике вторичная обмотка изготовлена из медной шинки с прямоугольным сечением. Его размеры 8 на 2 мм. Можно использовать и другие профили. К примеру, круглую проволоку удобно будет изгибать для размещения внутри магнитопровода. С плоской шинкой пришлось усердно повозиться, использовать тиски, молоток, шаблоны и напильник для равномерного изгиба строго по конфигурации каркаса катушки.
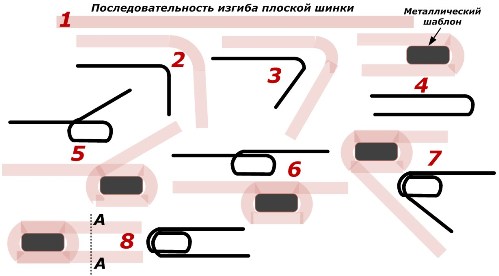
На рисунке в позиции 1 показана плоская шинка. После изготовления каркаса нужно определить ее длину, учитывая расстояние, которое уйдет на витки и дистанцию до наконечника из медной проволоки.
В положении 2 она примерно посередине плавно изгибается в тисках небольшими ударами молотка с соблюдением плоскости ориентирования. При переходе изгиба через прямой угол необходимо использовать шаблон из мягкой стали с формой, строго соответствующей размерам каркаса катушки, в которую обмотка будет помещаться.
Шаблон значительно облегчает слесарные работы по приданию обмотке нужной формы. Вокруг него вначале обвивается одна половина шинки, что показано на позициях 4, 5 и 6, а затем другая (см 7 и 8).
Для облегчения понимания процесса рядом с изображениями шинки на позициях черными линиями с небольшими искажениями показана последовательность изгибов.
На позиции 8 условно показано сечение А-А. Около него надо будет выполнить изгиб шинки на 90 градусов для удобства работы, как показано на фотографии.
Если возникнут изгибы, которые мешают свободно размещать силовую обмотку внутри каркаса катушки, то их можно спилить напильником. Витки металла не должны соприкасаться между собой и корпусом. Для этого их разделяют слоем не толстой изоляции.
На концах вторичной обмотки высверливают отверстия и нарезают резьбу для вкручивания винтов М4. Они служат для крепления медного наконечника из проволоки 2,5 или 1,5 квадрата. Поскольку напряжение на вторичной обмотке очень маленькое, то за качеством электрических контактов наконечника надо следить, поддерживать их в чистоте, очищать от окислов и надежно прожимать гайками с шайбами.
Изготовление первичной обмотки паяльника
После того как силовая обмотка паяльника готова и изолирована станет понятно сколько свободного места осталось в катушке для тонкой проволоки. При дефиците пространства витки располагают плотно между собой.
Намоточная проволока состоит из медной жилы и одного или нескольких слоев лака и обозначается маркировкой ПЭВ-1 (однослойное покрытие лаком), ПЭВ-2 (два слоя), ПЭТВ-2 (более термостойкий, чем ПЭВ-2), ПЭВТЛК-2 (термостойкий специальный).
Измеряя диаметр провода микрометром, следует уменьшать полученное показание на толщину изоляции. Но эта общая рекомендация для нашего паяльника не критична.
Учитывая работу в условиях нагрева от марки ПЭВ-1 лучше отказаться, кстати, мотать его «внавал» тоже не рекомендуется.
Обычно проволоку на катушку наматывают на самодельных станках.

При надетой на каркас силовой обмотке придется витки делать вручную и записывать на бумаге их количество через определенный интервал, например, сто или двести.
Перед началом работы следует припаять к началу обмотки многожильный провод в прочной изоляции, желательно марки МГТФ. Он будет длительно выдерживать многократные изгибы, нагрев, механические воздействия. Соединение концов выполняется пайкой, изолируется. Флюс выбирается только канифоль, кислота не допускается.
Гибкая жила закрепляется в катушке от выдергивания и выводится наружу через отверстие в боковой стенке. После окончания намотки второй конец обмотки тоже припаивают к проводу МГТФ, который выводят наружу.
Поскольку на провод будет подано 220 вольт, то его следует хорошо изолировать от корпуса и вторичной обмотки.
Доводка конструкции
После намотки катушки на нее плотно устанавливают железо, закрепляя его клиньями от выпадения. До окончательной сборки корпуса можно проверить работу паяльника подачей напряжения в первичную обмотку для разогрева наконечника и оценить вольтамперную характеристику.
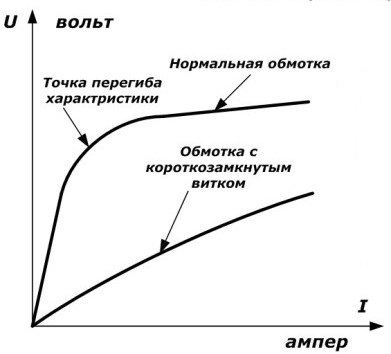
Если собранная конструкция хорошо паяет, то этим можно и не заниматься. Но, для сведения: желательно угадать рабочую точку ВАХ в месте перегиба кривой, когда железо достигло своего насыщения. Делается это изменением числа витков.
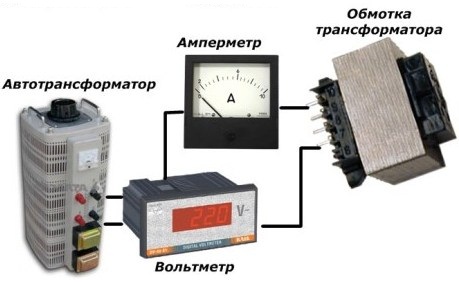
Способ определения основан на подаче переменного напряжения от регулируемого источника на обмотку трансформатора через амперметр и вольтметр. Делается несколько замеров и по ним строится график, показывающий точку перелома (насыщения железа). Затем принимается решение об изменении числа витков.
Ручка, корпус, выключатель
В качестве выключателя подойдет любая кнопка с самовозратом, рассчитанная на токи до 0,5 А. На фотографии показано микропереключатель от старого магнитофона.
Ручка паяльника сделана из двух половинок твердого дерева, в которых вырезаны полости для размещения проводов, кнопки и лампочки. Вообще-то, подсветка не обязательна, для нее надо делать отдельную отпайку или резистивно-емкостной делитель.
Половинки ручек стянуты шпильками с гайками. На них же монтируется металлический хомут крепления, который необходимо изолировать от железа магнитопровода.
Показанная на фотографии открытая самодельная конструкция корпуса обеспечивает лучшее охлаждение, но от работника требует внимания и соблюдения правил безопасности.
Мощность — паяльник
Мощность паяльника является показателем количества тепла, выделяемого нагревательным элементом. Хотя мощность сама по себе еще не определяет термические характеристики паяльника, она является одним из основных параметров. Опыт показывает, что большинство фирм укладывается в значительно более узкие пределы. Все же имеет смысл проверить мощность нового паяльника, чтобы установить отклонение действительной мощности от номинальной и тем самым избежать чрезмерных изменений температуры наконечника при замене паяльников. На рис. 123 дана зависимость мощности паяльника от сопротивления холодного элемента. Эта кривая очень удобна для контроля однородности показателей паяльников в какой-либо одной партии. Абсолютная величина мощности данного паяльника большого интереса не представляет. [1]
Выбор мощности паяльника производится по роду выполняемых монтажных работ. Так, при пайке малогабаритных деталей на печатных платах, особенно транзисторов, применяют маломощные паяльники. При распайке кабелей, экранов и земляных шин применяют более мощные паяльники. [2]
Значение имеет не только мощность паяльника , но и его тип, модель и номер по каталогу. Поэтому на графике зависимостей температуры от мощности нужно регистрировать наряду с характеристиками каждого из паяльников также и указанные выше сведения. [3]
В заключение отметим, что мощность паяльника неоднозначно определяет максимальную температуру на конце жала. Большинство изготовителей паяльников, однако, поддерживают приблизительно одинаковую максимальную температуру для разных размеров наконечников паяльников, сконструированных для работы с печатными схемами. [5]
При проведении процесса пайки важно правильно выбрать мощность паяльника и поддерживать в заданных пределах температуру пайки. Так, в момент пайки температура припоя должна быть примерно на 60 С выше температуры его перехода в жидкое состояние. При более высокой температуре наблюдается избыточное сплавление соединяемых деталей, а при пониженной температуре припой течет с недостаточной скоростью, что вызывается местным охлаждением припоя деталями соединения. [6]
Автоматизация подачи припоя ускоряет процесс пайки, позволяет несколько снизить вес и мощность паяльника , так как расплавление припоя уже не входит в цикл пайки. [7]
При этом следует помнить, что неизбежен разнобой значений напряжения сети на разных рабочих местах, а так как мощность паяльников измеряется количеством тепла, развиваемого в резисторном элементе, то очевидна необходимость контролировать входное напряжение. Как правило, необходимо постоянно следить за напряжением, а в некоторых случаях достаточно перераспределять рабочую нагрузку на имеющейся на предприятии линии питания, чтобы быть уверенным, что напряжение не меняется. [8]
Этот припой обладает большой прочностью при растяжении по сравнению с припоями, содержащими 40 — 50 % олова, но имеет более высокую ( на 30 — 35 С) температуру плавления, что требует почти вдвое увеличить мощность паяльников . Он позволяет производить пайку голой и луженой меди с канифолевым флюсом, а остальных деталей — с кислотными флюсами. Этот припой может применяться для выполнения большинства монтажных соединений, но не пригоден для пайки кожухов конденсаторов, трансформаторов и других герметичных деталей вследствие некоторой пористости шва. Уменьшение содержания олова в припоях не всегда экономически целесообразно. Сложность пайки, а также повышенный расход припоев в ряде случаев сводят на нет экономию от уменьшения содержания олова. [9]
Пайку следует производить на расстоянии 1 5 — 2 мм от поверхности платы. Мощность паяльника должна быть достаточной для разогрева, но не более 100 Вт. В качестве флюса используют раствор канифоли в спирте. При пайке проводов к выводам надо следить, чтобы на плату реле не попадали флюс и припой, так как это может снизить сопротивление изоляции между токоведущими элементами или токоведущими элементами и чехлом. [10]
Электропаяльники удобнее применять с широким ( от 50 до 120 мм) и притупленным жалом клина, так как в этом случае нагреву подвергается большая площадь соединяемых кромок обкладки и исключаются местные перегревы, приводящие к текучести и даже разложению материала. Мощность паяльника в 400 вт обеспечивает достаточную производительность сварки. [11]
Поэтому пайку выводов производят на расстоянии не менее 10 мм от корпуса диода. Мощность паяльника не должна превышать 50 — 60 Вт. Для пайки следует применять легкоплавкий припой. Продолжительность плавки не должна превышать 2 — 3 с. При невозможности выполнения указанных мер необходимо отводить тепло, зажимая вывод между местом пайки к корпусом диода массивным пинцетом или плоскогубцами. Во время пайки необходимо избегать попадания паров флюса на корпус и изоляторы выводов диодов. Недопустимо попадание жидкости на диоды при промывке мест паек. [12]
Нагревательный элемент электропаяльника представляет собой нихромовую проволоку, намотанную на часть трубки, изолированную слюдой и асбестом. Мощность паяльника зависит от количества витков и диаметра нихромовои проволоки нагревательного элемента. Она выбирается в зависимости от температуры плавления припоя и размеров паяемых деталей изделия. [13]
Выводы диодов, особенно маломощных, паяют припоем ПОС-40 на расстоянии не менее 10 мм от корпуса. Мощность паяльника не должна превышать 50 — 60 ет. [14]
Пайку выводов осуществляют не ближе 10 мм от корпуса прибора. При этом мощность паяльника должна быть не более 60 Вт, время пайки — не более 3 с, а температура — не выше 200 С. В процессе монтажа необходимо исключить прохождение тока через транзистор и обеспечить надежный теплоотвод. [15]
Для работы намного приятнее паяльник с керамическим жалом, а не с медным, такими паяльниками комплектуются паяльные станции, но бывают и самостоятельные. (Кстати встречал утверждения, что керамическое жало не лудится, и поэтому неудобно в работе, это ерунда, оно отлично лудится и практически не выгорает в отличие от медного) .
Паяльная станция которую предлагает Андрей Валерьевич может и хорошая, но для меня сильно дорогая (причем, насколько я понял, на ней даже термофена нет) . Для домашнего пользования вполне можно взять например Lukey-702, вполне нормальная, с термофеном.
Если же и Lukey-702 дорогая, то можно взять отдельный паяльник с регулировкой температуры, например CT-96, CT-2092, CT-2093 и им подобные. И несколько разных сменных жал к нему.


Отправить ответ