
Как выбрать резец для токарной обработки
Содержание:
- 1 Конструкция токарного инструмента
- 2 Разновидности резцов по металлу
- 3 Особенности долбежного изделия
- 4 Правила заточки режущей части
- 5 Технические особенности
- 6 Классификация токарных резцов
- 7 Сборные конструкции
- 8 Особенности конструкции
- 9 Классификация инструмента
- 10 Специфика резцовых устройств
- 11 Заточка резцов
Токарные резцы — основной рабочий инструмент металлообрабатывающих станков. В зависимости от вида резца, на поверхности детали образуются разные прорези, проходы или другие сложные конфигурации. В процессе работы инструмент тупится. Через определенное время он нуждается в заточке, которая проводится на абразивном круге.
Конструкция токарного инструмента
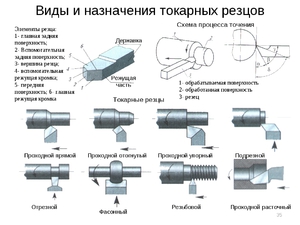
Инструмент, который вставляется в станок, состоит из двух частей: держателя и головки. Держатель в сечении может иметь вид квадрата или прямоугольника. Головка, как основной элемент, представляется собой систему плоскостей и режущих кромок.
Образующийся угол заточки формируется в зависимости от материала обрабатываемой заготовки и типа выполняемой работы.

Виды токарных резцов и их назначение зависят от конструктивных особенностей:
- Прямые. Державка и головка располагаются в одной оси.
- Изогнутые. Когда державка имеет изогнутый вид.
- Отогнутые. Головка имеет отклонение от оси.
- оттянутые. Головка по ширине меньше державки.
Согласно требованиям ГОСТ инструмент разделяется на категории. В положениях этого документа указывается:
 Инструмент представляет собой цельную конструкцию, изготовленную из легированной стали. Реже применяется инструментальная сталь.
Инструмент представляет собой цельную конструкцию, изготовленную из легированной стали. Реже применяется инструментальная сталь.- На головку наплавляется твердосплавная пластина. Такая разновидность получила широкое распространение.
- Пластина из твердого сплава делается съемной. Крепление ведется с помощью прижимов и винтов. Применяется такая конструкция реже.
Существуют токарные резцы, виды и назначение которых зависят от направления подающего движения. Такой токарный инструмент разделяется:
- Инструмент левого типа. Их подача происходит слева направо.
- Правый тип. Здесь подача идет, наоборот, справа налево.
В зависимости от выполняемых работ резцы могут выполнять чистовую, черновую, получистовую и тонкую работу.
Разновидности резцов по металлу
Изготовление любого токарного инструмента, вне зависимости от вида выполняемых работ, проводится из твердосплавных марок стали. Их маркировка: ВК8, Т5К10, Т15К6.
Классификация токарных резцов по металлу:
 Проходные прямые. Как правило, ведется обработка внешней стороны цилиндрической детали. Ими удобно снимать фаски.
Проходные прямые. Как правило, ведется обработка внешней стороны цилиндрической детали. Ими удобно снимать фаски.- Проходные отогнутые. Ведется обработка торцов заготовки. Ими тоже можно снимать фаски.
- Проходные упорные отогнутые. Имеют широкое применение. С их помощью можно снимать с внешней стороны большой слой металла за один проход.
- Подрезные отогнутые. Можно обрабатывать поверхность, которая расположена перпендикулярно оси вращения.
- Отрезные. Таким инструментом ведется подрезка деталей и формирование в ней углублений. Изготавливаются на поверхности канавки.
- Для нарезания наружной резьбы. Копьевидная форма режущей части позволяет нарезать на наружной поверхности метрическую резьбу. В случае изменения заточки, вид резьбы можно изготавливать другой.
- Для внутренней резьбы. Изготовление резьбы проводится в отверстиях только большого диаметра.
- Расточные для глухих отверстий. Рабочая форма имеет изгиб. Точить можно глухие отверстия, предварительно полученные сверлением.
Особенности долбежного изделия
Долбежный резец решает задачи, которые невыполнимы никаким другим инструментом. С его помощью изготавливаются канавки, фасонные отверстия, создаются зубья, формируются пазы, обрабатываются сложные поверхности.
Устанавливаются они на специальном долбежном станке и бывают трех видов:
- проходные;
- прорезные;
- для шпоночных пазов.
Поскольку работают они своей нижней частью, совершая возвратно-поступательные движения, их форма выглядит изогнутой.
Как правило, изготавливается инструмент из быстрорежущей стали. Некоторые резцы имеют напаянные пластины, что увеличивает их долговечность.
Правила заточки режущей части
 Чтобы правильно провести заточку резцов для токарного станка по металлу нужно учитывать материал, из которого он изготовлен. Важно правильно вывести передний угол заточки. Чем он больше, тем меньше сила резанья. Однако затачивать инструмент нужно в меру, потому что при чрезмерном увеличении угла идет его выкрашивание.
Чтобы правильно провести заточку резцов для токарного станка по металлу нужно учитывать материал, из которого он изготовлен. Важно правильно вывести передний угол заточки. Чем он больше, тем меньше сила резанья. Однако затачивать инструмент нужно в меру, потому что при чрезмерном увеличении угла идет его выкрашивание.
Чтобы заточить инструмент своими руками используется абразивный круг, который устанавливается на станок. При этом рабочая часть резца располагается на одном уровне с осью абразива. После окончания работы идет проверка специальным шаблоном. Он представляет собой трафарет с отверстиями, которые соответствуют необходимым углам затачивания. Изготавливается он своими руками из листового материала стали 45. Затем, после изготовления измерительных отверстий проводится его закалка.

Для доводки простых резцов используются медные оселки и специальные присадочные элементы. Если доводятся твердосплавные пластины, то применяется паста борный карбид, которая смачивается керосином или автомобильным маслом.
Виды работ, проводимые на токарном станке, очень разнообразные. Для каждого случая имеется свой вид резца. Для того чтобы инструмент служил долго, нужно за ним следить и вовремя делать правильную заточку.
 Эксперты, часто использующие токарные резцы, и люди, которые снабжают этими деталями предприятия, отлично знают о существующих разновидностях и особенностях этих приспособлений. Тем мастерам, которые никогда ранее не сталкивались с этим инструментом, бывает трудно с ним разобраться.
Эксперты, часто использующие токарные резцы, и люди, которые снабжают этими деталями предприятия, отлично знают о существующих разновидностях и особенностях этих приспособлений. Тем мастерам, которые никогда ранее не сталкивались с этим инструментом, бывает трудно с ним разобраться.
Технические особенности
Любые резцы для токарного станка по металлу обладают двумя составными частями:
- Рабочий элемент, с помощью которого производится обработка металлической поверхности.
- Державка, которая позволяет закреплять приспособление на токарном станке.
Рабочий элемент состоит из режущих кромок и нескольких плоскостей. Угол заточки кромок находится в зависимости от характера обработки и материала, из которого сделаны заготовки. Державка может быть прямоугольной и квадратной формы:
По конструкции все токарные резцы делятся на следующие разновидности:
 Прямые — приспособления, у которых рабочий элемент и держатель установлены на одной или паре параллельных осях.
Прямые — приспособления, у которых рабочий элемент и держатель установлены на одной или паре параллельных осях.- Гнутые резцы по металлу.
- Отогнутые — у такого приспособления рабочий элемент отогнут от оси держателя.
- Оттянутые — ширина державки у этого приспособления больше, нежели ширина рабочего элемента.
Классификация токарных резцов
Производство и разделение этих деталей по отдельным видам происходит по специальному ГОСТу. В этом документе сказано, что существуют следующие категории инструмента:
 Цельные приспособления, которые произведены полностью из стального сплава легированного типа. А также существуют детали, выполненные из инструментальной стали, однако они встречаются достаточно редко.
Цельные приспособления, которые произведены полностью из стального сплава легированного типа. А также существуют детали, выполненные из инструментальной стали, однако они встречаются достаточно редко.- Резцы с напаянной твердосплавной пластинкой. Такой инструмент считается самым популярным.
- Резцы, оснащенные съемными пластинками из твердого сплава, закрепляемыми на рабочем элементе с помощью прижимов и винтов.
Резцы по металлу различаются и направлением подающего движения при работе. Так, выделяют следующие виды:
- Левые инструменты — при работе такие резцы подаются слева направо. Если на это приспособление положить свою левую ладонь, то режущая плоскость его будет находиться рядом с большим пальцем.
- Правосторонние резцы характеризуются подачей справа налево.
Прямой и отогнутый проходной инструмент
Прямые проходные резцы зачастую применяются для обработки наружных поверхностей заготовок цилиндрической формы.
Существует два самых распространенных типоразмера державок этого инструмента:

- Квадрат — 25×25 мм (предназначены для специальных видов работ).
- Прямоугольник — 25×16 мм.
Проходные отогнутые изделия используются для обработки торцевых поверхностей. Кроме того, этот инструмент позволяет качественно снимать фаски и выполнять множество других работ. У этого приспособления державки могут иметь разные размеры. Требования, которые предъявляются к этому инструменту, регламентированы в ГОСТ 18877–73 .
Упорный, подрезной и отрезной
Упорные приспособления могут производиться с отогнутым или абсолютно прямым рабочим элементом. Этим инструментом можно обрабатывать цилиндрические заготовки из металлических сплавов. Кроме того, он является самым популярным типом среди многих специалистов.
Внешний вид подрезных резцов похож на проходной, однако первый инструмент обладает треугольной режущей пластинкой, выполненной из твердого металлического сплава.
Отрезная разновидность инструмента считается самой распространенной. Такие резцы используются для отрезания материала под углом в 90 градусов. А также с их помощью делаются всевозможные канавки на поверхности металлических деталей. Выяснить, что у вас в руках находится инструмент именно отрезного типа, нетрудно. Характерной особенностью этого приспособления является тоненькая нога, на которую припаяна твердосплавная пластинка.
Существуют и другие типы:
- для нарезания внутренней и внешней резьбы;
- для обработки глухих и сквозных отверстий.
Все виды токарных резцов обладают своими особенностями и предназначены для разных видов обработки.
Сборные конструкции
 Говоря о типах приспособлений для обработки металла, следует отметить резцы, имеющие сборную конструкцию. Этот инструмент считается универсальным, потому что в него можно поставить практически любые пластинки. К примеру, зафиксировав в одном держателе разные типы режущих пластинок, можно сделать приспособление для работы с металлическими заготовками под разными углами и с разным уровнем производительности.
Говоря о типах приспособлений для обработки металла, следует отметить резцы, имеющие сборную конструкцию. Этот инструмент считается универсальным, потому что в него можно поставить практически любые пластинки. К примеру, зафиксировав в одном держателе разные типы режущих пластинок, можно сделать приспособление для работы с металлическими заготовками под разными углами и с разным уровнем производительности.
В большинстве случаев эти виды резцов используются на станках, оснащенных ЧПУ, или для расточки сквозных и глухих отверстий, контурного высокоточного точения и иных работ.
 Основной оснасткой токарных станков являются токарные резцы по металлу. С их помощью детали придается необходимая форма путем срезания ненужного металла. Резец – лезвийный инструмент. Процесс резания происходит за счет перемещения резца вдоль вращающейся заготовки. Большое разнообразие резцов позволяет обрабатывать любые формы и типы поверхностей из металлов и других материалов.
Основной оснасткой токарных станков являются токарные резцы по металлу. С их помощью детали придается необходимая форма путем срезания ненужного металла. Резец – лезвийный инструмент. Процесс резания происходит за счет перемещения резца вдоль вращающейся заготовки. Большое разнообразие резцов позволяет обрабатывать любые формы и типы поверхностей из металлов и других материалов.
Особенности конструкции
Если посмотреть на токарный резец, то в его конструкции можно выделить две основные части. Это державка и рабочая головка. Назначение державки – это установка и фиксация инструмента в резцедержателе станка. Рабочей головкой производится непосредственное срезание металла.
ГОСТ 18877-2013 предусматривает следующие размеры державок:
- для настольных и учебных станков – 10х16 мм;
- основной размер – 16х25 мм;
- нестандартный размер – 12х20 мм;
- для среднетоннажного оборудования – 20х32 мм;
- для крупногабаритных станков – 25х40 мм.
На станках с ЧПУ на автоматизированных многопозиционных головках используется инструмент с круглой державкой.
Для облегчения снятия лишнего металла рабочую головку затачивают под определенными углами. Углы, формирующие режущую часть резца:
 α — главный задний угол;
α — главный задний угол;- β — угол заострения;
- γ — главный передний угол;
- δ — угол резания;
- φ — главный угол в плане;
- λ — угол наклона режущей кромки;
- ε — угол при вершине.
От указанных параметров зависит осуществление и производительность процесса резания.
Классификация инструмента
Классификация токарных резцов по металлу производится по нескольким признакам. Среди них выделяются назначение обработки, тип резцовой части, форма. Классификация выглядит следующим образом:
По способу изготовления:
- цельные,
- с напаянными пластинами из твердого сплава;
- сборные.
По направлению движения:
По форме державки:
По типу назначения:
 проходные;
проходные;- отрезные;
- расточные;
- упорные;
- резьбовые;
- галтельные;
- фасонные;
- подрезные;
- прорезные.
По типу выполняемых работ:
- черновое точение (обдирка);
- получистовое точение;
- чистовая обработка;
- тонкое точение.
По способу установки:
По материалу режущей части:
- легированная сталь;
- инструментальная сталь;
- твердые сплавы:
- однокарбидные (вольфрамовые);
- двухкарбидные (титановольфрамовые);
- трехкарбидные (титанотанталовольфрамовые);
Специфика резцовых устройств
 На практике применяются различные виды резцов для токарного станка по металлу для получения требуемой формы изделия. Не всегда можно производить обработку прямым инструментом. На помощь приходят образцы, у которых конструкцией предусмотрена изогнутая державка.
На практике применяются различные виды резцов для токарного станка по металлу для получения требуемой формы изделия. Не всегда можно производить обработку прямым инструментом. На помощь приходят образцы, у которых конструкцией предусмотрена изогнутая державка.
Прямые проходные резцы используются для продольного точения. Отогнутыми инструментами можно обрабатывать торец заготовки, а также легко делать фаски. Выбрать резец по направлению движения во время обработки можно следующим образом. Положить свою руку на инструмент. Большой палец должен указывать на режущую кромку. Если направлению соответствует палец на правой руке, значит, резец правого направления.
Подрезные резцы перемещаются в поперечном направлении. При малом вылете заготовки из токарного патрона обработка прямым резцом невозможна. Применяются модели с отогнутыми или изогнутыми державками.
Для отделения изделия от заготовки используются отрезные резцы. Процесс отрезания происходит при условии размещения режущей кромки под прямым углом к заготовке. Кроме основных резцов, у которых ось проходит через весь инструмент, применяются резцы с оттянутой головкой. Головка может быть смещена вправо или влево относительно оси.
На отрезные резцы похожи прорезные. Отличительной их чертой является заточка переднего угла. У прорезных изделий она прямая, а у отрезных имеет уклон в сторону заготовки.
Резьбовые резцы выполняются в двух вариантах: для нарезания наружной резьбы и внутренней. Форма резцовой головке придается согласно типу и профилю нарезаемой резьбы.
Расточные инструменты предназначены для обработки сквозных и глухих отверстий. Пластине придается треугольная форма. В зависимости от глубины обработки державка резцов изготавливается квадратной. При длине резца в 150 мм державка имеет размер 16х16 мм. Если длина составляет 200 мм , то размер державки равен 20х20 мм. При максимальном вылете в 300 мм державку делают размером 25х25 мм.
Сборную оснастку еще называют универсальной. Получила она свое название благодаря возможности установки на нее пластин разной формы, что приводит к возможности вести обработку под любым углом.
Быстрая смена пластины увеличивает производительность обработки. Не нужно отвлекаться на заточку. Каждая пластина имеет несколько граней. Для ремонта этой оснастки не требуется больших вложений. Требуется только купить комплект пластин, а державка обычно не страдает.
Фасонный инструмент предназначен для получения однотипных деталей в большом количестве, например, при массовом выпуске. Резцу придается форма получаемой детали. За одно поперечное движение деталь обтачивается и отрезается.
Они бывают круглыми и призматическими. Состоят из державки, на которой закрепляется режущая часть. Режущую часть изготавливают из легированной стали, чтобы удешевить стоимость продукта.
Резцы для токарного станка по металлу оснащаются твердосплавными пластинами. За счет них повышается стойкость инструмента. Маркировка пластин, следующая:
- вольфрамовые – ВК3М, ВК4, ВК8В;
- титановольфрамовые – Т14К8, Т15К6, Т30К4;
- титанотанталовольфрамовые – ТТ7К12, ТТ7К15;
- металлокерамика – ЦМ-332.
Несколько отличаются токарные резцы по дереву. Так как на токарных деревообрабатывающих станках отсутствует резцедержатель, то резцы приходится держать руками. Поэтому они оборудуются деревянной рукояткой. Форма лезвия зависит от того, какой будет поверхность обработанной детали.
Заточка резцов
 Для обеспечения качественного результата обработки лезвийным инструментом требуется регулярно его затачивать. На машиностроительных предприятиях для этого применяются специализированные станки и приспособления.
Для обеспечения качественного результата обработки лезвийным инструментом требуется регулярно его затачивать. На машиностроительных предприятиях для этого применяются специализированные станки и приспособления.
Заточные станки оборудуются двумя абразивными кругами. На круге из корунда, обычно белого цвета, производится обтачивание стальной части рабочей головки. На втором круге из карбокорунда, он зеленого цвета, заправляют твердосплавную пластину.
Последовательность заточки резцов выглядит следующим образом:
- обработка основного заднего угла;
- обработка вспомогательного заднего угла;
- обработка переднего угла;
- придание радиуса закругления.
Точить резцы можно с использованием охлаждающей жидкости или с ее постоянной подачей, как при шлифовании. Сменные пластины перезаточке не подлежат.


Отправить ответ