
Как заточить фрезу по дереву своими руками
Содержание:
Приспособления для заточки концевых режущих элементов фрезерно-брусующего станка, разделяются по характеру работы и подразделяются два типа – универсальные и специальные.
Ниже рассмотрим каждый из этих вариантов
1 Станки для заточки фрез по металлу — обзор заводских моделей
Заточка фрез для работы по металлу и дереву выполняется своими руками с помощью червячных универсальных устройств.
Кроме того режущие элементы фрезерно-брусующего станка могут быть заточены с помощью специальных приспособлений.
Как самодельный, так и универсальный станок для заточки концевых фрез по дереву оснащен устройствами, обеспечивающими закрепление, установку и заточку детали.

Станок для заточки фрезы
При выборе представленного инструмента для заточки ножей фрезерно-брусующего станка своими руками необходимо учесть такие параметры как:
- универсальность станка;
- габаритные размеры;
- скорость;
- класс точности механической обработки;
- мощность электродвигателя;
- способ установки;
- возможность подключения к электросети.
Наиболее приемлемым приспособлением для затачивания концевых ножей фрезерно-брусующего оборудования является Kaindl КСС.
Этот небольшой агрегат способен производить профессиональную заточку концевых ножей быстро и эффективно.
Стоит такое устройство в несколько раз дешевле профессионального оборудования и отличается простотой в применении.
Kaindl КСС применяется для корректировки режущей кромки алмазных дисковых пил и фрез, а также идеально подходит для домашнего использования. Представленное оборудование для заточки сверл, концевых ножей, алмазных дисковых пил.

Станок для заточки фрезы Kaindl KSS
Эффективная заточка фрез червячных фрезерных агрегатов производится благодаря точному фиксированию инструмента в любом положении.
Для этого применяются призмы и упорные штифты. Сам шлифовальный диск можно настроить на работу в любом положении с помощью специального шарнирного держателя.
Основная особенность такого станка – использование обычной дрели вместо электромотора. Универсальная шарнирная крепежная система позволяет подсоединить к устройству дрель любого типа.
Заточка ножей фрезерно-червячных агрегатов может производиться с помощью устройства торговой марки Ruko, которое оснащено лазерным регулятором.
Это оборудование может работать с режущими гранями с диаметром от 12 до 100 мм. Представленный прибор быстро и легко устанавливается своими руками, этом у способствует специальный шаговой держатель.

Станок для заточки фрезы Ruko
Перед установкой режущих кромок червячных фрезерных агрегатов для точного расположения может быть использован лазерный указатель.
Угол заточки при этом меняется плавно (бесшагово). Сам процесс происходит с применением алмазных дисков с диаметром в 125 мм, а для более корректной обработки можно прикрепить лупу, оснащенную неоновой подсветкой.
2 Делаем станок для заточки своими руками
Для изготовления устройства для заточки лезвия фрезерно-брусующего понадобится электрический двигатель, с мощностью не более 1 кВт, два шкива и подшипники с валом.
Самодельный станок нужно начинать собирать со станины. Станина изготавливается с помощью стальных уголков. Кроме того, самодельный станок должен быть оснащен подручником. Для его установки сооружается поворотная планка.

Самодельный станок для заточки фрезы
Эта конструкция поможет в регулировке уровня наклона режущей детали фрезерно-брусующего станка по направлению к шлифовальному кругу.
Заточка фрез производится таким образом, чтобы установленная режущая деталь минимально могла соприкасаться с вращающимся кругом.
При работе ее необходимо медленно подводить к диску. Самодельный заточный станок может быть изготовлен по заранее составленной схеме. В расчет при этом берется расположение шлифовального круга относительно подручника.
Самодельный станок для заточки ножей фрезерно-брусующего оборудования должен быть оснащен защитным кожухом, который будет прикрывать собой зазорный круг.
При сборке следует учесть, что зазор между установленной плитой и кругом, производящим заточку не должно превышать 3 мм.
Самодельный мини-станок для заточки резцов фрезерно-брусующего агрегата необходимо оснастить фланцами, которые будут обеспечивать прижим.
Стоит учесть, длина фланцев не должна быть меньше четвертой части диаметра шлифовального круга.
При самостоятельной сборке в зазоре между гайкой и фланцем нужно положить паронитовую прокладку. Благодаря ей гайка максимально туго затянется на валовом участке.
2.1 Как заточить фрезу своими руками?
Заточку ножа фрезерно-брусующего агрегата можно провести без наличия специальных механизмов и приспособлений.
Для этого можно использовать алмазный брусок, который кладется на край верстака или рабочего стола. Заточка кромки ножа производится посредством проведения по ее передней поверхности бруском.
Предварительно режущий элемент необходимо очистить от грязи и пыли с помощью растворителя. Если резак оснащен направляющим подшипником, перед тем, как производить заточку его необходимо снять.
Если этого не сделать, то фреза с большой вероятностью деформируется. При проведении заточки брусок периодически нужно смачивать небольшим количеством воды, а после того, как работа будет закончена протереть его насухо.
Важно знать, что в процессе стачивания передней поверхности кромка лезвия будет заострена, а ее диаметр немного уменьшится.
В процессе заточки рекомендуется использовать бруски с различной степенью зернистости. От этого напрямую будет зависеть результат и чистота обрабатываемой поверхности.
Кроме того, при заточке ножей фрезерно-червячного станка с целью сохранения симметричности кромки, нужно многократно производить движения, обеспечивая равномерный нажим.
В зависимости от материала, из которого сделана фреза, вместо бруса можно применять абразивную (наждачную) бумагу.
Она крепится на полосе стали или деревянной рейке. Также откорректировать лезвие можно с помощью точильного станка, вращающегося с низкой скоростью. Устройство можно оснастить соответствующим абразивным кругом.
к меню ↑
2.2 Правильная заточка фрезы (видео)
к меню ↑
2.3 Правила безопасности при заточке
При проведении работ крайне важно придерживаться следующих требований безопасности:
- точильный круг обязательно должен пройти предварительное испытание вращением;
- проверить, не будет ли превышать допустимая скорость вращения круга, указанное в маркировке значение;
- не использовать подручник вилкообразной формы, так он не позволяет произвести регулировку зазора с боков круга;
- перед началом работ абразивный круг следует подвергнуть балансировке .
Важно учитывать, что при установке подручника зазор между ним и кругом не превышал 3 мм. При этом площадка подручника должна располагаться на уроне горизонтальной оси не выше, чем на 10-15 мм.
Если зазор будет превышать указанное значение или подручник окажется ниже горизонтальной оси, его может вырвать и заклинить кругом.
Кроме того, нужно обратить внимание на отсутствие зазубрин и выбоин на вращающемся точильном элементе.
Категорически запрещается прикасаться в вращающемуся кругу, во избежание травмирования пальцев необходимо пользоваться кожаными напальчниками или строительными рукавицами из плотной ткани.
При проведении работ лезвие должно быть плотно прижато к подручнику, запрещено производить заточку, держа его на весу. В процессе корректировки режущей кромки нельзя подводить инструмент к кругу быстро.
Прижимать его следует постепенно, передвигая по поверхности подручника. При такой работе круг будет стачиваться равномерно, и его можно будет использовать повторно.
Если же резко подавать круг к затачиваемому инструменту, то он будет вырабатываться неравномерно и быстро придет в негодность.

При работе с фрезой из закаленной стали необходимо как можно чаще прерывать натачивание, так как от чрезмерного прижатия к вращающейся поверхности лезвие может нагреться и потерять изначальную твердость.
При установке инструмента его следует надежно закрепить в тисках или заточном приспособлении. Если фреза будет плохо зафиксирована, то ее может вырвать, что повлечет за собой повреждение круга.
При точильных работах запрещено наклоняться к инструменту для наблюдения процесса. Сам момент прикосновения круга к лезвию можно определить по появившейся искре.
Определять степень заточки можно после того, как инструмент будет отодвинут на безопасное расстояние.
Если в процессе работы станок нок начинает вибрировать, его необходимо сразу же выключить и произвести проверку подвижных соединений. Следуя этим несложным правилам безопасности можно выполнить все необходимые манипуляции быстро и эффективно.
В рамках даже небольшого производства не обойтись без использования фрез самого разного назначения. Номенклатура выпускаемых изделий на сегодняшний момент насчитывает тысячи наименований, различных по форме, типоразмеру, сфере применения. При активном использовании происходит износ и потеря необходимой режущей способности, использование тупой фрезы влияет на качество пропилов и ускоряет ее разрушение в разы, что недопустимо. Заточка фрез позволит увеличить срок эксплуатации и снизить финансовые затраты, но только в случае качественно произведенных работ на специальном оборудовании опытным точильщиком.

Особенности заточки различных типов фрез
Для металлообработки используются фрезы, изготовленные из инструментальной или быстрорежущей стали. Зубья могут быть выполнены из твердосплавных материалов и закреплены с помощью пайки. Обработка таких материалов сложна, поэтому заточка фрез по металлу, особенно со сложной формой резцов, производится на специализированном оборудовании. Для эффективной работы станок должен осуществлять вращение и поступательное движение затачиваемого изделия относительно абразивного круга, позволять изменять угол их соприкосновения.
Заточка фрез по дереву (актуально для концевых) может быть осуществлена вручную бруском или на обычном точиле на малых оборотах. Основная задача при этом обеспечить равномерность обработки поверхности и сохранить первоначальный угол. Сначала может не получиться, но с опытом можно добиться хороших результатов.
Заточка спиральных фрез относится к наиболее сложным операциям, производится чашечным шлифовальным кругом на заточном станке. Осуществляется по задней поверхности зубьев, для обеспечения стабильного угла используется упор, в противном случае изменится геометрия пропилов и будет сильное биение. Круг выставляется под небольшим углом, глубина слоя для снятия порядка 20-40 мкм, для чистоты проход осуществляется 2 раза. Заточка концевых фрез по металлу проводится аналогичным образом, но добавляется операция с торцевыми зубьями, каждый из которых выставляется строго горизонтально, круг перемещается вдоль под заданным углом, при этом важно сохранить единообразие операций для всех резцов. Заточка червячных фрез по металлу производится в зависимости от формы зубьев: для острозаточенных по задней части, для затылованных по передней.


Сроки эксплуатации режущего инструмента и качество обрабатываемых поверхностей напрямую зависят от своевременности выполнения заточки. При работе затупленным инструментом происходит не только увеличение времени на выполнение операций, но и нарушение температурного режима, приводящее в свою очередь к деформации обрабатываемого материала и самой фрезы. Процесс идет по нарастающей и может наступить момент, когда восстановление станет невозможным, а покупка новых приведет к финансовым затратам и возможному простою. Затраты на дополнительное заточное оборудование при активном использовании большого количества фрез быстро окупятся.
Технология заточки
Существует ряд параметров, которые влияют на углы заточки фрез, в первую очередь это форма зуба: острозаточенный или затылованный. Характеристики каждого из резцов:
- передний угол, образуется касательной к передней поверхности и плоскостью оси;
- задний угол, образуется касательной к задней поверхности и касательной к окружности вращения опорной точки;
- размер площадки, которая подвергается обработке при затачивании по задней поверхности;
- угол наклона зубьев относительно центральной оси.
Углы заточки фрез по металлу зависят от материала и марки изделия, указаны в специальных справочниках и ГОСТах. При обработке заготовок из высоколегированной стали они практически нулевые или отрицательные. Несоблюдение рекомендованных параметров приведет к быстрому разрушению режущей кромки без возможности восстановления.

В процессе заточки площадь зубьев уменьшается, поэтому крайне важно выполнять все операции однообразно для каждого. Перекосы приведут к изменению формы реза и сильному биению, что критично при работе с вязкими материалами – можно просто сломать фрезу. После заточки необходима проверка: визуальный осмотр на наличие трещин, сколов и деформаций с помощью лупы, для углов приемлемо отклонение в 1 градус, определяется маятниковым угломером.
С помощью станка
Можно восстановить режущие свойства практически любого инструмента. Заточка твердосплавных фрез производится только на станках. Например, для концевой первым этапом будет круговая шлифовка для удаления возможных сколов и дефектов режущих кромок, после этой операции диаметр измениться в зависимости от степени износа поверхностей. Затем для остроконечных боковых зубьев выполняется заточка по задней части. Для этого используется специальное приспособление в форме иглы, которое обеспечивает равномерный угол заточки на всем протяжении зуба при поступательном движении вдоль абразива. Регулируя его положение, можно добиться изменения заднего угла, а это важно для уменьшения трения и увеличения срока службы. Заточка торцевых зубьев начинается с их установки по горизонту, круг подается под необходимым углом. С помощью станка легко подновить инструменты для ручного фрезера.
Эффективность и качество обработки будут намного выше при оборудовании станка системой жидкостного охлаждения – при перегреве режущие кромки покрываются микротрещинами, которые становятся причиной сколов в процессе эксплуатации, что сильно уменьшает срок службы.
Также при увеличении температуры уменьшается твердость абразивных материалов, что увеличивает время обработки заготовок и провоцирует быстрый износ дорогостоящих кругов. Для заточки применяются абразивные круги чашечной и тарельчатой форм для шлифования задних углов зубьев, для передних можно использовать плоские.

В качестве абразива выступают:
- электрокорунд (хорошо подходит для инструментальной стали);
- эльбор (быстрорежущая сталь обычная и повышенной производительности);
- алмаз и зеленый карбид кремния (для твердосплавных резцов).
При обработке твердых сплавов на кругу прогрев поверхности происходит неравномерно, образуются микротрещины, приводящие к деформации зубьев. Для доводки можно использовать чугунный оселок, в качестве абразива взять карбид бора, его же можно использовать и для оперативного устранения неровностей без снятия фрезы.
Промышленные станки дороги, для домашней мастерской можно изготовить его самостоятельно, совместив электрическое точило и механизм подачи затачиваемой фрезы. Универсальный аппарат таким образом сделать не получится, но для выполнения нескольких операций с приемлемым качеством он вполне подойдет.
С помощью кругов для заточки
Имея опыт, можно заточить фрезы несложной формы на обычном точиле, но следует понимать, что большое количество криволинейных поверхностей и необходимость соблюдения угловых параметров, могут свести на нет все усилия. Работать необходимо на небольших оборотах, иначе есть риск перегреть режущие кромки – фреза на выброс.

Подручными средствами
Требуется только наличие абразивных материалов разной зернистости. Бруски в процессе работы необходимо смочить мыльной водой, по окончании промыть и высушить. Заточка фрез по дереву своими руками возможна, но требует долгой практики – основная трудность заключается в равномерной обработке всех зубьев, для этого необходимо контролировать нажим и количество движений. Все издержки перекрываются словом «бесплатно», да и стоимость затачиваемых изделий невелика в случае неудачной попытки. Качество такой работы как правило не очень высокое, но в рамках домашней мастерской приемлемо.

Правила безопасности при заточке
Работа с любым силовым оборудованием требует соблюдения техники безопасности:
- работа только на исправном оборудовании;
- обеспечение надежного заземления во избежание поражения электрическим током;
- обеспечение мер противопожарной безопасности;
- использование индивидуальных средств защиты.
Соблюдение правил гарантирует отсутствие травм и нештатных ситуаций.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.










Сейчас производители выпускают множество видов и размеров фрез, предназначенных для обработки разных материалов, в том числе и для древесины. Заточить своими руками затупившееся приспособление можно на универсальном либо специальном станке, а также вручную.

Фрезы время от времени необходимо точить.
Особенности фрез
Для производства резаков применяются разные материалы. Для дерева пригодны инструментальные стали: быстрорежущие, легированные и углеродистые. Для обработки металла, пластика, керамики, камневидных материалов применяют твердые сплавы, алмазы, эльбор, минералокерамику.
Сталь для фрез по древесине
- Для резки дерева применяются такие марки инструментальных сталей: У-9-А, У-8-А, У-7-А, ХВ-5, 9-ХС, ХГ, ХВГ.
- Быстрорежущая сталь может быть нормальной производительности. Это марки Р-18, Р-6-М-5, Р-9, Р-12 и т.д. Метал повышенной производительности легирован ванадием, кобальтом, молибденом и вольфрамом. Это марки Р-6-М-3, Р-18-Ф-2-К-5, Р-9-Ф-2-К-10, Р-9-Ф-2-К-5 и пр.
Обратите внимание!
Если фреза имеет припаянные зубчики, это не всегда значит, что сделаны они из твердого сплава.
Это может быть и быстрорежущая сталь.
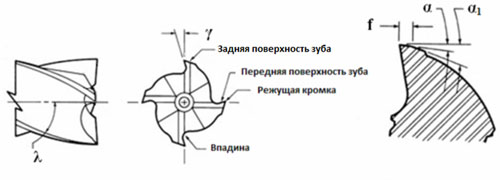
Геометрия зубчиков
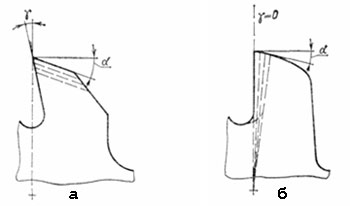
По конструкции резцы фрез делятся на острозаточенные (остроконечные) и затылованные.
- У острозаточенных зубцов участок задней поверхности (шириной n), смежный с режущей частью, является плоскостью . Точатся такие резцы по задней поверхности. Однако, если надо, можно точить их и по передней грани.
- У затылованных резцов фасонных фрез задняя поверхность имеет вид спирали Архимеда . Обработка ее технически очень сложна. Поэтому затачиваются такие зубцы исключительно по передней грани.
Каждый зуб представляет собой отдельный резец.
Он имеет стандартные параметры: задний (a) и передний (y) углы, площадь затачиваемой поверхности (n), угол уклона (l).
- Площадка n — это участок задней поверхности резца, который шлифуется при точении. В данном месте зубцы более всего изнашиваются, их размер влияет на силу трения меж фрезой и заготовкой. Из-за этого данную поверхность следует поддерживать в нормируемом диапазоне.
- Угол передней кромки (y) измеряется между касательной к передней грани и радиусом фрезы.
- Основной угол задний (a) измеряется между касательной к задней грани в нормируемой точке основной пилящей кромки и касательной к вращательной окружности этой точки. Данный угол при уменьшении понижает трение меж заготовкой и фрезой.
- Дополнительный угол задний (a1) имеют не все фрезы. Он описывает расширенный просвет меж разрезаемой поверхностью и телом резца. Инструкция говорит о необходимости в заточке этого промежутка при определенном износе фрезы и расширении площадки n. Цель операции – уменьшение трения меж зубцом и заготовкой.
- Исходя из направления и конфигурации режущей кромки различают зубцы винтовые либо прямые. Их уклон описывает угол (l) меж осью инструмента и развернутой винтовой кромкой.
Величина угла зависима от вида фрезы, марки ее материала и типа обрабатываемой заготовки. При резке древесины основной передний угол заточки выбирается в диапазоне 10-20 градусов, иногда больше. Задний угол также колеблется в широком коридоре значений.
Методы затачивания «деревянных» концевых фрез
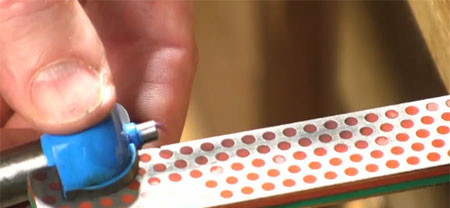
Концевые фасонные инструменты для древесины можно точить вручную с помощью тонкого алмазного бруска. Цена выполнения данной операции специалистом тоже невелика.
Работа вручную

Так выглядит алмазный брусок.
- Брусок следует уложить на край верстака. Если фреза имеет глубокую выемку, его надо зафиксировать. Резак следует водить по уже закрепленному наждаку.
- В ходе работы брусок надо охлаждать мыльной либо чистой водой.
- Передняя часть фрезы постепенно стачивается, ее кромка заостряется, а диаметр немного уменьшается.
Обратите внимание!
Когда приспособление имеет съемный направляющий подшипник, его перед заточкой следует снять.
В попытке сэкономить время вы можете испортить его и всю фрезу.
- Бруски нужно применять разной величины зернистости, исходя из толщины стачиваемого слоя металла и требуемой чистоты поверхности.
- Убедитесь перед работой, что взяли наждак правильной формы.
- Подтачивая каждый зуб, старайтесь сохранять симметрию режущей кромки. Для этого делайте одинаковое число движений и с одним нажимом.
Перед тем, как заточить фрезу по дереву, следует учесть, что сделать это можно и на механическом наждаке. Он должен иметь небольшую скорость вращения и круг соответствующей зернистости и формы.
Точильные круги
Точильный диск из белого электрокорунда.
Исходя из материала фрезы, ее затачивание может осуществляться кругами, сделанными из:
- обычного либо белого электрокорунда;
- эльбора (CBN);
- карбида кремния зеленого;
- стали с алмазной крошкой (PCD).
Электрокорундовые изделия качественно затачивают фрезы по древесине, сделанные из инструментальной либо быстрорежущей стали обычной производительности. Диски эльборовые применяют для резаков из быстрорежущего металла повышенной производительности.
При применении абразивных дисков рекомендуется использовать охлаждение по технологии СОЖ. При затачивании следует принимать во внимание термическую стойкость резака и точильного круга. Выбрав диск с неправильным значением этого параметра, вы рискуете сжечь инструмент либо наждак. Ниже приведена таблица таких величин.
| Материал | Предел термостойкости в градусах |
| Алмаз промышленный | 700-900 |
| Электрокорунд | 1300 |
| Кремния карбид | 1200-1300 |
| Бора карбид | 500-600 |
| Минералокерамика | 1200 |
| Эльбор | 1300-1500 |
| Инструментальная углеродистая сталь У-12 | 200 |
| Сталь быстрорежущая Р-18 | 600 |
| Сплав твердый ВК-8 | 900 |
С увеличением температуры при заточке до +1000 градусов твердость абразивных кругов на микроуровне падает в 2-2.5 раза. До +1300 градусов – в 4-6 раз.
Использование воды в качестве охладителя ведет к возникновению очагов коррозии на элементах точильного станка. Чтоб этого не происходило, в жидкости растворяют мыло и электролиты (натрий углекислый, соду, тринатрий фосфата, нитрит и силикат натрия). Они создают защитные пленки.
При основном шлифовании применяют содовый и мыльный раствор. При чистовой обработке – эмульсии низкой концентрации.

Охладитель для точильного станка.
Обратите внимание!
Чтобы повысить производительность заточки и понизить удельное изнашивание, необходимо подбирать наибольшую разрешенную для данного вида резаков зернистость абразивного диска.
Она обеспечит нужную категорию чистоты поверхности инструмента.
Скорость (окружная) диска при затачивании резцов из инструментальной стали должна составлять 10-14 м/с. Если перевести в более привычные величины, то при использовании наждака, имеющего диаметр 125 миллиметров, вращательная скорость привода должна равняться примерно 1300-2200 об/мин.
Конфигурация диска для точения угла заднего резцов на цилиндрической плоскости должна быть чашечной (маркировка ЧК либо ЧЦ) или тарельчатой (маркировка 1-Т, 2-Т, 3-Т), а угла переднего – плоская либо тарельчатая.
Использование заточного станка

На фото устройство точильного станка Е-90.
Принимая во внимание самую сложную конструкцию – спиралевидные зубцы, специальное точильное оборудование должно сообщать как поступательное, так и вращательное движение обрабатываемому резаку. Таков заточной станок для фрез по дереву Е-90 «Darex». Он и послужит нашим примером для описания процесса.
Сущность операции затачивания концевых резаков заключается в том, что при их продольном движении относительно диска одновременно осуществляется поворот фрезы вокруг ее оси. Вследствие этого обрабатываемая поверхность постоянно контактирует с кругом на одинаковой высоте.
Тем самым обеспечивается и одинаковый угол точения. Вращательные и поступательные перемещения синхронизируются с помощью особого элемента – игольчатого копира. Он упирается в пазуху на передней стороне зубца.
Придавливая зубец к игле и плавно перемещая по оси фрезу, мастер за одно движение осуществляет заточку резца по всей его длине.
В схематичном виде обработка боковых, в том числе — винтовых зубьев, осуществляется нижеследующим образом.

Процесс затачивания резака.
- Фреза крепится в цанге.
- Игольчатый копир позиционируется так, чтобы располагался в наиболее высоком положении. Его кончик должен упираться во внешний край канавки резака.
- Фреза далее ставится в изначальную (выдвинутую) позицию. При этом игла копира размещается подле хвостовика и касается канавки зубца.
- Точильный диск при помощи рукояти бокового перемещения сдвигается в позицию, в которой внешняя его кромка совмещается с копиром.
- Далее следует включить мотор станка и при помощи рукояти прямой подачи медленно смещать диск к фрезе, до тех пор, пока она не начнет искрить.
- Далее на шкале подачи следует выставить толщину стачиваемого металла. Как правило, это 25-50 микрон.
- Затачивать резец по всей длине его нужно, втягивая шпиндель с установленной фрезой до того момента, пока она не соскочит с копира.
- В ходе работы необходимо проследить, чтоб резак находился все время в контакте с копиром-иглой. Так будет обеспечено проворачивание фрезы, нужное для нахождения обрабатываемой грани в контакте с диском при одинаковом взаиморасположении.
- Чтоб была обеспечена чистота точения, прохождение фрезы следует повторить, не изменяя на шкале толщину снимаемой стали.
- После этого можно считать точение одного зубца законченным. Можно переходить к следующему.
Чтоб затачивание всех резцов было симметричным, не изменяйте на протяжении работы установленную при помощи рукояти прямой подачи толщину стачиваемой стали. (См. также статью Шлифмашинка по дереву: особенности.)
Сменяя позицию иглы-копира так, чтоб конец ее касался различных точек канавки зубца (например, центра, края), можно менять значения задних углов а и а1.
Теперь о затачивании торцевых резцов.
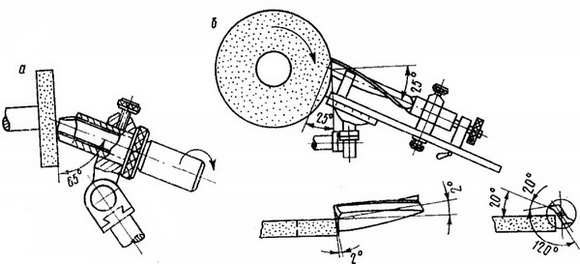
Заточка торцевых кромок фрезы: а – однорезцовые, б – двурезцовые кромки.
- Для этой цели следует фасонную фрезу поставить в такую позицию, при которой точимый зубец будет находиться в точно горизонтальном положении.
- Точильная система станка Е-90 имеет кольцо с градуировкой. Оно дает возможность очень просто располагать торцевые резцы строго горизонтально.

Если у станка нет кольца с градуировкой, приходится использовать подручные средства.
- Когда применяется заточный станок, в комплектации которого нет такого приспособления, для выставления зубчиков можно использовать угольник.
- Когда резец принял нужное положение, можно начинать работу. Осуществляется она с помощью смещения кромки точильного диска вдоль грани зубца.
- Значение угла точения можно изменять, смещая по вертикали круг или наклоняя шпиндель с резаком.
Вывод
Заточка фрезеровочных резаков по дереву является достаточно сложной операцией. Относится к процессу следует предельно внимательно. Ведь от этого зависит дальнейшая эффективность работы с деревянными заготовками. Видео в этой статье продолжит знакомить вас с нюансами заточки.


Отправить ответ