
Как заварить чугунную батарею
Содержание:
- 1 Особенности чугуна
- 2 Технология сварки
- 3 Способы заварить чугун электросваркой
- 4 Ремонт чугунного коллектора
- 5 Технология сварки чугуна
- 6 Как сваривать чугун электросваркой
- 7 Методы сварки чугуна
- 8 Особенности сварки чугуна, виды чугуна
- 9 Методы сварки чугуна
- 10 Подготовка чугуна для сварки инвертором холодным методом
- 11 Процесс сварки
 В случае выхода из строя сантехнических приборов встает вопрос — как можно сварить чугунные детали в домашних условиях. Важно знать, как заварить чугун обычным электродом. Если металл легко поддается сварке, то место нанесения шва на чугунную поверхность требует подготовки. Несоблюдение технологии приводит к перекаливанию металла, а значит, увеличивается его хрупкость.
В случае выхода из строя сантехнических приборов встает вопрос — как можно сварить чугунные детали в домашних условиях. Важно знать, как заварить чугун обычным электродом. Если металл легко поддается сварке, то место нанесения шва на чугунную поверхность требует подготовки. Несоблюдение технологии приводит к перекаливанию металла, а значит, увеличивается его хрупкость.
Особенности чугуна
Необходимо обратить внимание на структуру материала. Если она серого цвета и мелкозернистая, то ее варить легче. Особенно тяжело вести работы с чугуном крупнозернистой структуры. А также с тем, который работал в масляной среде или подвергался окислению. При варке чугуна стоит обращать внимание на такие особенности:
- Учитывая, что чугун — материал текучий, варить его нужно в нижнем положении.
- Несоблюдение температурного режима приводит к выгоранию углерода. Как результат, формируются поры. Вокруг сварных швов образуется остаточное напряжение.
- Если чугун плавить, он дает окислы с более высокой температурой плавления, чем у основного металла.
Технология сварки
 В отличие от стали, производство чугуна ведется при температуре 1200−1500 градусов по Цельсию. Это вносит особенности в технологию его сварки:
В отличие от стали, производство чугуна ведется при температуре 1200−1500 градусов по Цельсию. Это вносит особенности в технологию его сварки:
- При подготовке поверхности все дефекты удаляются. Если между ними расстояние меньше 20 мм, то они вырубаются все вместе. В случае если больше, чем 20 мм, то удаляются по отдельности.
- Режим сварки выбирается в зависимости от химического состава данного вида чугуна.
- Свариваемые поверхности предварительно зачищаются. В другом случае применяются шпильки, которые вкручиваются рядом с местом повреждения.
- В процессе сварки используется аргон, сварочная проволока или присадки в виде соды, азотнокислого натрия или буры.
- После окончания работы шов присыпается сыпучим веществом. Делается это с целью замедления процесса остывания. Шов осматривается визуально. В нем не должны присутствовать прожоги и непровары.
После остывания металла сварной шов проверяется. Трубы наполняются жидкостью, и ведется их осмотр на отсутствие протекания.
Способы заварить чугун электросваркой
Правильно варить чугун электросваркой можно при наличии нужного оборудования и требуемых электродов. Сварка имеет следующие разновидности:
- С применением инертного газа. Используется для сварки канализационных труб.
- Горячий метод. Работы проводятся квалифицированным мастером. Качества шва высокое. Наиболее часто применяется в промышленности.
- Холодный способ. Применяется в домашних условиях. К качеству шва требований не предъявляется.
Газовый метод
Применяется в том случае, когда необходимо обеспечить шов высокого качества. При этом не допускается большая глубина провара металла.
В зависимости от конечного результата ведутся разные режимы работы. На это влияют факторы:
- Подача напряжения, пределы изменения — 18−21 Вт.
- Техника работы при наложении шва.

- Величина силы тока, 100−120 А.
- Скорость выполнения работы, оптимальный вариант скорости — 12 м / час.
- Материал применяемой проволоки — 09Г2СА.
Метод горячей сварки
Такая работа состоит из следующих этапов:
- Ведется обработка дефектов. Если это трещина, то она расширяется, и в концах сверлятся отверстия.
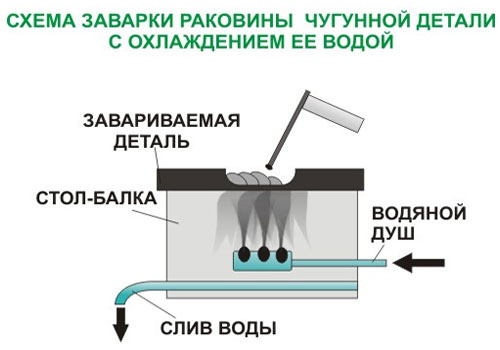
- Деталь заключается в форму из графитовой основы. Она необходима на случай, если металл потечет.
- Идет нагрев детали в интервале температур от 300 до 650 градусов по Цельсию. Сварка ведется литыми электродами с использованием порошковой проволоки. В качестве присадки используется стержень из керамики.
- Последняя стадия — охлаждение.
Шов получается однородный высокого качества.
Сварка чугуна электродом при помощи инвертора
Для сварки инвертором холодным методом сначала это место подготавливается. Если верхний слой чугуна окислился, то он счищается болгаркой или другим инструментом. С помощью растворителя или бензина проводится обезжиривание.
 Работа ведется специальными электродами, которые содержат хром, никель или другие лигатуры.
Работа ведется специальными электродами, которые содержат хром, никель или другие лигатуры.
Особенности процесса:
- Обратная полярность подключения.
- Аппарат включается на минимальную мощность для конкретной толщины электрода.
- Максимальная длина шва — 30−50 мм .
- Не допускается перегрев, поэтому необходимы постоянные остановки.
- После нанесения первого и последнего слоя их требуется проковать молотком.
Способ варки полуавтоматом
Работы ведутся специальным аппаратом, который вбивает сварку точечным способом. При этом окружающая площадь не разогревается.
Подготовительные работы не отличаются, место зачищается и обезжиривается. Если толщина превышает 5 мм, требуется снять фаску. Работа ведется с применением специальной проволоки. В домашних условиях при холодном методе применяется материал ПП-АНЧ-1.
Особенности процесса:
- В работе используется постоянный ток.
- Угол наклона держателя — 50−60 градусов.
- Шов ложится за 3 подхода.
- Во время сварки не допускаются колебательные движения.
- По окончании работы со сварочного шва ведется удаление шлака.
Ремонт чугунного коллектора
Сваривать коллектор сложно потому, что в процессе работы он может треснуть. Для этого нужно использовать специальные электроды для сварки нержавеющих материалов.
Суть заключается в том, что коллектор нельзя сильно нагревать. Такому электроду высокий нагрев не требуется. Он начинает плавиться при температуре 700−800 градусов. Этого достаточно для начала процесса сварки.
Сварку чугуна реально вести в домашних условиях собственными силами. Для этого необходимо иметь сварочный аппарат, электроды и необходимую защитную амуницию. Предварительно нужно ознакомиться с инструкцией по варке чугуна. Желательно иметь необходимые начальные навыки. В домашних условиях лучше варить холодным методом, который наиболее прост.
Выполнение сварочных работ требует специального профильного образования, но и мастера — самоучки добиваются хороших результатов, особенно при сварке деталей или заготовок из простой стали. Обычно, трудности начинаются, когда требуется заварить цветной (алюминий, медь, титан), или тугоплавкий металл, отличающийся особенным химическим составом или свойствами. К примеру, чугун.
-
Содержимое:
- Технология сварки чугуна
- Как сваривать чугун электросваркой
- Методы сварки чугуна
- Газовая сварка чугуна
- Холодная сварка чугуна
- Горячая сварка чугуна
- Проволока для сварки чугуна
- Какие электроды используют для сварки чугуна
- Техника безопасности при сварке чугуна
 Чугун в своем составе имеет высокое содержание углерода, что и обуславливает его особенности, влияющие как на обработку, так и дальнейшую эксплуатацию. В связи с этим, наиболее частые вопросы, которые можно услышать, являются следующие:
Чугун в своем составе имеет высокое содержание углерода, что и обуславливает его особенности, влияющие как на обработку, так и дальнейшую эксплуатацию. В связи с этим, наиболее частые вопросы, которые можно услышать, являются следующие:
- Как варить чугун электросваркой?
- Какие методы проведения работ по чугуну существуют?
- Какие расходные материалы понадобятся?
- Существуют ли рекомендации по безопасному проведению сварки?
Технология сварки чугуна
Сварка чугуна электродом в домашних условиях возможна, но требует соблюдения определенных рекомендаций и практических навыков у человека, который будет выполнять работы. Отливают чугун при низких (по сравнению со сталью) температурах. Температурный режим, используемый при отливке чугуна всего 1200-1500° градусов. Это, а также высокое содержание углерода и влияет на свойства металла.
Существует горячая и холодная сварка чугуна. При выполнении любого из методов от мастера требуется учитывать следующее:
- Категорически запрещается быстрое охлаждение поверхности чугуна. Если выполняется сварка чугуна со сталью, для увеличения времени остывания последней рекомендуется засыпать деталь угольной пылью или сухим песком. Быстрый нагрев или охлаждение чугуна в результате влияет на появление трещин и создает трудности в процесс дальнейшей обработки детали. Сварка стали с чугуном выполняется безникелевым электродом, обычно в два прохода.
- В жидком состоянии металл отличается текучестью, что требует использования подформовки и может быть причиной деформации и напряжения при сварке чугуна.
- Трудности при сварке TIG связанны в основном с необходимостью обеспечить прочное прилегание сварного шва. Особенно сложным является сваривание двух неоднородных элементов. Выполнение ремонтных работ порой требует восстановления деталей из стали, алюминия и чугуна. При выполнении работ необходимо учитывать характеристики обоих материалов. Особенности сварки чугуна и алюминия состоят в том, что для первого металла необходим меньший нагрев. Поэтому при работе обязательно использование графитовой подложки предотвращающей вытекание чугуна.
Как уже отмечалось, работы с чугуном выполняются двумя способами: горячим и холодным методом, при этом используются как уже готовые электроды, так и изготовленные кустарным способом. Самостоятельно изготовленные комплектующие используют не только в домашних условиях, но и на производстве.
В электрод для чугуна входит следующий состав термитной смеси для сварки:
- Ферросицилий
- Термит
- Мрамор
- Алюминий
- Жидкое стекло
- Измельченный порошок титана
- Жидкое стекло
Альтернативой электродам по чугуну может быть специальная присадочная проволока с графитовым стержнем.
Особенности восстановления чугунных деталей сваркой вне зависимости от выбранного метода включают в себя следующее:
- Подготовка поверхности — дефекты необходимо удалить. Дефекты вырубают механическим или ручным методом. При вырубке руководствуются общим правилом, заключающимся в том, что удаленные повреждения друг от друга на длину свыше 20 мм, вырубают отдельно, меньше вместе.
- Определение химического состава материала. Подготовка чугуна под сварку включает и определение всех возможных работ, которые придется провести. Обычно мастер смотрит на торец материала и определяет его устойчивость к термической обработке. На серую чугунину наложить сварной шов проще, но по мере потемнения потребуется соблюдение дополнительных мер. Хуже всего поддается обработке черный металл, а промасленный чугун могут не взяться варить даже в кузнечном цеху. Выбор режима сварки ковкого чугуна также ограничивается необходимостью предварительного разогрева детали. Остальные способы обработки ковкого чугуна не дадут хорошего результата.
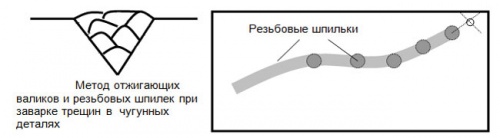
 Обеспечение хорошей сцепки сварного шва. При необходимости может быть использован технологический процесс сварки чугуна с применением стальных шпилек. Метод заключается в том, что предварительно в поверхность обрабатываемой детали вставляются и фиксируются шпильки предназначенные укрепить сварной шов. Количество шпилек прямо зависит от размера заплатки. Особенностью процесса сварки со шпильками является необходимость уменьшить содержание в припае углерода, а также получить материал шва близкий по химическому составу к содержанию углерода, используя самостоятельно изготовленные сварочные материалы (для этого увеличивают количество графита в электроде).
Обеспечение хорошей сцепки сварного шва. При необходимости может быть использован технологический процесс сварки чугуна с применением стальных шпилек. Метод заключается в том, что предварительно в поверхность обрабатываемой детали вставляются и фиксируются шпильки предназначенные укрепить сварной шов. Количество шпилек прямо зависит от размера заплатки. Особенностью процесса сварки со шпильками является необходимость уменьшить содержание в припае углерода, а также получить материал шва близкий по химическому составу к содержанию углерода, используя самостоятельно изготовленные сварочные материалы (для этого увеличивают количество графита в электроде).- Сварочные работы — чугун подлежит сварке ТИГ, при этом наилучшие результаты могут быть достигнуты при соблюдении нескольких условий. Обязательно необходимо поддерживать небольшое количество расплавленного металла в сварной ванне и его равномерное перемешивание в процессе выполнения работ. Во время сварки используются присадочные прутки чугуна. Может понадобиться применение смеси состоящей из азотнокислого натрия, соды и технической буры.
- После выполнения работ, закончив наложение сварного шва, детали засыпаются сухими составами, не позволяющими быстро остыть. Контроль сварки осуществляется с помощью визуального осмотра шва. В материале должны отсутствовать непровары или прожоги, а также сквозные трещины. При обнаружении подобных дефектов поверхность зачищается, и шов накладывается заново. Повторный проход электродом потребуется и в случае сваривания между собой неоднородных материалов. Принцип сварки чугуна и сплавов цветных металлов заключается в наложении двойного шва.
После выполнения работ деталь может использоваться после полного остывания. В этот момент проводится повторный контроль качества. Соединение чугунных труб проверяется с помощью наполнения их жидкостью.
Как сваривать чугун электросваркой
Правильно варить чугун электросваркой можно только при условии использования правильных электродов, а также необходимого оборудования. Особенность проведения работ является то, что в зоне наложения шва повышается хрупкость металла.
Хрупкость связана с тем, что во время выполнения работ чугун испытывает чрезмерную и интенсивную закалку. По этой причине технология сварки чугуна электродами в промышленных условиях существенно отличается от обычной обработки других металлов и требует нагрева материала до температуры около 600-650° градусов.
Для работ используют следующие виды электродов:
- ОЗЧ-2 — имеют медный стержень, покрытый специальным составом, включающим в себя графит.
- МНЧ-2 — для стержня используют сплав металлов из никеля, меди, марганца и железа. Электроды МНЧ-2 являются оптимальным решением, но стоят они существенно дороже.
Электросварка чугунных изделий холодным методом требует соблюдения определенного темпа наложения шва и контроля, чтобы поверхность не разогрелась выше необходимых показателей. Сварщик выполняет работы «вразброс», небольшими участками с обязательной проковкой и перерывами.
Так как особенностью чугуна является медленное остывание, чтобы заварить чугунную деталь может потребоваться большое количество времени. При восстановлении небольших дефектов обязательным является использование графитовой подложки, во избежание вытекания металла.
Методы сварки чугуна
 В зависимости от того, какое качество и прочность наложения шва потребуется, могут использовать разные способы проведения работ. Виды сварки чугуна включают в себя следующие:
В зависимости от того, какое качество и прочность наложения шва потребуется, могут использовать разные способы проведения работ. Виды сварки чугуна включают в себя следующие:
- С использованием инертного газа — метод используют для ремонта канализационных труб, деталей автомобиля. Способ сварки с инертным газом подходит, если необходимо сварить неоднородные металлы.
- Горячий метод используют в промышленности. В результате предварительного прогревания ремонтируемой детали удается получить прочное сварное соединение высокого качества. Горячий способ сварочных работ по чугуну требует особой подготовки мастера и соблюдения требований безопасности.
- Холодный метод обычно выполняется в домашних условиях, когда к качеству сварного шва и плотности его примыкания к детали не предъявляют высоких требований.
Способы сварки чугуна достаточно разнообразны, причем при желании и наличии определенных условий работы можно выполнить и дома. При домашней сварке потребуется хорошее знание химического состава чугуна и его свойств.
Газовая сварка чугуна
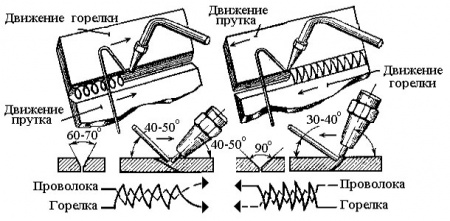
Этот способ в основном используют, если необходимо обеспечить сварной шов высокой прочности при условии необходимости небольшого провара основного металла. При этом технология газовой сварки чугуна подразумевает большое разнообразие используемых режимов наложения шва, от которых и зависит конечный результат. На качество влияют следующие составляющие:
- Режимы подачи напряжения.
- Техника наложения шва.
- Сила тока.
- Скорость прохождения.
Технологический процесс газовой сварки чугунных изделий подразумевает соблюдение следующих рабочих параметров:
- напряжение дуги 18-21В
- сила тока 100-120А
- скорость прохождения не больше 12 м в час
Работы проводятся с помощью сварной проволоки 09Г2СА или ПАНЧ 11 с диаметром 1 мм.
Холодная сварка чугуна
Холодная сварка для чугуна выполняется в основном в бытовых условиях. Преимуществом холодного способа является отсутствие необходимости в дополнительном оборудовании для выполнения работ. При наложении шва используют следующие разновидности электродов для холодной сварки:
- Медно-железные.
- Медно-никелевыми.
- Железно-никелевыми.
- Стальными.
- Чугунными.
Выполняют наплавку укладкой одного или нескольких валиков сварного шва. При использовании стальных электродов обязательна установка шпилек для увеличения прочности соединения. Любые электроды, в состав которых входит железо, и никель в основном используют для ремонта небольших повреждений.
Технология холодной сварки чугуна подразумевает и исправление больших дефектов поверхности. Для этих целей используют чугунные электроды с покрытием из графита.
Горячая сварка чугуна
Горячий способ сварки применяют в промышленных условиях. Сварка горячим методом обеспечивает надежное соединение деталей, в том числе их неоднородных материалов. Метод включает в себя следующие этапы:
 Механическая обработка детали — трещина расширяется, убираются все поврежденные участки поверхности.
Механическая обработка детали — трещина расширяется, убираются все поврежденные участки поверхности.- Формовка деталей — обрабатываемая поверхность заключается в специальную графитовую форму для исключения вытекания металла во время его термической обработки.
- Сварка — проходит с использованием литых электродов. Предварительно деталь нагревают до температуры от 300° до 650° градусов. Допускается применение порошковой проволоки с присадкой стержня из керамики.
- Охлаждение.
Технология горячей сварки чугуна дает качественный однородный шов и может быть выполнена исключительно в промышленных условиях. Для соблюдения условий процесса требуется применение определенных комплектующих: проволоки и электродов.
Проволока для сварки чугуна
Проволока по чугуну используется для проведения сварочных работ в среде защитных газов. В основном используются две разновидности расходного материала:
- Для работ в среде защитных газов — обязательным является использование углекислого газа для препятствия воздействия на обрабатываемую деталь кислорода. Стоит проволока дешевле. Практика показала, что получаемый сварной шов несколько худшего качества чем получаемый с помощью порошковых расходников.
- Порошковая проволока — это сварочная проволока для чугуна ПАНЧ-11. Преимуществом проволоки ПАНЧ-11 является то, что в состав входят вещества, при нагревании образующие необходимую защиту сварного шва. Применение ПАНЧ-11 рекомендуется в случае укрепления трещин стальными шпильками.
Никелевая проволока традиционно используется для проведения сварочных работ холодным методом. Характеристики никелевой проволоки позволяют применение для устранения незначительных дефектов поверхности.
Какие электроды используют для сварки чугуна
Особенность сварки чугуна с помощью электродов заключается в том, что при сгорании электрода выгорает также и определенное количество углерода находящегося в самом металле. При выгорании образуются поры, влияющие на качество и прочность соединения сварного шва.
 Поэтому для сварки чугунных изделий применяются электроды, имеющие в своем составе никель и медь. Этому есть разумное объяснение, связанное с особенностями этих металлов:
Поэтому для сварки чугунных изделий применяются электроды, имеющие в своем составе никель и медь. Этому есть разумное объяснение, связанное с особенностями этих металлов:
- Никель — растворяется без остатка в железе, входящем в состав чугуна. При этом никель полностью нейтрален по отношению к углероду и вступает с ним в химическую реакцию. Это дает определенные преимущества. Сварной шов, накладываемый электродом с никелем, в процессе работ не закаляется и остается мягким и податливым для дальнейшей обработки.
- Медь — из этого металла состоят применяемые специальные электроды для сварки жаропрочного чугуна. Медь не растворяется в железе и в результате образует более твердый шов, что часто и требуется при обработке материала.
Если говорить о марках электродов для сварки и наплавки, то на рынке около десятка типов продукции предназначенной для определенных целей и имеющей свои специфические свойства. А именно:
- Сварочные электроды для чугуна СЧ 20 — для работ с серым чугуном используют электроды с графитовым покрытием. Электроды СЧ 20 позволяют на выходе получить шов полностью идентичный по своей структуре и химическому составу обрабатываемому металлу.
- Электроды для чугуна ЦЧ 4 — используются для проведения работ холодным способом. Основное предназначение электродов ЦЧ 4 — проведение мелких ремонтов дефектов поверхности. Также рекомендовано использовать электроды ЦЧ 4 для сварки чугуна со сталью при условии подачи постоянного тока малой полярности.
- Сварка чугуна электродом по нержавейке — еще один эффективный способ обработки черного чугуна. Технология работы с электродом по нержавейке включает в себя обязательный прогрев заготовки и наложение нескольких сварных швов.
- Сварка медными электродами — к этому классу относятся самые «редкие» расходники МНЧ-2. Электроды МНЧ-2 позволяют получить максимально качественный шов. МНЧ-2 можно использовать как для холодной, так и горячей сварки.
Можно самостоятельно изготовить электроды близкие по составу к вышеперечисленным. Особенно если учесть, что МНЧ-2 является редким и дефицитным, изготовление его аналога в домашних условиях вполне оправдано. Для производства понадобится сделать следующее:
- Снять обмазку с обычного электрода. Полученный состав измельчить и смешать в равных пропорциях порошка железа. Допускается использование мелкой стружки.
- В отдельную посуду наливают жидкое стекло. В жидкое стекло постепенно высыпают смесь, доводя состав до консистенции густой сметаны. Сварка медными электродами удовольствие достаточно дорогое, а изготовление самодельной обмазки существенно сокращает себестоимость проведения ремонтных работ.
- Берется медная проволока с маркировкой М2, М3. Проволоку зачищают с помощью наждака, после чего обезжиривают и нарезают необходимой длины.
- Полученные заготовки обмакивают в обмазку. В результате должен получиться электрод с медной проволокой толщиной не более 1,5 мм. Чтобы свойства изготовленных расходников были практически идентичны, их необходимо обрабатывать в течение одинакового времени.
- Заготовки развешивают в вертикальном положении и ждут полного высыхания и затвердевания смеси.
Какая маркировка используется для обозначения электродов, которые могут быть использованы для сварочных работ?
- ОЗЧ-2, ОЗЧ-6 — эти электроды изготавливаются путем нанесения ферритового порошка на медный стержень. Предназначением электродов ОЗЧ-2 и ОЗЧ-6 является устранение небольших дефектов с помощью проведения холодных работ. По своим характеристикам медные электроды по чугуну ОЗЧ-2 и ОЗЧ-6 напоминают самодельную продукцию, которую можно изготовить в домашних условиях.
- ОЗЖН-1, ОЗЧ-3, ОЗЧ-4 — эти расходники имеют в своем составе большое количество никеля. Согласно ГОСТ в процентном соотношении количество никеля может достигать 90% от общей массы. В группе ОЗЖН-1, ОЗЧ-3, ОЗЧ-4 представлены как никелевые, так и никелево-железные электроды.
- МНЧ-2 — наиболее редкие из всех типов продукции. В состав МНЧ-2 входит никель, медь, железо. Это обеспечивает качественный и ровный шов высокой прочности.
Чугун в быту применяется повсеместно, начиная от батарей и других сантехнических элементов, заканчивая конструкциями заборов, деталями автомобилей и станочного оборудования. Трудности начинаются, когда речь заходит о сварке этого металла. Сварка чугуна электродом в домашних условиях – работа не из легких. Если с обычными сталями можно работать без особо тщательной подготовки, то просто наварить шов на чугунную деталь, без предварительной подготовки, очень сложно. Несоблюдение основных технологий может привести к перекалке металла, а значит повышению хрупкости и другим проблемам. Давайте разберем как заварить чугун дома, с помощью инвертора.
Особенности сварки чугуна, виды чугуна
Опытные сварщики могут определить свариваемость чугуна всего по раз
резу. Считается, что если структура металла мелкодисперсная и приближенная к серому цвету, то такой чугун можно сварить намного легче, чем крупнозернистый металл темных оттенков. Если мы говорим про сварку деталей, которые находились в масляной среде или были подвержены регулярному окислению в водной среде, грунте или других подобных условиях, то такой сварочный материал не подойдет.Так, как чугун – метал с ограниченно свариваемый материал, то стоит принять во внимание следующие его особенности:
- Металл – жидкотекучий, поэтому основное и единственно верное сварное положение – нижнее.
- Если не соблюдать температурные режимы и перекалывать металл, то при выгорании углерода будут образовываться поры.
- Низкая пластичность и несоблюдение температурных режимов – основные причины возникновения напряжения, в местах сварных соединений.
- Расплавленный чугун может создавать окислы, которые будут иметь более высокую температуру плавления, чем исходный металл.
Главная проблема, с которой вы можете столкнуться – образование трещин в местах сваривания при остывании детали.
Решить это можно только если полностью соблюдать технологию, в нашем случае – холодной сварки.
Методы сварки чугуна
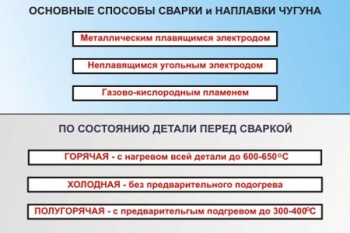
Существует три способа сварить чугун:
- Горячая сварка. Основной и наиболее правильный метод. Он заключается в том, что перед работой электродом, заготовку прогревают до 600 – 650 градусов. Это позволяет избежать образования соединений с повышенной температурой плавления, перекалки и напряженности метала в месте соединения. Нагрев осуществляется в печах, газовыми или другими горелками. Для домашних условий такой метод подходит с натяжкой, ведь помимо нагревающего прибора, нужно знать в какие моменты можно работать в месте сварного соединения, как остудить металл и много других нюансов.
- Полугорячая сварка. Практически ничем не отличается от предыдущего способа, за исключением температуры нагрева. Здесь изделие прогревают до 300 – 350 градусов.
- Холодная сварка. Способ – не предусматривает нагрев заготовки, но в его основе лежит множество других технологических моментов, несоблюдение которых приведет к невозможности выполнить качественный шов. Сварка чугуна в домашних условиях электродом осуществляется именно таким образом.
Подготовка чугуна для сварки инвертором холодным методом
Прежде, чем сваривать чугун, его нужно подготовить. Сперва нужное место зачищается болгаркой с лепестковым кругом или другой подходящей насадкой. После зачистки верхнего слоя до не окисленного металла нужно провести обязательное обезжиривание бензином или любым другим растворителем. Если вы решили заделать трещину, то металл нужно расчистить до ее окончания, и в этом месте засверлить отверстие диаметром 10 мм.
Отдельно стоит поговорить про следующие особенности подготовки:
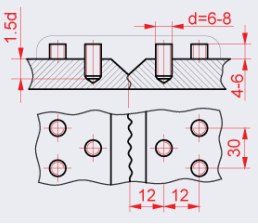
1. Шпильки. Дуговая сварка чугуна может осуществляется как послойно без применения опорных элементов, так и с
использованием шпилек. Шпильки состоят из стали. Их размеры строго регламентируются, так например диаметр не должен превышать 40% от толщины чугуна. Выступ шпильки над металлом ограничен 4-6 мм, а расстояние между шпильками не должно быть больше, чем 6 диаметров. Количество зависит только от размеров соединения, но не больше 25% от площади излома
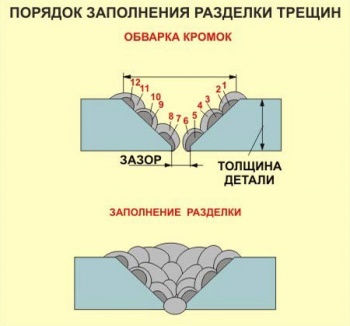
2. Разделка кромок.
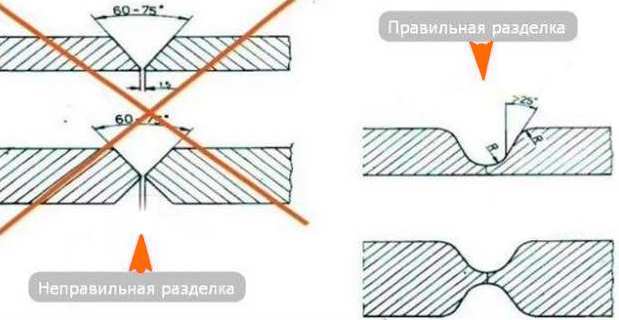
Обратите внимание! Кромки не должны иметь острый срез в месте соединения двух частей метала, оптимальная форма – сферическая.
3. Электроды должны быть специальными. Заваривать такой металл обычными электродами по стали практически невозможно, поэтому стоит приобрести электрод с добавлением меди, хрома, никеля и других лигатур, способствующих наплавлению на прихотливый чугун.
Процесс сварки
В предыдущем пункте мы разобрали предварительную подготовку, а перед началом сваривания нужно рассмотреть основные технологичные моменты:
- Полярность подключения – обратная;
- Мощность сварочного аппарата – минимальная, для данной толщины электрода;
- Длина одного непрерывного сварочного шва не должна превышать 30 – 50 мм;
- Нужно исключить перегрев металла, за счет частых перерывов;
- Первый и последний слой многослойных проковываются молотком с минимальным усилием.
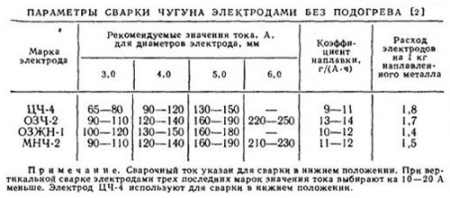
Определиться с режимом сварки поможет приведенная ниже таблица:
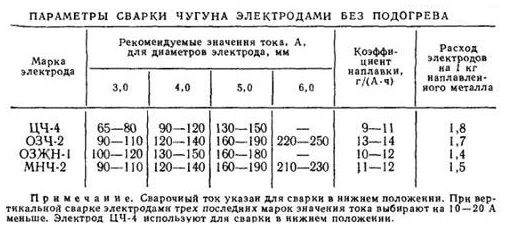
Основные предварительные моменты мы рассмотрели, остался основной вопрос: «Как варить чугун электросваркой?». Здесь есть два способа: по шпилькам или послойно. Давайте разберем отдельно каждый из вариантов.
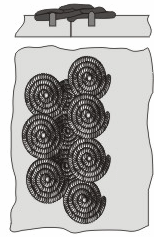
Сварка чугуна инвертором по шпилькам
После установки шпилек можно начинать наваривать шов. Вокруг каждой шпильки слой за слоем кладется металл, который и формирует заплатку. Не допустить нагрева свыше 80 градусов можно если выполнять работу в шахматном порядке или поочередно в противоположных концах. Завершающим моментом при таким виде сварки является соединительный шов, который соединяет наваренный металл между шпильками.
Многослойная сварка
Для начала нужно убедиться в правильности создания фасок. Затем специальным электродом, с соблюдением температурного режима начинаем наплавлять первый слой. Он является основным и задаст успех дальнейшей работы. Каждый слой, еще на горячую, нужно проковывать молотком. Если есть доступ к обратной стороне детали, то после первого слоя с одной стороны следует перевернуть изделие и наплавить аналогичный шов на его обратной стороне и уже потом приступать к завершению многослойной сварки верхней, а затем нижней части.

Наплавку нужно обязательно выполнять с краев, и создавать постепенно множество слоев. Главное, не забывать проковывать каждый слой. Если не знаете как проверить температуру детали, то примените технику вразброс. Она заключается в формировании шва поочередно в разных местах соединения. Когда сварной шов будет полностью готов, поверхность наплавленная на чугун, необходимо отшлифовать.
Если вы столкнулись с необходимостью сварить чугун и у вас есть только инвертор, то в домашних условиях можно заделать трещины или наложить заплатки на ненесущие элементы конструкции. Практически все необходимое у вас уже будет, это маска, защитные рукавицы и одежда. Придется докупить только специальные чугунные электроды, или сделать их самостоятельно. В этой статье описано два способа, как сварить чугун дома. Какой из них вам больше подходит – решайте сами. Но запомните – когда возникает потребность восстановить изделие предполагающее сильные нагрузки, то лучше обратиться к профессионалам.


Отправить ответ