
Как заварить нержавейку полуавтоматом
Содержание:
- 1 Техники сварки полуавтоматом
- 2 Технология сварки полуавтоматом в условиях защищенной среды
- 3 Основы процесса сварки
- 3.1 Как снять напряжение?
- 3.2 Выпрямление деформаций
- 3.3 Схема работы горелки
- 3.4 Описание к схеме горелки
- 3.5 Способы сварки нержавеющей стали
- 3.6 Нержавеющая проволока для сварки и её правильное применение
- 3.7 Подготовительные работы
- 3.8 Устранение деформаций
- 3.9 Обработка изделия из нержавейки после сварки
- 3.10 Где окажут услугу
- 3.11 Компания «УралАвтоПрофи»;
- 4 Особые для сварщика свойства нержавеющей стали
- 5 Особенности сварки нержавейки полуавтоматом в потоке аргона
- 6 Технология сварки нержавейки полуавтоматом
- 7 Завершение сварочных работ
Нержавеющие стали подвергаются сварочным работам довольно часто, процесс этот требует внимательности. Перед тем как начать варить нержавейку, необходимо ознакомиться с инструкцией процесса, особенностями использования горелки. Схема сварки полуавтоматом нержавеющей стали отличается простотой, хотя и требуется соблюдение всех норм и условий. Для сварки применяется специальная проволока, в состав которой входит никель, позволяющий улучшить характеристики шва.

Схема сварочного процесса.
Сама горелка для сварки и схема работ представляют собой:
- корпус горелки, который необходимо наклонять под определенным углом;
- сопло, которое должно находиться под строго определенным углом и на оптимальном расстоянии, чтобы шов прогревался отлично;
- токопроводящий наконечник, который находится внутри сопла;
- электродная сварочная проволока, вставляемая в токопроводящий наконечник;
- сварочная дуга, воздействующая на металл;
- сварной шов, который остается после процесса сваривания деталей;
- сварочная ванна, т. е. область расплавленного металла, который образуется под воздействием высоких температур;
- капли электрода, которые подаются в ванну;
- газовая защита.
Техники сварки полуавтоматом

Расплав и перенос электродного материала: A. Капельный метод. Б. Струйный метод.
Сварка нержавейки возможна несколькими способами:
- импульсная сварка;
- сварка с использованием короткой дуги;
- сварка, во время которой применяется так называемый струйный перенос.
Короткая дуга применяется в том случае, когда работа производится для тонкого металла. Использование струйного переноса эффективно для соединения толстых деталей. Технология импульсной сварки является процессом управляемым.
Металл для проволоки в ванну вводится импульсами, при этом подача осуществляется по одной капле.
Дуга работает при среднем уровне тока, тепловложение уменьшается, как и зона общего термического влияния. Размер сварочной ванны получается оптимальным, а это важно для нержавеющей стали. При импульсной технологии также почти не наблюдаются брызг расплавленного металла. Это экономит материалы, сам процесс получается более безопасным. Время для зачистки шва уменьшается, поверхность получается качественной.
Можно ли варить черный металл и нержавейку? Да, такой процесс возможен, но только при выполнении некоторых условий. Надо учесть, зачем используется нержавеющая сталь, какой именно черный металл будет применен. Важно подобрать правильную присадочную проволоку, брать обычную не стоит, так как качество шва получится плохим. При использовании дуги и аргоновой смеси требуется брать специальные присадки из нержавеющей стали.
Технология сварки полуавтоматом в условиях защищенной среды
Чтобы ответить на вопрос, как варить полуавтоматом нержавеющую сталь, необходимо четко определить все требования к такому процессу.

Схема сварки в среде защитного газа.
- Газ для сварки берется с таким составом: 70% специальной сварочной углекислоты (можно брать пищевую), 30% аргона В.
- Полярность при работе применима обратная. Полярность прямая возможна только при работе под флюсами.
- Вылет сварочной проволоки должен составлять 6-12 мм. При сварке расстояние от сопла должно составлять 5-15 мм. Рабочий расход газовой сварочной смеси будет составлять 6-12 м³/мин при соблюдении давления в 0,05-0,2 атмосферы. Уменьшать количество газа нельзя, так как в этом случае шов получится недостаточным, качество его будет низким. Возможна и такая ситуация, при которой углерод начнет сильно выгорать, как и легирующие добавки.
- Соблюдать угол сварки надо таким образом, чтобы он смотрел назад. Электрод рекомендуется наклонять в сторону, противоположную ходу шва. Наклон соблюдается в 5-10 градусов. Это дает хорошую глубину провара, шов получается более качественный и ровный. Если угол наклонить вперед, то шов получается широким, а глубина провара меньшей. Последний вариант лучше всего подходит для тонкого металла.
- При сварочном процессе необходимо пользоваться осушителем. Это требуется по той причине, что состав баллона на 60% состоит из воды, при выходе у шва образуется кислота под воздействием высокой температуры и углекислоты. Но эта кислота намного ухудшает качество шва, а осушитель эту проблему может решить. В его качестве используется силикагель либо медный купорос, которые прокаливаются при температуре в 200°C примерно за 15 минут. На 3-4 рабочих объема баллонов необходимо взять всего 100 г такого осушителя.
- Требуется обеспечить защиту от брызг металла. Обычно для этого рекомендуют пользоваться меловым водным раствором.
Основы процесса сварки

Специальная сварочная нержавеющая проволока сама по себе является электродом, что упрощает процесс сварки.
Нержавеющие стали выпускаются 3-х марок, от выбора такой марки будет сильно зависеть процесс сварки:
- пищевая нержавеющая сталь, низколегированная;
- пищевая, химическая нержавеющая сталь, среднелегированная;
- жаропрочная, выдерживающая высокое давление, химическая нержавеющая сталь, высоколегированная.
Чтобы варить полуавтоматом правильно, необходимо использовать специальную проволоку:
- Первые два вида такой сварочной проволоки во время варки обеспечивают смешивание всех легирующих элементов, но металл выгорает, особенно это касается хрома. Происходит процесс так называемого корродирования, когда встречаются агрессивные среды.
- Третий вид сварочной проволоки является специальным, во время сварки не образуются трещины, напряжения в шве, т. е. стык получается качественным.
Подготовительные работы по металлу:
- Поверхность свариваемых деталей надо обезжирить, полностью удалить все следы оксидной пленки. Делается это механическим методом либо с использованием специальных кислот.
- Перед самой сваркой необходимо будущий шов обезводить, для чего его горелкой прогревают до 100°C. Но во время сварки все оставшиеся излишки выкипают автоматически, особенно если делается сплошной шов.
- Есть вариант подготовки, при котором прогревается область металла вокруг будущего шва до 200°C, в некоторых случаях такую процедуру проводят для всей заготовки. Это позволяет уменьшить влияние на металл около шва во время его нагрева при сварке.
- Не рекомендуется греть 2 разных типа стали, только одного типа.
Для боков лучше всего выполнять нахлест с проваркой по двум сторонам, сами кромки можно подогнуть наружу, внутренний угол не проваривается. Наружные кромки часто обрабатывают роликами по методу прессовки.
Как снять напряжение?
При сварке полуавтоматом важно снять напряжение с металла, применяются такие действия:
- Напряжение при отпуске в 560-660°C снимаются. Такой процесс включает прогрев свариваемой детали до необходимой температуры, после чего сама деталь остужается на открытом воздухе.
- Если достигается температура в 760°C, то наблюдается такой процесс, как восстановление хрома на шве. Это позволяет быстро снять напряжение, чтобы обеспечить требуемое качество сварки.
- Для тонкостенных деталей напряжение отлично снимается. Если начинать проколачивать молотками шов уже после сварки, то соблюдается температура работы всего в 100°C.
Выпрямление деформаций
После окончания сварки необходимо выполнить такие действия, направленные на удаление возможных деформаций:
- Через специальную гладилку молотком обрабатывается деталь, которая должна плотно прилегать к наковальне.
- Если на поверхности образовался пузырь, то по краю требуется простучать его молотком, аккуратно приближаясь к самому пузырю. С другой стороны эту область также можно прогреть горелкой, двигаясь по кругу в 30-60 мм. Двигаться надо только в шахматном порядке, не прекращать простукивание молотком.
Сварка нержавеющей стали полуавтоматом требует определенных навыков. Сам процесс включает подготовку области сварки, проволоки для работы. После сварки, если есть необходимость, выполняется работа по устранению деформаций.
Сварка нержавейки полуавтоматом (MIG) – это самый распространённый способ сварки в среде защитного газа. Он широко используется и на крупных промышленных производствах, и в авторемонтных мастерских. Этот вид сварки представляет собой высокотехнологичный процесс, в ходе которого в зону сварки автоматически подается сварочная проволока. Причём, эта проволока одновременно является и электродом, и присадочным металлом. Под воздействием нагрева дуги она расплавляется. На качество дуги влияет выбор режима работы сварочника:
- величина тока;
- скорость подачи проволоки;
- выбор защитного газа и его расход.
При правильном выборе режима сварки сварной шов формируется быстро и ровно. В качестве защитной смеси используется, в основном, смесь аргона и углекислоты. Вместо углекислоты в некоторых случаях применяется кислород. Технология сварочного процесса при помощи полуавтомата должна учитывать структуру металла, его особенности и химические свойства.
Сварка нержавеющей стали достаточно проста, но требует соблюдения ряда норм и условий. Начнём с описания схемы работы горелки.
Схема работы горелки
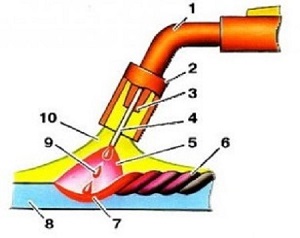
Схема сварочной горелки.
Описание к схеме горелки
1. корпус горелки. Для получения качественного шва он должен иметь в процессе сварки определённый угол наклона к поверхности свариваемого металла;
2. сопло. Для оптимального прогрева шва, оно должно находиться под строго определенным углом и на оптимальном расстоянии от обрабатываемой поверхности;
3. токопроводящий наконечник. Узел расположен внутри сопла;
4. электродная сварочная проволока. Расходный материал проходит через токопроводящий наконечник. Для сварки применяется специальная проволока. В её состав входит никель, который позволяет улучшить характеристики шва. Проволока в горелку подаётся импульсами, и металл попадает в ванну по одной капле;
5. сварочная дуга. Это источник тепловой энергии, который разогревает металл и проволоку;
6. сварной шов. Он получается в результате сварки деталей;
7. сварочная ванна. Область расплавленного металла, в которой формируется сварной шов;
8. основной металл. Свариваемый металл;
9. капли электродного металла. Электродная сварочная проволока плавится и в виде капель пополняет сварочную ванну;
10.газовая защита. Область, формируемая защитным газом.
Способы сварки нержавеющей стали
Сварку нержавеющей стали возможно производить несколькими способами:
- импульсная сварка;
- сварка короткой дугой. Применяется для сварки тонкого металла;
- сварка струйным переносом. Применяется для сварки толстостенного металла.
Наибольшее распространение получила импульсная сварка, и поэтому остановимся на ней особо.
Импульсная сварка – это процесс управляемый. Она осуществляется при среднем уровне тока, что позволяет уменьшить тепловложение и, как следствие, зону общего термического влияния. При этом получается оптимальный размер сварочной ванны, а это очень важно для нержавеющей стали. При импульсной технологии отсутствуют брызги расплавленного металла. Это позволяет повысить безопасность процесса сварки и экономить материал. Кроме того, сокращается время, затрачиваемое на зачистку шва, и его поверхность получается более качественной.
Нержавеющая проволока для сварки и её правильное применение
Специальная сварочная нержавеющая проволока выпускается 3-х марок:
- пищевая нержавеющая низколегированная;
- пищевая химическая нержавеющая среднелегированная;
- выдерживающая высокое давление, жаропрочная химическая нержавеющая высоколегированная.
При сварке на полуавтомате нержавеющей стали следует правильно выбирать сварочную проволоку. Для этого следует учитывать её особенности:
- первые две марки указанной выше проволоки обеспечат смешивание всех легирующих элементов. При этом выгорает металл (особенно хром). Вызвано это тем, что в процессе сварки встречаются агрессивные среды, и происходит процесс корродирования;
- третья марка сварочной проволоки является специальной. При её использовании не возникает напряжений в шве и, как следствие, трещин. Шов получается более качественным.
Подготовительные работы
До начала сварки необходимо выполнить некоторые подготовительные работы:
- произвести обезжиривание поверхностей свариваемых деталей. При этом необходимо полностью удалить окисную пленку;
- перед самим процессом сварки необходимо обезводить будущий шов. Для этого его прогревают горелкой до температуры Т = 100°C. В процессе сварки сплошного шва все оставшиеся излишки выкипают автоматически. Если шов прерывистый (и в некоторых других случаях), то область металла вокруг будущего шва прогревают до Т = 200°C (иногда такой процедуре подвергают всю заготовку). Обезвоживание позволяет уменьшить влияние влаги на металл около сварочной ванны в процессе нагрева при сварке. Не рекомендуется производить нагрев двух разных типов стали одновременно (только одного типа).

Сварка нержавейки полуавтоматом.
Устранение деформаций
По окончании сварки необходимо устранить возможные деформации. Осуществляется это следующим образом. Деталь кладут на наковальню и через «гладилку» обрабатывают молотком. Образовавшийся «пузырь» простукивается по краю, аккуратно приближаясь к центру деформации. С другой стороны эту область следует прогреть горелкой, совершая круговые движения с диаметром 30…60 мм.
Обработка изделия из нержавейки после сварки
После сварки изделие из нержавейки надлежит обязательно подвергнуть обработке. Не выполнение этого требования может быстро привести к тяжёлым последствиям: появлению ржавчины и, даже, уменьшению его прочности.
Обработка состоит из двух этапов:
- механическая. Она производится карщёткой, пескоструем, шлифованием и т. д.;
- травление. Обработка сварных швов химически активными веществами, которые разъедают окалину. Последняя может вызвать коррозию;
- пассивация. Нанесение на сварной шов спецсредств, под действием которых на поверхности металла образуется защитная пленка из оксида хрома. После такой обработки изделие способно надежно противостоять коррозии.
Где окажут услугу
Компания «УралАвтоПрофи»;
Компания осуществляет сварку нержавейки полуавтоматом.
В заключение, предлагаем посмотреть фильм из серии «Доктор сварка» под названием «Сварка нержавеющей стали». Желаем успехов!
Сегодня, кроме полуавтоматов промышленного класса, появились полуавтоматические сварочные аппараты т.н. хобби-класса, позволяющие варить нержавейку полуавтоматом едва ли не в домашних условиях. К таким сварочным аппаратам хобби-класса относится, например, серия МДТ. Но, тем не менее, сварка нержавейки современным полуавтоматом по-прежнему остается сложным и ответственным процессом даже для опытного сварщика.
И эта сложность связана, во-первых, с различным химическим составом нержавеющих сплавов стали, а во-вторых, рядом характерных свойств нержавейки, которые ещё более усложняют сварочные работы.
Особые для сварщика свойства нержавеющей стали
Нержавеющая сталь обладает следующими свойствами, влияющие на процесс выполнения сварочных работ:
Низкая теплопроводность
Теплопроводность нержавеющей стали в 2 раза ниже, чем у низкоуглеродистых сплавов. Из-за этого происходит перегревание сварочной ванны и проплавление стали, что, в свою очередь, приводит к ухудшению антикоррозийных свойств нержавейки. Для предотвращение указанных негативных процессов рекомендуется уменьшать на 20% силу тока и применять средства принудительного охлаждения сварочной ванны.

Небольшая температура плавления
Небольшая температура плавления в сумме с низкой теплопроводностью приводит к образованию в сварочной ванне жидкого расплава с температурой свыше 500 градусов. В этих условиях начинает происходит межкристаллитная коррозия – образование карбидов железа и хрома. В дальнейшем в местах концентрации карбидов образуются микротрещины, в которые проникает вода, провоцируя коррозийные процессы.
Рецепт предотвращения межкристаллитной коррозии – это принудительное охлаждение сварочной ванны (водяное, струёй инертного газа и пр.).
Высокий показатель теплового расширения
В условиях низкой теплопроводимости данный фактор приводит к линейной усадке и термической деформации кристаллической структуру нержавеющей стали. Для предотвращения усадки между свариваемыми деталями оставляется достаточно широкий зазор, в который и будет расширяться перегретая нержавейка.
Низкая электропроводность
По сравнению с другими сплавами железа нержавейку можно назвать изоляционными материалом, настолько слабо нержавеющая сталь проводит электрический ток. Из-за этого свойства происходит перегревание электродов в процессе сварочных работ, особенно, если они относятся к высоколегированным разновидностям, т.е., содержат большое количество никеля и хрома.
Особенности сварки нержавейки полуавтоматом в потоке аргона
Существуют несколько технологий проведения сварочных работ с нержавеющей сталью, например, с использованием специальной порошковой проволоки. Но у всех них существуют определённые недостатки. Так, сварочные швы, созданные с помощью порошковой проволоки, со временем растрескиваются.
Полуавтоматическая сварка нержавейки аргоном является наиболее эффективным и качественным способом термического соединения двух деталей из нержавеющей стали. Для охлаждения сварочной ванны чаще всего применяется поток инертного газа аргона с добавлением углекислого газа.
Обратите внимание, соотношение аргона и углекислого газа изменяется в зависимости от характера нержавеющих сплавов, с которыми производятся сварочные работы. Это соотношение регулируется при помощи двух баллонов с аргоном и с углекислым газом, у которых по-разному откручиваются вентили, добиваясь, тем самым, разного соотношения охлаждающей газовой смеси.
Для повышения качества и улучшения внешнего вида получаемого сварочного шва используется нержавеющая проволока из никелевого сплава, которая подаётся в зону сварки механическим способом.
Как и соотношение охлаждающей смеси, химический состав проволоки зависит от химического состава нержавеющих сплавов и особенностей выполнения сварочных работ.

Технология сварки нержавейки полуавтоматом
Итак, как варить нержавейку современным полуавтоматом? Данная процедура выполняется несколькими методами:
- Короткая дуга. Применяется для соединения тонколистных деталей.
- Струйный перенос. Применяется для соединения толстостенных деталей.
- Технология импульсной сварки. Широко применяется в промышленном производстве, поскольку отличается высокой скоростью выполнения сварочных работ при низком уровне энергопотребления.
Так, перед началом сварочных работ:
- Устанавливается обратная полярность;
- Устанавливается наклон электрона и угол подачи проволоки в зону сварочных работ. Так, например, при наклоне проволоки вперёд уменьшается глубина провара и увеличивается ширина сварочного шва. Такая комбинация применяется для варки тонколистных деталей;
- Устанавливается допустимый вылет проволоки. Обычно этот показатель ограничивается расстоянием в 12 мм;
- Устанавливается сила охлаждающего газового потока в диапазоне от 6 до 12 м3/мин. Если сила охлаждающего газового потока не будет установлена в указанных пределах, то в результате значительно ухудшится качество сварки;
- Определяется порядок работы осушителя, задача которого удалять из газовой смеси пары воды. Дело в том, что молекулы воды, попадая в сварочную ванну, вступает в реакцию с углекислотой и металлами, в результате чего последовательно образуется сначала углекислая кислота, а затем углекислые соли металлов. В качестве осушителя обычно применяется медный купорос, который за 20 минут до начала сварки нагревается до 200 градусов. Средний расход медного купороса – 100 грамма на 4 баллона газовой смеси;
- За защиты от брызг расплавленного металла к полуавтомату подключается ёмкость с водно-меловым раствором;
- Выставляются скорость и траектория движения. Полуавтоматическую сварку необходимо начинать хотя бы в 5 см от края детали, иначе существует риск образования т.н. водородных трещин.
Завершение сварочных работ
Сварка нержавейки полуавтоматом не гарантирует получение идеального результата. По окончанию сварочных работ по поверхности сваренных деталей возможно появление пузырей, которые следует сгладить молотком. Для этого необходимо нагреть горелкой пузырь и, аккуратно постукивая молотком, выпрямить его.


Отправить ответ