
Какие электроды нужны для инверторной сварки
Содержание:
- 1 Основные критерии выбора
- 2 Рейтинг электродов
- 3 Преимущества современных предложений
- 4 Классификация по основным признакам
- 5 Дополнительные характеристики
- 6 Изделия зарубежных производителей
- 7 Важные показатели сварочного аппарата типа инвертор для лучшего подбора электрода
- 8 Чем руководствоваться при выборе
- 9 Преимущества этих марок электродов
- 10 Диаметр и марка электрода
- 11 Правильный выбор: рекомендации
- 12 Сварочный инвертор и электроды для собственных нужд
- 13 Немного о производстве: нюансы
- 14 Подведение итогов
- 15 Что такое электрод и для чего обмазка
- 16 Как выбрать электроды для инверторной сварки
- 17 Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
- 18 Держатели для электродов
Для соединения различных металлических элементов довольно часто применяется метод сварки. При воздействии высокой температуры на сталь и различные цветные сплавы значение пластичности существенно повышается, обеспечивая наиболее благоприятные условия для соединения. Обеспечить качественный сварной шов, который будет обладать высокой надежностью и прочностью, можно только при правильном подборе электродов. Именно поэтому важно знать, какие электроды выбрать для сварки инвертором.

Основные критерии выбора
Сложности, возникающие при выборе, связаны с появлением большого количества различных вариантов электродов. При поиске наиболее подходящего электрода следует учесть их разделение на две основные группы:
 Первый тип изделия представлен стержнем различного диаметра с обмазкой, изготавливаемой их специальной смеси. За счет применения особого состава обмазки создаваемая дуга лучше себя ведет на момент сварки. Именно поэтому плавящиеся электроды зачастую выбирают для аппарата, применяемого при ручной дуговой сварке.
Первый тип изделия представлен стержнем различного диаметра с обмазкой, изготавливаемой их специальной смеси. За счет применения особого состава обмазки создаваемая дуга лучше себя ведет на момент сварки. Именно поэтому плавящиеся электроды зачастую выбирают для аппарата, применяемого при ручной дуговой сварке.
Неплавящиеся — сегодня менее распространены, так как предназначены для проведения сварочных работ в специальной среде. Новичок не сможет подобрать их правильно, так как они обладают большим количеством особенностей.
Выбор электродов для сварки инвертором проводится с учетом того, из какого материала изготовлены соединяемые заготовки. Свойства металла во много определяют качество получаемого шва.
Рассматривая, как выбрать сварочные электроды для инвертора, отметим следующие моменты:
- Стержень для передачи электричества и стабилизации дуги подбирается к каждому материалу с учетом его химического состава.
- Для соединения изделий, которые изготовлены из низкоуглеродистой или низколегированной стали, применяются углеродные электроды.
- Если соединяемые изделия изготавливаются из легированных сталей, то во время сварочных работ применяются электроды марок МР-3, АНО-21, LB-52U и другие.
- Лучшие электроды для инверторной сварки других типов металла считаются те, при изготовлении которых применяется сердечник из легированных сталей, к примеру, ЦЛ-11.
- Метод сварки может использоваться для соединения элементов, изготавливаемых из чугуна. В этом случае применяются электроды ОЗЧ-2.
Опытные сварщики проводят выбор рассматриваемого расходного материала также с учетом того, в каких условиях будет применяться получаемое изделие.
Рейтинг электродов
Нужный шов можно получить при применении наиболее подходящих электродов. Рейтинг подобных изделий выглядит следующим образом:
- АНО — вариант исполнения, который характеризуется легким воспламенением. Изделие этой марки перед применением не следует дополнительно прокалывать. Применять электроды АНО могут начинающие сварщики и профессионалы. Подходят они для резки при подаче постоянного тока с высоким показателем напряжения. Подробнее об электродах АНО-21 можно прочитать здесь.
- МР-3 — универсальное предложение, которое может применяться для соединения изделий из различных сплавов. Сварка может проводиться даже в том случае, если соединяемые поверхности имеют загрязнения самого различного типа.
- МР-3С — электроды этой марки выбираются в том случае, если к получаемому шву предъявляются высокие требования. Стабильность образующейся дуги обеспечивается при применении специальной обмазки.
- УОНИ 13/55 — вариант исполнения, применяемый при монтаже различных ответственных конструкций. Стоит учитывать, что с подобными электродами новичку работать достаточно сложно. Рекомендуется выбирать этот расходный материал в том случае, когда сварщик обладает определенным опытом и высокой квалификацией.
 Необходимые электроды для инвертора (как выбрать наиболее подходящий вариант исполнения, многие знают из личного опыта) производят отечественные и зарубежные производители. Как правило, предложение отечественных производителей обходится намного дешевле, чем зарубежных. При этом качество изготовления довольно высокое.
Необходимые электроды для инвертора (как выбрать наиболее подходящий вариант исполнения, многие знают из личного опыта) производят отечественные и зарубежные производители. Как правило, предложение отечественных производителей обходится намного дешевле, чем зарубежных. При этом качество изготовления довольно высокое.
Преимущества современных предложений
Современные электроды, к примеру, ресант и многие другие производятся с учетом всех установленных стандартов. Этот момент определяет то, что изделия обладают следующими преимуществами:
- Существенно упрощается процесс сварки. Применение специальных материалов обеспечивает высокую стабильность образующейся дуги. Сложности могут возникнуть только в том случае, если электроды были подобраны неправильно по составу сердечника или обмазки.
- Высокое качество получаемого шва. Применение современных расходных материалов позволяет получить надежные швы даже при соединении изделий сложной формы.
- Отделимость шлака от металла. При выполнении сварочных работ шлак можно отделить практически сразу, что позволяет быстро определить качество получаемого шва и исправить возможные дефекты.
- Изготавливаются электроды при соблюдении санитарно-гигиенических норм. Проводимые сварочные работы абсолютно безопасны, так как при горении не выделяются вредные вещества.
- Сварке могут подвергаться даже изделия, которые покрыты довольно большим слоем ржавчины. Стоит учитывать, что для повышения качества соединения все же рекомендуется проводить очистку поверхности.
Стоимость изделия зависит от популярности марки и типа применяемого материала при создании обмазки.
Классификация по основным признакам
Рассматриваемый расходный материал в первую очередь классифицируется по назначению. Выделяют несколько основных групп электродов:
- Предназначенные для работы с металлами, которые имеют низкую концентрацию углерода и легирующих элементов.
- Для соединения теплоустойчивых сталей с высоким показателем прочности.
- Для работы с высоколегированными сталями, к примеру, нержавейкой, в которой концентрация хрома велика.
- Варианты исполнения, предназначенные для работы с алюминием или медью.
- В отдельную группу относят электроды, предназначенные для соединения чугунных элементов.
- Для выполнения ремонтных работ и наплавки металла.
- Изделия универсального типа, которые применяются для работы с материалами неопределенного химического состава.
На металлический стержень могут наноситься самые различные химические вещества. По типу применяемой обмазки выделяют 4 группы изделий, наибольшее распространение получили только две:
- Основная. Изделия с основным покрытием получили широкое применение. Примером назовем электроды марки УОНИ 13/55. Применяются они для получения швов с высокой ударной вязкостью, механической прочностью и пластичностью. Кроме этого, основное покрытие позволяет защитить шов от возникновения кристаллизационных трещин. Выбор этого варианта исполнения проводится в том случае, если нужно получить ответственную конструкцию. Существенным недостатком можно назвать то, что перед проведением сварочных работ следует выполнить качественную очистку поверхности: масляные пятна, ржавчина, окалина могут стать причиной образования микроскопических пор.
- Рутиловое покрытие. Если нужно провести соединение низкоуглеродистой стали, то зачастую выбирают электроды рутилового типа. Наиболее распространенной маркой назовем МР-3. Второй тип характеризуется легкой отделимостью образующего шлака, устойчивостью дуги при подаче переменного или постоянного тока. В процессе сварки образуется меньшее количество брызг, получаемый шов отличается прекрасными декоративными качествами. Кроме этого, второй тип изделий подходит для работы с заготовками, которые имеют большой слой ржавчины или загрязняющих веществ на поверхности.
Два остальных типа встречаются крайне редко, так как применяются в особых случаях.
Дополнительные характеристики
 Многие другие особенности проводимой сварки определяют требования, предъявляемые к электродам. Примером можно назвать полярность и род тока. Применяемые сварочные инверторы в большинстве случае подают постоянный ток, который может подаваться в зону сварки по двум схемам:
Многие другие особенности проводимой сварки определяют требования, предъявляемые к электродам. Примером можно назвать полярность и род тока. Применяемые сварочные инверторы в большинстве случае подают постоянный ток, который может подаваться в зону сварки по двум схемам:
- Обратная полярность подразумевает соединение плюса с массой, а минуса с электродом.
- Прямая полярность. В этом случае плюс соединяют с массой, минус со сварочным электродом.
Обратная полярность выбирается в нижеприведенных случаях:
- Для того чтобы защитить металл от прожога, выбирается именно обратная полярность подключения. Она позволяет работать с деталями, которые имеют небольшую толщину.
- Высоколегированные стали характеризуются высокой восприимчивостью к нагреву. Именно поэтому при работе с подобным материалом выбирается метод подключения обратной полярности.
Наиболее важными параметрами сварочного процесса можно назвать:
- Диаметр применяемых электродов.
- Сила применяемого сварочного тока.
- Толщина соединяемых деталей.
Очень важно провести выбор диаметра электрода правильно, так как при слишком высоком показателе плотность сварочного тока существенно снижается. В этом случае уменьшается степень провара деталей, увеличивается ширина сварочного шва и снижается его качество. Кроме этого, производители часто указывают, для какой силы тока больше всего подходит изделие.
Изделия зарубежных производителей
 Довольно большой популярностью пользуются изделия, которые выпускаются под брендом ESAB. Отличительной чертой этого предложения можно назвать то, что все марки начинаются с обозначения ОК. Далее идут 4 цифры, указывающие на эксплуатационные качества изделия. Чаще всего используются следующие марки:
Довольно большой популярностью пользуются изделия, которые выпускаются под брендом ESAB. Отличительной чертой этого предложения можно назвать то, что все марки начинаются с обозначения ОК. Далее идут 4 цифры, указывающие на эксплуатационные качества изделия. Чаще всего используются следующие марки:
- ОК 46.00 — изделие, которое по своим качествам схожи с электродами отечественного происхождения МР-3. Применяется для работы со сталями, которые в составе имеют небольшое количество легирующих элементов.
- ОК 53.70 — специализированный тип электродов, применяемый для соединения корневых переходов или торцов труб.
- ОК 68.81 — марка, применяемая для работы с неопределенными по химическому составу сталями. Кроме этого, она подходит для соединения трудносвариваемых металлов.
Их популярность прежде всего связана с тем, что применяемые технологии при изготовлении расходного материала обеспечивают наиболее благоприятные условия для проведения сварочных работ.
Значение выбора правильных электродов для инверторного сварочного аппарата нельзя переоценить. Именно от них зависит качество сварки, сложность работы и долговечная эксплуатация аппарата. Мастеру, имеющему разряд и квалификацию сварочных работ, не нужно объяснять, какие электроды лучше, все это он познал еще на этапе обучения. Новичку же предстоит набраться немало опыта, прежде чем давать оценку материалу со знанием дела.

Сварочные электроды подразделяются на три вида: легированные, углеродистые и высоколегированные.
Перед тем как приступить к выбору электродов, нужно понять принцип действия сварочного аппарата – инвертора. Это не новый вид технической конструкции, однако строительная промышленность делает все возможное для создания высокотехнологичных изделий, отвечающих всем требованиям, и постоянно модернизирует сварочные аппараты. Некоторые из них хороши, другие не очень. Определить может только профессионал, имеющий достаточный опыт сварочной работы.
Из чего состоит сварочный инвертор:
- центр управления;
- высокочастотный преобразователь и трансформатор;
- силовой выпрямитель;
- фильтр сетевой.
Преимущество инвертора перед обычным трансформатором в том, что он может давать постоянный ток, соответственно, качество швов будет значительно лучше. А также инвертор пользуется большой популярностью в связи с экономией электроэнергии, что достаточно актуально в наше время. Помимо плюсов в технологии сварочных работ аппарат мобилен, его можно носить на плече, что объясняет доступность работы в любых местах или при перевозке на означенное расстояние.
Важные показатели сварочного аппарата типа инвертор для лучшего подбора электрода

Устройство сварочного инвертора.
- Плавный ток. Такая работа будет легкой даже для женщин.
- Неограниченная продолжительность действия. Этот показатель поможет практическим путем выяснить расход того или иного электрода для сварки.
- Вопрос, какими электродами лучше варить инвертором, для такого аппарата может не стоять – он показывает хорошие качества с любыми, процесс может прерваться лишь окончанием работы.
- Может идти сварка по металлам, не очищенным от грязи, когда это не может быть осуществлено, к примеру, аварийные работы на водных трассах. В этом случае используют электроды не тоньше 2-3 мм.
- Можно не обращать внимания на падение напряжения – до 180 В, это несущественно, сварка будет продолжена.
Чем руководствоваться при выборе
Итак, выбор электродов для работы инвертором регламентируется следующим:
Влияние на качество шва стали для сварки. Например:
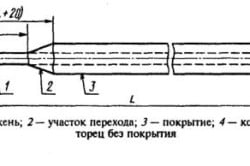
Схема сварочного электрода.
- для углеродистых или низколегированных – соответствующие углеродные электроды;
- легированные свариваются такими материалами: ОЗС-4 (ГОСТ 9466-75), МР-3 (ГОСТ 9467-75), МР-3С (ГОСТ 9466-75), АНО-21 (ГОСТ 9467-75), УОНИ13/45 (ГОСТ 9467-75);
- для работы с наплавками или иными видами сталей используют высоколегированные варианты – ЦЛ-11 (ГОСТ 9466-75);
- есть варианты для чугуна – ОЗЧ-2 (ГОСТ 9466-75).
Самые популярные марки электродов для сварки инвертором:
- АНО – легко воспламеняющиеся, не требующие дополнительного прокаливания, хорошие материалы для начинающих сварщиков, однако с ними работают и профессионалы;
- МР-3 – для универсальной сварки и работы с неочищенным металлом;
- МР-3С – электроды, подходящие для сварочных швов с повышенными требованиями;
- УОНИ-13/55 – ими производят качественные швы для ответственных конструкций, требуют умения и квалификации сварщика.
Преимущества этих марок электродов

Сварочные электроды АНО прекрасно подходят начинающим сварщикам, так как они легко зажигаются и не требуют предварительной прокалки.
- Легкость сварки. Действительно, тормозить процесс могут электроды, состав которых не предназначен для той или иной стали.
- Качество шва. В наружной и герметичной работе это самый важный фактор. Сварка должна быть безупречной. Качественные электроды позволяют получить швы плоские или вогнутые.
- Отделимость шлака. Если начать отбивать его, можно тут же выяснить качество сварки предоставленными электродами. Плохой шов отлетит вместе со шлаком, и умение сварщика тут ни при чем.
- Допустимость сварки по коррозионному металлу. Это, конечно, допускается редко, но бывает. В этом случае сварка такими электродами показывает хороший результат.
- Сварка должна быть признана по санитарным нормам – такими электродами можно пройти проверку.
Диаметр и марка электрода
Многие профессионалы утверждают, что для сваривания металла инвертором подходят любые электроды. Однако они, скорее всего, имеют в виду лишь собственный спектр работ, к примеру, профильных труб или уголков. Это не требует капитальной герметизации, поэтому можно пользоваться электродами диаметром от 0,5-2 мм.

Электроды МР-3 используются при работе с влажным, ржавым либо плохо очищенным от грязи металлом.
В основном диаметр и марка электрода должна исходить от толщины металла – толстые стенки нужно проваривать дольше, соответственно, и диаметр электрода должен быть больше. Тонкие же электроды быстро сгорают, поэтому, чтобы научиться ими работать, должен быть определенный навык в сварочном деле. Их, как правило, используют на прихватках.
Какие электроды должны использоваться, можно определить исходя из характеристики работ: сложные трассовые требуют толстых элементов сварки, профильные конструкции для сборки и поддержания будут неплохо смонтированы электродами диаметром до 2 мм. Это касается, к примеру, сборки секционных ворот или монтажа ограды из профнастила.
Правильный выбор: рекомендации
Принцип выбора электродов для сварки инвертором должен отвечать и таким требованиям:
- коэффициент наплавки;
- упаковка, хранение и транспортировка;
- расход.

Электроды МР-3С использую при сварке постоянным и переменным током обратной полярности.
Коэффициент определяется количеством полезного металла и шлака. Качественные элементы не всегда могут этим похвастать, поскольку причин здесь много: различие металла по направлению, профильный может свариваться универсальными электродами, для специального назначения имеет смысл взять вариант с меньшим значением ошлакования.
Если транспортировка и хранение материалов велась с нарушениями, то на качество электродов для сварки инвертором рассчитывать не приходится – отсыревшие еще можно высушить, но коэффициент уже изменится. Приобретая электроды для собственных нужд, нужно тщательно осмотреть упаковку.
Показателем качества для сварки инвертором служит и значение расхода электродов. Это обычно прописано на упаковке, но слишком доверять не стоит – расход зависит опять-таки от сварки металлов конкретного назначения.
Сварочный инвертор и электроды для собственных нужд

При выборе электродов для инвертора следует обратить внимание на состав покрытия электрода, расход электродов и коэффициент наплавки электрода.
Даже непрофессиональные сварщики оценили все преимущества конструкции перед тяжелым трансформатором. Случается так, что сварка требуется и в домашних условиях, тогда лучшего выхода, чем инвертор, не найти. Электроды к нему на домашние нужды подойдут диаметром в 2-4 мм. Характеристика сварочных работ играет большую роль – если требуется лишь что-то прихватить, можно обойтись распространенными АНО или МР – сварка в этом случае тоже не вызовет нареканий.
Однако если задумано исправление коммунальных развилок (водяные трубы, отопление и пр.), нужно воспользоваться УОНИ, они более надежны в качестве швов или устойчивости конструкции. Кроме того, что сварка по качеству будет соответствовать требованиям, можно сэкономить на электроэнергии – инвертор это допускает даже при применении толстых электродов.
Немного о производстве: нюансы
В период распространения сварочных аппаратов типа инвертор желание узнать и подобрать качественные сопутствующие материалы для сварки естественное, но мнения профессионалов и практика показывают, что разницы в обычном трансформаторном варианте и мобильном может не быть никакой.
И выбор электродов может сказаться лишь на его экономии во время сварки – инвертор в силу своих возможностей позволяет сделать расход меньше. Это и ценится руководителями предприятий, переводящими персонал на пользование такими аппаратами.
Узнать, какими электродами лучше всего осуществлять процесс варки аппаратом типа инвертор, можно лишь на практике. Ни один хороший сварщик не даст однозначного ответа, т.к. любой материал для сварки имеет две стороны: по показателям он может быть и хорош, однако нельзя сбросить со счетов процент брака и порчи.
Подведение итогов
Если прогресс предполагает пользоваться какими-либо инструментами в силу развития, это делать нужно. Такое правило касается и сварочных работ. Мобильные аппараты создавались не зря и имеют ряд положительных характеристик, в том числе затрагивают и определение преимущества видов электродов. Сварка может быть качественной лишь тогда, когда все подобранное – от аппарата до материала и металла – соответствует назначенной цели. Это первое правило для начинающих сварщиков, которым руководствуются и профессионалы.
Лучшие или худшие варианты электродов могут быть определены для начинающего работника лишь по истечении какого-то времени и с опытом. Почувствовать разницу нужно самому. Нельзя опираться на советы некоторых профессионалов, которые считают, что различий нет. Они есть, иначе бы не существовало столько марок электродов и характеристик к ним.
Имеет смысл окончить специальные курсы сварного дела, даже если нет в планах себя этому ремеслу посвящать.
В быту всегда много работы, связанной с правкой металла, к примеру, собственный автомобиль или установка железной ограды, тот же мангал можно сварить – качественный и индивидуальный. Поэтому, чтобы сэкономить семейный бюджет, можно попытаться сделать процесс сварки не чужими руками, а знания об аппаратах и электродах к ним помогут провести его качественно.
Для начинающего сварщика выбор электрода может стать проблемой: есть более двухсот марок с разными свойствами, назначением и характеристиками. Причем около 100 марок подходят для ручной дуговой электросварки инверторными аппаратами. Рассказать обо всех невозможно, да, для начала, и не нужно. Просто коротко охарактеризуем основные типы и о том, какие электроды для инверторной сварки больше других подходят новичкам. Еще речь пойдет о том, какой диаметр брать и какой выставлять ток для сварки металла разной толщины.
Что такое электрод и для чего обмазка
Электрод — это кусок металлической проволоки со специальным покрытием — обмазкой. Во время сварки сердечник плавится от температуры дуги. Одновременно горит и плавится обмазка, создающая вокруг области сварки — сварной ванны — защитное газовое облако. Оно перекрывает доступ кислороду, содержащемуся в воздухе. В процессе горения обмазки часть ее переходит в жидкое состояние и тонким слоем покрывает расплавленный металл, также защищая его от взаимодействия с кислородом. Так что обмазка обеспечивает хорошее качество шва.

Сварочный электрод состоит из сердечника и защитного покрытия
Любой электрод перед началом сварки осматривают: покрытие не должно иметь сколов. В противном случае однородного прогрева и качественного шва вы не добьетесь. Еще обратите внимание на кончик электрода: толщина обмазки должна быть одинаковой со всех сторон. Тогда дуга будет выходить по центру. В противном случае она будет смещена. Для сварщиков с опытом это нестрашно, а вот для новичков может создать ощутимые проблемы.
Необходимо следить за влажностью обмазки. Некоторые из них при повышенной влажности зажигаются очень плохо (например, УОНИ). В связи с такой «капризностью» обмазки, хранить их нужно в сухом месте, обеспечив по возможности герметичную упаковку. Можно коробку укладывать в пакет, а еще туда класть несколько пакетиков с солью, что бывают в обувных коробках.
Покупать влажные электроды не стоит: их можно, конечно, высушить, но их характеристики при этом снизятся. Если все-таки случилось так, что электроды отсырели, их высушить можно в обычной бытовой духовке при небольших температурах (они указываются обычно на упаковке). Второй способ — положить на продолжительный срок в сухое хорошо проветриваемое помещение.

Обмазка (защитное покрытие) электродов бывает: основной, рутиловой, целлюлозной и кислой
Виды обмазки и их характеристики
Различают всего четыре вида покрытий:
Основное (УОНИ) и целлюлозное покрытие подходит только для сварки на постоянном токе. Они использоваться могут на ответственных швах: создают прочный, эластичный шов, стойкий к ударным нагрузкам.

Электродов для сварки более 200 марок, около 100 из них может использоваться при ручной дуговой электросварке
Два других (рутиловое и кислое) — могут работать при сварке и переменным, и постоянным током. Но кислое покрытие очень токсично: работать в помещениях можно только если рабочее место оборудовано принудительной вытяжкой.
Рутиловая обмазка имеет зеленоватый или синий оттенок, электроды отличаются легким розжигом. Они хорошо зажигаются даже если инвертор имеет низкое напряжение холостого хода (для уверенного розжига основной обмазки требуется хорошая вольт-амперная характеристика, как выбрать инверторный сварочный аппарат, читайте тут.). При сварке рутиловыми электродами (МР-3) металл почти не брызжет, зато шлака бывает много и отходит он непросто: приходится работать молотком.
Как выбрать электроды для инверторной сварки
В первую очередь подбирают состав сердечника: он должен быть сходным с типом свариваемого металла. В домашнем хозяйстве чаще всего используются конструкционные стали. Вот из такой же проволоки и должны быть электроды. Иногда еще приходится варить нержавейку. Тогда сердечник тоже должен быть из нержавейки, причем для высоколегированным и жаростойких делают из металла с такими же характеристиками.
Выполнить все работы по дому или на стройке можно с использованием всего нескольких марок электродов:
Они признаны многими лучшими электродами для новичков, которые работают с инверторными сварочными аппаратами: с ними работать проще, в то же время, они позволяют варить качественные швы даже при отсутствии значительного опыта. Ниже приведены характеристики и общее применение тех расходников, которые многие спецы считают хорошими электродами для инвертора. Во всяком случае, их часто рекомендуют начинающим сварщикам для наработки опыта.
Электроды с рутиловым покрытием МР 3

Это, пожалуй, самые популярные среди новичков сварочные электроды для инверторов: УОНИ 13/55 (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Чаще всего новичкам советуют начинать освоение сварных швов с электродами МР-3. Они легко разжигаются, даже при не очень хорошей вольт-амперной характеристике сварочного аппарата, дают хорошую защиту сварной ванны, позволяют довольно легко контролировать ее положение. Если электрод не разжигается, прокалите его при температуре 150-180° на протяжении 40 минут.
Применяются в аппаратах с переменным (сварочные трансформаторы) и с постоянным током (сварочные выпрямители и инверторы). К инверторам обычно подключаются на обратной полярности (+ на электроде). Подходят для любого типа шва, кроме вертикального сверху-вниз.
Электроды МР 3 некапризны к качеству свариваемых поверхностей. Ими можно работать даже на необработанных, покрытых ржавчиной и влажных деталях. Сварка ведется средней (2-3 мм) или короткой дугой.
Очень важна для начинающих сварщиков особенность МР 3: они хорошо «держат» дугу, работать ими просто. За это не все профессионалы любят эту марку: называют их бенгальскими огнями. Слишком мягко они варят: для хорошего прогрева необходимы медленные движения. Что профи не по вкусу, новичкам — то, что надо. Попробуйте начать обучение сварке именно с МР3. У вас все должно получится.
| Диаметр электрода ЛЭЗ МР-3, мм | Длина, мм | Рекомендуемый сварочный ток, А | Масса пачки, кг | Цена, руб |
|---|---|---|---|---|
| 2,0 | 250 | 40-60 А | 1,0 | 146 |
| 2,5 | 300 | 60-100 А | 1,0 | 120 |
| 3 | 350 | 70-100 А | 1,0 | 95 |
| 4 | 450 | 80-170 А | 1,0 | 91 |
| 5 | 450 | 130-210 А | 1,0 | 91 |
УОНИ 13/55 с основной обмазкой

Предпочитаемые профессионалами электроды для инвертора УОНИ 13/55 (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Это самые, пожалуй, широко распространенные и популярные электроды с основным покрытием. Они рекомендованы для сварки углеродистых и низколегированных сталей. Подходят для соединений ответственных конструкций. Швы получаются прочными к ударным нагрузкам и пластичными, хорошо переносят воздействие низких температур.
Недостаток этих электродов: они хорошо разжигаются только при достаточно большом значении холостого хода у инвертора (выше 70 В). Второй существенный недостаток: высокие требования к зачистке и обработке свариваемых металлов. Если на кромке останется ржавчина, пыль, масло или другие загрязнения, шов будет пористым.
Работать с УОНИ 13/55 можно только на сварочных аппаратах постоянного тока, в том числе и с инверторами, при обратной полярности (+ подают на электрод), причем короткой дугой (держать кончик электрода ближе к свариваемой поверхности). Минимальное напряжение холостого хода 65 В.
| Диаметр электрода УОНИ 13/55 (производитель "Межгосметиз) | Длинна электрода, мм | Рекомендуемый сварочный ток, А | Розничная цена пачки, руб |
|---|---|---|---|
| 2,0 | 250 | 30-60 А | |
| 2,5 | 300 | 40-70 А | 127 руб |
| 3 | 350 | 80-100 А | 116 руб |
| 4 | 450 | 130-160 А | 111 руб |
| 5 | 450 | 180-210 А | 110 руб |
АНО 21
Этот тип электродов с рутиловым покрытием предназначен для работы с углеродистыми сталями небольшой толщины. (О сварке тонких металлов читайте тут.) При их использовании дуга разжигается легко (в том числе и при повторном розжиге), шов получается мелкочешуйчатым (из волн небольшого размера), шлак отделяется легко. Электроды АНО 21 можно использовать для сварки водопроводных или газовых труб.

Попробуйте для работы на инверторе электроды АНО 21
Работают как с переменным так и постоянным током любой полярности. Перед сваркой необходима термическая обработка: их прокаливают при температуре 120°C на протяжении 40 минут.
| Диаметр, мм | Нижнее положение электрода | Вертикальное положение электрода | Потолочное положение электрода |
|---|---|---|---|
| 2 | сила тока 50-90 А | сила тока 50-70 А | сила тока 70-90 А |
| 2,5 | сила тока 60-110 А | сила тока 60-90 А | сила тока 80100 А |
| 3 | сила тока 90-140 А | сила тока 80-100 А | сила тока 100-130 А |
Электроды по нержавейке ОК 63.34
Если вам необходимо сварить нержавейку, попробуйте ОК 63.34. Ими же можно варить и конструкционные стали. При этом получается шов с мелкой волной с плавным переходом к основной поверхности металла. Количество шлака небольшое, отбивается легко.
Этим электродом хорошо варить вертикальные швы а металле 6-8 мм, проходя сверху-вниз. Подходит для многопроходной сварки стыковых и нахлестных соединений. Работает с постоянным и переменным током любой полярности, минимальное напряжение холостого хода — 60 В.

Электроды для сварки ОК 63.34
Для сварки вам еще понадобится маска. Чтобы проще было работать, берите сварочную маску-хамелеон.
Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
- какой диаметр электрода использовать при сварке;
- какой ток выставить;
- к какому выходу «+» или «-» подключить электрод.
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл. Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм. Для этого используйте электроды 3 мм, или как говорят «тройку».

Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.

Прямая и обратная полярность подключения на сварочном инверторе
Чем отличаются эти два типа подключения? Разное направление имеет поток электронов. Как известно, электроны движутся от «минуса» к «плюсу». Потому при сварке получается, что тот элемент, который подключен к «+» греется сильнее. Меняя режимы подключения можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.
Сила тока при сварке
В общем случае при установке электрода сила сварного тока для инвертора выставляется в зависимости от диаметра используемого электрода. Вообще, на каждой пачке есть рекомендации, но можно обойтись и без них: на каждый миллиметр диаметра берут 20-30 Ампер тока. Получается довольно широкий диапазон, но далее нужно еще учесть как будете класть шов: с отрывом или без. Для сварки без отрыва ставят более низкие токи, с отрывом — более высокие.

Каким током нужно варить при разных электродах (общие рекомендации, точно подбирайте опытным путем)
Например, для электрода диаметром 3 мм расчетный ток получается от 60 А до 90 А. Реально работают в диапазоне от 30 Ампер до 140 Ампер. При сварке без отрыва выставляют ток порядка 70-90 А, с отрывом — 90-120 А. Эти параметры могут «гулять» в обе стороны: зависит еще от скорости движения кончика электрода, от марки и «текучести» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолочного — еще меньше).
В общем, даже рекомендованные производителем токи — это далеко не требование. Начинайте с них, а потом подбирайте так, чтобы вам было удобно работать и шов получался хороший. У вас должно получиться качественное соединение, а соотношение силы тока и скорости движения вы подберете экспериментальным путем. При этом ориентируйтесь на состояние сварной ванны. Она — ваш главный показатель качества.

Ошибки, которые могут возникнуть при сварке
Теперь вы знаете не только, как выбрать электроды для инверторной сварки, но и как их подключить, какого диаметра они вам нужны для этой работы, и как для каждого типа электрода и шва подобрать ток. Теперь поговорим немного о держателях для электродов.
Держатели для электродов
На одном из сварочных кабелей есть держатель (держак), в который вставляется сварочный электрод. Они есть двух типов:
- с клавишей-курком, в них зажимается электрод автоматически при отпускании подпружиненой клавиши, освобождается при нажатии на нее;
- резьбовые — рукоятка закручивается и раскручивается, освобождая или зажимая вставленный сердечник электрода.
Какой из них лучше? Решать вам, но случайно нажав на клавишу, можете уронить электрод во время сварки. Ничего страшного не происходит при этом, но неприятно…
При выборе электродного держака главное обращать внимание на силу тока, на которую он рассчитан. Выбираете по максимальному параметру, который доступен для вашего сварочного аппарата.
Как подключать кабель к держателю сварочного электрода с резьбовым зажимом показано в видео.
Недостатком держателя-прищепки является то, что со временам пружина, поджимающая сердечник электрода ослабляется, контакт ухудшается. Приходится ставить новый. Как это делать на держаке-прищепке смотрите в видео.
Подключить держатель электрода для сварки несложно. Только есть один нюанс: при частой работе сварочный кабель перетирается его краем. Можно, конечно, укоротить кабель и перезаделать его, но не всегда хочется отрезать даже 10-20 см. Чтобы этого не происходило, найдите шланг, внутренний диаметр которого совпадает или чуть меньше, чем наружный диаметр сварного кабеля. Отрежьте небольшой его кусок — сантиметров 15 -и разрежьте вдоль. Теперь его можно надеть на кабель, подтянуть вверх и там закрепить.


Отправить ответ