
Какое определение сварочной дуги наиболее правильно
Содержание:
Уже более полувека сварка является одним из важнейших ремесел для человека. Благодаря сварочному аппарату строятся космические корабли, функционируют заводы, и для многих умельцев сварка превратилась в хобби. Но даже самый технологичный сварочный аппарат не принесет желаемого результата без стабильной сварочной электрической дуги и ее качественных характеристик.
Электрическая сварочная дуга позволяет надежно сварить даже самые сложные конструкции из металла. Чтобы получить качественные сварные швы нужно учесть все ее характеристики, знать особенности и строение дуги. Дополнительно важно учитывать температуру и напряжение дуги при ручной дуговой сварке. Из этой статьи вы узнаете, что такое сварочная дуга и сущность протекающих в ней процессов, научитесь применять полученные знания на практике.

Сварочная дуга: определение
Итак, что такое сварочная дуга и каковы ее характеристики? Электроды, находящиеся под напряжением в смеси газов и паров, формируют мощный разряд. Что называется электрическим разрядом? Разряд — это результат прохождения электрического тока через газ. Ну а результат всего процесса в целом называют сварочной дугой. Сварочная дуга и ее свойства отличаются большой температурой и плотностью тока, поэтому дуга способна расплавить практически любой металл. Говоря более простыми словами, сварочная дуга является отличным проводником, преобразующим получаемую электрическую энергию в тепловую. За счет этой тепловой энергии и плавится металл.
Суть и строение дуги
Суть сварочной дуги крайне проста. Давайте разделим процесс на несколько пунктов:
- Сначала электрический ток проходит через катодную и анодную область и проникает в газовую среду. Формируется электрический разряд с сильным свечением.
- Образуется дуга. Температура сварочной дуги может доходить до 10 тысяч градусов по Цельсию, а этого достаточно, чтобы расплавить практически любой материал.
- Затем ток с дуги переходит на свариваемый металл. Вот и все ее характеристики.
Свечение и температура разряда настолько сильны, что могут нанести ожоги и лишить сварщика зрения. Поэтому мастера используют сварочные маски, защитные перчатки и костюм. Ни в коем случае не занимайтесь сваркой без надлежащей защиты .
Строение сварочной дуги представлено на картинке ниже.

В области катода и анода во время горения дуги образуются пятна, где температура достигает своего предела. Именно через анодные и катодные области проходит электрический ток, при этом в этих областях напряжение значительно падает, а на столбе напряжения сварочной дуги сохраняется, поскольку столб располагается между анодом и катодом. Многие новички спрашивают, как измерить длину дуги. Достаточно посмотреть на катодную и анодную область, а также на сварочный столб. Их совокупность и называется длинной сварочной дуги. Средняя длина составляет 5 миллиметров. В этом случае температура получаемой тепловой энергии оптимальна и позволяет выполнить большинство сварочных работ. Теперь, когда мы узнали, что сварочная дуга представляет собой, обратимся к разновидностям.
Виды сварочной дуги
Сварочная дуга и ее характеристики могут отличаться по прямому и косвенному действию сварочного тока, а также по атмосфере, в которой они формируются. Давайте разберем эту тему подробнее.
- Открытая среда. В открытой среде (атмосфере) дуга формируется за счет кислорода из воздуха. Вокруг нее образуется газ, содержащий пары свариваемого металла, выбранного электрода и его покрытия. Это самая распространенная среда при дуговой сварке.
- Закрытая среда. В закрытой среде дуга горит под толстым слоем защитного флюса при этом так же формируется газ, но содержащий не только пары металла и электрода, а еще и пары флюса.
- Газовая среда. Дугу поджигают и подают один из видов сжатого газа (это может быть гелий или водород). Д ополнительная подача сжатого газа также защищает свариваемые детали от окисления, газы формируют нейтральную среду. Здесь, как и в остальных случаях, формируется газ, который содержит пары металла, электрода и сжатый газ, который сварщик дополнительно подает во время горения дуги.
Еще сварочные дуги могут быть стационарными и импульсными. Стационарные используют для долгой кропотливой работы без необходимости частого перемещения дуги. А импульсную используют для быстрой однократной работы.
Также сварочная дуга и ее характеристики могут косвенно классифицироваться по виду используемого в работе электрода (например, угольного или вольфрамового, плавящегося и неплавящегося). Опытные сварщики чаще всего используют неплавящийся электрод, чтобы лучше контролировать качество получаемого сварного соединения. Как видите, процесс сварки простой сварочной дугой может иметь множество особенностей, и их нужно учитывать в своей работе.
При каких условиях горит дуга
В обычном цеху или в вашем гараже средняя температура составляет 20 градусов по Цельсию, а давление не превышает одной атмосферы. В таких условиях газ практически не способен проводить электрический ток и тем самым формировать дугу. Для решения этой проблемы нужно добавить ионы в образующиеся газы. Вот что называют ионизацией профессиональные мастера.
Особенности дуги

Сварочная дуга и ее характеристики обладают рядом особенностей, которые нужно учитывать в своей работе:
- Как мы неоднократно говорили, у дуги очень высокая температура. Она достигается за счет большой плотности электрического тока (плотность может достигать тысячи ампер на квадратный сантиметр). По этой причине важно правильно настроить аппарат и быть осторожным при сварке тонких металлов.
- Электрическое поле неравномерно распределяется между электродами, если их используется две штуки. При этом в сварочном столбе напряжение практически не меняется, а вот в катодной области это напряжение заметно снижается, что может привести к ухудшению качества шва.
- В сварочном столбе, в свою очередь, наблюдается самый высокий показатель температуры, чего нельзя сказать о других частях дуги. Учтите, что если вам необходимо увеличить длину дуги, то вы скорее всего потеряете часть этой температуры. Этот показатель особенно важен при сварке металлов с высокой температурой плавления.
Еще с помощью выбора плотности тока можно регулировать падение напряжения сварочной дуги. Чем выше плотность тока, тем выше вероятность, что напряжение сварочной дуги упадет. Но бывают случаи, когда от нарастающей силы тока напряжение сварочной дуги увеличивается. Чтобы контролировать этот процесс понадобится некоторый опыт. Не бойтесь экспериментировать, если вам позволяет работа. Это были основные свойства сварочной дуги, на которые следует обратить внимание.
Вместо заключения
Теперь вы знаете все о сварочной дуге и ее свойствах, а также знаете ее характеристики. Опытные сварщики могут в комментариях поделиться своим пониманием, что из себя представляет сварочная дуга и сущность протекающих в ней процессов. Это будет особенно полезно для начинающих сварщиков.
Кратко резюмируя, сварочная дуга состоит из сварочного столба, анодных и катодных областей. Именно в этих областях проходит ток. В результате формируется электрический разряд. Образуется дуга и преобразовывает полученный ток в тепло, температура может достигать 10 тысяч градусов по Цельсию!
Саму дугу можно зажечь с помощью двух методов: чирканья и постукивания. Новички предпочитают метод постукивания, но мы рекомендуем освоить и метод чирканья, поскольку это улучшит ваши профессиональные навыки и предотвратит от залипания электродов. Желаем удачи!

Неустойчивый электрический разряд в ионизированной смеси газов и паров материалов, используемых при сварке;
Устойчивый электрический разряд в ионизированной смеси газов и паров материалов, используемых при сварке;
Устойчивый химический разряд в ионизированной смеси газов и паров материалов, используемых при сварке;
Неустойчивый химический разряд в ионизированной смеси газов и паров материалов, используемых при сварке;
2.Температура в столбе сварочной дуги достигает:
процесс образования электронов и ионов;
процесс образования электронов и атомов;
процесс образования атомов и электронов;
процесс образования атомов и ионов;
4. Существует ионизация:
нагревом, отпуском, нормализацией;
ударением, соударением, перегревом;
соударением, облучением, нагревом;
перегревом, отпуском, облучением;
5. По подключению к источнику питания сварочные дуги классифицируются:
комбинированного действия, совмещенного действия, косвенного действия;
косвенного действия, прямого действия, сжатого действия
прямого действия, косвенного действия, комбинированного действия;
прямого действия, свободного действия, сжатого действия;
6. При дуге косвенного действия дуговой разряд происходит между:
двумя электродами и изделием;
электродом и изделием;
электродом и двумя изделиями;
7. Вольтамперная характеристика это-
зависимость напряжения дуги при постоянной ее длине от силы сварочного тока;
зависимость напряжения дуги при не постоянной ее длине от силы сварочного тока;
зависимость силы сварочного тока от длины дуги;
зависимость напряжения сети при постоянной ее величине от силы сварочного тока;
8.Существуют вольтамперные характеристики:
падающая, мягкая, возрастающая;
падающая, жесткая, возрастающая;
падающая, жесткая, возрастающая;
9. Магнитное дутьё — это
отклонение дуги под воздействием ферромагнитных масс;
отклонение сварочной дуги от заданного места сварки под действием магнитных полей, расположенных относительно дуги несимметрично;
отклонение сварочной дуги под действием ферромагнитных полей, расположеных относительно дуги несимметрично;
отклонение дуги под воздействием сквозняка;
10.Сколько причин вызывают магнитное дутьё:
11. Перенос электродного металла – это:
процесс перехода расплавленного металла из сварочной ванны на торец электрода;
процесс перехода расплавленного электродного металла в сварочную ванну;
процесс перехода расплавленного электродного металла из сварочной ванны на изделие;
процесс перехода расплавленного электродного металла в твёрдое состояние;
12. При струйном переносе (dk-диаметр капли, dэ-диаметр электрода):
жидкий металл на электроде вытянут в виде конуса с конца которого отрываются мелкие капли;
короткое замыкание, образование прослойки из жидкого металла, образование шейки, возникновение дуги;
образование прослойки из жидкого металла, образование шейки, короткое замыкание, образование шейки, возникновение дуги;
короткое замыкание, образование шейки, образование прослойки из жидкого металла, возникновение дуги;
образование прослойки из жидкого металла, образование шейки, образование шейки, короткое замыкание, возникновение дуги;
2.Температура на катоде достигает:
вылет ионов с поверхности анода;
выделение электронов с поверхности катода;
выделение электронов с поверхности анода;
выделение ионов с поверхности катода;
4. Эмиссия бывает:
автоионная, автоэлектронная, автоэлектродная;
термоэлектронная, соударением, автоэлектродная;
гидроэлектронная, автоионная, разная;
соударением, автоэлектронная, термоэлектронная;
5. При сварке спиралешовных труб на станках автоматической сварки под флюсом используется дуга :
прямого действия и косвенного дей ствия
6. Полярность постоянного тока при которой электрод присоединяется к отрицательному полюсу источника питания дуги, а объект сварки — к положительному:
7. Увеличение концентрации свободных электронов в объеме дуги приводит:
к неинтенсивной ионизации дугового промежутка;
к понижению электропроводности;
к интенсивной ионизации дугового промежутка;
к понижению ионизации;
8. Для возбуждения дуги требуется:
напряжение не требуется;
9. При сварке на каком токе явление магнитного дутья незначительно:
на постоянном токе прямой полярности;
на постоянном токе обратной полярности;
на переменном токе;
10. Магнитное дутье интенсивно проявляется:
на постоянном токе до 150А;
на постоянном токе свыше 400А;
на переменном токе;
на переменном токе до 75 А;
11. Перенос металла может осуществляться:
только при прямой полярности;
только при обратной полярности;
при прямой и обратной;
без разности потенциалов между электродом и изделием;
12. Укажите правильную последовательность стадий переноса металла :
взаимодействие капли со сварочной ванной, образование шейки, перенос капли через дугу, оплавление конца электрода;
оплавление конца электрода, взаимодействие капли со сварочной ванной, перенос капли через дугу, образование шейки;
образование шейки, взаимодействие капли со сварочной ванной, перенос капли через дугу, оплавление конца электрода;
оплавление конца электрода, образование шейки, перенос капли через дугу, взаимодействие капли со сварочной ванной;
большой плотностью тока, низкой температурой, сильным свечением;
маленькой плотностью тока, высокой температурой, сильным свечением;
большой плотностью тока, высокой температурой, сильным свечением;
тусклым свечением, высокой температурой, большой плотностью тока;
2. Температура на аноде достигает:
соединение электронов и ионов;
4. Устойчивой называется сварочная дуга …
горящая равномерно, без произвольных обрывов, с незначительным произвольным изменением величины тока в ней;
горящая неравномерно, с произвольными обрывами;
горящая равномерно, с произвольными обрывами, со значительным изменением величины тока;
горящая свободно, с незначительным произвольным изменением величины напряжения;
5. Температура анода -Та- составляет:
6. Длина нормальной дуги составляет:
7. Падающей характеристике соответствует область:
8. С увеличение длины дуги ее напряжение:
9. Действие магнитного поля ослабит:
сварка длинной дугой;
сварка короткой дугой;
сварка на постоянном токе обратной полярности;
сварка на постоянном токе прямой полярности;
10. Конец электрода при сварке направленный в сторону магнитного дутья — :
ослабит действие магнитного поля;
усилит действие магнитного поля;
не окажет влияния на действие магнитного поля;
нейтрализует действие магнитного поля;
11. Перенос металла может осуществляться при:
12. При крупнокапельном переносе (dk-диаметр капли, dэ-диаметр электрода):
жидкий металл на электроде вытянут в виде конуса с конца которого отрываются мелкие капли;
анодная область, катодная область, сварочная ванна;
газовое облако, анодная область, катодная область;
столб дуги, анодная область, катодная область;
столб дуги, анодная область, сварочная ванна;
2. Отрицательный заряд имеет:
3. Процент выделения теплоты в зоне катода:
4. Процент выделения теплоты в зоне анода:
5. Температура катода -Тк- составляет:
6. Длина короткой дуги составляет:
7. Возрастающей характеристике соответствует область:
8. Дуга при ручной дуговой сварке имеет характеристику:
9. Сварочный провод, идущий на изделие, необходимо подсоединять :
справа от места сварки;
слева от места сварки;
вблизи места сварки;
10. "Козыряние" электрода возникает:
в электродах с тонкой обмазкой;
в электродах с толстой обмазкой;
с любой толщиной обмазки;
на электродах с любой обмазкой;
11. При мелкокапельном переносе (dk-диаметр капли, dэ-диаметр электрода):
жидкий металл на электроде вытянут в виде конуса с конца которого отрываются мелкие капли;
12. Сварочная ванна – это:
углубление, заполненное жидким металлом находящееся под сварочной дугой;
капля расплавленного металла находящаяся в газовом облаке сварочной дуги;
углубление в основном металле заполненное газом;
капля расплавленного металла на торце электрода;
2. Длина дуги суммируется из следующих слагаемых:
длина катодной области, длина анодной области , глубина сварочной ванны;
длина газового облака, длина анодной области , глубина сварочной ванны;
длина катодной области, длина анодной области , длина столба дуги;
длина катодной области, длина анодной области , длина газового облака;
3. Падение напряжения в дуге составляет:
4. Элементы с низким потенциалом ионизации:
расстояние между электродом и поверхностью металла;
расстояние между торцом электрода и поверхностью расплавленного металла свариваемого изделия;
расстояние между торцом электрода и сварочной ванной;
расстояние между катодной и анодной областями;
6. Сварку тонкого металла ведут на
7. Дуга при механизированная сварка плавящимся электродом в среде защитных газов имеет характеристику:
8. Зависимость напряжения в сварочной дуге от ее длины описывается уравнением:
9. Блуждание дуги – это …
перемещение сварочной дуги по изделию;
перемещение сварочной дуги по изделию;
беспорядочное перемещение сварочной дуги вдоль торца электрода;
беспорядочное перемещение сварочной дуги по изделию;
10. Напряжение на дуге при ручной дуговой сварке составляет
11. При среднекапельном переносе (dk-диаметр капли, dэ-диаметр электрода):
;жидкий металл на электроде вытянут в виде конуса с конца которого отрываются мелкие капли;
12. Укажите виды переноса электродного металла обеспечивают более устойчивый процесс сварки и лучшее формирование сварного шва :
крупнокапельный и среднекапельный;
мелкокапельный и струйный;
крупнокапельный и струйный;
среднекапельный и мелкокапельный;



- Малинчик Сергей СтепановичНаписать 1341 13.02.2018
Номер материала: ДБ-1177866
ВНИМАНИЮ УЧИТЕЛЕЙ: хотите организовать и вести кружок по ментальной арифметике в своей школе? Спрос на данную методику постоянно растёт, а Вам для её освоения достаточно будет пройти один курс повышения квалификации (72 часа) прямо в Вашем личном кабинете на сайте "Инфоурок".
Пройдя курс Вы получите:
— Удостоверение о повышении квалификации;
— Подробный план уроков (150 стр.);
— Задачник для обучающихся (83 стр.);
— Вводную тетрадь «Знакомство со счетами и правилами»;
— БЕСПЛАТНЫЙ доступ к CRM-системе, Личному кабинету для проведения занятий;
— Возможность дополнительного источника дохода (до 60.000 руб. в месяц)!
Пройдите дистанционный курс «Ментальная арифметика» на проекте "Инфоурок"!
Низкая стоимость обучения
Не требуется ЕГЭ
-
13.02.2018 83
-
13.02.2018 351
-
13.02.2018 231
-
13.02.2018 108
-
13.02.2018 479
-
13.02.2018 165
-
13.02.2018 172
-
13.02.2018 523
Не нашли то что искали?
Для дошкольников и учеников 1-11 классов
Рекордно низкий оргвзнос 25 Р.
Вам будут интересны эти курсы:

Все материалы, размещенные на сайте, созданы авторами сайта либо размещены пользователями сайта и представлены на сайте исключительно для ознакомления. Авторские права на материалы принадлежат их законным авторам. Частичное или полное копирование материалов сайта без письменного разрешения администрации сайта запрещено! Мнение редакции может не совпадать с точкой зрения авторов.
Ответственность за разрешение любых спорных моментов, касающихся самих материалов и их содержания, берут на себя пользователи, разместившие материал на сайте. Однако редакция сайта готова оказать всяческую поддержку в решении любых вопросов связанных с работой и содержанием сайта. Если Вы заметили, что на данном сайте незаконно используются материалы, сообщите об этом администрации сайта через форму обратной связи.
Различают два режима работы этой системы: 1) статический, когда величины напряжения и тока в системе в течение достаточно длительного времени не изменяются; 2) переходной (динамический), когда величины напряжения и тока в системе непрерывно изменяются. Однако во всех случаях режим горения сварочной дуги определяется током (IД), напряжением (UД), величиной промежутка между электродами (так называемым дуговым промежутком) и связью между ними.
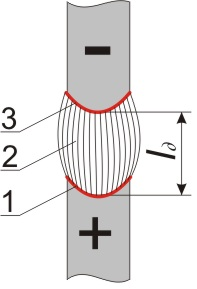
В дуговом промежутке IД (рис. 1, а) различают три области: анодную 1, катодную 2 и столб дуги 3. Падение напряжения в анодной и катодной областях постоянно для данных условий сварки. Падение напряжения в единице длины столба дуги — также величина постоянная. Поэтому зависимость напряжения дуги от ее длины имеет линейный характер (рис. 1, б).
Устойчивость сварочной дуги определяется соотношением между током и напряжением. Графическое изображение этой зависимости (рис. 2) при постоянной длине дуги называется статической вольт-амперной характеристикой дуги. На графике отчетливо видны три основных участка: увеличение тока на участке I сопровождается понижением напряжения на дуге; на участке II напряжение на дуге изменяется мало; на участке III напряжение возрастает. Режимы горения сварочной дуги, соответствующие первому участку, неустойчивы при напряжениях существующих источников питания. Практически сварочная дуга будет устойчивой на втором и третьем участках вольт-амперной характеристики. С увеличением или уменьшением длины дуги характеристики сместятся соответственно в положение 2 и 3 (см. рис. 2). Для электродов меньшего диаметра характеристики смещаются влево, большего диаметра — вправо.
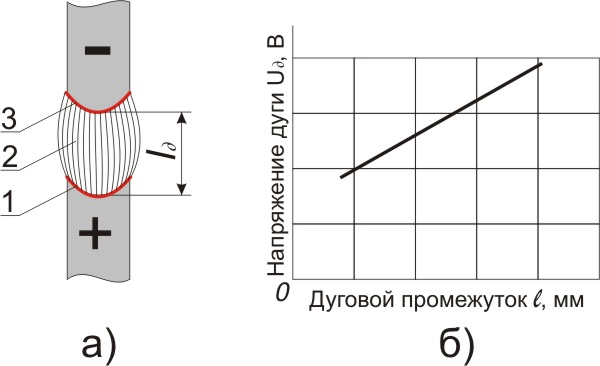
Рис. 1. Сварочная дуга, горящая между неплавящимися электродами:а — схема дуги, б — зависимость напряжения дуги (Уд) от величины дугового промежутка (/д): 1 — анодная область, 2 — катодная область, 3 — столб дуги
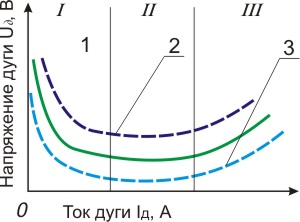
Рис.2 Вольт-амперная характеристика дуги (ВАХ)
Показанная на рис. 2 вольт-амперная характеристика дуги снята при постоянной длине сварочной дуги. При сварке плавящимся электродом непрерывно меняется длина дугового промежутка. В этих случаях следует пользоваться характеристиками, определяющими зависимость между напряжением и током дуги при постоянной скорости подачи электродной проволоки (рис. 3, кривые 1 и 2). Каждой скорости подачи соответствует определенный диапазон токов, при котором устойчиво горит сварочная дуга и плавится электрод. В этом случае при малых изменениях тока напряжение изменяется в больших пределах. Эту зависимость принято называть характеристикой устойчивой работы. Она так же, как и вольт-амперная характеристика, зависит от длины вылета электрода и скорости подачи.
Эти закономерности справедливы для постоянного и переменного тока, так как род тока не влияет на форму вольт-амперных характеристик электрической дуги. На форму характеристики влияют геометрия и материал электродов, условия охлаждения столба дуги и характер среды, в которой происходит разряд.
Устойчивость сварочной дуги и режима сварки зависят от условий существования дугового разряда и свойств, параметров источников питания и электрической цепи. Внешней характеристикой источника питания (кривая 3 на рис. 3) называется зависимость напряжения на его зажимах от тока нагрузки. Различаются следующие внешние характеристики источников питания (рис. 4): падающая 1, полого-падающая 6, жесткая 5, возрастающая 3 и вертикальная 2. Источник питания с той или иной внешней характеристикой выбирается в зависимости от способа сварки. Регулировочное устройство каждого источника дает ряд внешних характеристик («семейство характеристик»). Установившийся режим работы системы: «сварочная дуга — источник питания» определяется точкой пересечения А внешней характеристики источника питания (1, 2, 3, 5 или 6) и вольт-амперной характеристики 7 сварочной дуги.
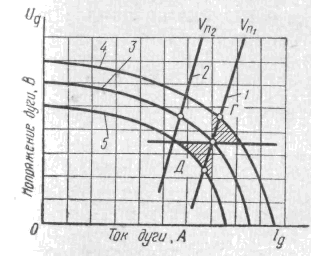
Рис.3 Вольт-амперная характеристика сварочной дуги (ВАХ) 1,2 при постоянной скорости подачи проволоки (характеристика устойчивой работы) и внешние характеристики источников питания 3, 4 и 5
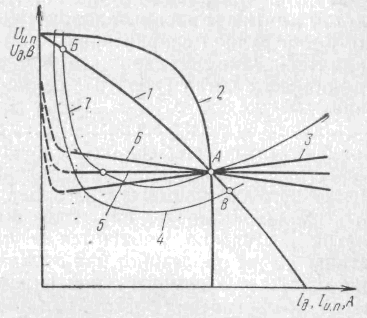
Рис.4 Внешние характеристики источников питания 1, 2, 3, 5, 6 и вольт-амперные характеристики сварочной дуги 4, 7
Процесс сварки будет устойчив, если в течение длительного времени дуговой разряд существует непрерывно при заданных значениях напряжения и тока. Как видно из рис. 4, в точках А и В пересечения внешних характеристик дуги 7 и источника питания будет иметь место равновесие по току и напряжению. Если по какой-либо причине ток в сварочной дуге, соответствующий точке А, уменьшится, напряжение ее окажется меньше установившейся величины напряжения источника питания; это приведет к увеличению тока, т. е. к возврату в точку А. Наоборот, при случайном увеличении тока установившиеся напряжения источника питания оказываются меньше напряжения дуги; это приведет к уменьшению тока и, следовательно, к восстановлению режима горения сварочной дуги. Из аналогичных рассуждений ясно, что в точке Б сварочная дуга горит неустойчиво. Всякие случайные изменения тока развиваются до тех пор, пока он не достигнет величины, соответствующей точке устойчивого равновесия А или до обрыва дуги. При пологопадающей внешней характеристике (кривая 6) устойчивое горение дуги будет также происходить в точке А.
При работе на падающем участке вольт-амперной характеристики дуги внешняя характеристика источника в рабочей точке должна быть более крутопадающей, чем статическая характеристика сварочной дуги. При возрастающих характеристиках дуги внешние характеристики источника могут быть жесткими 5 или даже возрастающими 3.
При ручной сварке, когда возможны изменения длины дуги, она должна обладать достаточным запасом устойчивости.
При прочих равных условиях запас устойчивости возрастает с ростом крутизны внешней характеристики источника питания. Поэтому для ручной сварки применяют источники с крутопадающими характеристиками: сварщик может удлинить дугу, не опасаясь, что она оборвется, или укоротить ее, не боясь чрезмерного увеличения тока.
Саморегулирование сварочной дуги. При автоматической или полуавтоматической сварке плавящимся электродом скорость подачи его (va) равна скорости плавления. При случайном уменьшении дугового промежутка (кривая 4 на рис. 4) ток увеличивается и проволока начнет плавиться быстрее. В итоге дуговой промежуток постепенно увеличится и сварочная дуга достигнет первоначальной длины. То же произойдет при случайном удлинении дуги. Это явление называется саморегулированием сварочной дуги, так как восстановление исходного режима происходит без воздействия какого-либо регулятора. Саморегулирование происходит тем активнее, чем положе внешняя характеристика источника питания и больше скорость подачи электрода. Поэтому для механизированной сварки плавящимся электродом следует выбирать источники питания с пологопадающими внешними характеристиками. При сварке на постоянном токе в защитных газах, когда статическая характеристика сварочной дуги приобретает возрастающую форму, для систем саморегулирования рационально применять источники с жесткой характеристикой. Однако их напряжение холостого хода невелико и может быть даже меньше рабочего напряжения дуги, что затрудняет ее первоначальное возбуждение. В этих случаях желательно применение источников питания, у которых внешняя характеристика в рабочей части жесткая или пологовозрастающая вольт-амперная характеристика, а напряжение холостого хода несколько повышенное, как это показано пунктиром на рис. 4.
Сварочная дуга переменного тока требует от источников питания надежного повторного возбуждения сварочной дуги. Это достигается правильным выбором соотношений между напряжениями холостого хода, зажигания и горения дуги и параметрами сварочной цепи. Наиболее простой способ получения устойчивой сварочной дуги — включение в сварочную цепь реактивного сопротивления. Благодаря этому, в момент повторного возбуждения дуги напряжение на дуге может резко увеличиться (рис. 5) до значения напряжения зажигания (U3). Пунктирная кривая t/xx изображает напряжение источника питания при холостом ходе. При нагрузке, в связи с наличием реактивного сопротивления, сварочный ток отстает по времени от напряжения.
При обрыве дуги напряжение на дуговом промежутке должно подняться до величины, соответствующей мгновенному значению напряжения холостого хода источника питания. Благодаря отставанию тока от напряжения, такое напряжение оказывается достаточным для повторного возбуждения сварочной дуги (Un).
Перенос металла в сварочной дуге и требования к динамическим свойствам источников питания. Различают следующие виды переноса металла электрода в сварочную ванну: крупнокапельный, характерный для малых плотностей тока; мелкокапельный, струйный, когда металл стекает с электрода очень мелкими каплями. Капли расплавленного металла периодически замыкают дуговой промежуток, либо если не происходят короткие замыкания, периодически изменяют длину дуги. При большой плотности тока в электроде наблюдается мелкокапельный перенос металла, без заметных колебаний длины и напряжения сварочной дуги.
Напряжение, ток и длина дуги претерпевают периодические изменения от холостого хода к короткому замыканию; в рабочем режиме происходит горение дуги, образование и рост капли. В дальнейшем при коротком замыкании между каплей и ванной ток резко увеличивается. Это приводит к сжатию капли и к разрушению мостика между каплей и электродом. Напряжение почти мгновенно возрастает и сварочная дуга снова возбуждается, т. е. процесс периодически повторяется. Смена режимов происходит в течение долей секунды. Поэтому источник питания должен обладать высокими динамическими свойствами, т. е. большой скоростью повышения напряжения при разрыве цепи и нужной скоростью нарастания тока.
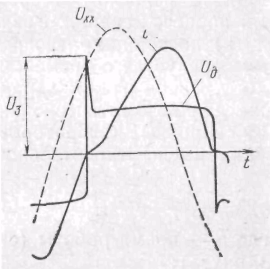
Рис. 5 Осциллограмма тока и напряжения дуги при сварке переменным током.
При малой скорости нарастания тока в ванну поступает нерасплавленная проволока. Она сравнительно медленно разогревается па большом участке, которым затем разрушается. Если ток возрастает слишком быстро, мостик между ванной и каплей электродного металла быстро перегревается и разрушается со взрывом. Часть расплавленного металла разбрызгивается и не попадает в шов.
Чтобы избежать разбрызгивания, необходимо повысить электромагнитную инерцию источника питания путем увеличения индуктивности сварочной цепи.


Отправить ответ