
Катать конус на вальцах из 3 частей
Содержание:
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
#1 di4
Сам раньше гибкой не занимался. Прилетело.
Достались мне трех валковые вальцы симметричные пирамидой наклон 72 градуса. валки диаметром 350 мм. Подвижные только боковые с регулировкой наклона, с упором у торца верхнего валка. Начитался литературы. Литература приложена.
Если кто гнул, поправьте.
1. Наносим разметку лучей на развертку по краям через 40 мм для подгибки концов на прессе, остальное через 240 мм чтобы разграничить сектора для гибки участков на вальцах.
2. Считаем расположение высот опор боковых валков.
3. Подгибаем на прессе концы, проверяем шаблоном по приведенному к перпендикуляру радиусу.
4. Устанавливаем в вальцы от края к середине. Упираемся кромкой в упор. Устанавливаем луч параллельно оси верхнего валка.
5. Прокат туда сюда первый сектор 240+ 240 мм.
6. После прокатки первого сектора переходим на второй.
7. так двигаемся к центру.
8. Дошли до центра, перешли гнуть другую сторону развертки.
9. Стыкуем, варим, калибруем участками с перехватом.
Вальцовка обечаек – важнейший технологический процесс, без которого нельзя даже представить производство цилиндрических деталей. Рассмотрим более подробно его особенности, технологию и используемый инструмент.
1 Терминология и суть вальцовки
В первую очередь необходимо немного разобраться с основными понятиями. Вальцеванием называется обработка металлической заготовки давлением, в результате чего равномерно изменяется ее форма по всей длине. Это неотъемлемый этап производства многих деталей. Проводят такую операцию специальным инструментом – вальцовкой. После подобной обработки получают готовые детали либо заготовки, которые поступают на штамповку.

Обечайка – это конический либо цилиндрический конструкционный элемент. Он может быть выполнен в виде обода, кольца, недлинной трубы или барабана. Используются эти элементы при изготовлении котлов, различных резервуаров, баков, а также в иных металлоконструкциях. Для изготовления обечаек используют цветные, черные металлы и их сплавы.
2 Технология и особенности дефектов
В зависимости от геометрических размеров детали и прочностных характеристик металла вальцовка проводится с подгибом либо без подгиба листа. Также на эти параметры обращают внимание и при выборе оборудования. Изготавливаются обечайки следующих размеров: толщина находится в пределах от 3 до 100 мм, длина элемента 30–3100 мм, а их диаметр по наружной стороне колеблется от 20 до 280 см. Во время такой деформации напряжения в металле достигают своих предельных значений.
Состоит эта операция из двух стадий – гибки и непосредственно вальцовки. Отличие последней – перемещение гибки по всему периметру обрабатываемой детали. При этом сначала металл подвергается упругой, а затем пластической деформации. С уменьшением радиуса загибания будут возрастать усилия, а все из-за увеличения слоя металла, принимающего участие в волочении.

После вальцевания обечаек в металле могут возникнуть внутренние напряжения, которые существуют трех видов. Между отдельными зонами сечения и частями детали появляются зональные. Они наиболее опасны, так как способствуют возникновению различных дефектов, таких как коробление и трещины. Зависят они от градиента температур, возникающего между разными частями детали во время температурного воздействия.
Напряжения второго рода или, как их еще называют, структурные можно наблюдать среди зерен и внутри них. Возникает подобное явление из-за неодинаковых коэффициентов линейного расширения. Кроме того, способствует появлению напряжений второго рода и образование новых фаз различных объемов. Напряжения третьего рода возникают внутри объема нескольких ячеек кристаллической решетки.
Все эти напряжения имеют различную природу образования, при этом одинаковые последствия – искажение кристаллической решетки и возникновение упругих деформаций.
Устранить проблемы можно с помощью термообработки, так как в результате нагрева и охлаждения изменяется характер этих явлений. Например, во время повышения температуры поверхностные слои расширяются, а вот непрогретая сердцевина препятствует подобному. В результате возникают напряжения сжатия. При охлаждении все процессы происходят в обратном порядке. Поверхностные слои имеют меньшую температуру, в отличие от более глубоких, и подвержены напряжениям растяжения. После окончательного охлаждения температура выравнивается во всем объеме металла, но это вовсе не означает, что эти явления будут устранены. В детали могут сохраниться еще некоторые напряжения, они называются остаточными.
Чем еще полезна термическая обработка, такая как отпуск? Особенно потребность в ней испытывают закаленные стали, которым свойственно структурно-напряженное состояние. После повышения температуры материал становится более пластичным. С увеличением температуры должна быть более длительной и сама операция. При этом снимаются напряжения в большей степени.
3 Что справится с вальцеванием обечаек?
Вальцевание цилиндрических элементов возможно только при использовании специальных прессов или машин. Ручным способом проводить гибку обечаек недопустимо. Также чтобы получить высококачественную деталь, необходимо строго придерживаться технологии вальцовки обечаек.

Для изготовления этих конструкционных элементов на производстве огромной популярностью пользуются трехвалковые вальцы. Они могут быть как ручными, так и иметь механический либо электрический привод. В основном встречается расположение валков в виде треугольника: один сверху и два снизу. В зависимости от необходимых параметров готовой обечайки различаются диаметры валков. Отличаются они еще и длиной вальцевания, она может быть как 340, так и 2000 мм.
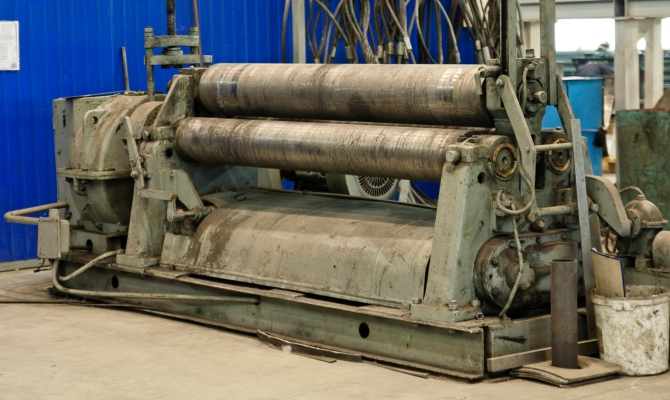
Естественно, на электрическом оборудовании работать значительно проще, однако и его стоимость на порядок выше, поэтому если в ваши планы не входит постоянное производство обечаек, то приобретать столь дорогостоящие машины нет смысла. Еще существуют устройства с одним плавающим валком. В этом случае вальцовка будет относительно этого элемента, который служит оправкой для получения обечаек заданного диаметра. Главный недостаток таких машин – необходимость постоянно перенастраивать и сменять рабочий инструмент, если нужно получить деталь иного размера.


Отправить ответ