
Конструкция шпинделя сверлильного станка
Содержание:
- 1 Сведения о производителе настольно-сверлильного станка модели 2М112
- 2 2М112 станок сверлильный настольный. Назначение и область применения
- 3 Посадочные места и присоединительные размеры сверлильного настольного станка 2М112
- 4 Общий вид сверлильного настольного станка 2М112
- 5 Расположение составных частей сверлильного станка 2М112
- 6 Спецификация составных частей сверлильного станка 2М112
- 7 Шпиндельный узел настольно-сверлильного станка 2М112
- 8 Расположение органов управления сверлильным станком 2М112
- 9 Спецификация органов управления станка 2М112
- 10 Кинематическая схема сверлильного станка 2М112
- 11 Настройка шкалы перемещения шпинделя сверлильного станка 2М112
- 12 Электрооборудование и электрическая схема сверлильного станка 2М112
- 13 Станок сверлильный настольный 2М112. Видеоролик.
- 14 Область применения
- 15 Конструктивные особенности
- 16 Принцип действия
- 17 Дополнительные устройства
- 18 Разновидности промышленных моделей
- 19 Особенности станков с ЧПУ
- 20 Проводимые операции
- 21 Применение, конструкция и принцип действия сверлильных станков
- 22 Элементы конструкции бытового сверлильного оборудования и их взаимодействие
- 23 Дополнительные устройства для бытовых сверлильных станков
- 24 Сверлильные аппараты для использования в производственных условиях
- 25 Возможности и устройство промышленного сверлильного оборудования
- 26 Правила работы на сверлильном станке

Сведения о производителе настольно-сверлильного станка модели 2М112
Производители настольного сверлильного станка модели 2М112:
- Кировский станкостроительный завод г. Киров.
- ПромСтройМаш г. Оренбург.
- ОООСтанкостроительный завод г. Киров. Адрес сайта: http://vsp-kirov.ru
- Завод Сельмаш г. Киров
- Коммунарас г. Вильнюс
Станки, выпускаемые Кировским станкостроительным заводом, КСЗ
2М112 станок сверлильный настольный. Назначение и область применения
Станок предназначен для сверления отверстий и нарезания резьбы в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов в условиях промышленных предприятий, ремонтных мастерских и бытовых мастерских.
Основные технические характеристики сверлильного настольного станка 2м112
Изготовитель — Кировский станкостроительный завод.
- Максимальный диаметр сверления: Ø 12 мм
- Наибольшая глубина сверления: 100 мм
- Наибольшая высота обрабатываемой детали, установленной на рабочем столе: 400 мм
- Пределы чисел оборотов шпинделя в минуту — (5 ступеней) 450, 800, 1400, 2500, 4500 об/мин
- Конец шпинделя — В18 наружный укороченный конус Морзе 2 по ГОСТ 9953
- Стандартный сверлильный патрон — Патрон 16-В18 ГОСТ 8522-79, диапазон зажима 3..16 мм
- Мощность электродвигателя: 0,55 кВт
- Масса станка: 120 кг
Шпиндель станка 2м112 получает пять скоростей вращения от пятиступенчатых шкивов привода, что обеспечивает свободный выбор скоростей резания в диапазоне от 450 до 4500 об/мин.
Конец шпинделя — наружный укороченный конус морзе КМ2, обозначение В18 по ГОСТ 9953 (Конусы инструментальные укороченные) — конус укороченный: D = 17,780 мм, длина конуса 37,0 мм.
Укороченному конусу В18 соответствует сверлильный трехкулачковый патрон 16-го типоразмера по ГОСТ 8522 (Патроны сверлильные трехкулачковые) с диапазоном зажима от 3 до 16 мм.
Пример условного обозначения сверлильного 3-х кулачкового патрона, типоразмера 16, с присоединительным конусным отверстием В18:
Патрон 16-В18 ГОСТ 8522-79
Конус Морзе инструментальный укороченный
Конус инструментальный — Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году.
Конус Морзе подразделяется на восемь размеров — от КМ0 до КМ7 (на английском: MT0-MT7, на немецком: MK0-MK7).
Стандарты на конус Морзе: ГОСТ 25557 (Конусы инструментальные. Основные размеры), ISO 296, DIN 228. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому был введён стандарт на девять типоразмеров укороченных конусов Морзе (B7, B10, B12, B16, B18, B22, B24, B32, B45), эти размеры получены удалением более толстой части конуса. Цифра в обозначении короткого конуса — диаметр толстой части конуса в мм.
- B7 — конус Морзе КМ0, D = 7,067 мм;
- B10 — конус Морзе КМ1, D = 10,094 мм. Патрон 4-В10 (0,5÷4 мм);
- B12 — конус Морзе КМ1, D = 12,065 мм. Патрон 6-В12 (0,5÷6 мм), Патрон 8-В12 (1÷8 мм);
- B16 — конус Морзе КМ2, D = 15,733 мм. Патрон 10-В16 (1÷10 мм), Патрон 13-В16 (1÷13 мм);
- B18 — конус Морзе КМ2, D = 17,780 мм. Патрон 16-В18 (3÷16 мм);
- B22 — конус Морзе КМ3, D = 21,793 мм. Патрон 20-В22 (5÷20 мм);
- B24 — конус Морзе КМ3, D = 23,825 мм;
- B32 — конус Морзе КМ4, D = 31,267 мм;
- B45 — конус Морзе КМ5, D = 44,399 мм.
Где D — диаметр конуса в основной плоскости.
Отсчет глубины сверления производится по плоской шкале или упору.
Оригинальная конструкция натяжения ременной передачи позволяет быстро менять положение ремня на шкивах для получения нужной скорости резания.
Использование тумбы для установки станка дает возможность для сверления торцов длинных деталей, например валов. Диаметр вала — до сто двадцати миллиметров, длина — до тысячи миллиметров.
Сверлильный станок 2М112 позволяет выполнять следующие операции:
- сверление
- зенкерование
- развертывание
- рассверливание
- нарезание резьб
Сверлильный станок 2М112 может комплектоваться дополнительными принадлежностями, позволяющими расширить его возможности:
- Тиски — незаменимы при сложных видах обработки, например, небольших деталей или сверления под углом
- Крестовый стол — незаменим для точного координатного сверления или легкого фрезерования
- Револьверная головка
- Узел охлаждения — незаменим при длительном сверлении
Аналоги настольного сверлильного станка 2М112
ЕНС12 — Ø12 — Ейский станкостроительный завод ЕСЗ, г. Ейск
ОД71 — Ø12 — Оренбургский станкозавод, г. Оренбург
НС-12А — Ø12 — Вильнюсский станкостроительный завод "Жальгирис"
НС-12Б, НС-12-М — Ø12 — Барнаульский станкостроительный завод
ШУНСС-12 — Ø12 — Мукачевский станкостроительный завод, с. Кольчино
ГС2112 — Ø12 — Гомельский завод станочных узлов
ЗИМ1330.00.00.001 — Ø12 — Завод им.Масленникова, ЗИМ-Станкостроитель, г. Самара
МП8-1655 — Ø12 — СтанкоСтроительный завод им. Кирова, г. Минск
БС-01 — Ø12 — Беверс, г. Бердичев
ВС3-5016 — Ø12 — Воронежский станкозавод
Р175М — Ø12 — Чистопольский завод АвтоСпецОборудование, г. Чистополь
Р175, Р175М — Ø13 — АвтоСпецОборудование
ВИ 2-7 — Ø14 — Волгоградский инструментальный завод
MD-23 — Ø14 — Каунасский станкостроительный завод "Нерис"
Посадочные места и присоединительные размеры сверлильного настольного станка 2М112

Габарит рабочего пространства сверлильного станка 2м112

Посадочные места и присоединительные размеры сверлильного станка 2М112
Общий вид сверлильного настольного станка 2М112

Фото сверлильного станка 2М112 Кременчугского ИТУ

Фото сверлильного станка 2М112 Кременчугского ИТУ

Фото сверлильного станка 2М112 Кировского станкозавода
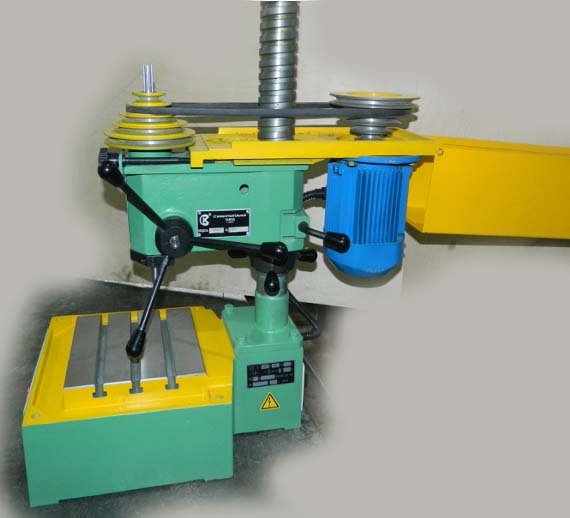
Фото сверлильного станка 2М112 Кировского станкозавода
Расположение составных частей сверлильного станка 2М112

Расположение составных частей сверлильного станка 2М112
Спецификация составных частей сверлильного станка 2М112
- Колонка (Кронштейн) — 2М112.40.00.000 — 1
- Зажимное устройство шпиндельной бабки — 2М112.00.00.009 Ручка — 1
- Электропривод — 2М112.80.00.000 Электрооборудование — 1
- Механизм подъема шпиндельной бабки — 2М112.70.00.000 Рукоять — 1
- Кронштейн
- Плита — 2М112.00.00.002 Плита — 1
- Кожух — 2М112.78.00.000 Кожух — 1
- Шпиндельная бабка — 2М112.00.00.001 Корпус — 1
- Механизм натяжения ремня — 2М112.75.00.000 Рукоять — 1
- Плита подмоторная — 2М112.10.00.000 — 1
- Шпиндель — 2М112.30.00.000 — 1
- Хомут — 2М112.50.00.000 — 1
- Ступица — 2М112.60.00.000 — 1
Шпиндельная бабка настольно-сверлильного станка 2М112
Основу шпиндельной бабки составляет чугунный корпус. В корпусе смонтированы шпиндельный узел, механизм натяжения ремня, местное освещение станка.
Сзади к бабке прикреплен электродвигатель.
Шпиндельная бабка может поворачиваться на колонке и фиксироваться в нужном положении.
Для перемещения шпиндельной бабки по колонке 1 (рис. 2) надо освободить зажимное устройство 2.
Поворотом гайки 4 влево или вправо можно поднять или опустить шпиндельную бабку 8.
Шпиндельный узел настольно-сверлильного станка 2М112
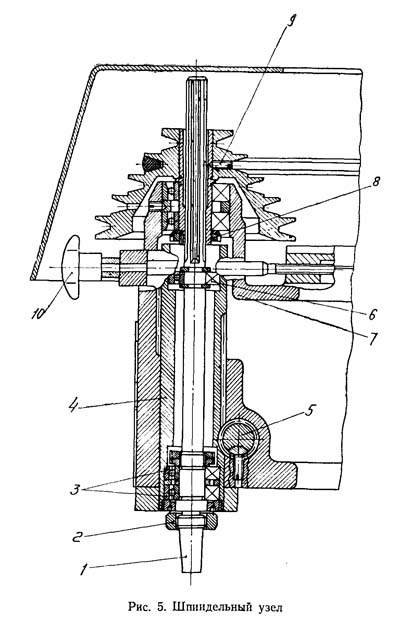
Чертеж шпиндельного узла сверлильного станка 2М112
Шпиндель настольно-сверлильного станка 2М112
Шпиндельный узел (рис. 5) смонтирован в корпусе, а шпиндель 1 — в гильзе 4 на шарикоподшипниках 3 и 6.
Шпиндель получает вращение от втулки 8 и шкива 9 через шлицевое соединение.
Подача шпинделя — ручная, осуществляется вращением штурвала при помощи валика-шестерни 5 и гильзы с рейкой 4.
Гайка 2 предназначена для снятия сверлильного патрона с конуса шпинделя.
Ручка натяжителя ремня 10 регулирует расстояние между подающим и приемным шкивами станка
Расположение органов управления сверлильным станком 2М112

Расположение органов управления сверлильным станком 2М112
Спецификация органов управления станка 2М112
- Рукоятка ручной подачи шпинделя
- Рукоятка натяжения ремня
- Рукоятка фиксации шпиндельной бабки на колонке
- Рукоятка для перемещения шпиндельной бабки по колонке
- Кнопки управления электродвигателем
- Рукоятка зажима подмоторной плиты
Кинематическая схема сверлильного станка 2М112

Кинематическая схема сверлильного станка 2М112
Настройка шкалы перемещения шпинделя сверлильного станка 2М112

Настройка шкалы перемещения шпинделя станка 2М112
При сверлении на заданную глубину можно пользоваться упором, используя шкалу перемещения шпинделя. Поворотом штурвала следует довести сверло до поверхности обрабатываемого изделия и засверлить на глубину конусной заточки сверла. Затем освободить фиксатор 4 и поворотом гайки 5 установить указатель 2 в положение «О». Повернув гайку 5, установить заданную глубину сверления и законтрить фиксатор 4.
Регулирование сверлильного станка 2М112
В процессе эксплуатации станка возникает необходимость в регулировании его составных частей с целью восстановления их нормальной работы.
Регулирование натяжения ремней привода Если с течением времени наблюдается уменьшение крутящего момента шпинделя, то следует проверить натяжение ремня. Если ремень окажется недостаточно натянутым, его следует подтянуть. Для этого требуется поднять кожух, закрывающий клиноременную передачу, освободить подмоторную плиту от зажима при помощи рукоятки 6 (рис. 3), поворотом кнопки 2 натянуть ремень и опять зафиксировать плату рукояткой 6.
Электрооборудование и электрическая схема сверлильного станка 2М112
Электропитание сверлильного станка 2м112
220 Вольт. Станки, изготовленные для промышленных предприятий и учебных заведений имют питающее напряжение
380 В, для передвижных мастерских —
220 В. Местное освещение имеет безопасное напряжение
Все электрооборудование станка: переключатели, трансформатор, предохранители помещается под плитой рабочего стола.

Электрическая схема сверлильного станка 2М112 на 380В

Электрическая схема сверлильного станка 2М112 на 220В

Пульт управления сверлильного станка 2М112

Монтаж электросхемы сверлильного станка 2М112
Станок сверлильный настольный 2М112. Видеоролик.
Конструктивные особенности
 Существует просто огромное количество различного сверлильного оборудования, все они имеют свои конструктивные особенности. Наибольшее распространение получили модели вертикальной компоновки. Классическая конструкция вертикального станка состоит из следующих элементов:
Существует просто огромное количество различного сверлильного оборудования, все они имеют свои конструктивные особенности. Наибольшее распространение получили модели вертикальной компоновки. Классическая конструкция вертикального станка состоит из следующих элементов:
- Шпиндельная бабка предназначена для размещения рабочего патрона, в котором будет фиксироваться режущий инструмент. Частить устройство может с различной скоростью.
- Шпиндель является частью сверлильной головки, в которую также входит ременная передача и электрический двигатель, приводящий в движение режущий инструмент. Ременная передача позволяет регулировать количество оборотов, а также защитить электродвигатель от перегрузки. Кроме этого, привод может быть выполнен в виде сочетания звездочек и шестерен.
- Бабка крепится на несущей стойке, которая изготавливается при использовании металла с высокой прочностью. При создании стойки уделяется больше всего внимания жесткости.
- Вся конструкция базируется на массивной плите. Изготавливается она из стали или чугуна методом литья.
- Схема предусматривает наличие коробки скоростей. Она позволяет регулировать скорость вращения режущего инструмента. Практически все технологические карты по изготовлению различных изделий указывают на то, при какой скорости должна проводится обработка.
- Панель управления может состоять из различных клавиш и тумблеров. В последнее время чаще встречаются модели станков с установленным сенсорным дисплеем, через который проводится установка основных параметров.
- Чертеж современных сверлильных станков предусматривает и наличие защитного стекла, изготавливаемого из материалов с повышенной устойчивостью к механическому воздействию.
Каждый узел перед началом выполнения работ должен тщательно проверяться.
Принцип действия
 Проводя выбор сверлильного станка, следует учитывать то, какие именно будут выполняться работы. Приспособление вертикальной ориентации подходит для выполнения большинства сверлильных технологических операций.
Проводя выбор сверлильного станка, следует учитывать то, какие именно будут выполняться работы. Приспособление вертикальной ориентации подходит для выполнения большинства сверлильных технологических операций.
Принцип действия подобных станков имеет следующие особенности:
- Заготовка крепится на столе. Во время механической обработки от качества крепления заготовки зависит то, насколько точным будет отверстие. Настольный вариант исполнения может быть без устройства для крепления заготовки, фиксация проводится при применении слесарных станков.
- Устройство подключается к источнику энергии. Бытовые варианты исполнения могут работать от сети 220 В, промышленные от напряжения 380 В.
- На станке устанавливается скорость вращения сверла. Она выбирается в зависимости от диаметра установленного сверла, а также типа металла, который будет обрабатываться. Слишком большая скорость может стать причиной перегрева инструмента или заготовки.
- В патроне фиксируется сверло. Кроме этого, может устанавливаться пиноль — подвижная в осевом направлении гильза, применяемая для установки режущего инструмента.
- При подаче напряжения к станку электрический двигатель начинает вращаться, усилие передается через механизм привода на патрон.
- Большая часть моделей сверлильных станков имеют ручной механизм подачи. Режущий инструмент опускается с определенным усилием в заготовку.
Упрощенное описание принципа действия сверлильного станка определяет то, что он применяется в большинстве случаев для обработки корпусных изделий.
Дополнительные устройства
Станки, предназначенные для применения дома, могут оснащаться различными дополнительными устройствами. За счет их установки повышается функциональность и эргономичность устройства. Наибольшее распространение получили следующие дополнительные устройства:
- Рабочий стол. Подобный узел закрепляется на вертикальной стойке, зачастую есть регулировка по высоте расположения. Некоторые модели снабжаются рабочими столами, которые могут не только располагаться на различной высоте относительно шпинделя, но и вращаться относительно вертикальной оси. За счет этого есть возможность ускорить процесс обработки, так как не нужно постоянно проводить переустановку заготовки.
- Механизм, при помощи которого регулируется глубина сверления. Сверление проводится следующим образом: кончик сверла опускается до метки на заготовке, после чего закручивается затяжной рычаг для ограничения хода режущего инструмента. Большая часть станков имеет рукоятку, при помощи которой осуществляется нажим для входа сверла в материал. В промышленности могут использоваться станки с электрическим приводом подачи.
- Защитный экран. Во время механической обработки может образовываться большое количество стружки, которая из-за вращения режущего инструмента будет разлетаться. Чтобы обезопасить мастера и окружающих от летящей стружки, а также исключить вероятность попадания посторонних объектов в зону резания, устанавливается защитный экран. При его изготовлении могут использовать прозрачный материал, обладающий высокой устойчивостью к механическому воздействию.
Бытовые станки компактны и имеют небольшой вес, за счет чего обеспечивается мобильность. Промышленные станки существенно отличаются от бытовых, за счет чего обеспечивается производительность и универсальность в применении.
Разновидности промышленных моделей
 Многие аппараты представлены универсальным оборудованием, которое может применяться для сверления не только по металлу, но и другим материалам. Выделяют следующие разновидности сверлильных станков:
Многие аппараты представлены универсальным оборудованием, которое может применяться для сверления не только по металлу, но и другим материалам. Выделяют следующие разновидности сверлильных станков:
- Настольный тип. Эта группа характеризуется компактными размерами и незначительным весом. Область применения — получение небольших диаметров.
- Колонные станки устанавливаются в случае налаживания единичного и мелкосерийного производства. При их применении можно получать отверстия, диаметр которых от 18 до 75 мм.
- Радиально-сверлильные аппараты применяются для обработки массивных деталей. При этом получаемые отверстия могут быть расположены строго по дуге окружности с заданным шагом. Отличительной чертой компоновки назовем достаточно большой вылет шпиндельного узла за пределы конструкции.
- Координатно-сверлильные конструкции получили широкое применение в случае, когда нужно получить заготовку с точным расположением отверстий относительно друг друга.
- Центровальные модели предназначены для обработки торцевых отверстий. Подобная конструкция характеризуется большим расстоянием между рабочим столом и шпиндельной бабкой.
- Горизонтально-сверлильные станки предназначены для обработки валов и осей, а также штоков и других подобных изделий. Особенности компоновки позволяют получать отверстия значительной глубины.
- Многошпиндельные конструкции могут применяться для одновременного получения нескольких отверстий. При этом они могут быть расположены в различных плоскостях.
- Комбинированные аппараты обладают компоновкой, которая позволяет проводить сразу несколько различных операций: сверление, фрезерование, долбление и так далее.
В последнее время большое распространение получили конструкции, которые работают под контролем ЧПУ. Они применяются для получения наиболее сложных высокоточных изделий.
Особенности станков с ЧПУ
 С каждым годом в продаже встречается все большее количество моделей с ЧПУ. Это связано с тем, что они обладают повышенной производительностью и позволяют получить точные, качественные изделия. Конечно, они не заменять небольшие ручные станки, но все же весьма популярны.
С каждым годом в продаже встречается все большее количество моделей с ЧПУ. Это связано с тем, что они обладают повышенной производительностью и позволяют получить точные, качественные изделия. Конечно, они не заменять небольшие ручные станки, но все же весьма популярны.
К особенностям станков с числовым программным управлением можно отнести следующие моменты:
- Обработка может проводиться в автоматическом режиме, наладчик только вводит программу.
- В большинстве случаев конструкция имеет головку сменных инструментов. За счет этой конструкции станок автоматически сменяет режущий инструмент.
- Для ускорения процесса механической обработки проводится установка подвижного стола, который может менять положение и ориентацию заготовки.
- Точность проводимой обработки высока, отклонение минимальное.
Промышленные станки с ЧПУ в большинстве случаев применяются для получения корпусных изделий или пластин с большим количеством отверстий.
Подобная покупка оправдана только в том случае, когда налажено крупносерийное производство. Стоимость станков с ЧПУ довольно высокая, они требуют своевременного обслуживания.
Проводимые операции
Промышленные станки рассматриваемого типа могут применяться для проведения самых различных операций. Это связано с тем, что кроме сверла могут устанавливаться и другие инструменты. Чаще всего оборудование применяется для выполнения следующих операций:
- Обработка уже полученных отверстий при помощи цековки.
- Развертывание.
- Обработка при применении зенкера-пробойника.
- Образование резьбы внутри отверстий.
- Растачивание отверстий при применении соответствующего резца.
- Финишная обработка.
- Формирование различных углублений при установке фрезеровального инструмента.
Бытовые модели подходят исключительно для сверления и рассверливания.
Достаточно важно правильно выбрать сверло в зависимости от типа металла, из которого изготовлены заготовки.
Слишком твердый материал может стать причиной быстрого износа режущей кромки.
Сверлильный станок – это устройство, служащее для формирования отверстий в деталях из различных материалов. Технические возможности современных станков данной категории позволяют использовать их не только для создания отверстий, диаметр которых доходит до 100 мм, но и для выполнения целого перечня других технологических операций.

Для любого рода деятельности можно выбрать подходящий сверлильный станок, будь то домашняя мастерская, автосервис или производственный цех
Применение, конструкция и принцип действия сверлильных станков
Сверлильные станки позволяют создавать в деталях из различных материалов сквозные или глухие отверстия. Выполняются эти технологические операции при помощи такого режущего инструмента, как сверло, за счет которого и обеспечивается снятие стружки с обрабатываемого материала.
Большинство аппаратов данного типа составляют промышленные сверлильные станки. Количество моделей для бытового использования, отличающихся значительно меньшей функциональностью по сравнению с профессиональными устройствами, незначительно. Между тем именно на примере простой конструкции бытовых моделей удобнее всего знакомиться с принципом работы сверлильного станка и его базовыми элементами.

Малогабаритный бытовой сверлильный станок
Бытовая модель – это, как правило, настольный сверлильный станок, который отличается компактными габаритами и устанавливается на поверхности верстака или на любом другом возвышении, которое обеспечивает удобство его использования. В подавляющем большинстве случаев это вертикально-сверлильный станок, устройство которого является наиболее типичным для оборудования подобного назначения.
Базовыми элементами сверлильного станка, используемого как в домашних, так и в бытовых условиях, выступают:
- шпиндельная бабка, в которой монтируется рабочий патрон, служащий для фиксации режущего инструмента;
- сверлильная головка, конструкция которой включает в себя шпиндельную бабку, приводной электрический двигатель и ременную передачу;
- несущая стойка-колонна, на которой монтируется сверлильная головка оборудования;
- массивная опорная плита, изготовленная методом литья из стали или чугуна (она выполняет две функции: служит надежным основанием для станка и используется для закрепления вертикальной стойки оборудования).

Основные узлы сверлильного станка
Технологические операции, для которых предназначен вертикальный сверлильный станок, выполняются за счет двух движений шпинделя: основного и вспомогательного. Первое движение – это вращение шпиндельного узла, а второе – его перемещение в вертикальном направлении. Свое название вертикально-сверлильный станок как раз и получил за то, что его шпиндель совершает движение подачи в вертикальном направлении. За выполнение такого движения отвечает специальная ручка-штурвал, расположенная на боковой части корпуса аппарата.
Элементы конструкции бытового сверлильного оборудования и их взаимодействие
Шпиндельный узел как производственного, так и бытового сверлильного станка приводится в действие посредством электродвигателя, сообщающего крутящий момент валу ременной передачи. Сверлильные станки, предназначенные для бытового использования, оснащаются электродвигателями, мощность которых составляет 250–1000 Вт.

Асинхронный двигатель настольного сверлильного станка Sturm BD7037 мощностью 370 Вт
На многих моделях бытовых станков сверлильной группы скорость вращения режущего инструмента можно регулировать, что обеспечивается за счет использования в их конструкции валов ременной передачи разного диаметра. Принцип регулирования скорости вращения шпинделя на таких станках достаточно прост: при выключенном приводном электродвигателе ремень просто перекидывается в канавку той части шкива, которая имеет другой диаметр. По такому принципу скорость вращения шпинделя можно регулировать в диапазоне 450–3000 об/мин.

Узел ременной передачи станка Proma PTB-16B230
На станках для бытового использования обычно устанавливаются сверлильные патроны, идентичные зажимным устройствам ручных электродрелей. Такие патроны с 3 самоцентрирующимися кулачками рассчитаны на фиксацию сверл, диаметр которых доходит до 12 мм. Для работы с этим патроном необходим специальный ключ, при помощи которого осуществляется зажим или ослабление фиксирующих кулачков.

При выборе станка обратите внимание на минимальный диаметр зажимаемого в патроне сверла – кулачки некоторых моделей не могут фиксировать сверла калибром менее 3 мм
Технические возможности сверлильных станков бытового назначения позволяют обрабатывать детали, высота которых находится в интервале 200–900 мм. Данный параметр зависит от того, на какую высоту сверлильная головка может подниматься на стойке оборудования. Принцип перемещения сверлильной головки по колонне станка у различных моделей может варьироваться. На самых простых и легких устройствах рабочая головка перемещается на требуемую высоту вручную, а на более крупном и тяжелом оборудовании для этого предусмотрена специальная рукоятка-штурвал, которая соединена с приводным механизмом.
Для фиксации сверлильной головки в требуемом положении и для ее установки на необходимой высоте перед началом обработки используется специальная рукоятка. Регулировать и фиксировать положение рабочей головки перед началом сверления необходимо потому, что величина вылета патрона из шпиндельного узла достаточно невелика и составляет в зависимости от модели агрегата 50–400 мм.
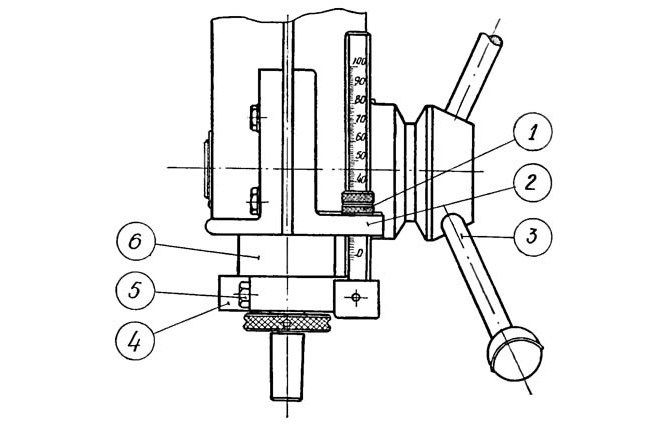
Органы настройки глубины сверления станка НС12А: 1 – гайка указателя; 2 – выступ указателя; 3 – штурвал; 4 – хомут; 5 – фиксирующий винт; 6 – гильза шпинделя
Важным параметром, по которому оценивают любой сверлильный станок, является вылет сверла. Этот параметр, который у разных моделей бытовых станков может находиться в интервале 100–200 мм, характеризует расстояние от оси вращения режущего инструмента до оси стойки-колонны (от него зависит то, на каком расстоянии от края детали можно просверлить отверстие).
Основным требованием к плите-основанию сверлильного станка, которая должна обеспечивать его устойчивое положение на любой горизонтальной поверхности, является ее массивность и габариты, достаточные для того, чтобы уравновешивать массу остальных конструктивных элементов оборудования.
Назначение верхней части такой плиты – служить рабочим столом, поэтому ее делают максимально ровной с несколькими пазами. Центральный из этих пазов используется при сверлении сквозных отверстий и необходим для того, чтобы в процессе выполнения такой технологической операции избежать повреждений сверла и поверхности рабочего стола. Остальные пазы на поверхности рабочего стола нужны для закрепления различных зажимных приспособлений.

Основание станка PROHHON-TBM-220 имеет прорези для закрепления тисков
Вертикальное перемещение сверла, закрепленного в патроне, осуществляется за счет рычажного механизма, приводимого в действие специальной рукояткой. Такая рукоятка, расположенная на боковой поверхности корпуса станка, специально подпружинивается, что обеспечивает ее автоматический возврат в исходное состояние после того, как воздействие на нее прекращается.
Электродвигатель на бытовых моделях питается преимущественно от электрической сети с напряжением 220 В. Он запускается и останавливается при помощи кнопочной станции. На отдельных моделях бытовых сверлильных станков, технические возможности которых позволяют нарезать внутреннюю резьбу, предусмотрен реверсивный запуск электродвигателя.
Дополнительные устройства для бытовых сверлильных станков
Настольно-сверлильный станок, предназначенный для использования дома, может оснащаться дополнительными устройствами, которые значительно повышают его функциональность и эргономичность.

Станок «Калибр СС-13» с дополнительным подъемным рабочим столом
Перечислим такие устройства.
- Рабочий стол, который закреплен на стойке консольно, позволяет выполнять с ним различные действия: поднимать и опускать его вручную (в простейших моделях станков); использовать для изменения высоты его расположения специальную рукоятку, соединенную с реечным механизмом; фиксировать на требуемой высоте. Отдельные модели сверлильных станков для дома могут быть оснащены рабочим столом, который может не только перемещаться в вертикальном направлении, но и поворачиваться относительно вертикальной оси.
- Механизм, обеспечивающий регулировку глубины сверления, действует по следующему принципу: кончик сверла, закрепленного в патроне оборудования, опускают до метки на боковой поверхности детали, соответствующей требуемой глубине сверления. После этого закручивают затяжной рычаг регулятора глубины, ограничивая тем самым ход режущего инструмента.
- Защитный экран, представляющий собой откидывающееся ограждение из прозрачного пластика, обеспечивает защиту оператора станка от летящей стружки и не допускает попадания в зону обработки частей одежды и длинных волос.

Быстроразъемный зажим сверлильного станка BOSCH PBD 40
Сверлильные аппараты для использования в производственных условиях
Достаточно взглянуть на чертежи или фото производственных сверлильных станков, чтобы понять, что они представляют собой значительно более сложные устройства, чем бытовые модели. Большая часть моделей таких станков – это универсальное оборудование, позволяющее выполнять не только сверление по металлу и прочим материалам, но и ряд других технологических операций.

Многошпиндельный сверлильный станок GILLARDON RF 25
К производственным сверлильным станкам относятся устройства следующих категорий.
Станки настольного типа
Такие станки отличаются небольшими размерами и незначительным весом. Их применяют для сверления отверстий, имеющих небольшой диаметр.
Вертикально-сверлильные (колонные) станки
Эти станки используют для оснащения мелкосерийных и единичных производств. С их помощью можно получать в заготовках из металла отверстия, диаметр которых находится в интервале 18–75 мм.
Данное оборудование служит для обработки массивных деталей из металла или заготовок, в которых необходимо сформировать отверстия с центрами, расположенными по дуге окружности. Устройство сверлильного станка этой категории характеризует достаточно большой вылет шпиндельного узла, величина которого может доходить до 1300–2000 мм.
Использование таких станков актуально в тех случаях, когда предъявляются высокие требования к точности расположения нескольких отверстий в детали.
На этих устройствах обрабатывают отверстия, отличающиеся значительной глубиной (валы, оси, штоки и др.).
Такое оборудование используется для формирования центровых отверстий, расположенных на торцах обрабатываемых деталей.
На агрегатах, оснащенных несколькими шпиндельными головками, может одновременно выполняться обработка множества отверстий, расположенных в вертикальной, горизонтальной и наклонной плоскостях.
На устройствах сверлильно-фрезерной, сверлильно-токарной, сверлильно-долбежной и ряда других категорий могут одновременно выполняться различные технологические операции.

Универсальный сверлильно-фрезерный станок Stalex-LM1450-2
Наиболее распространенными считаются станки вертикально- и горизонтально-сверлильной группы. Многие современные модели сверлильных станков оснащают системами числового программного управления, что позволяет серьезно повысить производительность такого оборудования и обеспечить высокую точность обработки. Станки с такой системой управления используют преимущественно для оснащения серийных и крупносерийных производственных предприятий.
Среди специального сверлильного оборудования следует упомянуть магнитные станки, которые применяются для получения отверстий в крупногабаритных деталях. Такие устройства, оснащенные специальным магнитным основанием, размещаются непосредственно на поверхности обрабатываемой детали и надежно удерживаются на ней за счет мощного магнитного поля. Большим преимуществом станков данной категории является то, что их можно располагать в любом пространственном положении.

Уникальная конструкция магнитных станков предоставляет возможность обрабатывать металл там, где это невозможно сделать обычным оборудованием
Несмотря на то, что любой станок сверлильной группы можно использовать для получения отверстий в заготовках из различных материалов, для деревообрабатывающих и мебельных фабрик создаются особые модели, которые могут оснащаться одним или несколькими шпинделями, в том числе и рабочими головками поворотного типа. При помощи такого оборудования можно не только делать отверстия в деталях из древесины, но и создавать гнезда, пазы, удалять сучки.
Использование на мебельных фабриках современного сверлильно-присадочного оборудования, обладающего большой универсальностью и функциональностью, позволяет оперативно изготавливать с его помощью мебельные конструкции даже по самым сложным чертежам.
Возможности и устройство промышленного сверлильного оборудования
Сверлильное оборудование, предназначенное для промышленного использования, устроено намного сложнее, чем бытовые модели. Это заметно, как было сказано выше, даже по фото таких агрегатов. Подача режущего инструмента на этом оборудовании может выполняться не только вручную, но и в автоматическом режиме. Практически на любом из таких станков предусмотрена возможность регулирования скорости вращения шпиндельного узла и величины подачи, за что отвечают коробка скоростей и коробка подач соответственно.
Настольные сверлильные станки профессионального класса отличаются от бытовых моделей высокоточными комплектующими, начиная от опорных подшипников и заканчивая патроном
Поскольку такие станки используются более интенсивно и для решения ответственных задач, их кинематическая схема отличается более сложным и надежным исполнением. Во многих из современных моделей данных аппаратов предусмотрена опция автоматического реверсирования направления подачи и вращения режущего инструмента в тот момент, когда он достигает требуемой глубины обработки.
Шпиндельный узел большинства моделей такого оборудования оснащен механизмом автоматического подвода к поверхности обрабатываемой детали. Практически обязательной опцией для данных станков является автоматическая подача охлаждающей жидкости в зону обработки в тот момент, когда такая обработка начинается.
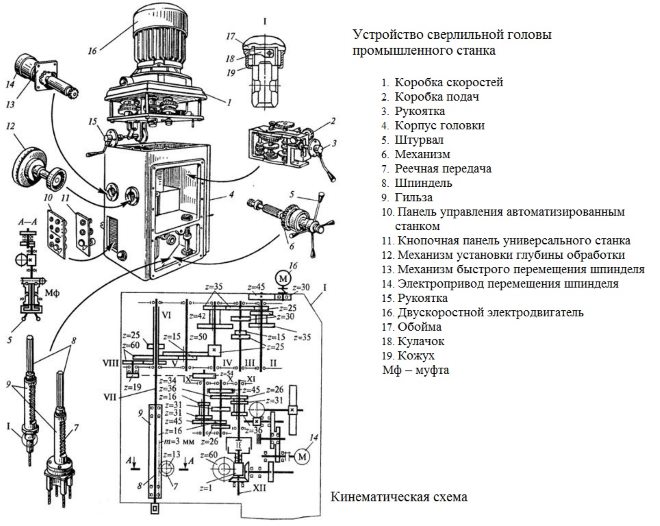
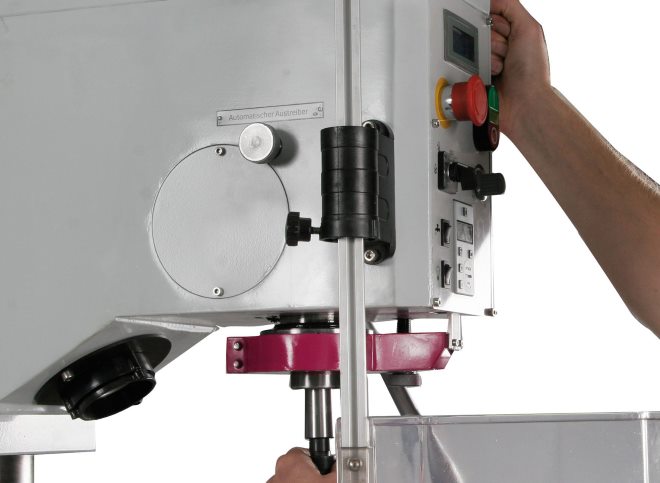
Конструкция сверлильной головы промышленного станка
В последнее время промышленные предприятия активно оснащаются сверлильными станками, работой которых управляет система ЧПУ. Преимуществом использования такого оборудования является то, что в них автоматизированы основные и вспомогательные технологические операции, что позволяет значительно повысить их производительность по сравнению с моделями, управляемыми вручную.
Промышленные станки сверлильной группы, как уже говорилось выше, способны выполнять различные технологические операции:
- развертывание отверстий;
- обработку отверстий с использованием зенкера;
- снятие фасок в верхней части отверстий, формирование цилиндрических и конических углублений – зенкование;
- обработка отверстий при помощи цековки;
- нарезание внутренней резьбы;
- обработка отверстий при помощи резца – растачивание;
- финишная обработка отверстий при помощи шариковых или роликовых инструментов – выглаживание;
- обработка деталей при помощи фрезерного инструмента (формирование пазов и др.).

Зенковка углубления на промышленном станке
Правила работы на сверлильном станке
Работа на сверлильном оборудовании может быть сопряжена с риском травмирования оператора, если при этом не соблюдаются требования безопасности. В частности, риск для здоровья и даже жизни оператора, работающего на сверлильном агрегате, могут представлять:
- элементы станка, которые в процессе выполнения обработки вращаются и перемещаются линейно;
- токопроводящие элементы;
- обрабатываемые детали и инструмент, которые при недостаточно надежной фиксации могут вылетать из зоны обработки.
Важнейшим требованием по безопасности работы на сверлильном оборудовании является использование технически исправных и проверенных приспособлений и инструментов (и только по их прямому назначению).
Большое значение для исправной работы станка и получения с его помощью качественных отверстий имеет режущий инструмент. Он должен быть хорошо и правильно заточен, а также выбран в соответствии с материалом детали, в которой необходимо просверлить отверстия. В процессе обработки режущий инструмент интенсивно нагревается, что может привести к его быстрому износу и выходу из строя. Чтобы минимизировать такой риск, в процессе обработки необходимо выполнять охлаждение инструмента при помощи специальной жидкости или обычной воды.
Некоторые особенности имеет процесс сверления отверстий, глубина которых больше 5 диаметров используемого инструмента. В процессе формирования таких отверстий инструмент следует периодически извлекать и освобождать незаконченное отверстие от скопившейся стружки, которая может привести к заклиниванию сверла.
В целом техника работы на сверлильном оборудовании и правила его регулярного профилактического обслуживания не вызывают больших сложностей, обучиться им можно достаточно быстро. При соблюдении этих правил оборудование прослужит вам долго, и вы сможете эффективно использовать его для получения точных и качественных отверстий.
«>


Отправить ответ