
Контрольно измерительные инструменты токаря
Содержание:
Обработка дерева и металла
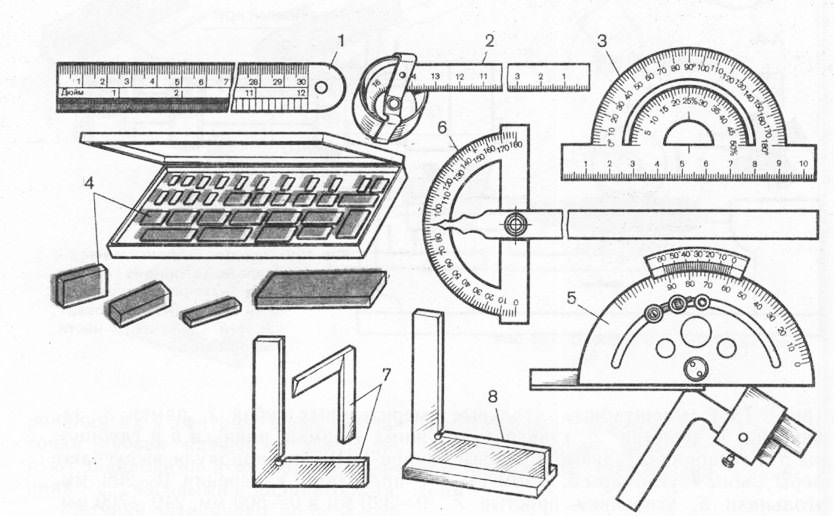
По способу применения измерительные средства делят на три группы: меры, измерительные приборы и инструменты, калибры. Мерами называют средства измерения, воспроизводящие физическую величину заданного размера. К ним относят (рис. 131) масштабные стальные линейки, рулетки, транспортиры, плоскопараллельные концевые меры длины, угломеры, угломеры-угольники, угольники простые и тавровые.
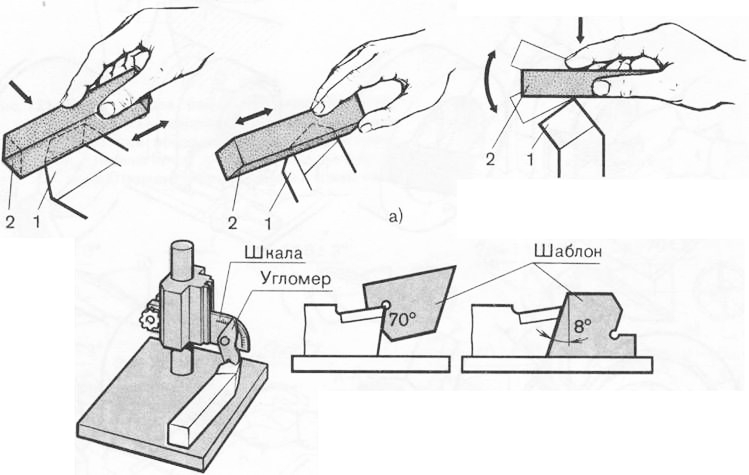
Приемы измерения линейками, угольниками, шаблонами показаны на рис. 132 и 133. Измерительными приборами и инструментами называют устройства, с помощью которых измеряют фактические размеры детали. Штангенциркуль предназначен для измерения диаметров и длины деталей с точностью 0,1 мм. Он состоит из штанги, измерительных губок, рамки, зажима рамки, нониуса 5 и глубиномера 6. Штангенциркули выпускают с пределами измерения 0—200 мм, 0—320 мм и 0—500 мм, 240—700 мм, 320—1000 мм, 500—1400 мм и 800— 2000 мм.


К микрометрическому инструменту относят гладкие микрометры, предназначенные для измерения диаметра детали. Микрометр (рис. 135,а) состоит из скобы, пятки, винта, стопора, стебля, барабана, на конической части которого нанесена шкала нониуса с 50 делениями, и трещотки, служащей для ограничения подачи микрометрического винта. Их изготовляют с интервалом 25 мм; 0—25, 25—50, 275—300 мм, далее через интервал 100 мм: 300—400; 400—500; 500— 600 мм. Точность измерения 0,01 мм. Микрометрический нутромер предназначен для измерения внутренних размеров детали и состоит из измерительной поверхности, стебля, стопора, микрометрического винта, барабана и гайки. Точность измерения 0,01 мм.
Микрометрический глубиномер применяют для измерения глубины отверстий, высоты уступов и др. Он состоит из основания, микрометрической головки, стопорного устройства, цилиндрического гнезда и сменных измерительных стержней.


Индикатор часового типа (рис. 136, б) применяют для измерения толщины и отклонения детали от симметричности. Он состоит из корпуса, стопорного винта, циферблата, обода, стрелки, малой стрелки нониуса, гильзы, стержня, шейки, шарика и головки. Точность измерения 0,01 и 0,001 мм.
Калибры — это бесшкальные контрольные инструменты. К ним относят предельные калибры-пробки (рис. 137, а, б), состоящие из корпуса 2 и двух пробок: проходной и непроходной. С помощью этих пробок измеряют внутренний диаметр отверстия. Предел измерения от 1 до 50 мм. Для проверки отверстий больших размеров применяют пробки односторонние (рис. 137, в), насадные (рис. 137, г) и неполные (рис. 137,5). Калибры-скобы служат для измерения диаметра валов. Жесткими скобами (рис. 138, а—ж) измеряют диаметры. Предел измерений от 1 до 200 мм. Для контроля валов диаметром до 300 мм применяют регулируемые скобы. К корпусу привернута неподвижная губка. Вставки регулируют на величину от 3 до 8 мм как по проходному, так и непроходному размеру винтами. После установки необходимого размера вставки стопорят втулками с лыской и винтами. На рис. 139 показаны способы измерения диаметра. Проверка наружного диаметра вала скобой показана на рис. 139, а. Вал обточен правильно, так как непроходная часть скобы через него не проходит. Способ проверки отверстия для вала показан на рис. 139, б. Меньший проходной конец двусторонней предельной пробки входит в отверстие, а больший непроходной (рис. 139, в) не входит в это отверстие. Следовательно, отверстие расточено правильно. Контроль длины обработанной части поверхности производят односторонними и двусторонними (рис. 139, г) шаблонами.


Способы измерения размеров кольца показаны на рис 140. У кольца (рис. 140, а) необходимо измерить наружные диаметры А и А2, внутренние диаметры В1 и В2, а также определить высоту кольца ai, толщину буртика а2 и глубину b растачивания. На рис. 140, б показано измерение размеров а и а2 малым микрометром; на рис. 140, в — измерение диаметра А2 большим микрометром. На рис. 140, г показан способ измерения глубины b глубиномером, а на рис. 140,(3 — измерение внутреннего диаметра В2 микрометрическим нутромером.
Средства измерений — технические средства, используемые при измерениях и имеющие нормированные метрологические свойства. Средства измерений делят на меры и измерительные приборы.
Мера — средство измерений, предназначенное для воспроизведения физической величины заданного размера, например концевая мера длины, гиря — мера массы. Однозначная мера воспроизводит физическую величину одного размера, а многозначная мера — ряд одноименных величин различного размера. Специально подобранный комплект мер, применяемых не только в отдельности, но и в различных сочетаниях с целью воспроизведения ряда одноименных величин различного размера, называется набором мер.
Измерительные приборы — средства измерений, предназначенные для выработки сигнала измерительной информации в форме, доступной для непосредственного восприятия наблюдателем. По характеру показаний измерительные приборы делят на аналоговые, цифровые, показывающие, регистрирующие, самопишущие и печатающие, а по принципу действия — на приборы прямого действия, приборы сравнения, интегрирующие и суммирующие приборы.
По назначению измерительные приборы делят на универсальные — предназначенные для измерения одноименных физических величин различных изделий, и специализированные — служащие для измерения отдельных видов изделий (например, размеров зубчатых колес) или отдельных параметров изделий (например, шероховатости, отклонений формы поверхностей).
По конструкции универсальные приборы для линейных измерений делят на:
1. Штриховые приборы, снабженные нониусом (штанген-инструменты);
2. Приборы, основанные на применении микрометрических /винтовых пар (микрометрические инструменты);
3. Рычажно-механические приборы, которые по типу механизма подразделяют на рычажные (миниметры), зубчатые (индикаторы часового типа), рычажно-зубчатые (индикаторы или микромеры), пружинные; (микрокаторы и микаторы) и рычажно-пружинные (миникаторы); 4) оптико-механические (оптиметры, оптикаторы, контактные интерферометры, длиномеры, измерительные машины, измерительные микроскопы, проекторы).
По установившейся терминологии простейшие измерительные приборы — штангенциркули, микрометры называют измерительным инструментом.
Для выполнения операций контроля в машиностроении широко используются калибры, которые представляют собой тела или устройства, предназначенные для проверки соответствия размеров изделий или их конфигурации установленным допускам. К ним относятся гладкие предельные калибры (пробки и скобы), резьбовые калибры, шаблоны и т.д.
Рассмотрим подробнее следующие измерительные приборы:
1) Штангенциркули предназначены для измерения наружных и внутренних размеров изделий. Они выпускаются четырех типов: ШЦ—I (рис.4, а);
ШЦТ—I (ШЦ—1 без верхних губок и с нижними губками, оснащенными твердым сплавом); ШЦ—II (рис.4, б) и ШЦ—111 (ШЦ—П без верхних губок). Основные части штангенциркулей: штанга 1, измерительные губки 2, рамка 3, зажим рамки 4, нониус 5, глубомерная линейка 6 и микрометрическая подача 7 для установки на точный размер. При измерениях наружной стороной губок штангенциркулей ШЦ—II размер Ь = 10 мм прибавляется к отчету.

2) Микрометры гладкие типа МК предназначены для измерения наружных размеров изделий. Основные узлы микрометра: скоба, пятка и микрометрическая головка — отсчетное устройство, основанное на применении винтовой пары, которая преобразует вращательное движение микровинта в поступательное движение подвижной измерительной пятки. Пределы измерений микрометров зависят от размера скобы и составляют 0—25; 25—50; 275—300, 300—400; 400—500 и 500—600 мм.
Микрометры для размеров более 300 мм оснащены сменными (рис. 26) или переставными пятками, обеспечивающими диапазон измерений 100 мм. Переставные пятки крепятся в требуемом положении фиксатором, а сменные пятки — гайками 6.
3) Измерительные головки — относятся к рычажно-механическим приборам применяются для измерения размеров, а также отклонений от заданной геометрической формы.
4) Оптико-механические приборы (Рис.4) (оптиметры, оптикаторы, контактные интерферометры, длиномеры, измерительные машины, микроскопы и проекторы) предназначены для высокоточных измерений размеров и отклонений геометрической формы изделий дифференциальным методом. Конструктивно они представляют собой измерительные трубки (головки), устанавливаемые на стойках. В измерительном механизме трубок оптиметров и оптикаторов сочетаются механический и оптический рычаги, поэтому такие приборы иногда называют рычажно-оптическими.
5) Линейки поверочные изготовляются следующих типов: ЛД — лекальные с двухсторонним скосом; ЛТ — лекальные трехгранные; ЛЧ—лекальные четырехгранные; ШП — с широкой рабочей поверхностью прямоугольного сечения; ШД — с широкой рабочей поверхностью двухтаврового сечения; ШМ — с широкой рабочей поверхностью, мостики; УТ — угловые трехгранные.
Процессу изготовления любой детали или заготовки предшествует определение ее основных характеристик – размеров и массы. Для этого применяются специальные инструменты, а в некоторых случаях целесообразно использовать измерительные станки.
Виды измерительных инструментов
Для вычисления текущих параметров детали применяются различные приспособления и инструменты. Среди них наиболее часто используются штангенциркули, линейки всех видов, нутромеры, микрометры, кронциркули. Для правильного выбора определенной модели необходимо знать максимальные и минимальные размеры искомых величин, степень погрешности.
Прежде всего необходимо определиться с операциями по измерению конкретного типа оборудования. Чаще всего они требуются для наладки ответственных узлов и деталей – шпиндельной головки, коробок скоростей и передач, подвижных механизмов. Одновременно с этим инструмент применяется для снятия параметров деталей, проходящих процесс обработки.
Чаще всего для наладки оборудования и контроля размеров деталей применяются следующие типы инструментов:
- штангенциркуль. Предназначен для снятия наружных и внутренних размеров. Состоит из металлической штанги (линейки), рамки и измерительных губок. В зависимости от типа исполнения бывает механический и электронный. Последний обеспечивает высокий показатель снятия замеров;
- нутромер. Необходим для определения глубины пазов, вычисления высоты уступов и других типов неровностей на поверхности детали или узла станка. Чаще всего используются индикаторные модели или микрометрические.
- кронциркуль. С его помощью снимают наружные размеры средних и больших заготовок;
- курвиметр. Предназначен для измерения криволинейных поверхностей;
- уровень или ватерпас. Имеет широкую область применения – от строительства до изготовления точных приборов. Необходим для проверки горизонтального уровня.
Кроме этих инструментов стоит отметить линейки различного типа. Они могут устанавливаться на рабочий стол станка для увеличения точности обработки.
В конструкции вертикально-сверлильного оборудования линейка монтируется непосредственно в переднюю часть шпиндельной головки. Она имеет подвижный элемент, соединенный со сверлильным патроном. Таким образом можно контролировать глубину сверления.
Параметры измерительных станков
Кроме инструментов существует класс станков, предназначенный для определения точных размеров деталей и заготовок. Это оборудование получило название координатно-измерительное. Для выполнения поставленной задачи происходит снятие текущих габаритов в трех координатах.
Конструктивно подобные станки или как их еще называют – столы, состоят из рабочей поверхности, на которую устанавливают деталь. Рабочие головки имеют датчики для считывания геометрических параметров и изменяют свое положение по трем координатам. В зависимости от способа снятия данных различают два метода – контактный и бесконтактный. В первом случае информация считывается с помощью пьезоэлектрического датчика-щупа. Работа бесконтактного метода основана на возвращении светового сигнала от поверхности объекта.
Для выбора оптимальной модели станка делают сравнительный анализ следующих характеристик:
- погрешность. Наименьший показатель достигается при бесконтактном снятии данных;
- размеры рабочего стола. От этого зависит максимально допустимые габариты образца и возможность работы с несколькими деталями одновременно;
- максимальное смещение рабочей головки относительно рабочего стола по трем осям координат;
- минимальный шаг смещения инструмента;
- тип программного обеспечения. Он определяет возможность вывода графической и текстовой информации в удобной для анализа форме. Также с помощью ПО программируется алгоритм действий оборудования;
- габаритные размеры и вес.
В течение всего периода эксплуатации необходимо соблюдать рекомендации производителя по обслуживанию станка. Это напрямую влияет на точность измерений.
Кроме параметров оборудования при работе следует учитывать показатели окружающей среды – температуру воздуха и влажность. В особенности это актуально при применении бесконтактного метода снятия данных.
Правила работы с оборудование и инструментом
Для того чтобы профильный прибор или оборудование выполняли свои функции в полном объеме – необходимо периодически выполнять профилактику и проверять их состояние. Нужно помнить – чем сложнее прибор, тем выше вероятность его поломки или потери первоначальных показателей.
Перед началом эксплуатации необходимо ознакомиться с инструкцией по применению. Важно соблюдать правила работы с конкретной моделью. Они подробно изложены в паспорте оборудования.
Кроме этого следует учитывать такие факторы, которые могут повлиять на точность измерений:
- периодическое проведение проверок;
- контроль за состоянием отдельных узлов и агрегатов;
- применение только по предназначению.
Эти простые правила позволят значительно увеличить срок работы прибора.
В качестве примера можно посмотреть видеоматериал, в котором подробно рассказывается о вышеописанных инструментах для домашней мастерской:


Отправить ответ