
Краскопульт пневматический расход воздуха
Содержание:
- 1 Принципы работы пневматического краскопульта
- 2 Сферы применения пневматических краскопультов
- 3 Важные характеристики краскопультов
- 4 Критерии выбора пневматического краскопульта
- 5 Элементы конструкции и принцип работы
- 6 Разновидности пневматических краскопультов
- 7 Выбираем компрессор под пневматический краскопульт

При производстве мебели одним из важных этапов является нанесение лакокрасочных покрытий, а так же нанесение клея при производстве мягкой мебели. Трудно представить что этот процесс будет осуществляться при помощи обычной кисточки или валика – скорость такой работы будет низкой, а расход краски – колоссальным. Поэтому для подобных работ на производствах уже давно используется нанесение лакокрасочных составов методом распыления при помощи специального инструмента – краскопульта.

Краскопульты можно условно разделить на 2 типа, в зависимости от источника питания: электрические и пневматические краскопульты. Электрические краскопульты обычно используются в бытовых целях. Они отлично подходят для выполнения небольших объемов работ. Большие объемы работ им не по зубам – электрический двигатель перегревается, и инструмент может выйти из строя. Так же, ими не рекомендуется пользоваться вблизи легковоспламеняющихся материалов и в запылённых помещениях – это негативно сказывается на качестве подаваемой смеси. Пневматические краскопульты относятся к профессиональному инструменту и лишены большей части эти недостатков, а так же отлично подходят для больших объемов работы. О них мы и поговорим ниже
Принципы работы пневматического краскопульта
Такой метод окрашивания занимает значительно меньше сил и времени по сравнению с обычным ручным способом окрашивания. К тому же, при должном умении использования, он позволяет не оставлять разводов и подтеков на окрашиваемой поверхности, особенно при многослойной покраске – мы не соприкасаемся с материалом ничем, кроме воздушной смеси с краской.
Сферы применения пневматических краскопультов
Как мы уже говорили, основное применение краскопультов – э то нанесение лакокрасочных и клеевых материалов. Отсюда, мы можем перечислить основные сферы деятельности, где они применяются:
- Производство мебели. Применяются для нанесения клея на ткани и подкладки, защитных и антисептических покрытий на дерево, покраски и нанесения лака на изделия
- Деревообработка. Нанесение защитных и антисептических покрытий, морилок и пропиток на заготовки и готовые изделия
- Строительство и ремонт. Используются, как в целях, указанных в предыдущем пункте при деревянном домостроительстве, так и для побелки и покраски пола, стен и потолка, а так же элементов конструкций из других материалов, например металла.
- Автосервисы. Применяются при шпатлевке, грунтовке и покраски кузовов транспортных средств и для нанесения антикоррозийных составов на неокрашенные части кузовов.Декоративные работы: подготовка поверхности и нанесение рисунков, заливка при работе с аэрографией, нанесение трафаретных рисунков и надписей и т.д.
Если учесть, что краскопульт может распылять любые жидкие составы, то вы можете додумать еще множество вариантов его использования. Если вы занимаетесь чем-то из вышеперечисленной деятельности и до сих пор продолжаете работать «по-старинке» кисточкой и валиком – то вам стоит задуматься о покупке краскопульта. А ниже мы рассмотрим, на какие характеристики стоит обратить внимание.
Важные характеристики краскопультов
Основных характеристик, на которые стоит обратить внимание несколько:
Диаметр сопла. Эта характеристика показывает, какая толщина струи воздушной смеси будет на выходе из краскопульта. Чем больше диаметр, тем больше струя. Для тонких работ вроде нанесения рисунков и аэрографии используется сопло с диаметром от 0,2 до 0,6 мм. Чаще всего для этого используется отдельный подвид краскопультов – аэрограф. Для работ по покраске обычно используются сопла от 1 до 1,8 мм, в зависимости от того, насколько точно должна быть выполнена работа. Ну а для нанесения клеевых составов обычно берут сопла с диаметрами от 1,8 мм. Важно отметить то, что для работы с более вязкими материалами, лучше использовать сопла большего диаметра, т.к. они меньше подвержены засорению крупными частицами состава. Ну а если вы работаете с разными составами и задачами, но при этом не хотите покупать несколько краскопультов, то вы можете приобрести модель со сменными соплами или с регулировкой диаметра сопла.
Объем и расположение бачка. Выделяют 3 основных краскопультов по данному критерию: с верхним или нижним бачком, и без бачка вовсе. Сразу разберемся с последним – подача в таком краскопульте осуществляется через шланг с составом, подключенным в отдельный разъем. Такие системы применяются в основном на поточных производствах с огромными объемами работы. Выбор же из нижнего или верхнего бачка остается за вами. Как правило, нижний бачок имеет большой объем (0,5-1 л.) и удобен для покраски большой площади однородным составом. При такой работе руки устают меньше, за счет более правильной развесовке инструмента. Если же необходимо наносить состав на небольшие детали или делать рисунки, то в этом случае лучше приобрести краскопульт с верхним бачком – он вмешает в себя меньше состава (до 0,5 литра), но при этом он удобнее в заправке, а главное – легче в использовании, за счет еще меньшего веса. Дополнительным плюсом будет являться то, что из верхнего бачка краска лучше подается под собственным весом.

Расход воздуха. От этой характеристики зависит то, какой производительности вам понадобится компрессор. Если вы используете краскопульт не очень часто, то не стоит брать модель с высоким расходом воздуха – для них нужен мощный компрессор с большим рессивером и производительностью мотора для стабильной работы.
Рабочее давление. Эта характеристика показывает, какое давление должен выдавать ваш компрессор. Обычно, она составляет от 1 до 6 атмосфер, для разных моделей краскопультов. Однако, здесь тоже есть свои нюаны. Дело в том, что существует несколько видов краскораспылителей, которые различаются по предназначению и рабочему давлению, соответственно. Их различают по маркировке:
- HP (CONV) – High Pressure. Краскопульты работающие на большом давлении. Их плюсом является низкий расход воздуха, но при этом имеют очень низкий коэффициент переноса состава на поверхность (до 30-35%)
- PR – Reduced Pressure. Краскопульты пониженного давления (2-2,5 атм.) Лучше переносят состав (до 55%), при этом умеренно потребляют воздух.
- HVLP – High Volume Low Pressure. Краскопульты, работающие на низком давлении и потребляющие большой объем воздуха. Обладают отличным показателем переноса состава (60-70%), но требовательны к компрессору – он должен иметь большую производительность для стабильной работы.
- THE – High Transfer Efficiency, LVLP – Low Volume Low Pressure, LVMP – Low Volume Medium Pressure. Все эти названия являются разными запатентованными технологиями, но отражают одно – краскопульты работающие на низком давлении и потребляющие небольшой объем воздуха. Они включают в себя большинство плюсов всех вышеуказанных вариантов. Разумеется, не обошлось и без минусов – цена выше чем у остальных краскопультов, за передовые технологии приходится платить.
Краскопульты на нашем сайте.

При выполнении любых работ, связанных с покраской, качество полученной поверхности прямо зависит не только от профессионализма специалиста, но и от характеристик используемого инструмента. При этом оборудование может заметно облегчить труд, снижая минимально необходимую квалификацию работника. Однако бывает и так, что неудачно подобранный инструмент лишь осложнит работу. Пневматический краскопульт считается одним из основных устройств, применяемых при покраске. Как же выбрать краскопульт? Сегодня, мы разберёмся в этом вопросе.
Критерии выбора пневматического краскопульта
Есть множество условий, которые могут повлиять на выбор инструмента. Перечислим некоторые из них:
- применяемые материалы;
- квалификация мастера;
- желательное качество конечного покрытия;
- вид и мощность имеющегося компрессора;
- желаемая разновидность краскопульта по расходу воздуха и давлению;
- ёмкость и расположение бачка для ЛКМ.
Понятно, что только перечисленными выше критерии выбора не ограничиваются. Такие свойства инструмента, как вес, удобство удержания, цена и даже внешний вид тоже влияют на выбор, особенно при прочих равных условиях.
Имеет смысл обратить внимание на такую характеристику, как расход воздуха. Величина этого параметра зависит от требуемого объёма краски. Если нужно красить детали в небольшом количестве, выбирают покрасочный пистолет, потребляющий 50–100 л/мин. Если же планируется значительный объём работы, потребление воздуха может достигать значений 400–450 л/мин. Компрессор при этом должен обладать производительностью, которая на 30–40% превышает потребности распылителя.
Ёмкость бачка, в большинстве случаев, не больше 1 литра. При необходимости покраски обширных поверхностей применяются специализированные красконагнетательные баки, соединяемые с пистолетом при помощи шланга. Объём материала в этих резервуарах может достигать 100 л.

Немаловажным параметром является диаметр отверстия сопла. Размеры 0,2–0,5 мм применяются достаточно редко, для тонкой покраски. Большая часть покрасочных работ производится при помощи сопел средних размеров — около 1,3–1,7 мм, этот диаметр можно считать универсальным. Если выбран пневматический краскопульт высокого качества, в комплекте поставки будут присутствовать не только сменные сопла от одного до трёх миллиметров, но и несколько насадок, образующих факел разной формы.
Важными свойствами для работы краскопульта также служит регулировка подачи краски при помощи ограничения движения иглы, преобразование выходных характеристик воздуха и управление конфигурацией факела. Неплохо, если инструмент оборудован собственным манометром.

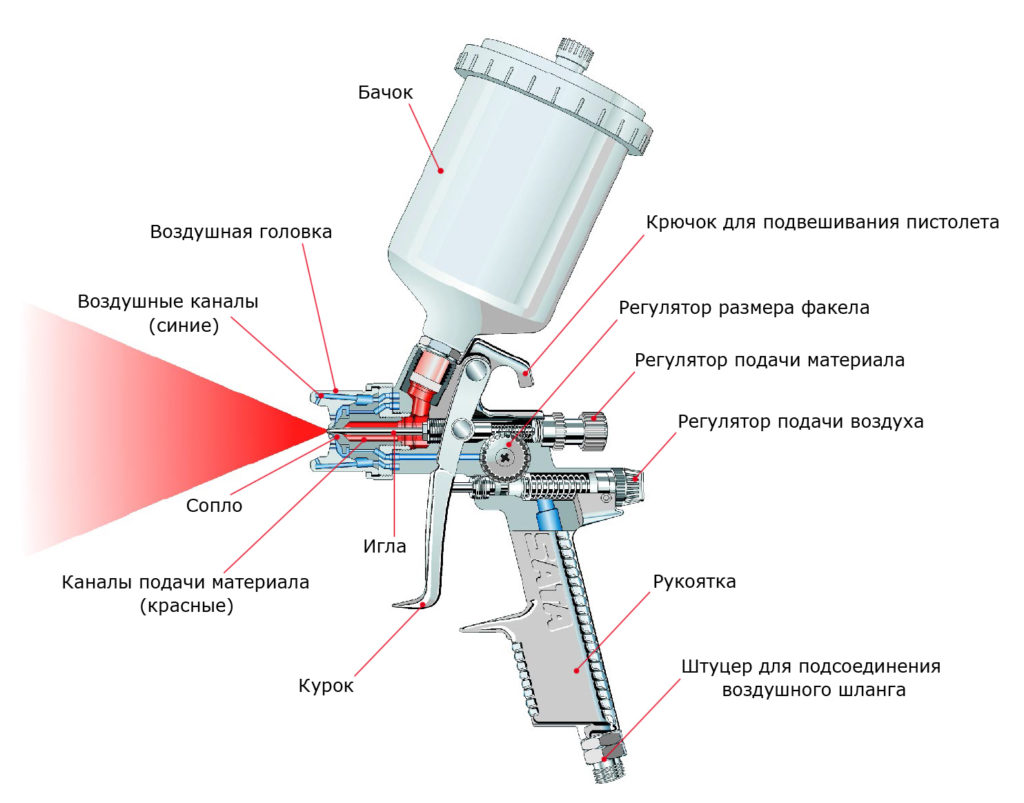
Элементы конструкции и принцип работы
Стандартная конструкция пневматического краскораспылителя включает в себя следующие части:
- корпус (пистолет), как правило, металлический;
- наливной бачок;
- уплотнительная игла;
- коническая насадка (сопло), иногда несколько сменных;
- регулировочные устройства (винты).
После небольшого нажатия воздух подаётся в баллон. Продолжение нажимающего усилия сдвигает уплотнительную иглу, которая открывает путь жидкости. Воздух перемещает краску к распылителю и выбрасывает наружу.
Сопла выпускается различных диаметров. Тонкие насадки точнее рассредоточивают краску или лак по плоскости. Чем шире сопло, тем крупнее частички ЛКМ. Насадки с большим отверстием нужны, если материал густой. Хорошим вариантом считаются краскораспылители со сменными соплами.

Разновидности пневматических краскопультов
Краскораспылители сегодня производятся ручные, электрические и пневматические. Принцип действия у них схожий, разница в том, каким образом создаётся давление и распыляется смесь — при помощи ручного насоса, электродвигателем или подключённым к инструменту компрессором.
Большое распространение получили пневматические краскопульты, применяемые в комплексе с воздушным компрессором или иным источником воздуха. Они классифицируются по давлению и расходу воздуха. Можно отметить три наиболее часто применяемые разновидности:
- Классическими можно считать краскопульты высокого давления (HP — high pressure), которое измеряется на выходе из сопла и бывает равным 1,2–1,5 бар. Для обеспечения этого вида инструмента воздухом нужен компрессор, способный создать на входе давление около 2,5–5 бар. Воздух расходуется со скоростью 180–200 л/мин. Достоинства распылителя высокого давления — равномерность и быстрота нанесения материала. Основной недостаток — низкая доля переноса материала. На окрашиваемую поверхность попадает лишь 45% краски или иного ЛКМ, остальное в виде взвеси оказывается в воздухе. Мощный поток воздуха также поднимает пыль, что не лучшим образом влияет на качество поверхности. Оператору требуются специальные защитные средства.
- Второй вид краскопульта маркируется HVLP, что подразумевает большой объём при низком давлении. Давление на выходе — около 0,7 бар, входное должно быть порядка 2–3. Если в комплексе требуется выбор компрессора, следует учитывать, что пневматический краскопульт HVLP-типа потребляет достаточно много воздуха — до 400 л/мин. Процент переноса ЛКМ на поверхность составляет 65%. Подаваемый воздух должен удовлетворять определённым требованиям, быть хорошо очищенным и в достаточном количестве.
- Краскопульты LVLP (малый объём при низком давлении) на выходе сопла формируют давление 0,7–1,1 бар, при использовании входного 1,5–2. Воздух потребляется со скоростью 170–200 л/мин. Инструмент этого вида позволяет добиться переноса ЛКМ выше 70% и фактически исключает недостатки, присущие первым двум разновидностям. Единственное, что не радует — стоимость этого вида краскопульта.
По расположению бачка для материала пневматические распылители разделяют на приспособления с верхним или нижним положением ёмкости под краску.
Если бачок расположен сверху, над устройством подачи, то краска поступает в смесительную камеру самотёком, за счёт силы тяжести. Достоинствами подобного устройства считают сбалансированную развесовку, что позволяет улучшить качество покраски и меньшую усталость при работе. При таком расположении бачка допускается применение лакокрасочных жидкостей более густой консистенции.
При нижнем положении ёмкости под краску материал поступает в приспособление под влиянием давления воздуха. Выгодой подобного расположения является заметно больший объём ЛКМ, который можно залить в резервуар инструмента за один раз. Кроме этого, весьма удобно и то, что при перерывах в работе всегда есть возможность поставить инструмент на любую горизонтальную поверхность.
Краскопульты чаще всего изготавливаются из металлических сплавов, каждый из них обладает минимум тремя регулировками — подачи воздуха, краски, а также формы и направления получаемого факела распыления.

Выбираем компрессор под пневматический краскопульт
Грамотный выбор компрессора также является немаловажным для правильной работы пневматического краскопульта, как выбрать соответствующий агрегат? Рассмотрим несколько особенностей.
Мощность компрессора — один из основных параметров, чаще всего применяются аппараты, у которых значение этой характеристики равно 1,2–1,5 кВт. Нужно учитывать, что неизвестный производитель в описании может указать завышенные параметры. Поэтому следует или предпочесть оборудование уже зарекомендовавших себя фирм, или выбирать с запасом по мощности.
Количество запасаемого воздуха определяется объёмом ресивера. В промышленных условиях нередко используются компрессоры с большими объёмами ресиверов — порядка 400–600 л. Для бытовых целей или небольшой мастерской вполне достаточно 25–50 л. При этом габариты компрессора останутся в приемлемых для комфортного перемещения пределах.
Основным же критерием, по которому выбирают компрессоры для использования в паре с краскораспылителями, выступает производительность. Это свойство показывает возможный объём воздуха, подаваемого на краскопульт за определённое время. Разные виды распылителей могут потреблять от 150 до 1000 л/мин. При этом нужно учитывать, что при сжимании воздуха теряется до 35% объёма. Соответственно, необходимая для краскопульта производительность должна быть равна или меньше 65% от производительности, указанной в документации компрессора. Помните, что работающий на пределе возможностей двигатель не прослужит долгое время.
Современные покрасочные работы невозможны без пневмоинструмента. Во-первых, так гораздо быстрее. Во-вторых, механика процесса позволяет добиться больше точности. От владельца требуется лишь первичная настройка, заправка (если нужно) и твердая рука в процессе эксплуатации.
В данной статье хотелось поговорить о краскопульте, который не только существенно ускоряет процесс окрашивания любой поверхности, но и позволяет добиться идеально ровного слоя, который невозможно достичь вручную с использованием кистей и валиков. Но как использовать данный электроинструмент?
Подготовительные работы и принцип использования краскопульта.
Инструмент представляет собой распылитель, аэрограф (резервуар для краски) и компрессор со сжатым воздухом. Жидкий состав, пригодный для работы, заливается в бачок и под действием сжатого воздуха «выплевывается» через распылитель на окрашиваемую поверхность. В зависимости от густоты краски подбирается оптимальный диаметр выходного отверстия.
Диаметр сопла (дюзы) подбирается в зависимости от вязкости лакокрасочного материала. Чем он гуще, тем диаметр сопла больше. Каждый производитель лакокрасочных материалов четко указывает, какая дюза для какого материала и какого вида выполняемых работ должна использоваться. Как правило, это следующие значения:
● базовые эмали — 1,3-1,4 мм;
● акриловые эмали и прозрачные лаки — 1,4-1,5 мм;
● жидкие первичные грунты — 1,3-1,5 мм;
● грунты-наполнители — 1,5-2 мм;
● жидкие шпатлевки — 2-3 мм;
● антигравийные покрытия — 6 мм (специальный распылитель антиграв. материалов);
Диаметр сопла весьма существенно влияет на количество пропускаемой краски, ее расход. Кроме этого необходимо обратить внимание на следующие особенности работы пневматического краскопульта:
1. В бачок, расположенный сверху или снизу распылителя (или, как его еще называют, аэрограф), вливают краску. Далее под давлением воздуха она начинает поступать в распылитель, и происходит окрашивание.
2. Сжатый воздух проходит по распылителю. Если нажать на курок, игла сдвинется. В результате образуется конус распыления, который состоит из капель краски.
3. Следует учитывать тот факт, что распылители отличаются в зависимости от вида краски. Для густой краски следует брать пульверизатор с большим отверстием.
4. Концентрация краски зависит от головки краскопульта. Если она большая, значит и концентрация будет выше. Для регулирования к головке подводят воздушные каналы в необходимом количестве.
5. При помощи головки можно отрегулировать величину воздушного давления и распыление краски.

Непосредственно технические характеристики при подборе пневматического краскопульта должны учитывать следующие параметры:
1. Давление сжатого воздуха на входе в краскораспылитель (2-8 атм. )
2. Давление сжатого воздуха на выходе из окрасочного внешнего сопла (0,7-2 атм.)
3. Коэффициент переноса краски ( материала ) — чем выше, тем лучше. (от 40% до 85%)
4. Потребление сжатого воздуха л./мин (типичное значение 100-500 л/мин) или его расход.
Типичный расход воздуха:

5. Потребление краски грамм/мин (50-400 гр/мин)
6. Вязкость краски в секундах по FORD4 (15-50 секунд)
7. Диаметр сопла подачи краски (мм.) типичное значение от 1мм до 2,5 мм
8. Вес и эргономика
9. Конструкция (с верхним бачком, с нижним бачком, без бачка)
10. Назначение (для красок, для клея, для геля, для грунтов, для шпатлевки)
Остановимся на некоторых моментах на которые необходимо обратить внимание подробнее.
Давление на входе в краскопульт.
Давление на входе в краскопульт — это нормируемая и рекомендуемая заводом-изготовителем величина, которая обязательно указывается в технической документации к окрасочному пистолету.
Входное давление:
● Для конвенциональных пистолетов — 3-4 атм.
● Для пистолетов системы HVLP и LVLP — 1,5-2,5 атм.

Настраивается входное давление достаточно просто — с помощью манометра-регулятора, установленного на входе к пульверизатору или встроенного манометра, если ваш краскопульт обладает таковым.
При этом нужно помнить, что если курок отпущен, манометр отображает давление в воздушной магистрали, поэтому реальное динамическое входное давление мы можем узнать только при нажатом курке.
Этапы проведения работ: подготовительный этап.
Перед окрашиванием стоит подготовить инструмент и сопутствующие материалы. Начать нужно с краски. Для помещений используются только составы на водной основе. Дополнительно приготовьте следующие элементы:
• строительную робу с длинными рукавами.
Этапы проведения работ: подготовка состава для окрашивания
Если вы выбрали вяжущую краску или алкидную эмаль, то их надо разбавлять растворителем. Обычно при приобретении этих средств продавец инструктирует о применении и разбавлении товара. Часто на банках фиксируется инструкция. Ее следует соблюдать в случае, когда указаны соотношения добавочных средств именно для покраски с помощью имеющейся модели краскопульта.
В противном случае следует воспользоваться вискозиметром или ручной проверкой:
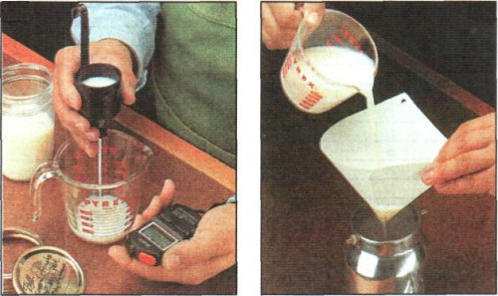
Для этого осуществляют следующие процедуры:
● Заливают краску в бачок и устанавливают поток воздушный и для жидкости на максимальную мощность;
● Красят небольшой участок для проверки качества распыления;
● Если средство не разбрызгивается, добавляют 5% растворитель и продолжают испытывать вновь;
Процедуру повторяют до тех пор, пока не добьются требуемого результата
Этапы проведения работ: настройка и применение краскопульта.
Перед работой сначала настраивают инструмент. Эту процедуру проделывают после наполнения бака краской. Здесь нужно проследить за крышкой: она должна быть плотно закрыта.
Настройка краскопульта осуществляется в следующей последовательности:
● сначала стоит отрегулировать поток краски и воздуха, для этого подвешивают инструмент вертикально и направляют его на газету;
● надавив на курок, держат его в одном положении до момента, пока с пятна не польются потеки;
● отрегулировав распылитель, водят краскопультом в разные стороны до достижения равномерного слоя (здесь можно отрегулировать расстояние и скорость передвижения).

Для того чтобы получить максимальный эффект и качество в ходе окрасочных работ, существуют следующие требования по регулировки краскопульта и равномерности нанесения ЛКМ:
● тест правильности формы отпечатка факела;
● тест на равномерность распределения краски в факеле;
● тест на качество распыления;
Тест правильности формы отпечатка факела.
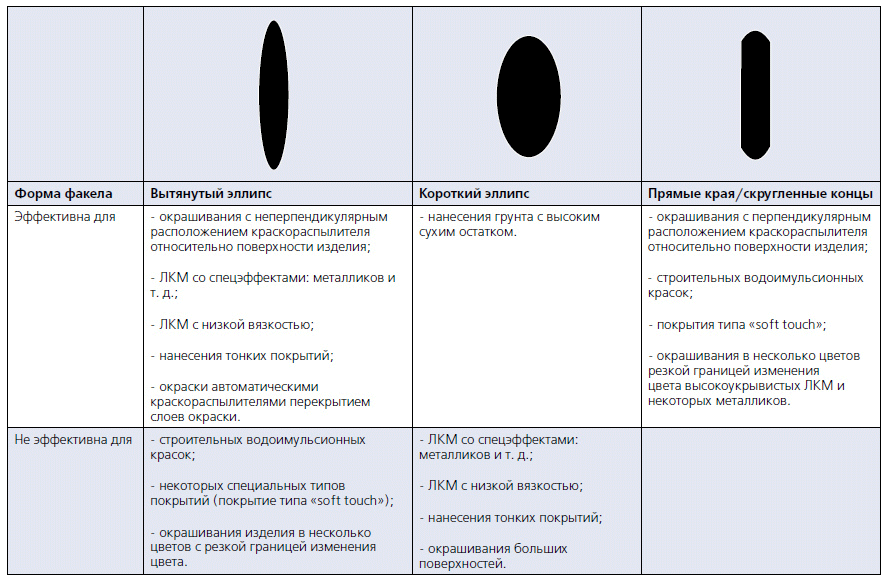
Если краскопульт исправен, правильно настроен и отрегулирован, факел, который он распыляет должен оставлять на окрашиваемой поверхности ровный след в виде вытянутого эллипса или прямоугольника с округлёнными краями. При этом боковые стороны должны быть ровными, а ЛКМ равномерно распределенпо всей площади формы.

В чем же могут лежать причины неправильной формы факела? Первой причиной этого может быть не правильное соотношение воздуха и краски во время его подачи. Возможно необходимо уменьшить подачу ЛКМ покрутив регулятор и затем снова повторить тест. А вот менять регулировку ширины факела не стоит. Возможна лишь не большая корректировка. Если краскопульт используется уже не в первый раз, то причиной не качественного распыления может быть засорение или повреждение воздушной головки, сопла.
Тест правильности формы отпечатка факела.
В зависимости от того типа пистолета, который вы используете, вы должны работать на опредленном расстоянии:
● Для конвенциональных пистолетов — 20-25 см.
● Для пистолетов системы HVLP — 10-15 см.
● Для пистолетов системы LVLP/RP — 15-20 см


Для проверки правильной формы отпечаткафакела необходимо в течении 1-2 секунд нажать на спусковой курок краскопульта и получить четкий отпечаток факела. Полученный отпечаток, это и есть пятно расплыва. В зависимости от его формы, можно говорить о том, насколько были правильно произведены регулировки краскораспылителя.
Формы отпечатков факела (в зависимости от типа воздушной головки).
В зависимости от формы факела можно определить насколько качественным и эфективным будет процесс окраски:
Тест на равномерность
Материал при качественной окраске на выходе из краскопульта должен распределяться равномерно или с незначительной концентрацией в центральной части факела. В качестве образцов с разным результатом распределения краски в факеле равномерным/неравномерным можно изучить рисунки, представленные ниже.

Этапы проведения работ: окрашивание
1. Перед окрашиванием поделите предмет окраски на части: самые важные и менее важные. Начинать окрашивать необходимо с менее важных частей, если это помещение, то можно начать красить с углов. Благодаря такой «избирательности» можно избежать излишнего попадания краски. Также перед началом работы краскопульта следует отвести его в сторону, к краю поверхности и только тогда запускать «аппарат».
2. Краскопульт необходимо держать параллельно поверхности, не наклонять и выдерживать одно расстояние. Соответственно покраска поверхности осуществляется прямыми параллельными линиями из стороны в сторону. Полосы окрашивания «закрываются» с небольшим напуском. Не допускаются дугообразные и любые иные движения.
3. Качество нанесения краски можно проверить под косым углом, проверив её на возможные дефекты. Если возник не прокрашенный участок, необходимо быстрым движением руки закрасить пустой участок;
4. Покраску лучше осуществлять за один заход – не прекращая работу, до тех пор, пока не будет окрашена вся поверхность.
5. Если покраска проводится в помещении, то оно должно иметь хорошую вентиляцию. На улице, где может быть ветрено, покраску лучше проводить в местах, защищенных от ветра.
6. Необходимо проявлять осторожность в работе с красками для автомобилей – он могут содержать ядовитые и взрывоопасные вещества. Поэтому хорошая защита в виде защитного костюма и обеспечение пожаробезопасности не помешают.

Этапы проведения работ: окрашивание потолков
Отдельный этап работ – «закатывание» вертикальных поверхностей и потолков. Он часто вызывает дополнительные вопросы, поскольку вариант, применимый для стен, здесь не пригоден. Правила следующие:
● держите пульт на расстоянии не более 70 см от поверхности (оптимально – 50 см);
● струя наносится строго перпендикулярно плоскости;
● второй слой накладывается только после полного высыхания предыдущего;
● окрашивание потолка осуществляется круговыми движениями без малейшей задержки на одном месте.
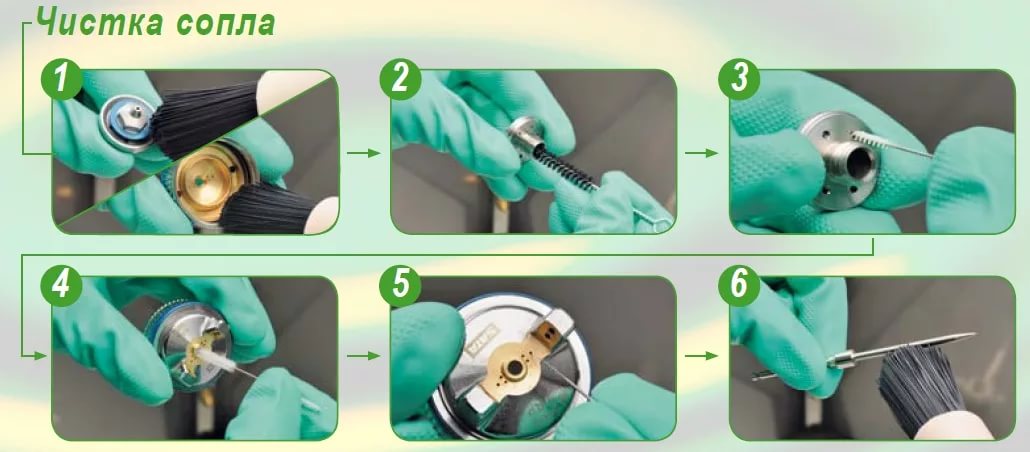
Правила «ухода» за краскопультом.
После работы с краскопультом, необходимо чтобы остатки краски стекли. Для этого нужно нажать на курок и держать его в таком состоянии, пока вся краска не стечет в бачок. Все составные части краскопульта необходимо тщательно промыть при помощи растворителя. Затем в зависимости от типа применяемого средства, необходимо залить нужный растворитель в бачок краскопульта и нажать на курок – чтобы прочистить сам распылитель. После этого оставшиеся детали краскопульта очистить мыльной водой от растворителя. Отдельно, с помощью спиц для рукоделия или зубочисток чиститься изнутри воздушное сопло. На завершающем этапе наносят смазку, которая была рекомендована производителем.
Решение проблем
Далеко не всегда получается окрасить поверхность правильно ввиду отсутствия опыта. Если появляются потеки, стоит снизить давление воздуха, параллельно наблюдая за результатом. Вторая причина проблем – неверно подобранная и замешанная краска. Она может быть слишком жидкая или густая. Первый вариант не столь критичен, а вот второй способен забить сопло распылителя. Также на поверхности вы будете наблюдать не светлое, а «пыльное» пятно, говорящее о высокой густоте состава.
Тренируйтесь и все обязательно получится. И внимательно читайте инструкцию по очистке краскопульта, чтобы не лишиться «помощника».


Отправить ответ