
Круг для заточки модульных фрез тарельчатый
Содержание:
- 0.1 Материал фрез
- 0.2 Геометрия зубьев фрезы
- 0.3 Заточка концевых фрез по дереву
- 0.4 Круги для заточки
- 0.5 Станок для заточки фрез
- 0.6 Контроль качества заточки
- 1 Углы заточки концевых фрез
- 2 Способы заточки концевых фрез
- 3 Ручная заточка концевых врез, предназначенных для обработки вязких материалов
- 4 Станки для заточки концевых фрез по металлу
- 5 Выбор приспособлений (абразивных кругов) для заточки концевых фрез на станках
- 6 Контроль качества заточки
- 7 Как добиться высокого качества заточки концевых фрез
- 8 Доводка концевых фрез
- 9 Отправить запрос
- 10 Материал фрез
Особенность заточки фрез состоит в относительно большой протяженности и криволинейности режущих кромок их зубьев. При заточке требуется обеспечить движение поверхности круга точно по кромке. Особую сложность в этом отношении представляет заточка фасонных фрез, имеющих затылованный угол. Чтобы сохранить фасонный профиль фрезы и упростить заточку, затылованные зубья затачиваются только по передней поверхности (где передняя, а где задняя поверхности см. ниже). Острозаточенные зубья, имеющие прямолинейную или стандартизированную криволинейную форму, затачивают по задней поверхности. Прорезные и отрезные фрезы затачиваются по передней и задней поверхностям зубьев. Про их заточку читайте в статье Заточка дисковых пил.
Заточку осуществляют на специализированных и универсальных станках для заточки фрез, реже вручную.
Материал фрез
Из инструментальных сталей используются марки У7А, У8А, У9А, ХГ, ХВ5, 9ХС, ХВГ и пр.
Быстрорежущая инструментальная сталь, идущая на изготовление фрез, подразделяется на сталь нормальной производительности (Р6М5, Р9, Р12, Р18 и пр.) и повышенной. К последней категории относятся стали, легированные кобальтом, ванадием, вольфрамом и молибденом (Р6М3, Р18Ф2К5, Р9Ф2К10, Р9Ф2К5 и др.).
Твердые сплавы, из которых делают зубья фрез, производятся в виде пластин стандартных размеров и форм, крепящихся к корпусу фрезы высокотемпературной пайкой (например, серебряным припоем ПСр-40) или с помощью резьбовых соединений (сборные фрезы). Они состоят из карбидов вольфрама, титана и тантала, связанных кобальтом. Фрезы, изготовленные из вольфрамо-кобальтовых сплавов (ВК2, ВК3, ВК6, ВК6М, ВК8 и пр.), используются для обработки чугуна, цветных металлов, неметаллических материалов. Титаново-вольфрамо-кобальтовые сплавы (Т5К10, Т15К6, Т14К8, Т30К4 и др.) менее прочны, чем сплавы типа ВК, но они имеют более высокую износостойкость при обработке деталей из различных видов стали. Трехкарбидные сплавы, состоящие из карбидов вольфрама, тантала, титана и кобальта (ТТ7К12 и пр.), в основном также применяются для обработки сталей.
Геометрия зубьев фрезы
У затылованных зубьев, которыми оснащаются фасонные фрезы, задняя поверхность выполняется по архимедовой спирали. Поскольку обработка фасонной поверхности очень трудна технологически, заточка фрез с затылованными зубьями осуществляется по передней поверхности.
Независимо от того, сколько зубьев имеется на фрезе, каждый из них можно рассматривать как отдельный резец, характеризующийся стандартными для всякого резца параметрами — передним (γ) и задним (α) углами, размером затачиваемой площадки (f), углом наклона зубьев (λ).
Площадка f представляет собой часть задней поверхности зуба, подвергающаяся шлифовки при затачивании по задней поверхности. По этой поверхности происходит основной износ зубьев, ее размер влияет на величину силы трения между фрезой и обрабатываемой деталью, поэтому она должна поддерживаться в определенном диапазоне.
Главный передний угол γ — угол между касательной к передней поверхности и осевой плоскостью. Он измеряется в плоскости, которая проходит через данную точку перпендикулярно к главной режущей кромке.
Главный задний угол α — угол между касательной к задней поверхности в рассматриваемой точке главной режущей кромки и касательной к окружности вращения данной точки. В функцию угла α входит уменьшение трения между фрезой и обрабатываемой деталью.
Вспомогательный задний угол α1 характеризует увеличенный просвет между обрабатываемым поверхностью и телом зуба. Необходимость заточки фрез по вспомогательному углу возникает при определенной величине износа фрезы и увеличении площадки f. Ее цель — снижение трения между зубом и обрабатываемым материалом. Не все фрезы имеют этот угол.
В зависимости от формы и направления режущей кромки, зубья могут быть прямыми или винтовыми. Наклон зубьев фрезы характеризуется углом λ между развернутой винтовой кромкой и осью фрезы.
Значения углов зависят от типа фрезы, марки сплава или стали, из которых она изготовлена, и вида материала, для обработки которого предназначена.
При обработке вязких материалов главный передний угол выбирается в пределах 10-20° и более. У твердосплавных фрез для обработки сталей он близок к нулю или даже отрицателен. Задний угол также может варьироваться в широких пределах.
Заточка концевых фрез по дереву
В процессе заточки брусок смачивается чистой или мыльной водой. После заточки он моется и сушится.
По мере стачивания передней поверхности, кромка заострится, а диаметр фрезы уменьшится незначительно.
Если на фрезе есть направляющий подшипник, его сначала надо снять (если это возможно) и только потом затачивать. Попытка сэкономить минуту закончится загубленным подшипником и испорченной фрезой. Ещё нужно очистить фрезу от остатков древесной смолы, используя растворитель.
Как при заточке любого другого инструмента, нужно использовать бруски разной зернистости, в зависимости от толщины снимаемого слоя материала и необходимой чистоты поверхности. Перед заточной нужно убедиться в том, что брусок имеет правильную форму.
Затачивая каждый резец, для сохранения симметрии, нужно стараться делать одинаковое количество затачивающих движений и с одинаковым нажимом.
Если материал резцов фрезы достаточно мягкий, вместо бруска можно воспользоваться абразивной бумагой приклеенной на ровную поверхность (рейку из твердого дерева или полоску стали).
Концевые фрезы по дереву можно заточить и на точильном станке с небольшой скоростью вращения круга, используя соответствующий абразивный круг.
Круги для заточки
При использовании абразивных кругов (особенно алмазных) желательно осуществлять их охлаждение СОЖ.
С повышением температуры микротвердость абразивных материалов снижается. Повышение температуры до 1000°С уменьшает микротвердость почти в 2-2,5 раза по сравнению с микротвердостью при комнатной температуре. Повышение температуры до 1300°С вызывает снижение твердости абразивных материалов почти в 4-6 раз.
Применение воды для охлаждения может привести к появлению ржавчины на деталях и узлах станка. Для устранения коррозии к воде добавляют мыло и определенные электролиты (углекислый натрий, кальцинированная сода, тринатрийфосфат, нитрит натрия, силикат натрия и т.д.), которые образуют защитные пленки. При обычном шлифовании чаще всего пользуются мыльным и содовыми растворами, а при чистовом шлифовании — низкоконцентрированными эмульсиями.
Для увеличения производительности шлифования абразивными кругами и уменьшения удельного износа, следует выбирать наибольшую зернистость, которая обеспечивает требуемый класс чистоты поверхности затачиваемого инструмента.
Для выбора зернистости абразива, в соответствии со стадией заточки, можно воспользоваться таблицей в статье про бруски для заточки.
Окружная скорость круга при заточке твердосплавных зубьев должна быть около 10-18 м/с. Это означает, что при использовании круга диаметром 125 мм скорость вращения двигателя должна быть около 1500-2700 об/мин. Заточка более хрупких сплавов производится при меньшей скорости из данного диапазона. При заточке твердосплавных инструментов применение жестких режимов приводит к образованию повышенных напряжений и трещин, а иногда и к выкрашиванию режущих кромок, при этом повышается износ круга.
Форма круга для заточки заднего угла зубьев на цилиндрической поверхности — чашечная (ЧЦ или ЧК) или тарельчатая (1Т, 2Т, 3Т), переднего угла — тарельчатая или плоская.
Станок для заточки фрез
Сущность заточки концевой фрезы состоит в том, что при ее продольном перемещении относительно круга, одновременно происходит синхронизированный поворот ее вокруг своей оси. Благодаря этому затачиваемая кромка все время находится в контакте с кругом на одной и той же высоте (обеспечивается один и тот же угол заточки). Синхронизация поступательного и вращательного движений достигается при помощи иглы-копира, упирающейся во впадину на передней поверхности зуба. Прижимая затачиваемый зуб к игле и плавно смещая фрезу в осевом направлении, оператор одним движением производит заточку зуба на всю его длину.
Заточка боковых зубьев. В упрощенном виде заточка винтовых зубьев, выглядит таким образом. Фреза устанавливается в цангу.
Игла-копир устанавливается в позицию, при которой она находится в самом высоком положении, а ее кончик касается наружного края канавки концевой фрезы.
Фреза устанавливается в исходное (выдвинутое) положение, при котором игла располагается возле хвостовика, упираясь в канавку зуба.
Шлифовальный круг с помощью ручки бокового смещения передвигается в положение, при котором его наружная кромка совпадает с иглой.
Включается двигатель, и ручкой прямой подачи круг медленно подводится к фрезе, пока не начнется искрение. После чего с помощью шкалы подачи устанавливается толщина снимаемого металла (обычно 25-50 мкм).
Заточка зуба на всю его длину производится втягиванием шпинделя с фрезой до тех пор, пока последняя не сойдет с иглы. При этом нужно следить за тем, чтобы фреза постоянно находилась в контакте с иглой. Этим обеспечивается проворот фрезы, необходимый для того, чтобы затачиваемая кромка находилась в контакте с кругом при одном и том же взаимном положении.
Для обеспечения чистоты обработки проход фрезы повторяется еще один раз без изменения толщины снимаемого металла. На этом обработка одного зуба заканчивается, и аналогичная операция повторяется для всех остальных зубьев. Чтобы заточка всех зубьев получилась одинаковой, не следует изменять толщину снимаемого металла, установленную вначале с помощью ручки прямой подачи.
Изменяя положение иглы таким образом, чтобы ее кончик упирался в разные точки на канавке зуба (на край или середину, например), можно изменять величины угла α и α1.
Заточка торцевых зубьев. Для заточки торцевых зубьев, концевую фрезу нужно установить в положение, при котором затачиваемый зуб расположился бы строго горизонтально. Система заточки Е-90 оснащена градуированным кольцом, которое позволяет легко и просто устанавливать торцевые зубья горизонтально. Если используется станок для заточки фрез, не оснащенный подобным механизмом, устанавливать горизонтальность зубьев можно с помощью угольника.
Заточка зуба, выставленного горизонтально, производится перемещением кромки заточного круга вдоль кромки зуба. Величина угла заточки регулируется смещением круга по вертикали либо наклоном шпинделя с фрезой (если это возможно).
Контроль качества заточки
Допустимые отклонения переднего и заднего угла заточки всех фрез составляет ±1°. Углы могут замеряться специальным угломером 2УРИ или маятниковым угломером.
У стандартных фрез регламентируется радиальное биение двух смежных (σсм) и двух противоположных (σпр) зубьев, а также торцовое биение. Допустимые значения радиального и торцового биений зубьев фрез приведены в таблице ниже (для фрез, не имеющих торцовых зубьев, указано допустимое биение опорных торцов).
Проверку качества заточки или доводки производят внешним осмотром с помощью лупы. Режущие кромки фрез должны быть без зазубрин и выбоин.
Наличие трещин на пластинках твердого сплава определяют, пользуясь лупой, смачивая пластины керосином. В этом случае при наличии трещин выступает керосин.
Видео:
Содержание
Заточка концевой фрезы
Заточка концевой фрезы — это операция, которую применяют для придания инструментам нужных геометрических параметров и восстановления изношенных фрез. В этой статье мы расскажем об основных технологиях, используемых для этих целей.
Углы заточки концевых фрез
Чтобы правильно выполнить заточку концевой фрезы в первую очередь необходимо изучить геометрию зубьев. Они бывают затылованными и остроконечными.
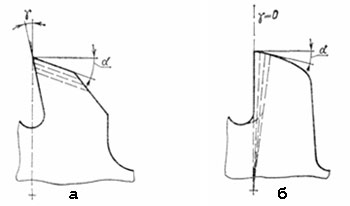
Изображение №1: остроконечный (а) и затылованный (б) зубья
У затылованных зубьев задние поверхности выполнены по архимедовым спиралям. Заточка таких фрез происходит по передним поверхностям.
У остроконечных зубьев части задних поверхностей представляют собой плоскости. Чаще всего такие фрезы затачивают по задним поверхностям. Передние обрабатывают в случае необходимости.
Расскажем о геометрии зубьев в деталях. Каждый из них имеет 4 важных параметра.

Изображение №2: геометрия зубьев
Поверхности и углы заточки концевых фрез.
Площадка f. Именно она подвергается основному износу и затачивается при обработке задней поверхности. Размер площадки напрямую влияет на силу трения между инструментом и заготовкой. Поэтому ширину необходимо поддерживать в определенном диапазоне.
Вспомогательный задний угол α1. По нему фрезы затачивают при определенных величинах износа и сильном увеличении размеров площадок f.
Главный задний угол α. Это угол между касательной к задней поверхности в рассматриваемой точке главной режущей кромки и касательной к окружности вращения данной точки. Задача этого угла — уменьшить трение между инструментом и заготовкой.
Главный передний угол γ. Расположен между осевой плоскостью и касательной к передней поверхности. У фрез, предназначенных для обработки вязких материалов, размер этого угла варьируется в пределах от 15 до 20°. У фрез для обработки сталей — от 0 до 5°.
Обратите внимание! Зубья бывают прямыми и винтовыми. Величина наклона характеризуется углом λ. Он расположен между осью и развернутыми винтовыми кромками.
Способы заточки концевых фрез
Заточка концевых фрез может выполняться двумя способы.
Ручная заточка концевых врез, предназначенных для обработки вязких материалов
Для заточки концевой фрезы, предназначенной для обработки вязких материалов (к примеру, древесины), вам понадобятся следующие инструменты, оборудование и материалы.
Стол или верстак.
Заточка концевой фрезы проходит по следующей схеме.
Смочите алмазный брус в мыльном растворе и закрепите его на краю стола.
Снимите с фрезы направляющий подшипник (при его наличии).
Очистите фрезу при помощи растворителя.
Заточите все резцы.
Изображение №3: схема заточки фрезы
Обратите внимание на следующие особенности.
Перед заточкой в обязательном порядке удостоверьтесь в том, что алмазный брусок имеет правильную форму.
Чтобы добиться равномерной заточки резцов, делайте одинаковое количество движений с примерно одинаковой силой нажатия.
Если у вас нет алмазного круга, для заточки можете взять наждачную бумагу. Приклейте ее к твердому деревянному бруску или полоске стали.
Станки для заточки концевых фрез по металлу
Для заточки концевых фрез по металлу применяют специальные станки, обеспечивающие поступательное и вращательное движение обрабатываемого инструмента.

Изображение №4: прецизионный станок для заточки концевых фрез
Расскажем об особенностях заточки торцевых и боковых зубьев.
Заточка торцевых зубьев
Для заточки торцевых зубьев фрезы устанавливают горизонтально. Если станок не имеет специально предназначенного для этого градуированного кольца, горизонтальность выверяется при помощи угольника.
В процессе заточки оператор перемещает кромку абразивного круга вдоль кромки зуба. Угол заточки регулируется либо наклоном шпинделя с фрезой, либо смещением круга по вертикали.

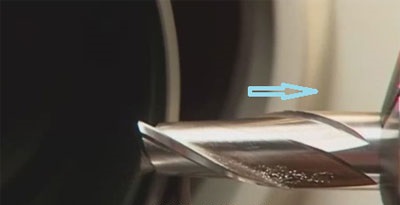
Фотография №1: заточка торцевых зубьев концевой фрезы
Заточка боковых зубьев
Заточку боковых зубьев выполняют по следующей схеме.
Фреза закрепляется в цанге.
Игла-копир устанавливается в самое высокое положение, при котором кончик касается наружного края канавки.
Абразивный круг передвигается в положение, при котором наружная кромка совпадает с иглой.
При помощи ручки прямой подачи круг подводится к фрезе (до начала искрения).
Устанавливается толщина снимаемого слоя металла (25–50 мкм).
Производится заточка зуба на всю длину. Для этого шпиндель с фрезой втягивается до тех пор, пока инструмент не сойдет с иглы.
Фотография №2: заточка боковых зубьев концевой фрезы
Далее по этой же схеме затачивают остальные зубья.
Выбор приспособлений (абразивных кругов) для заточки концевых фрез на станках
Для заточки концевых фрез на станки чаще всего устанавливают приспособления, изготовленные из следующих материалов.
Алмаз и зеленый карбид кремния. Выполненные из этих материалов круги подходят для заточки твердосплавных инструментов.
Эльбор. Это сверхтвердый материал на основе кубической сфалеритной модификации нитрита бора. Эльборовые круги применяют для заточки фрез из быстрорежущих сталей повышенной производительности.
Электрокорунд. Это химически стойкий твердый материал на основе оксида алюминия. Электрокорундовые круги используют для заточки фрез, изготовленных из инструментальных и быстрорежущих сталей нормальной производительности.
Перечислим характеристики приспособлений, которые нужно обязательно учесть при выборе.
Термостойкость. С повышением температуры микротвердость абразивных материалов снижается. Поэтому заточка концевых фрез на станках в обязательном порядке требует использования СОЖ. Обычная вода не подойдет. Ее использование приведет к коррозии элементов станка. В воду добавляют мыло и различные дополнительные добавки (кальцинированная сода, силикат натрия, нитрит калия и пр.). Термостойкость материалов, применяемых для изготовления абразивных кругов, смотрите в таблице ниже.
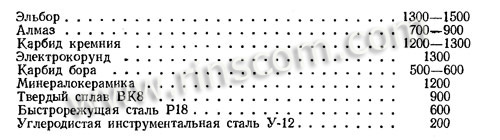
Изображение №5: термостойкость материалов, применяемых для изготовления абразивных кругов
Зернистость. Ее выбирают в зависимости от требуемого класса чистоты затачиваемой поверхности. Чем выше зернистость, тем лучше производительность кругов. При этом увеличивается срок службы приспособлений.
Форма. Для заточки передних углов концевых фрез используют тарельчатые или плоские приспособления. Задние углы обрабатывают чашечными и тарельчатыми моделями.
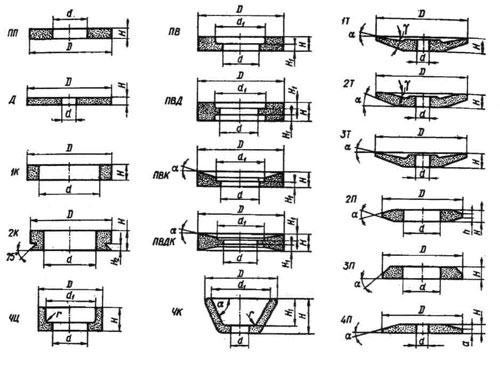
Изображение №6: формы шлифовальных кругов, применяемых для заточки концевых фрез
Еще один важный параметр заточки концевых фрез — скорость вращения кругов. Твердосплавные инструменты обрабатывают на высоких скоростях, а фрезы, изготовленные из быстрорежущих и инструментальных сталей — на более низких.
Контроль качества заточки
После заточки необходимо убедиться в ее качестве. Для этого существуют различные технологии и приспособления.
Убедиться в отсутствии рисок, трещин и сколов можно при помощи лупы. При контроле качества заточки твердосплавных фрез дополнительно используют керосин. При наличии трещин он выступает. Это упрощает обнаружение дефектов.
Для измерения передних и задних углов предназначены маятниковые и специальные угломеры.
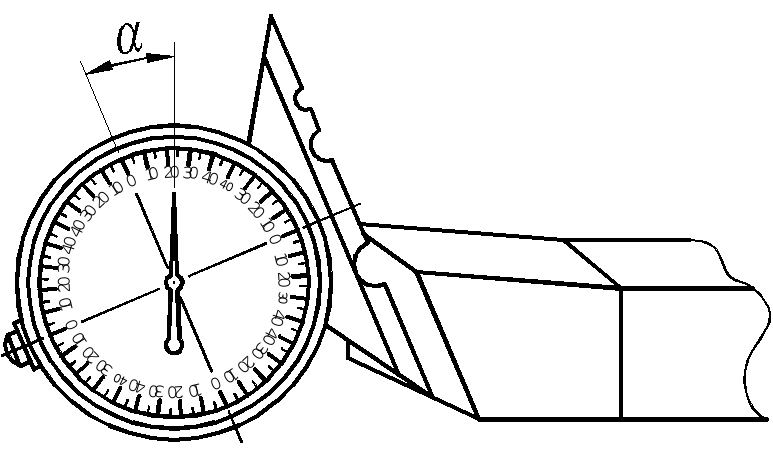
Изображение №7: технология измерения маятниковым угломером
Обратите внимание! Оставлять зазубрины на поверхностях зубьев не рекомендуется. Фрезы с дефектами быстро выходят из строя. При заточке стремитесь, чтобы поверхности получились идеально гладкими.
Как добиться высокого качества заточки концевых фрез
Перечисленные ниже правила направлены на соблюдение установленных норм допускаемых биений и получение инструментов без дефектов.
Суммарное биение шпинделя станка, оправки и приспособления должно быть меньше допустимого биения затачиваемой фрезы.
Необходимо обеспечить точную посадку заточного круга. В противном случае вибрации не только приведут к дефектам заточки, но и ускорят износ абразивного приспособления.
Механизмы подач не должны заедать.
Закрепленную фрезу необходимо перемещать максимально плавно.
Шпиндели станков должны обладать достаточной виброустойчивостью.
Их нужно хорошо смазывать для обеспечения максимально легкого вращения.
Осевое и радиальное биение не должно превышать 0,01 мм.
Доводка концевых фрез
Если после заточки на поверхностях концевой фрезы обнаруживаются микротрещины, применяют доводку. Главная ее цель — снятие дефектного слоя. Вторая задача — повышение чистоты поверхностей. Кроме этого при доводке устраняются завалы поверхностей зубьев.
Проводят такие операции на заточных и доводочных станках с чугунными дисками. При их скоростях вращения от 1 до 1,5 м/сек достигаются наилучшие результаты. Для доводки чаще всего применяют пасту из карбида бора. Зернистость — от 170 до 230.

Фотография №3: заточной станок
Для доводки могут также применяться и алмазные круги. При их использовании производительность повышается в 1,5–2 раза.

Отправить запрос
Отечественными и зарубежными производителями выпускаются сотни типов и тысячи типоразмеров всевозможных фрез, которые классифицируются по технологическому признаку и конструктивным особенностям.
Особенность заточки фрез состоит в относительно большой протяженности и криволинейности режущих кромок их зубьев. При заточке требуется обеспечить движение поверхности круга точно по кромке. Особую сложность в этом отношении представляет заточка фасонных фрез, имеющих затылованный угол. Чтобы сохранить фасонный профиль фрезы и упростить заточку, затылованные зубья затачиваются только по передней поверхности (где передняя, а где задняя поверхности см. ниже). Острозаточенные зубья, имеющие прямолинейную или стандартизированную криволинейную форму, затачивают по задней поверхности. Прорезные и отрезные фрезы затачиваются по передней и задней поверхностям зубьев.
Заточку осуществляют на специализированных и универсальных станках для заточки фрез.
Материал фрез
Для изготовления фрез используют различные материалы: углеродистые и легированные инструментальные стали, быстрорежущие инструментальные стали, твердые сплавы, минералокерамику, эльборы, алмазы.Из инструментальных сталей используются марки У7А, У8А, У9А, ХГ, ХВ5, 9ХС, ХВГ и пр.
Быстрорежущая инструментальная сталь, идущая на изготовление фрез, подразделяется на сталь нормальной производительности (Р6М5, Р9, Р12, Р18 и пр.) и повышенной. К последней категории относятся стали, легированные кобальтом, ванадием, вольфрамом и молибденом (Р6М3, Р18Ф2К5, Р9Ф2К10, Р9Ф2К5 и др.).
Твердые сплавы, из которых делают зубья фрез, производятся в виде пластин стандартных размеров и форм, крепящихся к корпусу фрезы высокотемпературной пайкой (например, серебряным припоем ПСр-40) или с помощью резьбовых соединений (сборные фрезы). Они состоят из карбидов вольфрама, титана и тантала, связанных кобальтом. Фрезы, изготовленные из вольфрамо-кобальтовых сплавов (ВК2, ВК3, ВК6, ВК6М, ВК8 и пр.), используются для обработки чугуна, цветных металлов, неметаллических материалов. Титаново-вольфрамо-кобальтовые сплавы (Т5К10, Т15К6, Т14К8, Т30К4 и др.) менее прочны, чем сплавы типа ВК, но они имеют более высокую износостойкость при обработке деталей из различных видов стали. Трехкарбидные сплавы, состоящие из карбидов вольфрама, тантала, титана и кобальта (ТТ7К12 и пр.), в основном также применяются для обработки сталей.
Оптовые поставки металлопроката
по России и ближнему зарубежью
© 2018, ООО ТД «МеталлПромГарант»
Оптовые поставки металлопроката и металлообработка.
Все права защищены.


Отправить ответ