
Монтаж токарного станка на фундамент
Содержание:
Фундамент, описание технологии подготовки фундамента для токарных станок с ЧПУ
Общие требования к фундаменту.
Фундамент служит основанием станка, обеспечивающим максимальное использование его возможностей по производительности и точности в течении длительного срока, исключающим влияние станка на работу соседнего оборудования. Для этого необходимо чтобы фундамент при удобном размещении и прочном закреплении станка отвечал требованиям обеспечения уровня колебаний, передаваемых от станка. Жесткость закрепления станка на фундаменте оказывает существенное влияние на точность станка при резании. Основное требование, предъявляемое к установке на фундамент высокоточного станка, является обеспечение надежной защиты от колебаний по полу на фундамент, то есть устройство виброизоляции.
Фундамент для станка должен быть изготовлен в соответствии со строй заданием на фундамент, указанном в документации на станок.
Крепёжные детали (анкерные болты) для установки станка на фундамент поставляются со станком или должны быть изготовлены покупателем станка согласно прилагаемой документации.

Технические условия на изготовление фундамента.
Для станков нормальной точности:
Несущая способность грунта 5кг/м2. При необходимости фундамент нагрузить дополнительной нагрузкой (бетонными блоками, блюмсами и т.п.), превышающей массу станка в 3-4 раза и ежедневно до окончания усадки проверять нивелиром высотные отметки по реперу, не связанному с фундаментом.
Для станков повышенной точности:
Фундамент должен выполняться со свободными боковыми гранями и применяться тяжелый бетон проектных марок по прочности на сжатие 150-200 кг/см2. Для заливки фундамента применять бетонную смесь с объёмным соотношением цемент-песок- щебень 1:1:3 (марка бетона не ниже М250).
Глубина фундамента Н > 0,6 √F, где F — площадь фундамента.
Фундамент армируется единой решёткой по длине, ширине и высоте с величиной ячейки 200 мм. Диаметр арматуры зависит от величины фундамента и может быть от 12 мм до 20 мм.
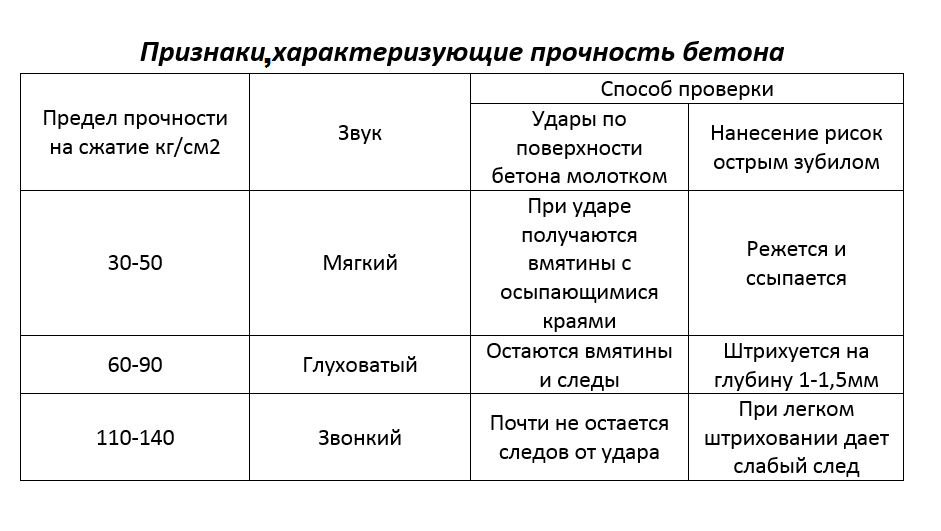
Прочность бетона фундамента.
Монтаж станка может быть допущен при достижении бетоном прочности на сжатие не ниже 50% проектной (примерно соответствует семидневному бетону). К моменту пуска станка прочность бетона должна быть не ниже 70% проектной (примерно соответствует 15 дневному бетону). Срок полного твердения бетона – 28 дней.
Качество бетона контролируют по прочности контрольных кубиков 200х200х200 мм.
Прочность бетона в готовом фундаменте может быть грубо оценена по звуку и ударам.
Допустимые отклонения от стройзадания.
Стройзадание является проектным заданием для разработки фундамента и определяет конструкцию только верхней части. Верхняя часть, поверхность для установки станка должна быть ровной, «гладкой», без уклонов и выпуклостей.
Допустимые отклонения:
— установочных поверхностей на фундаменте, возведенных до проектной отметки:
По плоскости в любом направлении +-0,2/500 мм
По высоте -5 мм
По уклону 1/1000 мм
Строители обычно творчески относятся к изготовлению фундамента, требования на чертежах не читают — а делают по сантиметровым строительным допускам.
Внимание. Станок, установленный на полу при отсутствии фундамента без выверки по уровню и без крепления к полу, через короткое время теряет свою точность, изнашиваются направляющие и в результате станок требует ремонта.
Подготовительные работы с опорами.
Подготовка клиновых башмаков заключается в снятии консервационной смазки, краски и грязи с рабочих поверхностей, особенно обратить внимание на наклонные и прилегающие к станине.
Смазка наклонных поверхностей консистентной смазкой. Установка клиновых башмаков в крайнее нижнее положение.
Монтаж станка.
Очистить нижнюю поверхность станины станка от консервации и грязи, особенно места прилегания клиновых башмаков.
Установить станину станка на четыре вспомогательные опоры, расположенные по углам станины между анкерными колодцами фундамента, согласно документации так, чтобы отверстия в станине совпадали с центрами анкерных болтов в анкерных колодцах фундамента. Высота вспомогательных опор должна быть на 5 мм меньше высоты клиновых башмаков в нижнем положении.
Собрать всю структуру станка (стойка, стол, шпиндельная бабка, магазин инструментов, телескопическая защита) и часть кабинета, которая не будет мешать заливке бетоном анкерных колодцев.
Установка и выверка станка.
Установить стол станка по центру перемещений. Используя станочный уровень, установленный в центре стола в двух взаимно перпендикулярных положениях, выставить станок на четырёх вспомогательных опорах с точностью 0,1/1000 мм с помощью домкрата и стальных прокладок толщиной 0,5 – 1 мм.
Используя анкерные болты с приваренными шайбами для поддержки клиновых башмаков, привернуть все клиновые башмаки к станине станка (см. чертёж). Площадь в плане анкерного колодца должна быть больше площади клинового башмака. Клиновые башмаки должны быть в нижнем положении. Залить анкерные колодцы водой для пропитки фундамента вокруг колодцев. Выдержать с водой 8 часов.
Заполнить анкерные колодцы малоусадочным бетоном марки не ниже М300. Уплотнить вибратором и подлить вручную бетон под клиновые башмаки так, чтобы он стоял на щебне бетона и был залит по всей нижней поверхности башмака.
Выдержать залитый в анкерные колодцы бетон 4 дня постоянно влажным для лучшего затвердевания.
Ослабить крепёжные гайки на анкерных болтах. Поднять станок с помощью клиновых башмаков, чтобы убрать вспомогательные опоры.
После 7 дней выдержки бетона, залитого в анкерные колодцы, можно выставить станину станка в горизонтальной плоскости в соответствии с сертификатом качества на данный станок с помощью домкрата, клиновых башмаков и станочного уровня 0,02/1000 мм.
Верх фундамента между клиновыми башмаками заровнять цементным раствором и «зажелезнить». Окончательно затвердевший и выдержанный фундамент покрасить маслостойкой краской для предохранения от разрушающего действия масла и СОЖ.
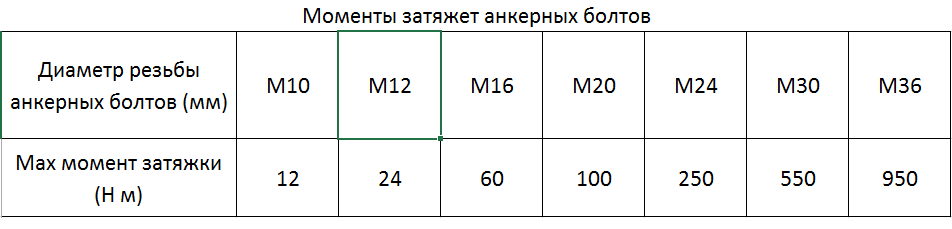
Произвести затяжку гаек на анкерных болтах динамометрическим ключом с моментом, указанном в таблице. При этом, следить за тем, чтобы уровень не изменял показаний при равномерном затягивании гаек.
Фундаменты для фрезерных станков, обрабатывающих центров, расточных и шлифовальных станков могут сильно отличаться по конфигурации и требованиям, будут рассмотрены в дальнейших статьях
Станок обычно устанавливают на фундамент. От правильной установки станка на фундаменте зависит точность его работы, жесткость и виброустойчивость. Конструктивно фундамент может быть оформлен в виде индивидуального устройства (для станков с большими динамическими нагрузками), в виде общего бетонного полотна толщиной 300—400 мм или отдельной ленты толщиной 150—700 мм и шириной 1200—3000 мм (для небольших и средних ставков), а иногда и из металлических лаг (из угловой стали, швеллеров и др.), утопленных в бетоне. Соотношение цемента, песка и щебня в составе бетона рекомендуется следующее: 1:3:5.
Станки высокой точности, а также станки, работающие с большими динамическими нагрузками, следует устанавливать на отдельных фундаментах. Размеры фундаментов указаны в паспорте станка или определяются расчетом. При установке станка на фундаменте с точностью, требуемой условиями эксплуатации, применяют регулирующие приспособления в виде клиньев, башмаков, металлических подкладок различной толщины или фундаментных, плит с регулирующими клиньями. Установку станка проверяют уровнем в двух взаимно перпендикулярных плоскостях, точность выверки в продольном направлении составляет 0,02— 0,004 мм на 1000 мм, а в поперечном 0,03—0,05 мм на 1000 мм. Затем станок закрепляют фундаментными болтами и цементным раствором, который подлипают в опалубку у основания.
Чтобы выявить, можно ли получить на станке заданную точность, шероховатость поверхности обрабатываемых деталей и производительность, новые и отремонтированные станки при приемке подвергают испытаниям в соответствии с ГОСТом.
Технические условия при испытаниях предусматривают проверку качества изготовления деталей станка и оборку системы приводов, смазки и охлаждения. Для проверки работы всех механизмов и паспортных данных станок испытывают сначала на холостом ходу, а затем и в работе под нагрузкой путем обработки образцов, при нагрузке станка до номинальной мощности и при кратковременной перегрузке на 25% и на производительность, которая определяется количеством обработанных в единицу времени деталей. После этого станок проверяют на геометрическую точность, а также на шероховатость поверхности и точность обработанной детали. В последнее время металлорежущие станки подвергают и ряду других испытаний, например проверяется жесткость и другие показатели, важные при эксплуатации. Станки перед испытаниями устанавливают на клинья, не подливая цемента.
13. Сборка и выверка составных частей станка. Выставка станка по уровню.
Установка станка, выверка станка по уровню и, при необходимости, затяжка фундаментных болтов должны проводиться в соответствии с указаниями, приведенными в эксплуатационных документах на станок. При этом требования к фундаменту и установке на нем станка должны соблюдаться.
Допускаемые отклонения при выверке станка по уровню выбираются в соответствии со стандартами на нормы точности станков конкретных типов, техническими условиями или с эксплуатационными документами на станок. Если такие указания отсутствуют, то допускаемые отклонения при выверке станка по уровню не должны превышать 0,04 мм/м для станков классов точности Н и П и 0,02 мм/м для станков более высокого класса точности. При этом рабочие органы станка, несущие заготовку и инструмент, должны находиться в среднем рабочем положении. При выверке станка с двумя и более рабочими органами на одной направляющей рабочие органы следует располагать симметрично ее середине, если в стандартах на нормы точности станков конкретных типов и технических условиях не содержится специальных указаний.
Положение уровней при выверке конкретных моделей станков устанавливается по эксплуатационным документам на станок.
 Без фундамента разрешается установка фрезерного станка СФ-676 только на бетонированном полу достаточной толщины с подкладками под опорные пятки станка упругой маслостойкой резины. В остальных случаях для достижения спокойной и точной работы нужно подготовить бетонный фундамент согласно установочному чертежу.
Без фундамента разрешается установка фрезерного станка СФ-676 только на бетонированном полу достаточной толщины с подкладками под опорные пятки станка упругой маслостойкой резины. В остальных случаях для достижения спокойной и точной работы нужно подготовить бетонный фундамент согласно установочному чертежу.
Рекомендуется удалить часть антикоррозийной смазки с обработанных поверхностей станка СФ-676 до установки его на фундамент. Это предотвращает загрязнение фундамента смазкой и растворителем, снижающим его качество.
Точность работы станка в значительной степени завис ит от его правильной установки и жёсткости фундамента. Фундамент должен выстояться, просохнуть и окрепнуть до установки станка. Пустоты и трещины в бетоне не допускаются. Глубина заложения фундамента под станок выбирается в зависимости от грунта, но не менее 300 мм.
При установке на фундамент фрезерный станок СФ-676 выверяется по металлическому спиртовому уровню с точностью 0,04 мм на длине 1000 мм в продольном и поперечном направлениях. Уровень при этом следует ставить на горизонтальную поверхность углового стола. Установка станка в нужном положении производится с помощью плоских стальных клиньев с углом наклона 5°, забиваемых подпорные пятки основания станины. После выверки станка фундамент заливают цементным раствором 1:3 (1 часть цемента и 3 части песка). Когда раствор затвердеет, равномерно и плавно затянуть гайки фундаментных болтов, проверяя положение станка по уровню. Неправильная затяжка вызовет неточность в работе фрезерного станка. Затем под основание станины подлить цементный раствор и произвести окончательную отделку фундамента. При заливе необходимо обеспечить сквозной проём под основанием станка шириной 250 мм на высоту опорных пяток. После окончательной отделки на поверхности фундамента нанести маслостойкое покрытие для защиты от воздействия на него масла, эмульсии и пр.
Пуск фрезерного станка и работа на нём до полного затвердевания фундамента запрещается. В процессе эксплуатации рекомендуется периодически производить контроль установки станка.


Отправить ответ