
Нарезание многозаходной резьбы на токарном станке
Содержание:
- 1 Нарезание резьбы на токарном станке
- 2 Не режется резьба на токарном станке с ЧПУ — основные ошибки
- 3 Получить консультацию
- 4 1. Многозаходная резьба. Основные понятия
- 5 2. Многозаходная резьба. ГОСТ и основные параметры
- 6 3. Многозаходная резьба. Обозначение
- 7 4. Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- 7.1 4.1. Нарезание многозаходных резьб с помощью сменных зубчатых колес
- 7.2 4.2. Нарезание многозаходных резьб посредством специального поводкового делительного патрона
- 7.3 4.3. Нарезание многозаходных резьб посредством специального делительного патрона
- 7.4 4.4. Деление на многозаходные резьбы на токарно-винторезном станке 1К62
- 7.5 4.5. Деление на многозаходные резьбы на токарно-винторезном станке 16К20
- 7.6 4.6. Деление с разбивкой по шагу
- 7.7 4.7. Деление с разбивкой по шагу с использованием индикатора нарезания реьбы
- 7.8 4.8. Одновременное нарезание многозаходной резьбы несколькими резцами
- 7.9 4.9. Одновременное нарезание многозаходной резьбы резцовой гребенкой
- 8 Как нарезать многозаходную резьбу. Видеоролик.
Нарезание резьбы — одна из наиболее распространенных операций в металлообработке. Для ее выполнения в несерийном производстве используются универсальные токарно-винторезные станки. Эти станки работают с заготовками в виде тел вращения и небольшими деталями несимметричной формы, которые можно установить на планшайбе станка. В других случаях резьбу получают фрезерованием, накатыванием и прочими способами.
Нарезание резьбы на токарном станке
Для формирования резьбы на токарном станке используют режущие инструменты, вершина которых перемещается с постоянной скоростью вдоль оси вращающейся заготовки. При этом на поверхности заготовки образуется винтовая линия. Наклон винтовой линии к плоскости, перпендикулярной центральной оси заготовки, зависит от соотношения скорости вращения шпинделя и скорости перемещения инструмента и обозначается углом подъема винтовой линии. Расстояние между двумя соседними одинаковыми элементами резьбы, измеренное вдоль оси, называется шагом резьбы.
 При углублении инструмента в заготовку по винтовой линии образуется поверхность с такой же формой, как и у вершины инструмента. Профилем резьбы называется контур сечения резьбы на плоскости, проходящей через ее ось вращения. В зависимости от профиля резьбы делятся на треугольные, трапециевидные, прямоугольные и круглые, которые используются крайне редко. Резьба с прямоугольным профилем является упорной, она применяется для резьбовых пар, работающих под значительной нагрузкой.
При углублении инструмента в заготовку по винтовой линии образуется поверхность с такой же формой, как и у вершины инструмента. Профилем резьбы называется контур сечения резьбы на плоскости, проходящей через ее ось вращения. В зависимости от профиля резьбы делятся на треугольные, трапециевидные, прямоугольные и круглые, которые используются крайне редко. Резьба с прямоугольным профилем является упорной, она применяется для резьбовых пар, работающих под значительной нагрузкой.
В зависимости от формы базовой поверхности, резьбы разделяются на цилиндрические и конические. Конические резьбы используются в масляных, водяных, топливных и воздушных системах, словом там, где требуется герметичность соединения. По виду базовой поверхности резьбы можно разделить на внешние и внутренние.
По направлению различают левые и правые резьбы, правая резьба закручивается при вращении по часовой стрелки, а левая — против. По количеству нитей резьбы выделяют однозаходные и многозаходные. Многозаходные резьбы позволяют пройти большее расстояние за один оборот. Количество заходов можно определить, взглянув на торец детали. В зависимости от единиц измерения выделяют метровые и дюймовые резьбы.
Нарезание резьбы резцами
Нарезание токарной резьбы резцами является наиболее распространенным способом. Оно применяется для создания наружной и внутренней резьбы. Для создания резьбы используются резцы призматической, стержневой и призматической формы. Их размеры и формы близки к аналогичным показателям фасонных резцов. Для наружной резьбы используются прямые и отогнутые резцы, для внутренней при небольшом диаметре отверстия применяются изогнутые резцы, а при большом диаметре — прямые резцы, закрепленные на оправке. Мелкие отверстия выполнить резцом невозможно. В глухих отверстиях при выполнении резцом резьбы предусматривается выточка для его выхода и фаски на кромках отверстия.
Большой выбор резцов и другого режущего инструмента для токарных станков можно найти в Разделе «Режущего инструмента для токарных станков».
Резцы для нарезания резьбы имеют в качестве режущей кромки пластины из быстрорежущих сталей и твердых сплавов. Для предварительных операций применяются пластины из сплавов Т15К6, Т14К8 и их аналоги, а для чистовых — Т30К4 и Т15К6. В обработке чугунных заготовок высокую эффективность показывают элементы из сплавов В2К, ВК3М, ВК4, ВК6М.
Нарезание внутренней резьбы
 Для внутренней резьбы помимо резцов используются метчики и гребенки. Метчик представляет собой инструмент в виде стержня с резьбой, выполненный из закаленной стали. На поверхности стрежня вдоль его оси имеются фрезерованные канавки, благодаря которым резьба имеет режущие кромки. Хвостовая часть метчика имеет квадратное сечение, которое позволяет закрепить его в патроне или воротке.
Для внутренней резьбы помимо резцов используются метчики и гребенки. Метчик представляет собой инструмент в виде стержня с резьбой, выполненный из закаленной стали. На поверхности стрежня вдоль его оси имеются фрезерованные канавки, благодаря которым резьба имеет режущие кромки. Хвостовая часть метчика имеет квадратное сечение, которое позволяет закрепить его в патроне или воротке.
В ходе нарезания резьбы металл не только срезается в стружку, но и пластически деформируется из-за врезания инструмента, и внутренний диаметр отверстия увеличивается. С учетом этой особенности диаметр отверстия под резьбу рассчитается путем вычитания из наружного диаметра метчика шага резьбы.
Существует множество различных метчиков, из которых распространение получили гаечные, ручные и машинные. Для нарезания резьбы при помощи метчика деталь закрепляется на станке, в ней сверлится отверстие и шпиндель настраивается на требуемое число оборотов. Метчик, установленный в задней бабке, за счет движения пиноли вводится в отверстие, и деталь совершает вращение.
Нарезание конусной резьбы
Из конических резьб наиболее широко используется стандартная, имеющая профиль, симметричный по отношению к нормали к оси конуса. Для нарезания такой резьбы используются те же методы, что и для обычной цилиндрической резьбы.

Для наружной конической резьбы производится обточка по наружному диаметру на конус. Это легко выполнить резьбовыми резцами на токарно-винторезном станке при помощи копировальной линейки, однако этот способ отличается низкой производительностью.
На токарно-револьверных станках нарезание конической резьбы выполняется при помощи плашек. Если требуется получить высокоточную резьбу, то используются резьбонарезные головки с плашками различной формы. В ходе выполнения операции плашки автоматически раздвигаются.
Также для конической резьбы применяются накатные ролики, которые позволяют выполнить накатывание резьбы. Для внутренней конической резьбы используются метчики специальной конструкции.
Настройка токарного станка для нарезания резьбы
Для выполнения токарной резьбы с заданными параметрами необходимо точно настроить станок. В первую очередь требуется связать вращение шпинделя с перемещением суппорта. Продольная подача за оборот шпинделя должна равняться шагу резьбы.
Токарно-винторезные станки позволяют настроить подачу резца за счет сцепления зубчатых колес их гитары подачи и коробки подачи. Имеется большое количество комбинаций сцепления этих колес, что позволяет настроить станок на любую нарезаемую резьбу.
Не режется резьба на токарном станке с ЧПУ — основные ошибки
1. не режет совсем (горит пуск – оси не едут – скорее всего нет ответа о скорости вращения шпинделя от датчика или не запущено вращение шпинделя)
2. не попадает в витки (наличие большого механического люфта, проскальзывание датчика энкодера или его кинематики)
3. режет резьбу с шагом, отличающимся от заданного (проверяем цикл резьбонарезания, максимальную скорость подачи при резьбонарезании, работа в мм)
Общие проверки
-проверить программу нарезания резьбы, заход и отход согласно руководству по эксплуатации (текст предоставить для анализа)
-проверить соответствие материала, резца, оборотов шпинделя, подачи, диапазона шпинделя
-(шаг резьбы, мм) * (кол-во оборотов шпинделя об/мин) не должно превышать максимальной скорости рабочей подачи по оси (P1430) => уменьшить скорость вращения шпинделя (проблема возникает при нарезании крупной резьбы с шагом больше 8-10 мм)
— проверить крепление электрических кабелей (разъемов) и самих кабелей от энкодера до ЧПУ
-проверить крепление энкодера на шпиндельной бабке, муфты энкодера, шестерни на валу энкодера в шпиндельной бабке
-Проверить параметр и установленное значение импульсов датчика шпинделя за 1 оборот. P3720=4096 импульсов
* параметры указаны для ЧПУ Fanuc 0i серии
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности

Р – шаг резьбы. Н – ход резьбы – это расстояние между вершинами одной ветви Н=n*Р
n – количество заходов.
1 c помощью планшайбы.
2 смещение верхнего суппорта.
3 с использованием делительного патрона или шпинделя с угловой шкалой.
4 нарезание группой резцов.
5 нарезание резьбы вращающимся резцом (18. вихревое нарезание).
Uрез=200 об/мин; Uдет=100 об/мин. Ограничение в габаритах.
6 смешанное зацепление. Настройка станка на размер статический по эталону.
7 фрезерование резьбы. Фрезерование производится на резьбо-фрезерном станке, дисковыми или гребёнчатыми (групповыми) фрезами. Дисковыми фрезами обрабатывают длинные ступени, а групповыми фрезами короткие.
8 накатывание резьбы. Производится с тангенциальной или радиальной подачей. Образование профиля резьбы обеспечивается за счёт пластической деформации, выдавливание металла, в результате наклёпа поверхности повышается твёрдость, износоустойчивость, усталостная прочность резьбовой поверхности. Диаметр заготовки меньше диаметра наружной поверхности резьбы.
Обработка шпоночных канавок.
Производится на фрезерных, шпоночно-фрезерных и строгальных станках. Шпоночные канавки бывают: призматические, сегментные, открытые, полуоткрытые, закрытые. Для обработки сегментных шпоночных канавок применяют специальные фрезы. Пазы для призматических шпонок обрабатываются за два перехода: сверлить отверстие (закрытые пазы), фрезеровать паз за один рабочий ход (концевая фреза). Эти переходы можно выполнить концевой шпоночной двух зубой фрезой. Сверло должно быть меньше ширины паза на 0,2-0,5 мм. Для обеспечения заданной чертежом точности применяют фрезерование с маятниковой подачей. Фрезерование пазов дисковыми фрезами обеспечивает большую производительность, но меньшую точность вследствие значительного торцевого биения (разбивка).
20. Обработка шлицов.
По форме боковых поверхностей шлицы различают: эвольвентные, трапециидальные, прямоугольные, треугольные.
Применяют следующие методы обработки валов: фрезерование, строгание, накатывание, протягивание, шлицеточение.
Шлицы фрезеруют методом копирования и обкатки. Недостатки: каждая фреза должна соответствовать диаметру и заданному числу шлицов; погрешность по шагу, вследствие применения делительного устройства; низкая производительность; наличие обратного хода. Наиболее часто шлицы нарезают на фрезеровальных станках с использованием червячных и шлицевых фрез. Преимущество больше по точности и по производительности. Накатывание шлицов производят в горячекатаном и холодном состоянии по схемам аналогичным схемам для накатывания резьбы.
Способы точения (обработки) терцев.
В зависимости от размера торца, величины припуска и шероховатости торцы обрабатывают проходными упорными резцами, подрезными резцами, канавочными с использованием продольной и поперечной подачи станка.
1 точение с одновременным подрезанием торца, при условии к не высокому требованию перпендикулярности торца к оси вращения (зависит от точности установки резца).
2 точение цилиндрической шейки с выводом инструмента с поперечной подачей (он обеспечивает большую точность перпендикуляра, за счёт точности станка). Если. К>М то обработку производить за несколько рабочих ходов, оставляя припуск на торце 0,2-0,5 мм для последнего хода по схеме №2. при обработке длинных торцов и необходимости получения канавки обработку производят по схеме №1, с последующим переходом точения торца канавочным резцом. Особо точные торцы шлифуют на торце шлифовальным станком. Подрезными резцами также достигается высокая точность и перпендикулярность.
Обработка заготовок на торце фрезерных станках.
Недостатки: имеется обратный ход. Производительность можно повысить, используя станки барабанного типа, которые обеспечивают непрерывность загрузки и обработку деталей.
21. Технология изготовления корпусов.
Корпусные детали являются базовыми деталями машин и служат для размещения различных механизмов и отдельных деталей. Для корпусных деталей характерно наличие базовых или опорных плоскостей (конструктивные основные базы) и системы точно обработанных отверстий координатами между собой и относительно базовых плоскостей. К корпусным деталям относятся суппорты, корпусы, кронштейны.
— точность отверстий по 6,7 и 8 квалитету.
— шероховатость Ra 2,5…0,63; 0,31 и выше.
— тонность формы отверстия 4…8 степень.
— параллельность плоскости основания 0,1…0,02 мм.
— соосность отверстий, если неуказанна степень точности, то соосность принимаем половине допуска меньшего диаметра.
— перпендикулярность оси отверстия к торцу или к основанию перпендикулярность 5…10 степень (0,1…0,01).
— плоскостность, в пределе 0,02…0,5 – это отклонение реальной плоскости от плоскости на чертеже Ra=2,5…0,63.
— расстояние между осями базовых отверстий +0,02..0,1;0,2.
Заготовки и материалы для корпусов.
В качестве заготовок принимаем литьё различным способами из чугуна, стали, цветных металлов. В приборостроении из пластмасс.
1 поковки для небольших корпусов.
2 сварные заготовки.
3 сборные корпуса.
Основные этапы технологических процессов обработки корпуса.
1 разметка – производят с целью правильного разделения обработанной и необработанной поверхности детали относительно друг друга.
2 обеспечения равномерности припусков на обработку
3 с целью проверки правильности изготовления обработки (отливки)
Разметка применяется в единичном реже в мелкосерийном производстве. Предусматривается в начале и в середине ТП.
Дата добавления: 2018-05-12 ; просмотров: 182 ; ЗАКАЗАТЬ РАБОТУ
1. Многозаходная резьба. Основные понятия
Для получения прочного винта с большим шагом применяют многозаходную резьбу. В этом случае шаг, высота резьбы и ее внутренний диаметр соответствуют однозаходной, а ход резьбы во столько раз больше шага, сколько имеется заходов; например, у двухзаходной резьбы ход вдвое больше ее шага (см. рис. 320, б), у трех-заходной (см. рис. 320, в) — втрое больше и т. д.
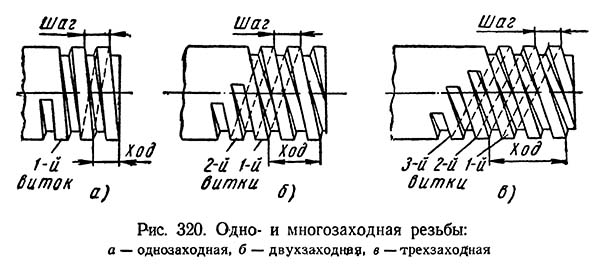
Однозаходная и многозаходная резьбы
У однозаходной резьбы шаг и ход резьбы одинаковы, при этом за один оборот винта гайка перемещается на величину шага. Если перемещение гайки за один оборот должно быть большим, то ход, а следовательно, и шаг однозаходного винта должны быть большими. Чем больше шаг, тем глубже получается резьба (высота резьбы зависит от шага) и тем меньше будет внутренний диаметр винта. Винт с малым внутренним диаметром недостаточно прочен и не может передавать больших усилий.
Примеров применения многозаходных резьб множество: окуляры в биноклях и микроскопах, колпачки шариковых ручек, крышки для стеклянных банок и т.д.
2. Многозаходная резьба. ГОСТ и основные параметры
Многозаходная резьба изготавливается согласно ГОСТ 24739-81, который устанавливает номинальные диаметры, шаги, ходы и допуски на трапецеидальный профиль многозаходной резьбы. Встречаются, также, метрические и эвольвентные многозаходные резьбы, но они не гостированны.

Ход и шаг трапецеидальной двухзаходной резьбы
Основные понятия и параметры в процессе нарезания многозаходной резьбы:
- d — наружный диаметр (номинальный) наружной резьбы (винта);
- P — шаг резьбы;
- n — число заходов резьбы;
- Ph — ход резьбы, определяется как Ph = P ∙ n.
3. Многозаходная резьба. Обозначение
В условное обозначение трапецеидальной многозаходной резьбы должны входить: буквы Tr, номинальный диаметр резьбы, числовое значение хода и в скобках буква P и числовое значение шага, буквы LH для левой резьбы.
Пример условного обозначения трапецеидальной многозаходной резьбы номинальным диаметром d=20 мм, числовым значением хода Ph=8 мм и шагом P=4 мм:
Условное обозначение левой резьбы:
Поле допуска многозаходной трапецеидальной резьбы состоит из обозначения поля допуска среднего диаметра, т.е. цифры, обозначающей степень точности, и буквы, обозначающей основное отклонение.
Поле допуска 4h диаметра d и поле допуска 4Н диаметра d1 в условном обозначении резьбы не указывают.
Длина свинчивания, если она отличается от длины резьбы, указывается в миллиметрах в конце обозначения резьбы, например:
Обозначение метрической многозаходной резьбы начинается с буквы М. Пример обозначения резьбы номинальным диаметром d=16 мм, ходом Ph=3 мм, и шагом 1,5 мм и полем допуска 6h:
4. Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
Основной проблемой при нарезании многозаходной резьбы является установка резца в начало следующего шага резьбы. Для точной установки резца в начало следующего шага используется несколько приемов:
- Поворот заготовки с помощью сменных зубчатых колес;
- Поворот заготовки посредством специального поводкового делительного патрона с несколькими пазами;
- Поворот заготовки посредством специального делительного патрона;
- Деление на многозаходные резьбы на токарно-винторезном станке 1к62;
- Деление на многозаходные резьбы на токарно-винторезном станке 16к20;
- Деление с разбивкой по шагу с помощью винта верхних салазок суппорта;
- Деление с разбивкой по шагу с использованием индикатора нарезания реьбы;
- Одновременное нарезание многозаходной резьбы несколькими резцами;
- Одновременное нарезание многозаходной резьбы резцовой гребенкой.
4.1. Нарезание многозаходных резьб с помощью сменных зубчатых колес
Сменные зубчатые колеса
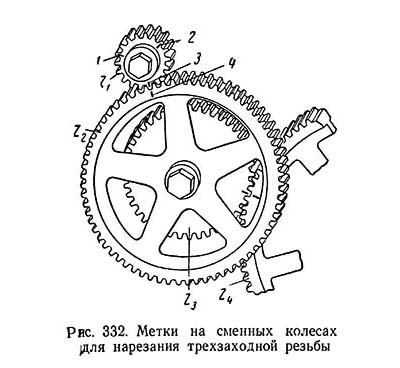
При делении с помощью сменных зубчатых колес необходимо, чтобы первое ведущее сменное колесо имело число зубьев, которое делится без остатка на число заходов резьбы, например, на три при трехзаходной резьбе. Нарезав первый виток резьбы, проводят мелом риски (рис. 332): риску 3 посредине зуба первого ведущего колеса z1 и риску 4 против соответствующей впадины зуба второго колеса z2. Отсчитывают от риски 3 требуемое число зубьев первого колеса (при двухзаходной резьбе половину, при трехзаходной треть и т. д.) Соответствующий зуб отмечают риской 2. После этого снимают первое сменное ведущее колесо с валика и поворачивают шпиндель до тех пор, пока при надевании колеса z1 зуб с риской 2 не совпадет с риской 4 (колеса z2, z3 и z4 при этом остаются неподвижными). После этого снова сцепляют колеса и нарезают второй виток резьбы. Перед нарезанием третьего витка повторяют описанный прием деления; риска 1 должна совпадать с риской 4.
4.2. Нарезание многозаходных резьб посредством специального поводкового делительного патрона

Поводковый делительный патрон
Поводковый патрон с несколькими пазами позволяет значительно упростить точный поворот заготовки. Число пазов должно равняться числу ходов винта или быть кратным этому числу. После нарезания первого витка резьбы суппорт возвращают в исходое положение не размыкая маточную гайку, заготовку снимают с центров и снова ставят на них таким образом, чтобы хомутик попал в следующий паз поводкового патрона. Затем нарезают вторую нитку.
4.3. Нарезание многозаходных резьб посредством специального делительного патрона
Поводковый делительный патрон
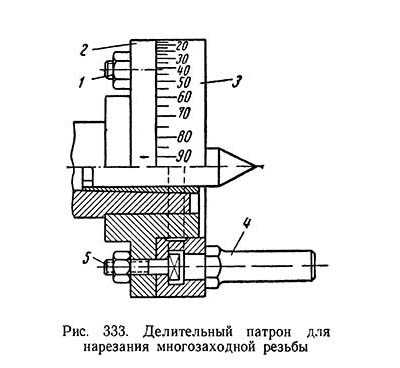
Специальный поводковый делительный патрон (рис. 333.) также значительно облегчает деление многозаходной резьбы на заходы. Патрон состоит из двух дисков 2 и 3, соединенных двумя болтами 1 и 5; на одном диске 2 имеется риска, а на втором 3 нанесена шкала в градусах. Нарезав один виток резьбы суппорт возвращают в исходое положение не отключая маточную гайку, поворачивают диск 3 с поводком 4 и деталь относительно неподвижной риски на 360°/2 = 180° при нарезании двухзаходной резьбы, на 360°/3 = 120°— при нарезании трехзаходной резьбы и т.д.
Этот способ деления применяют для деталей, которые можно обрабатывать в центрах; для работ в кулачковом патроне он не пригоден.
4.4. Деление на многозаходные резьбы на токарно-винторезном станке 1К62
Деление на многозаходные резьбы на станке 1к62 происходит поворотом заготовки на нужный угол как и в предыдущих случаях.
Для облегчения деления в станке имеется специальные опции:
- 1. Отключение шпинделя от коробки подач на время поворота шпинделя с заготовкой. Для этого Рукоятку установки увеличенного-нормального шага резьбы необходимо установить в положение "Деление на многозаходные резьбы"
- 2. Диск на задней части шпинделя с делениями нанесенными в градусах
Таким образом, на станке можно производить нарезание многозаходных резьб с делением на 2, 3, 4, 5, 6, 10, 12, 15, 20, 30 и 60 заходов.
Для деления на многозаходные резьбы следует (из инструкции к станку 1к62):
- 1. Остановить главный электродвигатель;
- 2. Включить фрикционную муфту прямого хода;
- 3. Снять футляр, закрывающий сменные шестерни и приводные ремни;
- 4. Вращать против часовой стрелки фрикционный вал до совпадения риски «60» на диске 1 (рис. 18) с риской на фланце 7. После этого надо снять натяг в цепи;
- 5. Рукоятку коробки скоростей 3 (Рукоятка установки увеличенного, нормального шага резьбы и положения при делении на многозаходные резьбы) (см. рис. 5) установить в положение «Деление на многозаходные резьбы»
- 6. Фрикционный вал поворачивать против часовой стрелки при делении на двухзаходную резьбу на 30 делений по диску, на трехзаходную — на 20, на четырехзаходную — на 15 и т. д.
- 7. Рукоятку 3 коробки скоростей установить в положение, соответствующее нарезанию резьбы.
4.5. Деление на многозаходные резьбы на токарно-винторезном станке 16К20
Деление на многозаходные резьбы на станке 16к20 осуществляется точно также как и на 1к62.
При нарезании многозаходных резьб следует (из инструкции к станку 16к20):
- 1) Рукоятки 8 и 16 должны находиться в средних положениях (рукоятки управления фрикционной муфтой);
- 2) Рукояткой 15 включить гайку ходового винта;
- 3) Рукоятками 1 и 2 по таблице, помещенной на шпиндельной бабке, установить требуемое число оборотов шпинделя, а рукоятками 5 и 7 — необходимое значение шага нарезаемой резьбы;
- 4) Проворачивая вручную фланец 24 (шпиндель с заготовкой) (рис. 14 и 17), совместить нанесенный на нем указатель стрелку с одной из рисок делительного кольца 240 шпинделя, обозначенной каким-либо числом;
- 5) При нарезании резьб с шагами в пределах метрических и модульных от 0,5 до 7, дюймовых и питчевых от 56 до 4 расцепление шпинделя с кинематической цепью станка для деления на число заходов производить посредством установки рукоятки 3 в положение, отмеченное специальным символом, обозначающим отключение шпинделя. Для остальных шагов резьб расцепление осуществлять поворотом рукоятки 1 из фиксированного в ближайшее промежуточное положение, отмеченное аналогичным символом;
- 6) деление на число заходов производить путем поворота вручную шпинделя на число рисок, соответствующее числу заходов нарезаемой резьбы (при двух заходах—на 30 рисок, при трех—на 20, при четырех — на 15 и т. д.);
- 7) рукоятку 1 или 3 установить в исходное положение;
- 8) Прорезать нитку резьбы;
- 9) при последующем делении операции, изложенные в пунктах 5—8, повторить подобным образом.
4.6. Деление с разбивкой по шагу

Деление многозаходных резьб смещением по шагу
Деление с разбивкой по шагу является наиболее простым и быстрым способом деления многозаходных резьб, доступным в условиях единичного производства.
Этот способ заключается в следующем. Вначале нарезают первый виток резьбы. Нарезав его, выводят резец из канавки поперечной подачей на себя и дают ходовому винту обратный ход, возвращая резец в начальное положение не размыкая маточную гайку.
Для захода на второй виток перемещают резец в продольном направлении на шаг резьбы, но уже не ходовым винтом, а винтом верхних салазок суппорта. Отсчет продольного перемещения резца ведут при этом по лимбу винта верхних салазок, если винт и гайки верхних салазок вполне исправны.
Для более точной установки резца применяют индикаторные приборы и набор мерных плиток. Так для нарезания двухзаходной резьбы резец следует переместить на Ph/2, для нарезания трехзаходной резьбы — на Ph/3, четырехзаходной — на Ph/4 и т.д.
4.7. Деление с разбивкой по шагу с использованием индикатора нарезания реьбы
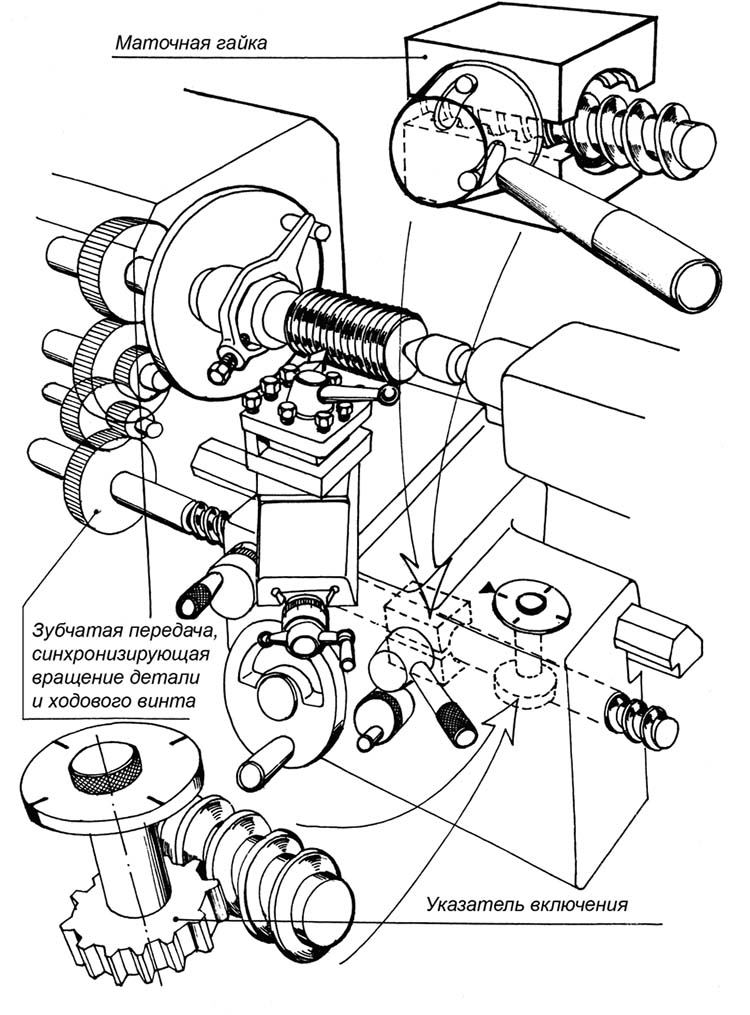
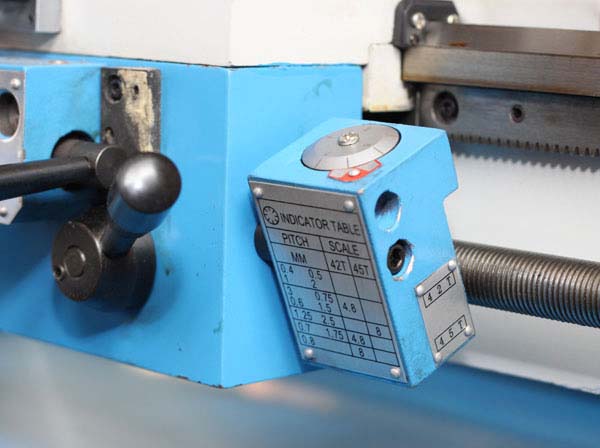
Индикатор нарезания реьбы (указатель включения)
Основным недостатком деления многозаходных резьб на заходы поворотом заготовки является ускоренный износ маточной гайки и уменьшение производительности, так как после каждого рабочего прохода суппорт возвращается в исходное положение без размыкания маточной гайки до окончания нарезания резьбы. То есть в конце каждого прохода нужно отвести резец от детали, остановить станок, дать ему задний ход, снова остановиться в исходном положении, дать резцу поперечную или боковую подачу, для нового прохода и повторить цикл. Таким образом, суппорт остается все время в жесткой кинематической связи со шпинделем станка и резец не может не попасть в шаг резьбы.
Другой способ состоит в том, что до включения станка в работу метками отмечается положение шпинделя относительно станины и суппорта относительно ходового винта. В конце каждого прохода маточную гайку размыкают и возвращают в исходное положение вручную или с помощью механизма ускоренной подачи. Для повторного включения (смыкания) маточной гайки нужно снова совместить метки взаимного положения.
Индикатор нарезания реьбы (указатель включения)
Лучшие результаты дает использование специального устройства, называемого индикатор резьбонарезания (указатель включения), которое устанавливается в суппортах большинства современных станков.
В начале резьбонарезания Индикатор нарезания реьбы должен быть закреплен на фартуке и сцеплен с ходовым винтом станка.
Необходимо установить резец в начальное положение нарезки, совместить его с нужной линией индикации на индикаторе и запустить станок на точение резьбы. После каждого выполненного прохода маточная гайка ходового винта может быть открыта, и продольный суппорт возвращается ускоренно или маховиком в исходное положение.
Если требуемая резьба не может быть выполнена за один проход необходимо заново выровнять начальное положение нарезки и линию индикации и повторить проход. Таким образом будет нарезан виток нужной резьбы.
Следующий виток, если резьба многозаходная, должен быть выполнен со смещением на шаг от начального положения нарезки.
Настрйку Индикатора нарезания резьбы на нужный режим следует осуществлять по инструкции конкретной модели индикатора и станка.
4.8. Одновременное нарезание многозаходной резьбы несколькими резцами
При одновременном нарезании многозаходной резьбы несколькими резцами, установленными в специальных державках, деление обеспечивается автоматически. При нарезании двухзаходных ходовых винтов пользуются резцедержателем (рис.18 , в), в котором закреплены два резца. Устанавливаются они по шаблону на расстоянии, точно соответствующему шагу между заходами. Таким образом, оба резца нарезают одновременно две канавки. Очевидно, что для обработки трехзаходной резьбы можно было бы таким же образом установить и три резца.
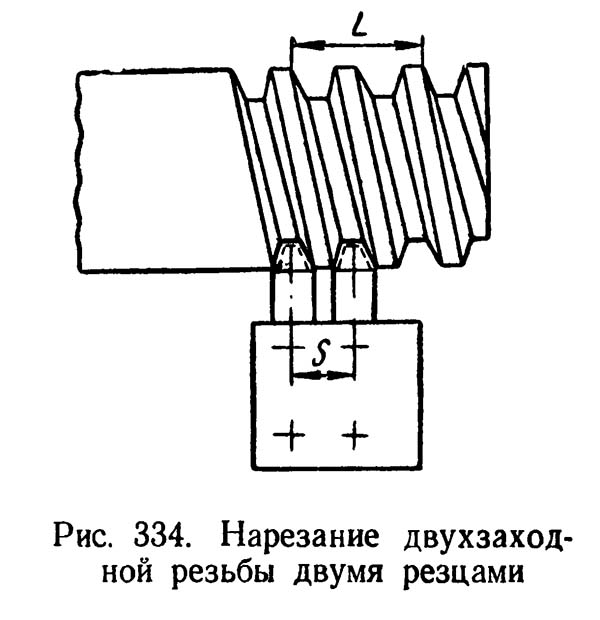
Нарезание двухзаходной резьбы двумя резцами
4.9. Одновременное нарезание многозаходной резьбы резцовой гребенкой
Применением многопрофильных резьбовых гребенок. В этом случае все заходы резьбы нарезаются одновременно. Ход резьбы обеспечивается подачей суппорта, шаг – шагом гребенки.
Второй и третий способы наиболее производительны. Ограничивают их применение:
- необходимость достаточного пространства для выхода блока резцов или гребенки;
- значительные деформации из-за многопрофильного резания;
- трудность точного изготовления блоков и гребенок.


Отправить ответ