
Назовите основные операции термической обработки сталей
Содержание:
- 1 Виды термической обработки стали
- 2 Нагрев заготовки
- 3 Пережог
- 4 Химико-термическая обработка
- 5 Цементация стали
- 6 Дефекты закалки
- 7 Антикоррозионная обработка изделий после термической обработки
- 8 История
- 9 Определение
- 10 Виды термической обработки
- 11 Отжиг
- 12 Диффузный отжиг
- 13 Полный отжиг
- 14 Неполный отжиг
- 15 Изотермический отжиг
- 16 Отжиг на зернистый перлит
- 17 Рекристализационный отжиг
- 18 Нормализация
- 19 Отпуск стали
- 20 Вывод
Термическая обработка (сокращенно ТО) подразделяется на предварительную и окончательную.
 Предварительная обработка — отжиг и нормализация, применяется часто при подготовке структуры стали для последующей обработки (давлением, резанием и т.д.)
Предварительная обработка — отжиг и нормализация, применяется часто при подготовке структуры стали для последующей обработки (давлением, резанием и т.д.)
В качестве окончательной обработки применяют, как правило, закалку с последующим отпуском.
Иногда отжиг и, чаще, нормализация могут быть окончательной операцией, если эти операции дают нужные механические свойства по условиям работы детали.
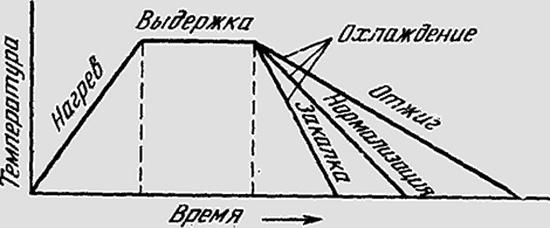
Режим любой ТО можно представить схематически в координатах “температура (T) — время ( t )” (рис.4).
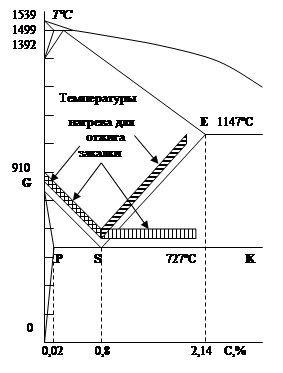
Рис. 3. Температуры нагрева при термической обработке стали
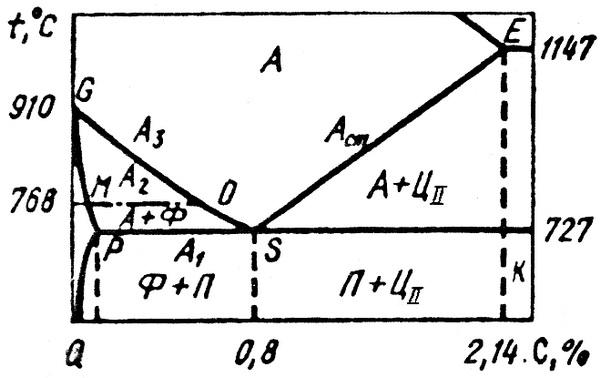
Для большинства марок стали численное значение температуры нагрева Tн определяется положением критических точек Aс1 (т.е. по линии PSK) и Aс3 (линия GS) :
для доэвтектоидных сталей Tн = Aс3 + (30 …50°);
для заэвтектоидных сталей Tн = Aс1+ (30 …50°)
Нагрев ниже A с3 для доэвтектоидных сталей нежелателен, т.к. сохраняется часть феррита.
Для заэвтектоидных сталей целесообразен нагрев ниже Aст (линия SЕ), т.к. при этом сохраняется цементит, повышающий твердость и износостойкость стали. Нагрев выше Aст , являясь менее экономичным, дает после закалки крупноигольчатый мартенсит без цементита, с повышенным количеством остаточного аустенита — структуры менее твердой, но хрупкую за счет грубой структуры мартенсита.
 T Закалка, отжиг или
T Закалка, отжиг или

 Тн
Тн


 Aс1 , Aс3 или Aст Отпуск:
Aс1 , Aс3 или Aст Отпуск:

 Tвыс высокий
Tвыс высокий









Структуры: МТ С ПМ структуры отпуска
Рис.4. Схема термической обработки
Tн — температура нагрева стали для закалки, отжига или нормализации;
Tвыс ,Tср ,Tниз — температуры нагрева закаленной стали для отпуска.
Нагрев производится обычно в газовой среде (атмосфера печи), реже в расплавленных солях, металлах.
Продолжительность нагрева складывается из времени нагрева детали до нужной температуры и времени выдержки .
Время выдержки зависит от многих факторов. Обычно для углеродистой стали это время исчисляется по максимальному сечению детали: 1 — 1,5 мин/мм по размеру наибольшего сечения. Например, если продолговатая деталь имеет толщину в самом большом поперечном сечении 10 мм, то его нужно прогревать 10 — 15 мин.
Отжиг — термическая операция, заключающаяся в нагреве металла до температур выше линии GSK в диаграмме системы "железо-углерод" ( то есть выше Ас1), обеспечивающих нужные превращения, выдержке при этих температурах и медленном охлаждении (обычно вместе с печью или в песке). После отжига получаются равновесные структуры: Ф+П; П; П+ Ц. В зависимости от температуры нагрева отжиг имеет несколько разновидностей, применяющихся при определенных условиях. Полный отжиг достигается нагревом выше верхних критических температур, при неполном отжиге деталь нагревают выше нижних критических температур.
Нормализация — термическая операция, заключающаяся в нагреве стали выше линий GS и SE, выдержке при этих температурах и охлаждение на воздухе. Назначение нормализации:
а) для доэвтектоидных сталей — получение однородной мелкозернистой структуры (иногда вместо отжига в малоуглеродистых сталях);
б) в заэвтектоидных сталях — уничтожение вредной цементитной сетки.
Закалка — термическая операция, заключающаяся в нагреве стали до температур выше линии GSK, выдержке при этих температурах и охлаждении со скоростью, обеспечивающей получение мартенсита..
Минимальная скорость охлаждения, необходимая для переохлаждения аустенита до мартенситного превращения, называется критической скоростью закалки.
При охлаждении со скоростью ниже критической образуются ферритно-цементитные смеси.
 НВ
НВ
 М а р т е н с и т
М а р т е н с и т
Т р о о с т о м а р т е н с и т
Т р о о с т и т
П е р л и т
Способ охлаждения Температуры нагрева для отпуска
печь песок воздух масло вода 200 300 400 500 600 700°С
 |
Рис.5. Диаграмма закономерностей процессов закалки и отпуска
Скорость охлаждения обеспечивается определенной охлаждающей средой. В качестве закалочных сред обычно применяют воду, водные растворы солей, щелочей, минеральные масла. Углеродистые стали чаще закаливают в воде.
Назначение закалки — получение высокой твердости.
Отпуск— термическая операция, заключающаяся в нагреве закаленной стали до температур ниже линии PSK, выдержке при этих температурах и охлаждении.
Назначение отпуска — снятие внутренних напряжений и получение необходимых свойств путем изменения структуры (повышение пластичности и вязкости).
Отпуск имеет важное практическое значение. Именно в процессе отпуска стальные изделия приобретают свойства, определяющие их поведение в эксплуатации. Температура отпуска обусловливается требованиями механических свойств детали.
Низкотемпературный (низкий) отпуск проводят с нагревом до 250°С. Цель — снижение внутренних напряжений. Мартенсит закалки переходит в мартенсит отпуска. Высокая твердость и износостойкость сохраняются. Сохраняется также низкая ударная вязкость. Данному отпуску подвергается металлорежущий инструмент.
Среднетемпературный (средний) отпуск проводится при температурах 350-500°С. Структура мартенсита переходит в троостит отпуска. Такой отпуск обеспечивает наиболее высокий предел упругости и несколько повышает вязкость. Такой отпуск применяется для рессор, пружин, а также инструмента, испытывающего ударные нагрузки.
Высокотемпературный (высокий) отпуск проводят при температуре 500-680°С. Структура мартенсита закалки переходит в сорбит отпуска. После такого отпуска почти полностью снимаются внутренние напряжения, значительно повышается ударная вязкость. Прочность и твердость при этом снижаются, но остаются более высокими, чем при нормализации. Высокий отпуск создает наилучшее сочетание прочности и вязкости стали.
ТО, состоящая из закалки и высокого отпуска, называется улучшением.
Продолжительность отпуска зависит от конкретных изделий. Обычно в течение 1,5 часов напряжения снижаются до минимальной величины, соответствующей данной температуре отпуска. Некоторым изделиям (измерительный инструмент) делают более продолжительный отпуск.
Дата добавления: 2016-09-26 ; просмотров: 2233 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Термическая обработка (термообработка) стали, цветных металлов — процесс изменения структуры стали, цветных металлов, сплавов при нагревании и последующем охлаждении с определенной скоростью.
Термическая обработка (термообработка) приводит к существенным изменениям свойств стали, цветных металлов, сплавов. Химический состав металла не изменяется.
Виды термической обработки стали
Отжиг
Отжиг — термическая обработка (термообработка) металла, при которой производится нагревание металла, а затем медленное охлаждение. Эта термообработка (т. е. отжиг) бывает разных видов (вид отжига зависит от температуры нагрева, скорости охлаждения металла).
Закалка
Закалка — термическая обработка (термообработка) стали, сплавов, основанная на перекристаллизации стали (сплавов) при нагреве до температуры выше критической; после достаточной выдержки при критической температуре для завершения термической обработки следует быстрое охлаждение. Закаленная сталь (сплав) имеет неравновесную структуру, поэтому применим другой вид термообработки — отпуск.
Отпуск
Отпуск — термическая обработка (термообработка) стали, сплавов, проводимая после закалки для уменьшения или снятия остаточных напряжений в стали и сплавах, повышающая вязкость, уменьшающая твердость и хрупкость металла.
Нормализация
Нормализация — термическая обработка (термообработка), схожая с отжигом. Различия этих термообработок (нормализации и отжига) состоит в том, что при нормализации сталь охлаждается на воздухе (при отжиге — в печи).
Нагрев заготовки
Нагрев заготовки — ответственная операция. От правильности ее проведения зависят качество изделия, производительность труда. Необходимо знать, что в процессе нагрева металл меняет свою структуру, свойства и характеристику поверхностного слоя и в результате от взаимодействия металла с воздухом атмосферы, и на поверхности образуется окалина, толщина слоя окалины зависит от температуры и продолжительности нагрева, химического состава металла. Стали окисляются наиболее интенсивно при нагреве больше 900°С, при нагреве в 1000°С окисляемость увеличивается в 2 раза, а при 1200°С — в 5 раз.
Хромоникелевые стали называют жаростойкими потому, что они практически не окисляются.
Легированные стали образуют плотный, но не толстый слой окалины, который защищает металл от дальнейшего окисления и не растрескивается при ковке.
Углеродистые стали при нагреве теряют углерод с поверхностного слоя в 2-4 мм. Это грозит металлу уменьшением прочности, твердости стали и ухудшается закаливание. Особенно пагубно обезуглероживание для поковок небольших размеров с последующей закалкой.
Заготовки из углеродистой стали с сечением до 100 мм можно быстро нагревать и потому их кладут холодными, без предварительного прогрева, в печь, где температура 1300°С. Во избежание появлений трещин высоколегированные и высокоуглеродистые стали необходимо нагревать медленно.
При перегреве металл приобретает крупнозернистую структуру и его пластичность снижается. Поэтому необходимо обращаться к диаграмме «железо-углерод», где определены температуры для начала и конца ковки. Однако перегрев заготовки можно при необходимости исправить методом термической обработки, но на это требуется дополнительное время и энергия. Нагрев металла до еще большей температуры приводит к пережогу, от чего происходит нарушение связей между зернами и такой металл полностью разрушается при ковке.
Пережог
Пережог — неисправимый брак. При ковке изделий из низкоуглеродистых сталей требуется меньше число нагревов, чем при ковке подобного изделия из высокоуглеродистой или легированной стали.
При нагреве металла требуется следить за температурой нагрева, временем нагрева и температурой конца нагрева. При увеличении времени нагрева — слой окалины растет, а при интенсивном, быстром нагреве могут появиться трещины. Известно из опыта, что на древесном угле заготовка 10-20 мм в диаметре нагревается до ковочной температуры за 3-4 минуты, а заготовки диаметром 40-50 мм прогревают 15-25 минут, отслеживая цвет каления.
Химико-термическая обработка
Химико-термическая обработка (ХТО) стали — совокупность операций термической обработки с насыщением поверхности изделия различными элементами (углерод, азот, алюминий, кремний, хром и др.) при высоких температурах.
Поверхностное насыщение стали металлами (хром, алюминий, кремний и др.), образующими с железом твердые растворы замещения, более энергоемко и длительнее, чем насыщение азотом и углеродом, образующими с железом твердые растворы внедрения. При этом диффузия элементов легче протекает в решетке альфа-железо, чем в более плотноупакованной решетке гамма-железо.
Химико-термическая обработка повышает твердость, износостойкость, кавитационную, коррозионную стойкость. Химико-термическая обработка, создавая на поверхности изделий благоприятные остаточные напряжения сжатия, увеличивает надежность, долговечность.
Цементация стали
Цементация стали — химико-термическая обработка поверхностным насыщением малоуглеродистой (С табл.1
Тонкая пленка окислов железа, придающая металлу различные быстро меняющиеся цвета — от светло-желтого до серого. Такая пленка появляется, если очищенное от окалины стальное изделие нагреть до 220°С; при увеличении времени нагрева или повышении температуры окисная пленка утолщается и цвет ее изменяется. Цвета побежалости одинаково проявляются как на сырой, так и на закаленной стали.
При низком отпуске (нагрев до температуры 200-300° ) в структуре стали в основном остается мартенсит, который, однако, изменяется решетку. Кроме того, начинается выделение карбидов железа из твердого раствора углерода в альфа-железе и начальное скопление их небольшими группами. Это влечет за собой некоторое уменьшение твердости и увеличение пластических и вязких свойств стали, а также уменьшение внутренних напряжений в деталях.
Для низкого отпуска детали выдерживают в течение определенного времени обычно в масляных или соляных ваннах. Если для низкого отпуска детали нагревают на воздухе, то для контроля температуры часто пользуются цветами побежалости, появляющимися на поверхности детали.
| Цвет побежалости | Температура, °С | Инструмент, который следует отпускать |
|---|---|---|
| Бледно-желтый | 210 | — |
| Светло-желтый | 220 | Токарные и строгальные резцы для обработки чугуна и стали |
| Желтый | 230 | Тоже |
| Темно-желтый | 240 | Чеканы для чеканки по литью |
| Коричневый | 255 | — |
| Коричнево-красный | 265 | Плашки, сверла, резцы для обработки меди, латуни, бронзы |
| Фиолетовый | 285 | Зубила для обработки стали |
| Темно-синий | 300 | Чеканы для чеканки из листовой меди, латуни и серебра |
| Светло-синий | 325 | — |
| Серый | 330 | — |
Появление этих цветов связано с интерференцией белого света в пленках окисла железа, возникающих на поверхности детали при ее нагреве. В интервале температур от 220 до 330 ° в зависимости от толщины пленки цвет изменяется от светло-желтого до серого. Низкий отпуск применяется для режущего, измерительного инструмента и зубчатых колес.
При среднем (нагрев в пределах 300-500°) и высоком (500-700°) отпуске сталь из состояния мартенсита переходит соответственно в состояние тростита или сорбита. Чем выше отпуск, тем меньше твердость отпущенной стали и тем больше ее пластичность и вязкость.
При высоком отпуске сталь получает наилучшее сочетание механических свойств, повышение прочности, пластичности и вязкости, поэтому высокий отпуск стали после закалки ее на мартенсит назначают для кузнечных штампов, пружин, рессор, а высокий — для многих деталей, подверженных действию высоких напряжений (например, осей автомобилей, шатунов двигателей).
Для некоторых марок стали отпуск производят после нормализации. Этот относится к мелкозернистой легированной доэвтектоидной стали (особенно никелевой), имеющий высокую вязкость и поэтому плохую обрабатываемость режущим инструментом.
Для улучшения обрабатываемости производят нормализацию стали при повышенной температуре (до 950-970°), в результате чего она приобретает крупную структуру (определяющую лучшую обрабатываемость) и одновременно повышенную твердость (ввиду малой критической скорости закалки никелевой стали). С целью уменьшения твердости производят высокий отпуск этой стали.
Дефекты закалки
К дефектам закалки относятся:
- трещины,
- поводки или коробление,
- обезуглероживание.
Главная причина трещин и поводки — неравномерное изменение объема детали при нагреве и, особенно, при резком охлаждении. Другая причина — увеличение объема при закалке на мартенсит.
Трещины возникают потому, что напряжения при неравномерном изменении объема в отдельных местах детали превышают прочность металла в этих местах.
Лучшим способом уменьшения напряжений является медленное охлаждение около температуры мартенситного превращения. При конструировании деталей необходимо учитывать, что наличие острых углов и резких изменений сечения увеличивает внутреннее напряжение при закалке.
Коробление (или поводка)возникает также от напряжений в результате неравномерного охлаждения и проявляется в искривлениях деталей. Если эти искривления невелики, они могут быть исправлены, например, шлифованием. Трещины и коробление могут быть предотвращены предварительным отжигом деталей, равномерным и постепенным нагревом их, а также применением ступенчатой и изотермической закалки.
Обезуглероживание стали с поверхности — результат выгорания углерода при высоком и продолжительном нагреве детали в окислительной среде. Для предотвращения обезуглероживания детали нагревают в восстановительной или нейтральной среде (восстановительное пламя, муфельные печи, нагрев в жидких средах).
Образование окалины на поверхности изделия приводит к угару металла, деформации. Это уменьшает теплопроводность и, стало быть, понижает скорость нагрева изделия в печи, затрудняет механическую обработку. Удаляют окалину либо механическим способом, либо химическим (травлением).
Выгоревший с поверхности металла углерод делает изделия обезуглероженным с пониженными прочностными характеристиками, с затрудненной механической обработкой. Интенсивность, с которой происходит окисление и обезуглерожевание, зависит от температуры нагрева, т. е. чем больше нагрев, тем быстрее идут процессы.
Образование окалины при нагреве можно избежать, если под закалку применить пасту, состоящую из жидкого стекла — 100 г, огнеупорной глины — 75 г, графита — 25 г, буры — 14 г, карборунда — 30 г, воды — 100 г. Пасту наносят на изделие и дают ей высохнуть, затем нагревают изделие обычным способом. После закалки его промывают в горячем содовом растворе. Для предупреждения образования окалины на инструментах быстрорежущей стали применяют покрытие бурой. Для этого нагретый до 850°С инструмент погружают в насыщенный водный раствор или порошок буры
Антикоррозионная обработка изделий после термической обработки
После термической обработки, связанной с применением солей, щелочей, воды и прочих веществ, могущих вызывать при длительном хранении изделий коррозию, следует провести антикоррозионную обработку стальных изделий, заключающуюся в том, что очищенные, промытые и высушенные изделия погружают на 5 минут в 20 — 30% водный раствор нитрита натрия, после чего заворачивают в пропитанную этим же раствором бумагу.
В таком виде изделия могут храниться длительное время
Термообработка стали (ТО) является очень важной заключительной операцией при изготовлении деталей и инструментов. Она наделяет их нужными механическими свойствами и обеспечивает нормальную работу.

История
Мастера еще задолго до нашего времени применяли самые разнообразные методы закаливания: погружали нагретую металлическую полоску в вино, масло, в простую или подсоленную воду. Упоминается и такой способ: кузнец нагревал булатный кинжал, а потом садился на коня и быстро мчался, охлаждая изделие в воздухе.
В первой половине XIX в. виды термической обработки были несовершенными: твердый и хрупкий чугун клали в сосуд со льдом, пересыпали его слоями сахара. После этого нагревали емкость в течение 20 часов, и чугун превращался в мягкое и ковкое железо.
Старые методы дополняются новыми, усовершенствованными на основе научных исследований термической обработки. Например, бельгийские специалисты разработали технологию закалки заготовок инструментов в вакууме.

Определение
Термическая обработка металлов – совокупность строго последовательных операций нагрева, выдержки и последующего охлаждения заготовок или готовых изделий по определенным режимам для изменения их структуры и предоставления им необходимых механических, физических, химических и прочих свойств. Основой термообработки являются превращения во внутренней структуре материалов при нагреве и последующем охлаждении.
Виды термической обработки
Определяющими факторами, которые влияют на результаты ТО, являются скорость и температура нагрева, равно как время выдержки в нагретом состоянии и скорость охлаждения. В зависимости от температурных показателей и скорости охлаждения изделий различают следующие этапы термообработки:
- отжиг;
- дальнейшая нормализация;
- закалка и отпуск стали.
Отжиг
Для снижения жесткости и повышения вязкости стали, достижения химической и структурной однородности, снятия внутренних напряжений собственно и проводят отжиг. Процесс состоит из нагрева стальных изделий выше критических точек (за исключением рекристализационного отжига) и соответственно выдержки при температуре нагрева с последующим медленным (преимущественно вместе с печью) охлаждением. В зависимости от назначения, различают следующие режимы термообработки стали:
- диффузный отжиг;
- полный и неполный;
- изотермический;
- на зернистый перлит;
- рекристализационный.
Диффузный отжиг
Также его называют гомогенизацией. Применяют для больших стальных отливок с целью уменьшения химической неоднородности (ликвации). На первом этапе нагревают обрабатываемый материал до температур 1050-1150°С. После нагрева выдерживают около 10-15 ч и в последующем медленно охлаждают. Характеристики сталей при этом улучшаются.
Полный отжиг
Технологию применяют для образования мелкозернистой структуры стальных изделий, изготовленных горячей штамповкой, ковкой, литьем. Стали после процедуры полного отжига становятся пластичными, мягкими, без внутренних напряжений. Внутренняя (кристаллическая) структура становится однородной, мелкозернистой, состоит из феррита и перлита. Полным отжигом сталь подготавливают к обработке резанием и к последующему закаливанию. Так обрабатывают преимущественно доэвтектоидные стали.
Термообработка стали проводится по следующему техпроцессу: изделия (заготовки) нагревают до температур, превышающих на 30-50°С так называемую критическую верхнюю точку (в материаловедении обозначаемую как Ac3), затем медленно охлаждают. Охлаждение до температуры 500-550°С происходит со следующей скоростью:
- для углеродистых сталей — 150-200°С в час;
- для легированных – 50-75°С в час.
Неполный отжиг
Эта технология термообработки стали применяется для доэвтектоидных и заэвтектоидных металлов с целью снижения жесткости, снятия внутренних напряжений и получения однородной структуры. Процедуре подвергают поковки и штамповки, обработанные при температурах, не вызывающих значительного роста зерен.
Техпроцесс: сталь нагревают при температуре выше нижней критической точки (на графиках обозначается как Ac1) в температурном интервале 740-750°С, выдерживают определенное время при этой температуре, в дальнейшем медленно ее охлаждают.

Изотермический отжиг
Применяют для изделий из легированных сталей при нагреве их на 20-30°С выше Ac3, выдержки и быстрого охлаждения до температуры 630-700°С. Заготовки (изделия) выдерживаются до распада аустенита, затем охлаждаются при плюсовой температуре. После изотермического отжига стали имеют схожие свойства с металлами, подвергнутыми полному отжигу. Термическая обработка металлов по данному техпроцессу имеет важное преимущество – сокращение времени обработки.
Отжиг на зернистый перлит
Широко применяется перед механической обработкой инструментальных эвтектоидных и заэвтектоидных легированных и углеродистых сталей. Материал нагревают на 25-30°С выше КТ и выдерживают заданное время. До температуры 600°С заготовки охлаждают очень медленно (30°С в час) вместе с печью, а после охлаждают естественным образом. В результате карбиды приобретают зернистую (закругленную) форму, а твердость снижается, что благоприятствует процессу резания металла.
Рекристализационный отжиг
Второе название – низкий отжиг. Процесс способствует снятию внутренних напряжений и наклепов в изделиях, изготовленных методом холодной прокатки, холодной штамповки, волочения и калибровки (листов, прутков, трубок, проволоки). При этом материал нагревают до температур рекристаллизации на 50-100°С ниже точки Ac1 (630-680°С), выдерживают, затем охлаждают естественным путем (на воздухе). После рекристализационного отжига формируется однородная структура с небольшой твердостью.

Нормализация
Техпроцесс подразумевает нагрев металлов выше значений Ac3 на 30-50°С, выдерживание в температурном коридоре и последующее охлаждение на воздухе. Термообработка стали методом нормализации идеальна для формирования мелкозернистой структуры, повышения прочности и вязкости, а также для уменьшения жесткости перед резанием и выравнивания структуры перед последующей термообработкой.
Структура нормализованной стали становится ферритно-перлитной (низкоуглеродистые стали) и сорбитоподобной при наличии структурно-свободного феррита (среднеуглеродистые и низколегированные стали). Твердость перлита зависит от того, имеет ли он тонкое или грубое строение. При нормализации, когда охлаждение происходит быстрее, перлит имеет более тонкое строение, чем при отжиге, и высшую твердость. Поэтому нормализованная сталь тверже, чем отожженная (150-300 НВ). Нормализация горячекатаных сталей в противовес отжигу повышает сопротивление изделий хрупкому разрушению и обеспечивает высокую производительность при обработке резанием.

Отпуск стали
Применяют, чтобы сгладить внутренние напряжения кристаллической решетки и уменьшить жесткость металлов, а также для повышения ударной вязкости закаленных изделий. Выделяют:
Высокий отпуск осуществляют при температуре 500-650°С с плавным охлаждением. При этом сталь приобретает структуру сорбита, что обеспечивает устранение внутренних напряжений. Этому типу отпуска подвергаются конструкционные, углеродистые и легированные стали, из которых изготавливают валы, шестерни и другие. Характеристики сталей имеют большую прочность, пластичность и вязкость при их достаточной твердости.
Средний отпуск проводят при температуре 350-450°С, определенное время выдерживают и охлаждают. При таком отпуске мартенсит превращается в троостит, твердость стали уменьшается примерно до 400 НВ, а вязкость значительно повышается. Применяют (после закалки) отпуск для обработки пружин, рессор, штампов и других изделий, работающих при умеренных ударных нагрузках.
Низкий отпуск осуществляют в интервале температур 150-250°С, выдерживают и охлаждают. При этом образуется структура отпущенного мартенсита. Поэтому внутренние напряжения в изделии уменьшаются, несколько повышается вязкость, и исчезает калильная хрупкость, а твердость практически не меняется. Применяют для режущих, а также измерительных инструментов, которые должны быть твердыми и не хрупкими, иметь высокую износостойкость, в том числе для цементируемых изделий.
Вывод
Термообработка стали – неотъемлемый этап производства большинства металлических изделий. Благодаря широкому спектру техпроцессов, можно получать материалы с требуемыми характеристиками.


Отправить ответ